Embed Size (px)
Citation preview
DEPARTMENT OF ELECRONIC ENGINEERING
UNIVERSITY OF NIGERIA, NSUKKA
A REPORT SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS OF THE COURSE
ENGR402 – STUDENTS INDUSTRIAL WORK EXPERIENCE SCHEME (SIWES)
SUBMITTED BY
NAME:
ARUKWE OKEZIE RANSOME
REG. NO:
2007/147730
SIWES PERIOD/DURATION:
MAY 2011 – NOVERMBER 2011 (6 MONTHS)
COMPANY WHERE ENGAGED IN FOR SIWES
NIGERIAN BREWERIES PLC, AMA BREWERY, 9th MILE CORNER ENUGU STATE
DATE OF SUBMISSION:
MARCH 2012

CONTENTS
CHAPTER ONE - INTRODUCTION
1.1 BACKGROUND INFORMATION ON THE COMPANY1.2 MY POSITION AND RESPONSIBILITIES IN THE FACTORY1.3 SPECIAL PROJECTS HANDLED BY MY OR I PATICIPATED IN
CHAPTER TWO – BREAKDOWN OF PROJECTS
2.1 THE SHIFT REPORTS MANAGER™
2.2 INSTRUMENTS CALIBRATION, TAGGING AND DETAGGING
2.3 ENERGY CONSUMPTION MONITORING AND ANALYSIS
2.4 ELECTRIC MOTORS PERFORMANCE MONITORING AND MAINTAINANCE
2.5 THE CRATES PRE-WASHER DESIGN AND IMPLEMENTATION
2.6 PACKAGING LINE RESTORATION PROGRAMME
2.7 BREWHOUSE RESTORATION PROGRAMME
CHAPTER THREE – CONCLUSION
3.1 SUMMARY OF EXPERIENCES GAINED
3.2 CONCLUSION

CHAPTER ONEINTRODUCTION
1.1 BACKGROUND INFORMATION ON THE COMPANYNigerian Breweries Plc, incorporated in 1946, is the pioneer and largest brewing company in Nigeria. Its first bottle of beer, STAR Lager, rolled off the bottling lines of its Lagos Brewery in June 1949. Other breweries were subsequently commissioned by the company, including Aba Brewery in 1957, Kaduna Brewery in 1963, and Ibadan Brewery in 1982. In September 1993, the company acquired its fifth brewery in Enugu state, and in October 2003, its sixth brewery, sited at Ama in Enugu. Ama Brewery is the largest brewery in Nigeria and one of the most modern worldwide. Operations at Enugu brewery were discontinued in 2004 leaving the company with five operational breweries.
The company has a portfolio of high-quality brands, including Star Lager Beer (launched in 1949); Gulder Lager Beer (1970); Maltina (1976); Legend Extra Stout (1992); and Amstel Malta (1994). The company also re-launched Heineken Lager into the Nigerian market in June 1998.
The company's head offices are located in Lagos at No. 1 Abebe Village Road, Iganmu Lagos State
Ama brewery is known to be the most modern and automated brewery in Africa and one of the best in the world. The brewery engages in brewing and bottling of all the major brands of the company. Ama brewery is located at Ameke Ngwo 9 th
Mile Corner Enugu State Nigeria. The brewery is divided into many different departments which are concerned with some particular operations. These include
Human Resource Department Finance Department Admin Department Training School Clinic
Engineering Department – this is a major department in the brewery which comprises of the following sections, each of which in turn has its own sub sections:
o Automation Departmento Utilities – this includes a lot of individual specialized plants such as
the cooling plant (which produces chilled water and alcohol water), CO2 plant, Air Plant, Water Treatment plant, superheated water plant, spent grain burner (which burns up the spent grains obtained from the brewhouse to generate heat which is used to boil water) and the waste water treatment plant.
o Brewhouse – this includes The silos (grain storage rooms), Cellars (tank rooms for storing brewed products and for fermentation), Brewhouse (where all the plants involved in the brewing process are located)
o Packaging – this is where the bottling of the drinks takes place. It comprises of four packaging lines each of which operate individually. Each packaging line does the bottling activities independent of human intervention starting from the point where the crates of empty bottles are loaded on the de-palletizer part of the packaging line by a forklift to the point where the crates containing filled and corked bottles are picked up again by forklifts from the palletizer end of the packaging line.

