Embed Size (px)
Citation preview
Flotation in concentrated electrolyte solutions
Janusz Laskowski1* and Sergio Castro2
1. N.B. Keevil Institute of Mining Engineering, University of British Columbia, Canada 2. Department of Metallurgical Engineering, University of Concepcion, Chile
DOI 10.1016/j.minpro.2015.09.017
ABSTRACT In the flotation in highly concentrated electrolyte solutions not only ionic strength but also chemical composition, flotation pH and mineral properties play an important role. As a result an improvement or depression may be observed. A strong improvement in the floatability of hydrophobic bituminous coals and other inherently hydrophobic minerals is characteristic for the “salt flotation process”, which is carried out in concentrated electrolyte solutions at natural pH and without addition of any flotation reagents. However, pH is a key factor when saline waters with hydrolyzing metallic ions are used as a process water. In the case of flotation of Cu-Mo sulfide ores in seawater, molybdenite is strongly depressed by the Mg2+ hydrolysis products when pH is raised to depress pyrite. The process waters with a high content of Mg2+ and Ca2+ ions, and this also includes seawater, have deleterious effect on the anionic flotation of industrial minerals with fatty acids due to the precipitation of Ca/Mg fatty acid salts. The flotation of potash ores is carried out in NaCl-KCl saturated brine (6-7 mole/L of NaCl and KCl) with the use of long-chain primary amines. Such a high electrolyte concentration changes dramatically the amine Krafft point making the collector insoluble in brine; its mode of action entirely differs from that in conventional flotation processes. Keywords: Salt flotation, Seawater, Seawater flotation, Cu-Mo ores flotation, Fatty acids, Long-chain amines, Potash ore flotation. This paper is based on the keynote presented at the 27th International Mineral Processing Congress, Santiago, October 20-24, 2014. *Corresponding author: E-mail address: [email protected]

INTRODUCTION
Mineral processing unit operations are commonly grouped into four distinct clusters:
comminution-classification, separation, product dewatering and water clarification. In the closed circuits of modern mineral processing plants water after use is recirculated and thus becomes a concentrated electrolyte solution. Its concentration may be as high as 1 M NaCl (e.g. Mt. Keith plant in Australia); flotation of potash ores is carried out in NaCl-KCl saturated brine that is at these salts concentration exceeding6 mole/L (e.g. plants in Saskatchewan in Canada). The use of seawater in flotation has been extensively studied and it is already used in several plants (e.g. Las Luces concentrator at Taltal in Chile, Esperanza concentrator at Sierra Gorda in Chile).
Distinct unit operations require the use of different chemical additives. For instance, while
dispersing agents may be needed in grinding, collectors and modifying agents are utilized in flotation,solid-liquid separation processes (thickening and filtration) commonly require the use of flocculants. These are high molecular weight polymers and it cannot be expected that the chemical compounds so different from collectors will respond similarly to an increased ionic strength of the pulp.
The topics considered in this paper are limited to the flotation and flotation reagents.
Polymeric compounds referred to as flocculants are typical lyophilic colloids and they are quite different from flotation reagents. Quite different is also the effect of electrolyte concentration on their properties from the effect of electrolyte concentration on flotation collectors. The effect of ionic strength on flocculation is dealt with in a different paper (Huang P. et al, 2013].
For the sake of discussion, in the present work the systems in which flotation is carried out
in concentrated electrolyte solutions will be classified into the following groups:
1. High ionic strength systems; (a) Without pH adjustment; example: “salt flotation” of inherently hydrophobic solids, e.g. flotation of a bituminous coal in NaCl solution. (b) With pH adjustment; example: flotation of Cu-Mo sulfide ores in seawater when pH is raised to depress pyrite.
2. The systems in which collector precipitates with ions present in the pulp; example: anionic flotation of phosphate ores with fatty acids in hard/seawater.
3. Flotation in saturated brine; example: separation of sylvite (KCl) from halite (NaCl) inpotash ore flotation.
1. HIGH IONIC STRENGTH SYSTEMS (a) Salt Flotation (high ionic strength systems without pH adjustment). Flotation of
inherently hydrophobic minerals in concentrated solutions of electrolytes does not require the use of any other reagents. In Klassen’s publications this is referred to as “salt flotation” (Klassen and Mokrousow, 1963). For the flotation to be successful the bubbles:
(i) must be fine enough (the flotation rate constant is proportional to the bubble surface area flux which increases with decreasing bubble size);
(ii) and the attachment of the mineral particles when they collide with bubbles must be possible within the milliseconds of the particle-bubble contact time.
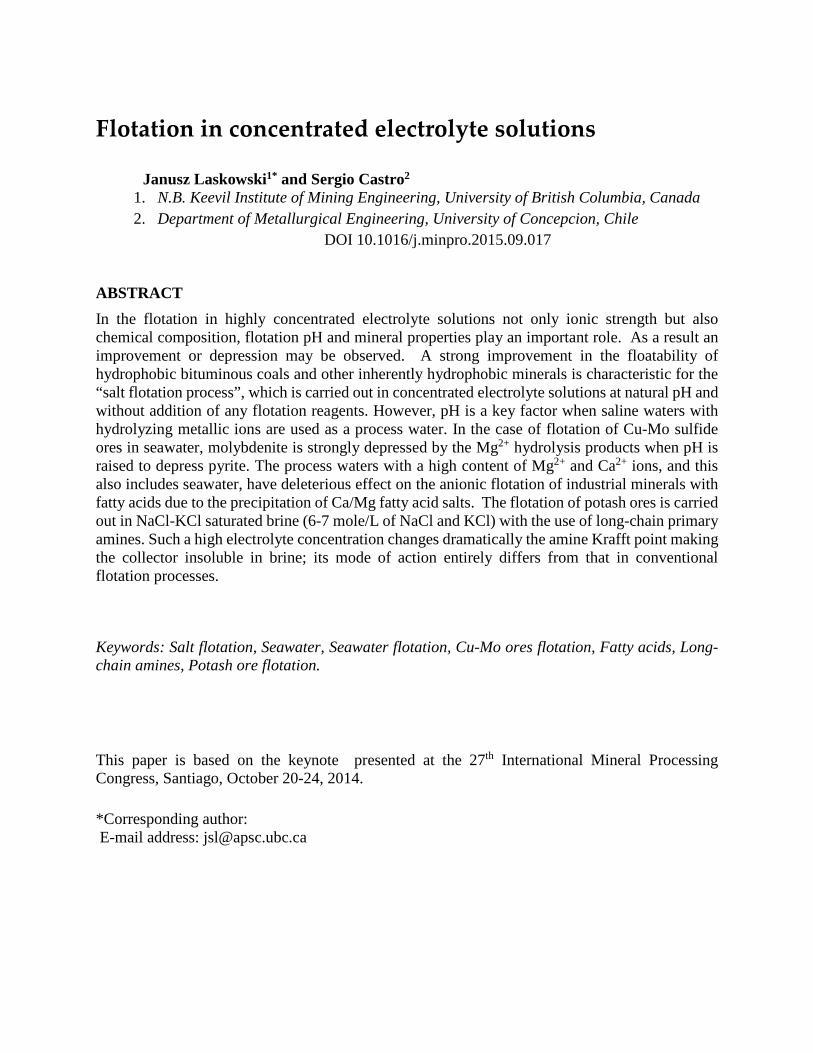
In flotation process the size of bubbles is determined by bubble coalescence that can be prevented by a frother. Frothers are best characterized by their critical coalescence concentration (Cho and Laskowski, 2002a, 2002b). As Figure 1a shows, the critical coalescence concentration of MIBC in water is about 10 p.p.m. At the concentrations higher than that the bubbles generated in MIBC solutions are stable and do not coalesce. However, bubble coalescence can also be prevented by increasing electrolyte concentration. In concentrated electrolyte systems, as shown in Figure 1a, the bubbles are stable and do not coalesce even in the absence of a frother (Laskowski et al., 2003).
