Embed Size (px)
Citation preview

Advances in Arc and Hybrid Welding, and AM of Titanium AlloysITA Conf 2010, Orlando
Ian D. Harris, Ph. D.Technology Leader, Arc WeldingTechnical Director, AMC
614 688 [email protected]

Outline
Welding Titanium- Novel arc welding- Laser and Hybrid Laser Arc Welding (HLAW)
Additive Manufacturing (AM)- Arc Welding
Additive Manufacturing Consortium (AMC)- Need for Collaboration

Roadmap - High Consequence Arc Welding
Heavy fabrication and military applicationsNuclear fabricationB&PVAero and Space applications Using micro-TIG at 0.5 lb/hr through orbital GTAW to out-of-position NG Tandem GMAW at 35 lbs and /hrHLAW for X80, and X100 linepipe, HSLA 100 steels for carrier and submarine hulls, low-alloy steels for B&PV applications, etc.Alloys of titanium, nickel, aluminum, copper, stainless steels (all grades from austenitic to superduplex)

Precision GMAWBenefits:
Reduced heat-input, residual stress, distortionPrecise deposit shape controlFiller metal coaxial with the torch- Less complex mechanism - Easier to automate
Cost savings (compared to dabber GTAW or laser)- Lower capital equipment cost- Higher productivity
Need:Assess feasibility for high-alloy build-ups

Precision GMAW
1.5 mm Ti6-41.5 mm Ti6-4
Nickel alloy clad on steel< 0.5% dilution achievableNickel alloy clad on steel
< 0.5% dilution achievable

Hybrid Arc Metal Transfer

Precision-GMAW Build-Up
1.5mm
Stainless steel edge build-up• 18 ipm Travel speed • Heat-input < 1 kJ/in
Stainless steel edge build-up• 18 ipm Travel speed • Heat-input < 1 kJ/in

Low Power GMAW-P of Ti
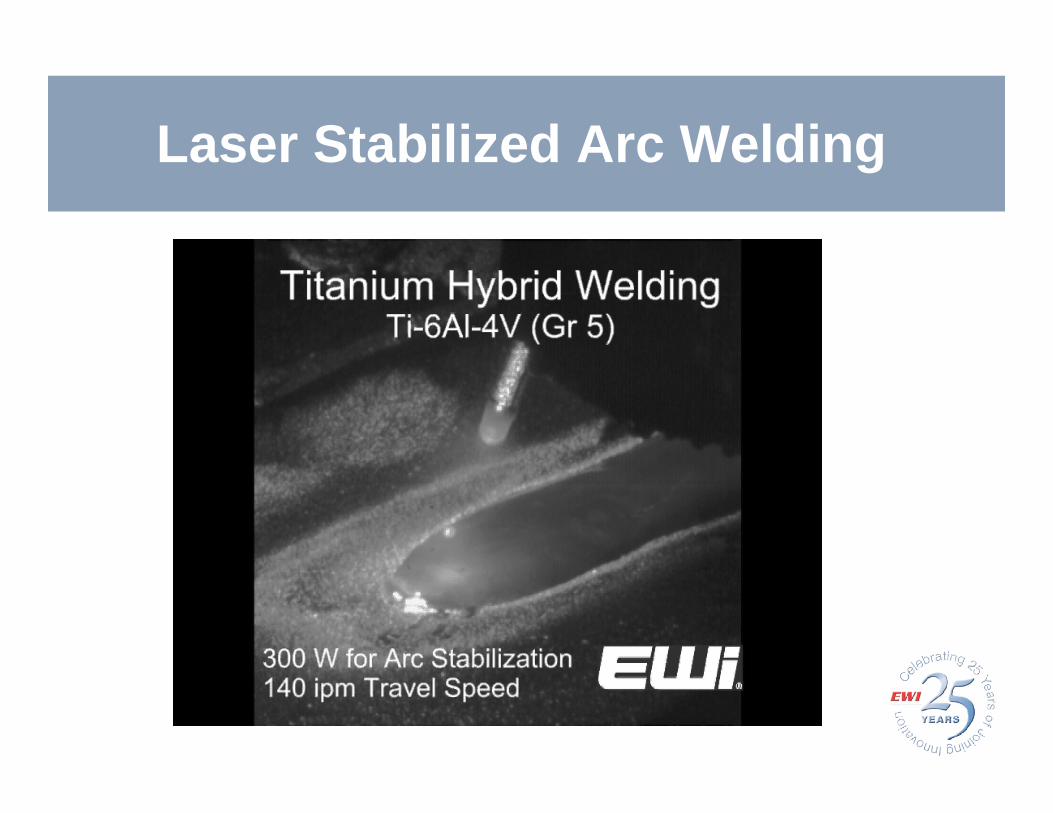
Laser Stabilized Arc Welding