Diagram – Organogram of the brewery
Diagram – Work flow and different machines of a packaging line

1.2 MY POSITION AND RESPONSIBILITIES IN THE FACTORYDuring my engagement in the company as an IT/SIWES student, I was assigned to the Automation department under the Engineering section. Here my primary assignment was to work under the Automation Engineers in charge of utilities, Brewhouse and Packaging departments and learn under them the various tasks they perform as I rotate from one department to the next throughout my attachment period. I started off working in the utilities section for the first two months after which I moved over to packaging and brewhouse for the remaining period.
The various tasks I performed in the different departments are as follows:
Utilities
While under the utilities department as automation personnel, my responsibilities include:
Going for daily plant inspections with the utilities automation engineer at the various plants under the utilities department like the Waste Water Plant, Water Treatment Plant, Cooling Plant, CO2 Plant, Air Plant, Spent Grains Burner Plant, Super Heated Water Plant and the Power Generator Plant.
Fixing any plant/system problem like replacing bad relay/contactor, fixing PLC program errors that might be causing malfunction of the system, tracing faults in the electrical connections causing the error, replacing damaged replaceable parts, etc.
Monitoring plant operations for analysis, improvement and fault detection purposes
Monitoring of the 3-phase a.c electric motors running many machines in the various plants to be able to detect malfunctions and fix them in time to avoid a system breakdown which will lead to breakdowns and time loss in other connected or dependent systems in the factory.
Taking readings of system variable changes and system outputs from the PLC displays for record purposes and archiving.

Assisting the utilities mechanical engineers and technicians in fixing a problem that involves any of the numerous electronic control systems or just deactivating the automatic control system before they commence work on the plant and resetting and reinitializing the automated control system after the technicians have finished working.
Helping to fix and replace valves (pneumatic, mechanical, temperature or electronic valves).
I fixed a faulty Siemens HMI (Human Machine Interface) display by soldering some loose components inside it and replacing some faulty components with alternatives I improvised.
I also engaged in replacing and fixing frequency converters for different plants in utilities.
Packaging
I performed the following functions while working under packaging department:
Taking part in daily plant maintenance and inspection work on all the four packaging lines
Participating in the line restoration programs for lines 1, 2 & 3. Fixing new sensors to replace damaged sensors on the lines like the photo
sensors, conductivity transmitters, temperature transmitters, flow transmitters, pressure transmitters, etc. and after that readjusting the PLC programming to recognize the change.
Participating in system adjustment tasks like when an old machine is being replaced by a new one and a lot of changes has to be made to the existing system like readjusting the programming for the PLC that controls the processes and re-wiring and reconnecting all the machines, devices and sensors together.
Participating in rectifying breakdown issues like sudden machine breakdown/damage or device/sensor malfunction that may cause other errors, tracing unknown faults, and readjusting to fix undesirable machine behaviors.

I assisted a Krones expatriate from Germany in carrying out some maintenance and upgrading operations on the Krones servers in the server room for the Krones machines in the Packaging Hall.
BrewHouse
While under brewhouse, I perform such tasks as:
participating in plant maintenance operations on the various plants under the brewhouse
Fixing valves and sensors/transmitters on plants with the help of the brewhouse automation engineer.
Helping in fixing frequency converters to replace faulty ones for some heavy motors in the brewhouse.
Engaging in manning the brewhouse server room/control room and watching out for alarms and errors that might be generated by devices or to see if a contactor, power supply , or frequency converter might stop responding and rectify the problem in time to avoid a more serious problem developing
Watching the servers and PLC’s to make sure they are not tampered with and they are online and can communicate well with the network to ensure smooth flow of the various processes
Watching the activities of the brewhouse technicians and brewhouse specialists in order to learn new things about their operations and the processes involved in the brewing process thereby knowing how each machine works.
I helped in upgrading the device firmware for some Siemens devices in the brewhouse automation control room with the specialist from Siemens.
1.3 SPECIAL PROJECTS HANDLED BY ME OR I PATICIPATED INDuring my attachment period at the Brewery, I engaged in various other projects apart from the above mentioned primary tasks which I am responsible for. Some of these projects I carried out with other people’s assistance, some I only served as assistance to others who were in charge of the project while I performed some entirely on my own. Below is a list of the various projects I undertook and the