MIBC Concentration, ppm0 10 20 30 40 50 60Sa
uter
mea
n bu
bble
dia
met
er, m
m
0.0
0.5
1.0
1.5
2.0
2.5
Distilled water50% saturated brine100% saturated brine
Seawater, % (v/v)
0 20 40 60 80 100
Saut
er m
ean
bubb
le d
iam
eter
, mm
0.6
0.8
1.0
1.2
1.4
1.6
0 ppm 2 ppm 4 ppm 6 ppm 8 ppm 10 ppm 15 ppm 30 ppm 50 ppm 100 ppm
Figure 1a. Sauter mean bubble diameter as a function of MIBC concentration and electrolyte concentration (Laskowski et al., 2003)). The term “brine” used here stands for saturated solution of KCl +NaCl(about 6 mole/L).
Figure 1b. Effect of the frother MIBC on bubble size in sea water (Castro et al., 2010).
This is further illustrated in Figure 1b. As this figure shows,in distilled water fine bubbles
can be generated only in the presence of a frother. However, the same process when carried out in seawater leads to the formation of fine bubbles even without any frother (Castro et al. 2010; Castro et al., 2013). These results then prove that fine bubbles can be generated in a flotation machine without the use of a frother in concentrated electrolyte solutions.
In the flotation process, mineral particles that are to be floated, are made hydrophobic by
adsorbing collector. Inorganic ions cannot make solid surfaces hydrophobic. The salt flotation then must depend on initial solid hydrophobicity.Klassen in his Coal Flotation monograph (Klassen, 1962) used Kharlamov’s data to demonstrate that only bituminous coals, the coals which are very hydrophobic, float well in 0.5 M NaCl solutions. 20 years later this was clearly confirmed (Figure
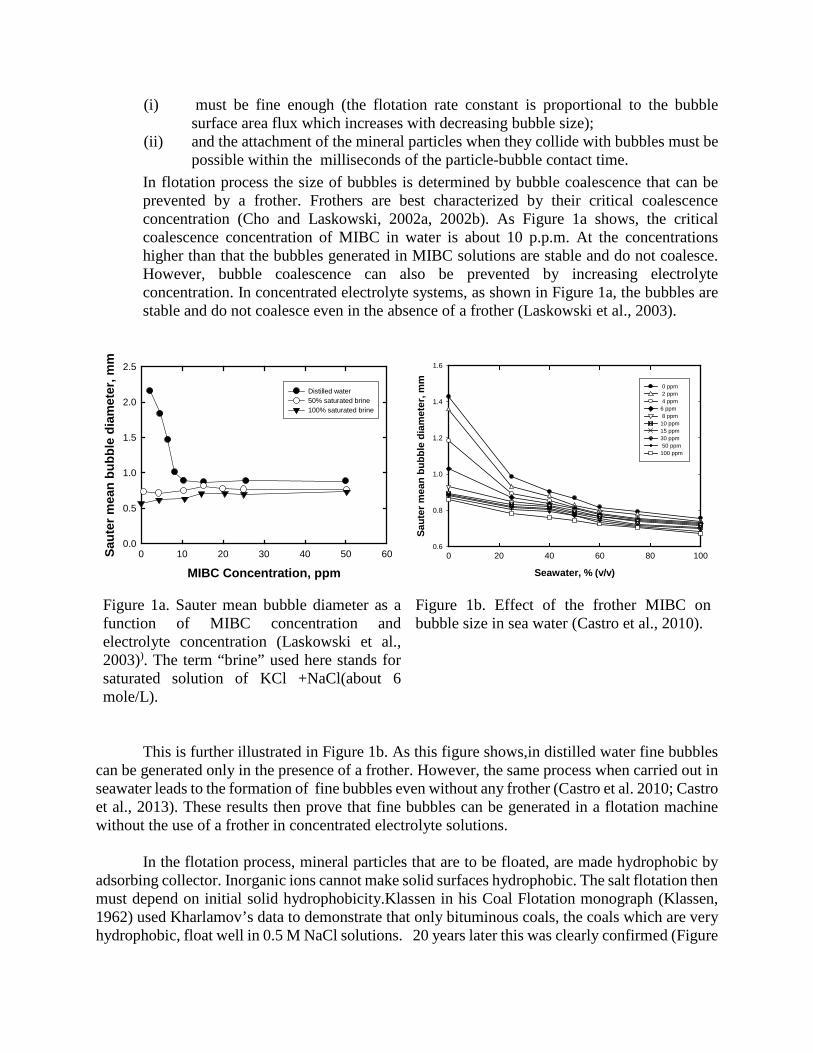
2). In these tests carried out at the University of California, Berkeley (Fuerstenau et al., 1983) various coals from different mines were used in the batch flotation experiments and the wettability of these coal samples werecharacterized by measuring the equilibrium moisture content. As it is known, while the equilibrium moisture content in bituminous coals is very low (can be lower than 1%), it is much higher for more hydrophilic low rank subbituminous coals and lignites. This was experimentally confirmed by Fuerstenauat al. (1983) as shown in Figure 2. Salt flotation tests carried out in 0.5 M solution of NaCl with coals varying in rank clearly demonstrate that the less hydrophobic sub-bituminous coals (which are characterized by a high moisture content) poorly float under such conditions while the salt flotation of hydrophobic bituminous coals (which are characterized by a very low equilibrium moisture content) is very satisfactory.