Yb – Fiber Laser Welding of Ti 6-4

Laser Welding of Thin Sheet Ti 6-4
Robotic Yb-Fiber Laser welded flat and formed sheet products in the thickness range of .032” -.125”Dual fillet welds with wire addedDistortion related to low welding speed and dual fillet weld rather than single pass ‘skid’ weld

Hybrid Laser Arc (HLAW)

Benefits of Hybrid Laser Arc
High Energy Density of Laser- Deep Penetration- High Travel Speed
Filler Wire Addition of GMAW- Gap Tolerance- Alloying Elements
Suitable for steels, stainless steels and nickel-based alloys

Enabling Tech - Yb-Fiber Laser
High efficiency; >25% (vs. 3 to 6%)Long potential diode life; > 25,000 hoursCompletely fiber generated and delivered
Very scalable; 20 kW systems exist (70 kW sold)Robust systemNear Perfect Beam

Prototype P450 Hybrid Head
Upgraded TPS3200 to TPS 5000 for 500 A GMAW capability with higher WFS and deposition rate for increased weld throatIncreased travel speed to 120 in/min (3 m/min) by gearing15-kW laser power currently availableEffective throat up ½-in (13-mm) single pass

Legend
• Friction Stir Welds • Hybrid Laser Welds• GMAW-P Welds
Ti 6-4 Demo Hull Fabrication

Lower Glacis to Front Glacis Corner Joints (LBW and HLAW)
Root pass (LBW only)- 20-IPM Travel speed- 4-kW Laser power
Cap pass (HLAW)- 15-IPM Travel speed- 215-IPM Wire feed speed
• 0.035-in wire- 2-kW Laser power
Tooling Model Tooling Assembly with welded part
Ti 6-4 corner joint with multi-step path geometry (0.5-in to 0.25 and 0.5-in)
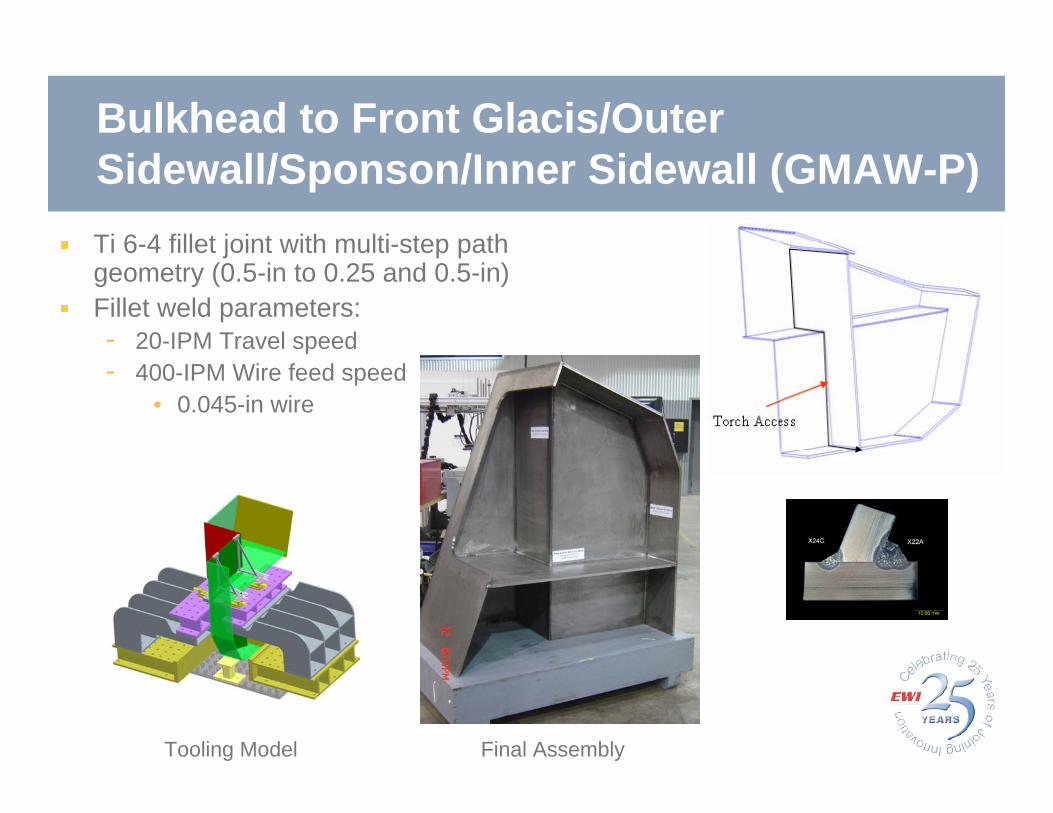
Bulkhead to Front Glacis/Outer Sidewall/Sponson/Inner Sidewall (GMAW-P)Ti 6-4 fillet joint with multi-step path geometry (0.5-in to 0.25 and 0.5-in)Fillet weld parameters:- 20-IPM Travel speed- 400-IPM Wire feed speed
• 0.045-in wire
Tooling Model Final Assembly