capacity in which I performed. The next chapter will go further to breakdown each project and give a more detailed description.
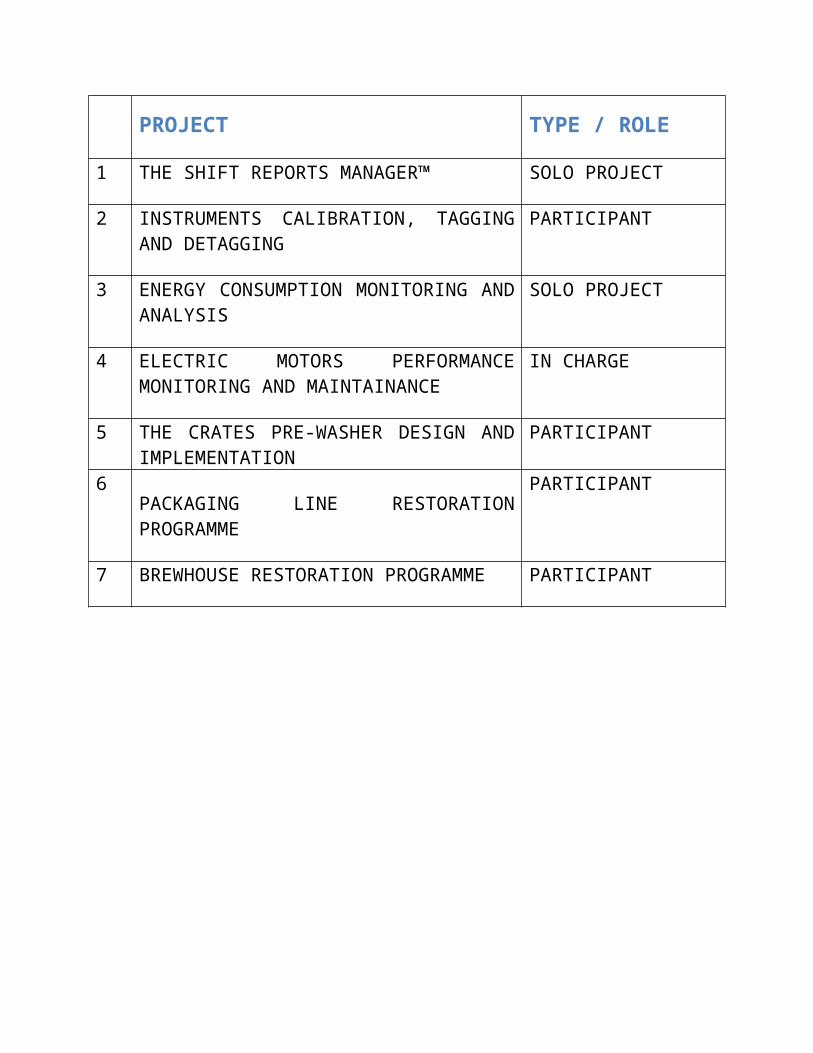
PROJECT TYPE / ROLE
1 THE SHIFT REPORTS MANAGER™ SOLO PROJECT
2 INSTRUMENTS CALIBRATION, TAGGING AND DETAGGING
PARTICIPANT
3 ENERGY CONSUMPTION MONITORING AND ANALYSIS
SOLO PROJECT
4 ELECTRIC MOTORS PERFORMANCE MONITORING AND MAINTAINANCE
IN CHARGE
5 THE CRATES PRE-WASHER DESIGN AND IMPLEMENTATION
PARTICIPANT
6PACKAGING LINE RESTORATION PROGRAMME
PARTICIPANT
7 BREWHOUSE RESTORATION PROGRAMME PARTICIPANT
CHAPTER TWOBREAKDOWN OF PROJECTS
2.1 THE SHIFT REPORTS MANAGER™Background
The utilities, brewhouse and automation department at the Brewery run a Shift Routine (Morning, afternoon and Night) whereby each engineer/technician has to write a full report of his/her operations for the day in a shift reports register at the end of his shift. This is to enable the next person relieving him/her go through the register and know what has been done and where to continue the work if something is pending. Also it is to enable the supervisors or managers know the operations of each engineer or technician and also to keep track of the activities in different areas and plants, etc. Prior to my attachment as a SIWES student in the automation department of Ama Brewery, each department has a notebook known as the “shift reports register/notebook” where the shift reports are registered. This means that to search for a report that was written sometime ago means sifting through pages of the notebook or locating the appropriate notebook and searching through it which is time consuming and tedious. Also if a manager demands for a particular report, the technician has to search for it among the notebooks and through the pages and when it is located he will then type it on the computer and send it to the manager via mail. However, I noticed that the main offices of these various departments have a number of computer systems in them and each engineer/technician is computer literate, has a mail and uses the computer severally in a day. Knowing that if there were a computer based database system where these shift reports were stored it will make a lot of things easier and knowing that I have some knowledge of web-based database application development, I sought the permission of the Engineering Manager, Automation Manager, Utilities Manager and the Brewhouse Engineer to develop a computer based database application which I called the “Shift Reports Manager”
for the brewery in order to eliminate all the discomfort and inefficiency of the notebook system.
Scope of the Project
The scope of the project covers the development of a computer based database application for use by the three sections (Automation – Packaging, Utilities and Brewhouse) at the Ama brewery to replace their old paper notebook recording system.
The requirements include designing a user interface for the application and providing options for a user to log into the application by supplying the correct username and password combination; post a new report; view all posted reports; search for a particular report by supplying some keywords or search terms; modify the status of a report posted by him if the allowed time limit has not been exceeded; view a list of users registered on the database (if you are an administrator); create, delete or edit the information for a user (if you are an administrator), etc. It also covers writing the background programming to ensure that the interface works with the database through the underlying codes to perform the required actions. If also involves deploying the application on a custom server, then the testing, improvement and optimization of the application.
Tools
The tools I made use of in carrying out this project include:
A laptop which I used for writing my codes and which also served as my testing server
Adobe Dreamweaver: an application which is used for designing web pages.
Notepad++: an application for creating ASCII files which you can save in any format. I used this mainly for writing my PHP pages.
Web browsers (Internet Explorer, Mozilla Firefox, Google Chrome) which are used for viewing web pages and browsing the internet. I used these to preview and test the application.
HTML – Hyper Text Markup Language: a markup language used for creating web pages.
PHP – PHP Hypertext Pre-Processor: a programming language used for writing server side scripts which can be used for designing web applications and web pages.
MySQL – My Sequential Query Language: is a DBMS – database management system – used in creating, editing, and working with databases. I used this to create and manage the databases.
Apache – a server program which enables a workstation/PC to function as a server and can be configured to be able to host web pages which can then be assessed by other machines on the same network.
PHPMyAdmin: a PHP based application which makes it easy to work with MySQL and manage your databases and tables.
WAMP Server: an application which makes it easy to install PHP, MySQL, Apache and PHPMyAdmin as a single package on a windows machine.
Methodology
First I went through the old shift reports notebooks and collected a list of the information normally recorded by a technician while filling the report. Next I acquired a list of added functionalities from the technicians which they would like to be added since they are the potential users of the application.
Next I went home and analyzed the data I collected into data fields and groups specifying the most appropriate data type and size to be used for each and then went ahead to model the database structures and tables relationships in the database.
After that I proceeded with designing a decent user interface for the application knowing that the main emphasis here is not on the user interface but rather on the functionality of the program.
Then I went on with programming the PHP scripts which performs the background communication between the HTML pages and the MySQL database and which is responsible for displaying the appropriate information on the screen for a particular user depending on his/her inputs.
When I was done with the application development I was given a computer which I configured and used as a server for hosting the application on the already existing brewery LAN (Local Area Network) and then went on straight to the testing phase.
Screen Shots of the Application (Shift Reports Manager)
Login screen
Welcome screen.
Results
The Shift Reports Manager was widely accepted by all as a welcome development in the brewery and each of the three departments proceeded to use it for their shift reports posting immediately.
However, the application received a lot of criticisms from a number of people majority of which were constructive and positive as they were mainly to point out some short comings of the program or some omission in the functions or incorrect representation of information, etc. all of which I aptly responded to thereby making the application stronger, more robust and comprehensive. This led to the application being updated regularly by me in order to meet up with the users’ requirements in time and also striving to make the application much more user friendly and self sustaining so that they can carry on using it in my absence since I am only there for a short time. I also created a access restricting security system for the application that makes sure each user logs in before he/she can access, post or modify any information on the application and keeping track of who did what to avoid misuse, abuse or fraud of any kind or misunderstanding which might occur in the future due to lack of such feature.
Advantages