Figure 2Effect of coal surface wettability (expressed by coal equilibrium moisture content) on the salt flotation rate in 0.5 M NaCl (Fuerstenau et al., 1983)
As shown by Laskowski and Kitchener (1969), very hydrophobic surfaces (methylated silica) can carry a substantial negative charge. Existing experimental evidence (Beattie, 2007) is consistent with the idea that water at the low dielectric surfaces (air, oil, solid hydrocarbons) acquires a negative charge above pH 3-4 from the preferential adsorption of hydroxide ions. Because of this charge, the metastable wetting film is formed on such hydrophobic surfaces (Blake and Kitchener, 1972) and as a result when such particles collide with bubbles the energy barrier opposes the attachment. This is consistent with the concept of induction time. Since electrical double layer is compressed when electrolyte concentration increases, in the case of hydrophobic particles this reduces the energy barrier facilitating the particle-to-bubble attachment (Laskowski at al. 1991; Laskowski, 2012).Recent calculations based on the DLVO theory reveal that because of negative electrical charge of coal particles and bubbles there is a significant energy barrier that opposes the attachment. Raising electrolyte concentration up to 0.24 M eliminates the energy
barrier and promotes attachment of the coal particles to gas bubbles through attractive hydrophobic interactions (Nguyen et al., 2007).
As Figure 2 confirms, hydrophobic coal particles float very well indeed in concentrated electrolyte solutions, but since inorganic ions cannot change solid wettability only very hydrophobic particles can float under such conditions.The conditions existing in the salt flotation of hydrophobic particles are thus ideal for the flotation of such particles, at high concentration of electrolyte the energy barrier opposing bubble-to-particle attachment is reduced, and at the same time coalescence of bubbles is prevented allowing for generation of fine bubbles.
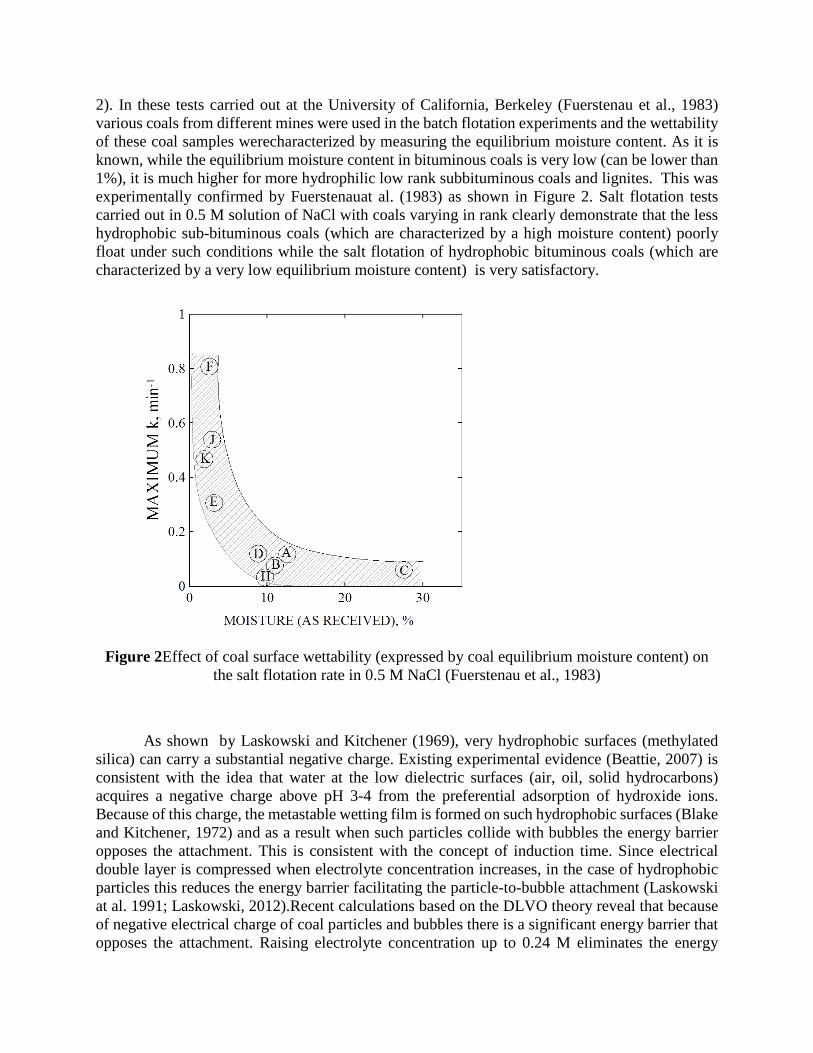
Figure 3.Effect of NaCl concentration on flotation of bituminous coal with 400 g/t of either fuel oil (A) or kerosene (B). A and B, results after 12 minutes of flotation; A’ and B’, results after 6 minutes of flotation in 0.1 M NaCl; A” and B” , results after 6 minutes of flotation in 0.2 M NaCl; A’’’ and B’’’ results after 4.5 min of flotation in 0.3 M NaCl, A’’’’ and B’’’’ results after 4.5 min of flotation in 0.5 M NaCl (Laskowski, 2001).