AM – Progressive Layers
Build in layers, Stress relieve/PWHT, Machine

AM Processes for Metals
EBW freeform fabrication - EB(FFF)Laser powder and wire for FFFLAM, LENS, DMLS, from companies such as Arcam, EOS, POM – powder and wire based laser and EB metals AM in confined envelope Arc processes – GTAW-HW, GMAW-P, PTA (wire and powder) based on commercially available equipment for FFFVHP UAM – very high power ultrasonic AM

Example Metals AM Processes
Concept Laser DCM®
EOS DMLS®
MTT SLM®
Phenix Systems
OptomecLENS®
MTS Aeromet LAM(No longer in
business).
Sciaky EBFFF
Arcam EBM®

Deposition Rate vs Resolution
Courtesy Boeing
Decreased Resolution
Incr
ease
d D
epos
ition
Rat
e

Additive Manufacturing -Feature Size CapabilityFrom single beads stacked upon each other (bottom)To large features at high deposition rates (top)Mitigated by balance of net-shape, metallurgical requirements, mechanical properties (tensile, fatigue, etc)

Arc-Based Additive ManufacturingDemonstrated arc-based processes for Titanium additive manufacturing- GMAW-P- RWF-GMAW- PAW (Cold Wire)- PTA (Powder)- GTAW (Hot Wire) GMAW-P
PAW (Cold Wire)GTAW (Hot Wire) RWF-GMAW
PTA (Powder)
Proprietary to Lockheed Martin Copyright 2009

Titanium Additive Manufacturing
MediumMediumGMAW-P
High
Low
Medium
Low
Distortion
HighGTAW (Hot Wire)
Very LowPTA
(Powder)
LowPAW (Cold Wire)
MediumRWF-GMAW
ProductivityProcessArc-based processes are generally less capital intensive and more productive than many other additive manufacturing processes

Example Applications
EB FFF and DMLS parts for aerospace components

Example Applications
Land vehicles- OEM- Repair
Power generation and nuclear

AM Evaluation Stages
Evaluation Stages – AMS-4999 Revision- 1 Initial Screening- 2 Process/Source Approval- 3 Deposition Parameter Approval- 4 Approval on Non-Critical Flight Hardware- 5 Approval of Critical Flight Hardware
MMPDS data generationNon-flight Hardware Qualification stops at Stage 4

Collaboration NeededWide Range of Processes Necessitates InvestigatingEach Process in Detail – this is very expensive and requires
collaboration
Initial Acceptance Values Based on LAM Process FormLower Bound for Tensile Properties, Typical forFatigue Crack Initiation
Stage 2 Evaluation of Several Processes Necessary toFully Validate Use of LAM Values for All Approvals ofProposed AMS 4999 Revision
Stage 2 Evaluation of 6 to 7 Processes Needed forCertainty of Generating MMPDS Allowables
The Answer: AMC
The Additive Manufacturing Consortium (AMC) was founded to provide a U.S. AM forum and is already attracting international interestConsortium of industry, government, and research organizationsMission: Advance the manufacturing readiness of metal AM technologies to benefit consortium members

Time to deployment
Man
ufac
turin
g R
eadi
ness
University & Federal Labs
Manufacturers & Suppliers
Additive Manufacturing
Consortium
MRL 3-7Significant commercial impacts in 2-5 years
MRL 8-10Incremental improvements and implementationShort time horizon
MRL <3High-risk basic research and educationLong time horizon
Advancing Manufacturing Readiness

AMC StructureEncompass a wide spectrum of manufacturersInclude technology and material suppliersEngage a technology network of research partners; “National Test-Bed Center”Creates a non-competitive environment for industry to share experience and best-practicesLeverages public and private funding sourcesDistinct from university-led centers which often focus on education and basic-research

Conclusions
Continued development of arc and hybrid processes for welding titanium alloys for commercial and military applicationsHLAW offers potential for 5/8-in (15 mm) single pass with a SECB joint or 5/8-in root face using a 15kW laserAMC offers collaboration for development of metals AM using Laser, EB, arc and other processes






