It is known that bituminous coals are floated very well with oily collectors (Wojcik and Al-Taweel, 1984). If the salt flotation of the inherently hydrophobic solids indeed results from the suppression of the double layers and thus the energy barrier then the flotation with the oily collector which requires attachment of the oil droplets to solid particles should be very sensitive to the electrolyte concentration. The use of emulsified oil in concentrated electrolyte solutions
should then be very beneficial as increased ionic strength should facilitate attachment of oil droplets to coal surface. Figure 3 shows how dramatic is an improvement in the flotation of bituminous coal with kerosene (or fuel oil) at increased concentrationsof NaCl. While at 400 g/t of oily collector the concentrate yield was only in the 60-70 % range after 12 minutes of flotation, the yield jumped to 90% after only 6 minutes of flotation in 0.2 M NaCl solution. One of the characteristic features of the salt flotation is very high rate of this process and Figure 3 is totally in line with it. The question that immediately arises is what is the effect of different ions on salt flotation?Are these effects different? More than 50 years ago Klassen (1962) pointed out that coal salt flotation is better in sodium sulfate than in sodium chloride solutions, and in turn sodium chloride is better than sodium nitrate. These differences were explained by different frothabilities of these systems. Other researches took into consideration other effects, for instance, the effect of ions on water structure, and full reviews of such different hypotheses are available (e.g. Bo Wang and YongjunPeng, 2014). Such effects are not discussed further in this paper and the reader is referred to the quoted original contributions.
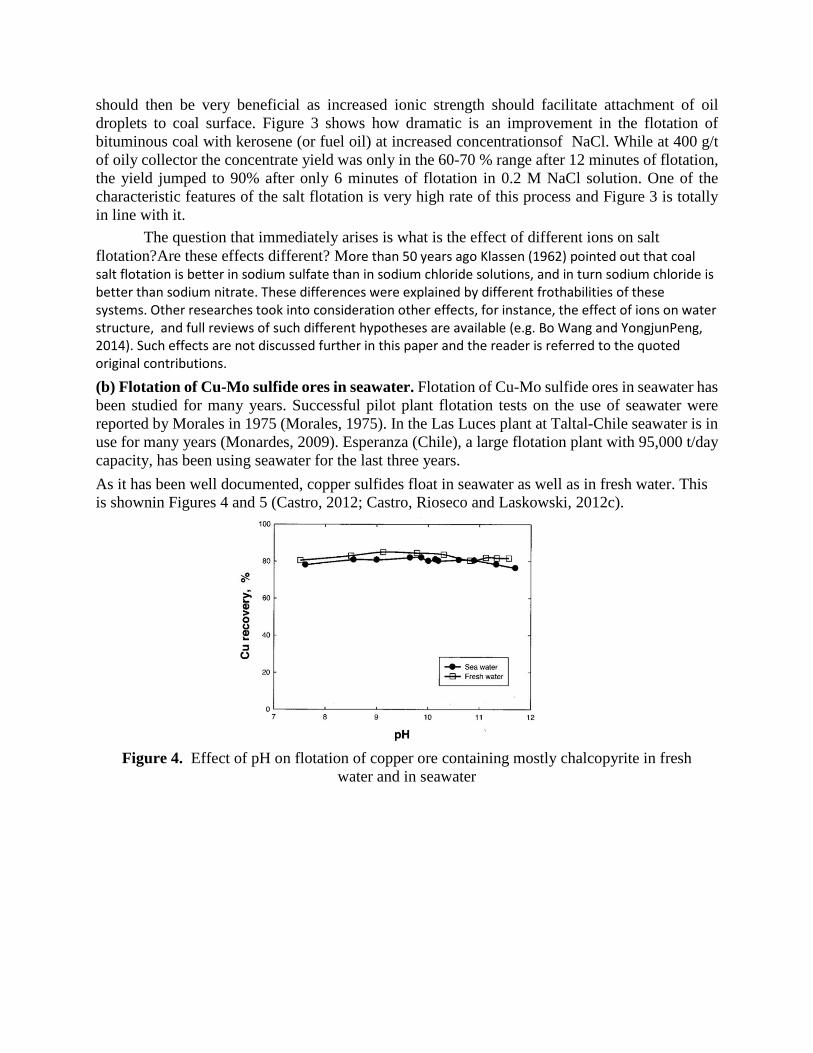
(b) Flotation of Cu-Mo sulfide ores in seawater. Flotation of Cu-Mo sulfide ores in seawater has been studied for many years. Successful pilot plant flotation tests on the use of seawater were reported by Morales in 1975 (Morales, 1975). In the Las Luces plant at Taltal-Chile seawater is in use for many years (Monardes, 2009). Esperanza (Chile), a large flotation plant with 95,000 t/day capacity, has been using seawater for the last three years. As it has been well documented, copper sulfides float in seawater as well as in fresh water. This is shownin Figures 4 and 5 (Castro, 2012; Castro, Rioseco and Laskowski, 2012c).
Figure 4. Effect of pH on flotation of copper ore containing mostly chalcopyrite in fresh
water and in seawater
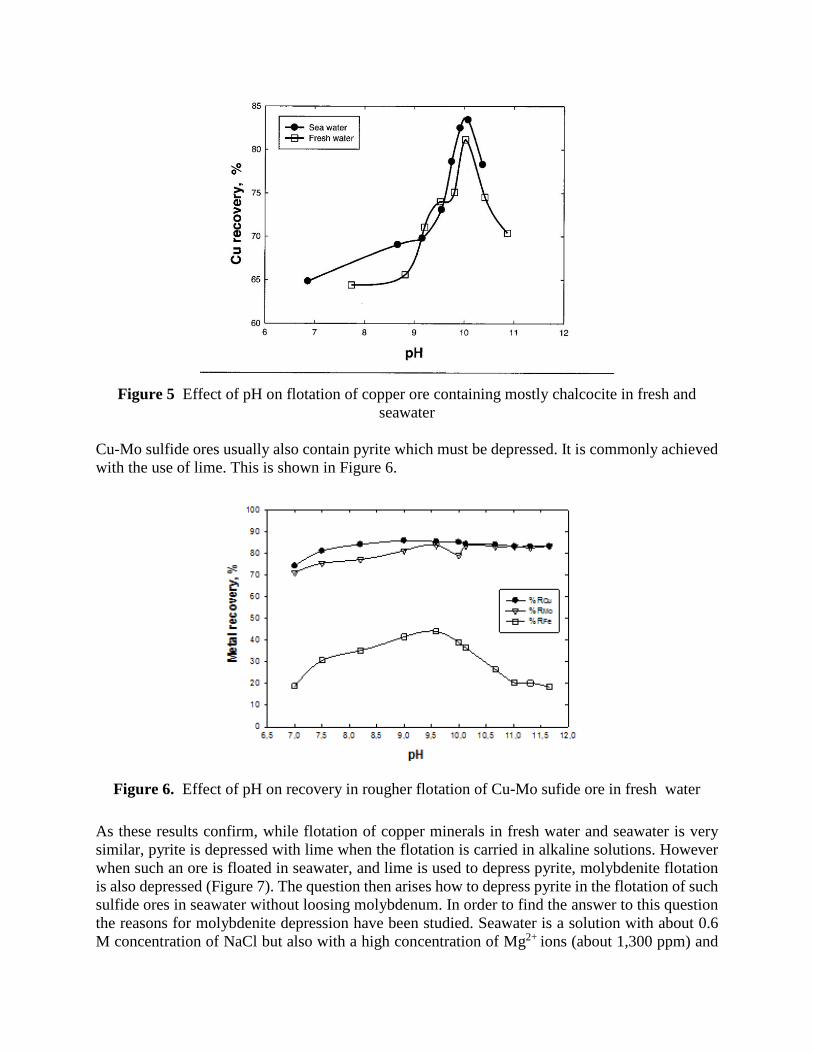
Figure 5 Effect of pH on flotation of copper ore containing mostly chalcocite in fresh and seawater
Cu-Mo sulfide ores usually also contain pyrite which must be depressed. It is commonly achieved with the use of lime. This is shown in Figure 6.
Figure 6. Effect of pH on recovery in rougher flotation of Cu-Mo sufide ore in fresh water As these results confirm, while flotation of copper minerals in fresh water and seawater is very similar, pyrite is depressed with lime when the flotation is carried in alkaline solutions. However when such an ore is floated in seawater, and lime is used to depress pyrite, molybdenite flotation is also depressed (Figure 7). The question then arises how to depress pyrite in the flotation of such sulfide ores in seawater without loosing molybdenum. In order to find the answer to this question the reasons for molybdenite depression have been studied. Seawater is a solution with about 0.6 M concentration of NaCl but also with a high concentration of Mg2+ ions (about 1,300 ppm) and
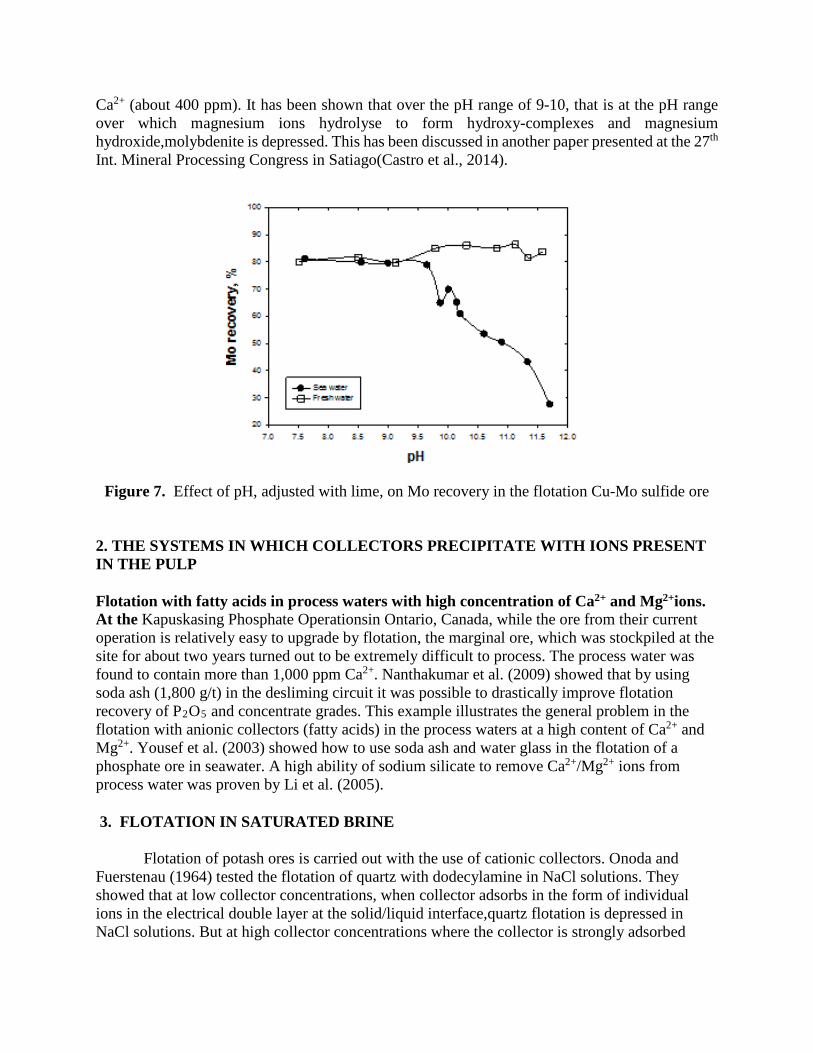
Ca2+ (about 400 ppm). It has been shown that over the pH range of 9-10, that is at the pH range over which magnesium ions hydrolyse to form hydroxy-complexes and magnesium hydroxide,molybdenite is depressed. This has been discussed in another paper presented at the 27th Int. Mineral Processing Congress in Satiago(Castro et al., 2014).
Figure 7. Effect of pH, adjusted with lime, on Mo recovery in the flotation Cu-Mo sulfide ore 2. THE SYSTEMS IN WHICH COLLECTORS PRECIPITATE WITH IONS PRESENT IN THE PULP
Flotation with fatty acids in process waters with high concentration of Ca2+ and Mg2+ions. At the Kapuskasing Phosphate Operationsin Ontario, Canada, while the ore from their current operation is relatively easy to upgrade by flotation, the marginal ore, which was stockpiled at the site for about two years turned out to be extremely difficult to process. The process water was found to contain more than 1,000 ppm Ca2+. Nanthakumar et al. (2009) showed that by using soda ash (1,800 g/t) in the desliming circuit it was possible to drastically improve flotation recovery of P2O5 and concentrate grades. This example illustrates the general problem in the flotation with anionic collectors (fatty acids) in the process waters at a high content of Ca2+ and Mg2+. Yousef et al. (2003) showed how to use soda ash and water glass in the flotation of a phosphate ore in seawater. A high ability of sodium silicate to remove Ca2+/Mg2+ ions from process water was proven by Li et al. (2005).
3. FLOTATION IN SATURATED BRINE
Flotation of potash ores is carried out with the use of cationic collectors. Onoda and Fuerstenau (1964) tested the flotation of quartz with dodecylamine in NaCl solutions. They showed that at low collector concentrations, when collector adsorbs in the form of individual ions in the electrical double layer at the solid/liquid interface,quartz flotation is depressed in NaCl solutions. But at high collector concentrations where the collector is strongly adsorbed
through hydrocarbon chain interactions, inorganic ions have little effect on flotation. Because of the more than ten times lower electrolyte concentration the quartz-amine system studied by Onoda and Fuerstanu is, however, very different from the potash ore flotation system which will be discussed next.
Separation of sylvite (KCl) from halite (NaCl) in potash ore flotation.Since two major components of sylvinite ores, sylvite (KCl) and halite (NaCl), are water-soluble theflotation process must be carried out in saturated brine (6-7 mole/L). Thus, this electrolyte concentration is ten times higher than the concentration of seawater.
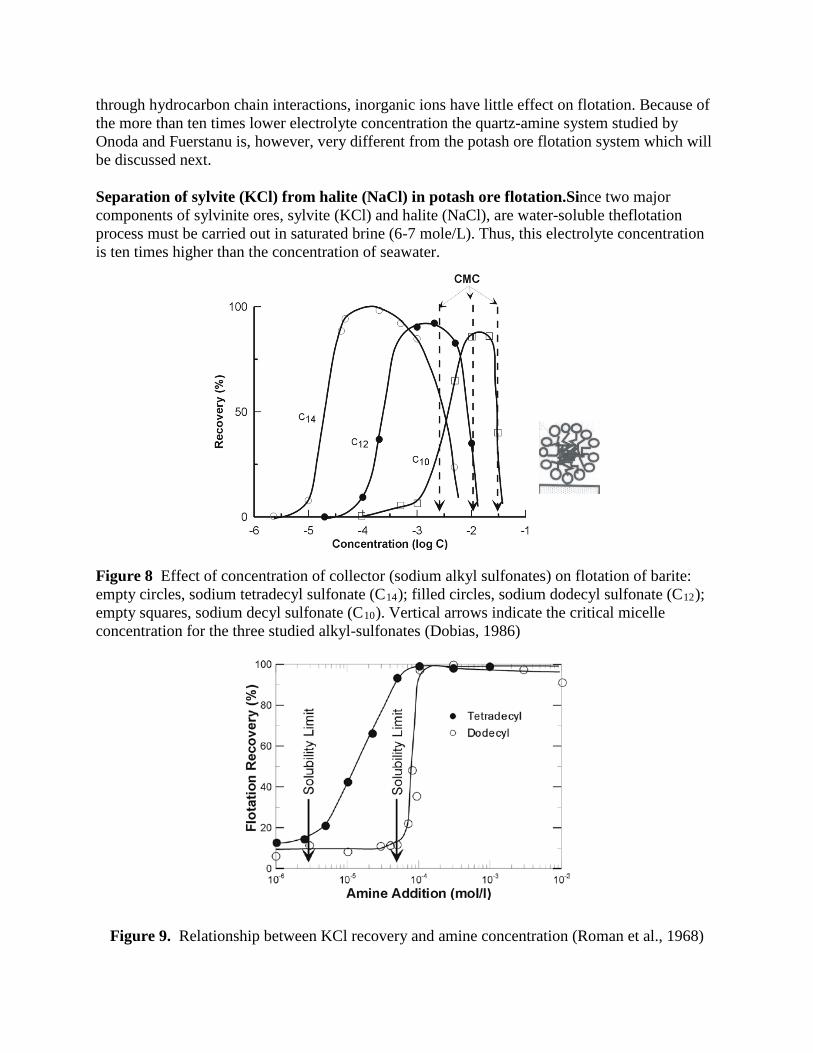
Figure 8 Effect of concentration of collector (sodium alkyl sulfonates) on flotation of barite: empty circles, sodium tetradecyl sulfonate (C14); filled circles, sodium dodecyl sulfonate (C12); empty squares, sodium decyl sulfonate (C10). Vertical arrows indicate the critical micelle concentration for the three studied alkyl-sulfonates (Dobias, 1986)
Figure 9. Relationship between KCl recovery and amine concentration (Roman et al., 1968)
The most fundamental difference between common flotation and potash ore flotation is
best seen when the effect of collector concentration in these two different cases is compared. As Figure 8indicates, in the case of barite flotation carried out with sodium alkyl sulfonate collectors, the flotation ceases when collector concentration approaches the critical micelle concentration of the collector. Around this concentration the micelles appear in the system and since these are hydrophilic species the flotation dramatically drops to zero. Such curves for sylvite flotation with amines in brine are entirely different, the flotation starts only when the amine solubility is exceeded (Roman et al, 1968). In other words, flotation of sylvite takes place only when solid amine particles (hydrated crystals) are present in the system. These two figures (Figs. 8 and 9) indicate that the critical micelle concentration and solubility limit are two entirely different phenomena and should not be confused.
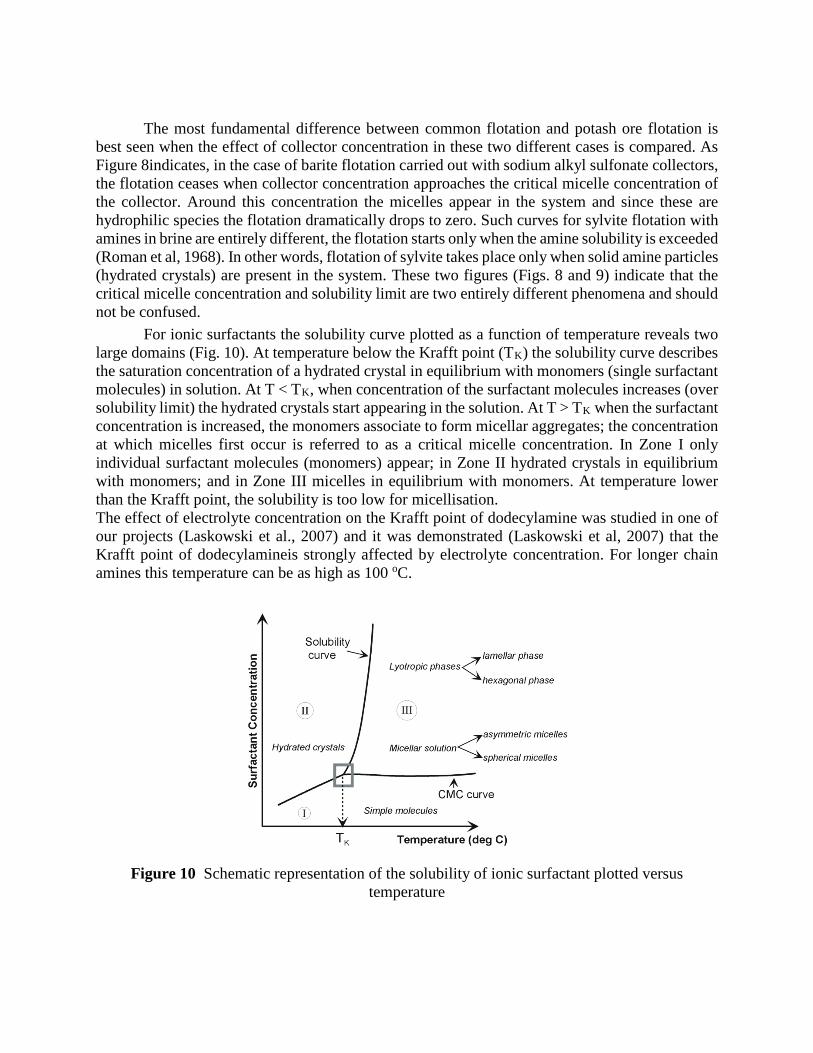
For ionic surfactants the solubility curve plotted as a function of temperature reveals two large domains (Fig. 10). At temperature below the Krafft point (TK) the solubility curve describes the saturation concentration of a hydrated crystal in equilibrium with monomers (single surfactant molecules) in solution. At T < TK, when concentration of the surfactant molecules increases (over solubility limit) the hydrated crystals start appearing in the solution. At T > TK when the surfactant concentration is increased, the monomers associate to form micellar aggregates; the concentration at which micelles first occur is referred to as a critical micelle concentration. In Zone I only individual surfactant molecules (monomers) appear; in Zone II hydrated crystals in equilibrium with monomers; and in Zone III micelles in equilibrium with monomers. At temperature lower than the Krafft point, the solubility is too low for micellisation. The effect of electrolyte concentration on the Krafft point of dodecylamine was studied in one of our projects (Laskowski et al., 2007) and it was demonstrated (Laskowski et al, 2007) that the Krafft point of dodecylamineis strongly affected by electrolyte concentration. For longer chain amines this temperature can be as high as 100 oC.
Figure 10 Schematic representation of the solubility of ionic surfactant plotted versus temperature

If the Krafft temperature for long chain primary amines (n>16) is indeed in the range of 80-100 oC then all potash flotation tests (lab tests and the commercial processes) are carried out well below the Krafft temperature of the collector of the used collector. Under these conditions there are no micelles in the system.
As Jan Leja demonstrated in 1983 (Leja, 1983) “in quiescent environment no contact angle or pick-up of sylvite particles was observed even after deposition of amine-alcohol paste on the surface of the unstirred brine. However, after thorough stirring for a few minutes, KCl particles were picked up and contact angle was developed on KCl discs”. Since long-chain amines are practically insoluble in brine they cannot make selected solids hydrophobic by diffusion and adsorption. This indicated that the collector is transported to the point of bubble-particle collision on the surface of bubbles.
In commercial potash flotation plants long-chain primary amines utilized as a collector are melted by heating up to 70-90 oC, then they are emulsified in acidified water (hydrochloric or acetic acids) and such a hot emulsion/dispersion is introduced into the flotation pulp (which is at room temperature). According to all reported observations a white precipitate immediately appears when the hot emulsion of amine is added to the potash flotation pulp and accumulates on the surface of bubbles. Long chain amines when placed at the liquid/gas interface spread into molecular films (Arsentiev and Leja, 1976; Leja, 1983) and thus this is how the collector in this process is transported to the point of bubble to particle collision.
SUMMARY It is now well established that hydrophobic surfaces usually carry negative electrical charge
(Beattie, 2007) and this creates energy barrier when hydrophobic particles collide with bubbles which are also negatively charged. In such cases the compression of the electrical double layer facilitates the attachment. This is the case of the salt flotation of inherently hydrophobic minerals (Laskowski et al., 1991; Laskowski, 2012). As it is now known also the formation of fine bubbles is promoted in electrolyte solutions (Laskowski et al., 2003).
Seawater is also a high electrolyte concentration aqueous system, and there is no reason to expect that the salt flotation of bituminous coal could not be carried out in seawater. However, the case of flotation of Cu-Mo sulfide ores in seawater is totally different. The difference results from the use of lime needed to depress pyrite. Change of pH in such a well equilibrated system results in formation of magnesium hydroxy-complexes (pH>9.5) and hydroxides, and calcium hydroxides at higher pH.These hydrophilic colloidal species strongly depress molybdenite flotation.
Calcium and magnesium ions form insoluble salts with fatty acids and this is the origin of the problems when apatite ores are floated with fatty acids at a high concentration of Ca2+ and Mg2+ ions in the pulp. The Krafft points of sodium salts of anionic surfactants are below room temperature but this can be as high as 100 oC for calcium salts of these surfactants. This explains very well precipitation of calcium salts when fatty acids are used in hard/seawater. Removal of Ca2+ and Mg2+ ions, for example, with the use of soda ash or water glass can make flotation process possible.
In potash ore flotation, the flotation process carried out in 6-7 mol/L solution of NaCl and KCl, extremely high electrolyte concentration rises the Krafft point of the amine collector so much that this entirely changes amine mode of action. This insoluble in brine amphipaticcompound
forms molecular films at the brine/gas interface and is brought to the point of particle-to-bubble collision on the surface of bubbles.
ACKNOWLEDGEMENTS
The authors wish to thank CRHIAM for financingthis work through CONICYT/FONDAP-15130015 project.
REFRENCES Arsentiev, V.A. and Leja, J., 1976. Interaction of alkali halides with insoluble films of fatty amines
and acids, Colloid Interfaces Sciebce (M. Kerker, ed.), Academic Press, Vol. 5, 251-270.
Beattie, J.K., 2007. The intrinsic charge at the hydrophobic/water interface.Colloid Stability – The Role of Surface Forces (Th.F. Tadros, ed.), Wiley-VCH, Part II, pp. 153-164.
Blake, T.D. and Kitchener, J.A., 1972. Stability of aqueous fims on hydrophobic methylated silica. J. Chem. Soc., Faraday Transactions I, 68, 1435-1442.
Castro, S., 2012.Challeges in flotation of Cu-Mo sulfide ores in seawater, Water in Mineral Processing – Proc. 1st Int. Symposium (J. Drelich, ed.), SME, pp. 29-40.
Castro, S., Venegas, I., Landero, A. and Laskowski, J.S., 2010.Frothing in sea water flotation systems.Proc. 25th Int. Mineral Processing Congress, Brisbane, pp. 4039-4047.
Castro, S., Rioseco, P. and Laskowski, J.S., 2012. Depression of molybdenite in seawater, Proc. 26th Int. Mineral Processing Congress, New Delhi, pp. 739-752.
Castro S., Miranda, C., Toledo P. and Laskowski, J.S., 2013.Effect of frothers on bubble coalescence and foaming in electrolyte solutions and seawater.Int. J. Miner. Process., 124, 8-14.
Castro, S., Uribe, L. and Laskowski,J.S., 2014. Depression of inherently hydrophobic anisotropic minerals by precipitating hydroxides: flotation of molybdenite in seawater, 27th Int. Mineral Processing Congress, Santiago, Chaper 3, pp. 207-216.
Cho, Y.S. and Laskowski, J.S., 2002a. Effect of flotation frothers on bubble size and foam stability, Int. J. Mineral Processing, 64, 69-80.
Cho, Y.S. and Laskowski, J.S., 2002b. Bubble coalescence and its effect on bubble size and foam stability. Canadian J. Chem. Eng., 80, 299-305.
Dobias, B., 1986. Adsorption, electrokinetics and flotation properties of minerals above the critical micelle concentration, Phenomena in Mixed Surfactant Systems (J.F. Scamehorn, ed.), ACS Symposium Series, 311, 216-222.
Fuerstenau, D.W., Rosenbaum, J.M. and Laskowski, J.S., 1983. Effect of surface functional groups on the flotation of coal.Colloids & Surfaces., 8, 153-164.
Huang, P., Laskowski, J.S., Zheng, H. and Lu, Q., Use of flocculants in high ionic strength process water. Part I., Flocculation in solid/liquid separation, 9th UBC-McGill-UA Symposium., Montreal, 2013.
Klassen, V.I., Coal Flotation, Gosgortiekhizdat, Moscow, 1962.
Klassen, V.I. and Mokrousov, V.I., 1963. An Introduction to the Theory of Flotation, Butterworths, London.
Laskowski, J.S., 2012. Role of model systems in fundamental studies on particle-bubble interaction, Separation Technologies (C.A. Young and G.H. Luttrell, eds.), SME, pp. 7-18.
Laskowski, J.S., Coal Flotation and Fine Coal Utilization, Elsevier, 2001
Laskowski, J.S., Pawlik, M. and Ansari, A., 2007.Effect of brine concentration on the Krafft Point of long chain primary amines, Canadian Metallurg.Quart., 46, 295-300.
Laskowski, J.S., Cho, Y.S. and Ding, K., 2003. Effect of frothersonbubblesize and foam stability in potash ore flotationsystems, Canadian J. Chem. Eng., 81, 63-69. Laskowski, J.S., Xu, Z. and Yoon, R.H., 1991. Energy barrier in particle-to-bubble attachment and
its effect of flotation kinetics, Proc. 17th Int. Mineral Processing Congress, Dresden, Vol. 2, pp. 237-249.
Laskowski, J.S. and Kitchener, J.S., 1969. The hydrophilic-hydrophobic transition on silica, J. Coll. Interf. Sci., 29, 670-679.
Leja, J., 1983. On the action of long chain amines in potash flotation, Potash Technology (R.M. McKercher, ed.), Pergamon Press, pp. 623-629.
Li, H., Zhou, Z. A., Xu, Z. and Masliyah, J. H., 2005.Role of acidified sodium silicate in low temperature bitumen extraction from poor-processing oil sand ores.Ind. Eng. Chem. Res., 44, 4753–4761.
Monardes, A., 2009. Use of seawater in grinding-flotation operations and tailing disposal, Proc. 11th Symp.Mineral Processing Moly Cop 2009.
Morales, J.E., 1975.Flotation of the Andacollo’s ore in pilot plant by using seawater, Minerales, XXX (130), 16-32.
Nanthakumar, B., Grimnm, D. and Pawlik, M., 2009.Anionic flotation of high-iron phosphate ores – control of process water chemistry and depression of iron minerals by starch and guar gum, Int. J. Mineral Processing, 92, 49-57.
Nguyen A., Drelich J., Colic, M., Nalaskowski, J. and Miller, J.D., 2007.Interaction of bubbles with solid surfaces, Encyclopedia of Surface and Colloid Science (P. Somasundaran, ed.), Taylor and Francis.
Onoda, G.Y. and Fuerstenau, D.W., 1964. Amine flotation of quartz in the presence of inorganic electrolytes, 7th Int. Mineral Processing Congress, New York, pp. 301-306.
Pugh, R.J., Weissenborn, P. and Paulson, O., 1997. Flotation in inorganic ekectrolytes: the relationship between recovery of hydrophobic particles, surface tension, bubble coalescence and gas solubility, Int. J. Mineral Processing, 51, 125-138
Roman, R.J., Fuerstenau, M.C. and Seidel, D.C., 1968. Mechanism of soluble salt flotation.Trans. AIME, 241, 56-64.
Wang Bo. and Peng Yongjun, 2014. The effect of saline water on mineral flotation– a critical review, Minerals Eng., 66-68, 13-24.

Wojcik, W. and Al-Taweel, A.M., 1984. Beneficiation of coal fines by aggregate flotation, Powder Technology, 20, 1296-1302. Yousef, A.A., Arafa, M.A., Ibrahim, S.S. and Abdel Khalek, A.A., 2003. Seawater usage in flotation for mineral beneficiation in arid regions (Arab Countries), Proc. 22nd Int. Mineral Processing Congress, Vol. 2, pp. 1023-1033.