The introduction of the shift reports manager means that searching for shift reports are now very easy to accomplish with a few clicks of the mouse and anybody from anywhere within the Nigerian Breweries in any location in the country can now log into the database application with a valid username and password and post or access shift reports thereby eliminating the carrying of paper notebooks and searching through pages of the book and eliminating the occurrence of damage to the notebook and eliminating the time wasting, discomfort and inefficiency experienced in using the notebook.
Summary
In all the Shift Reports Manager was a very welcome and appreciated introduction to the brewery and each department has migrated from their old paper method to using it for their shift reporting.
2.2 INSTRUMENTS CALIBRATION, TAGGING AND DETAGGINGBackground
Ama Brewery makes use of electronic sensors/transmitters extensively in the feedback mechanism of the numerous control systems for the different plants and machines in the various plants in the brewery. These transmitters are used to record values to a high level of precision to enable accurate control of various critical processes in the plants. However, these transmitters tend to decrease in accuracy over periods of continued use thereby bringing about the need for periodic calibration exercises to be carried out on them.
Scope
The project covers the whole of the sensors in the Packaging Hall, Utilities and Brewhouse which totals to several hundred units. Each transmitter is disconnected, calibrated, tagged and replaced. However if it is found out that the transmitter is faulty, it will be replaced in the process.
Tools
The tools used in this project include the MC5 Multi-calibrator, the wet calibrator, the multi-meter, the Siemens field PG (Siemens Laptop), etc.
Procedure
The procedure for calibration of the transmitters is as follows:
Checking the tag on the transmitter to see if it has reached its calibration due date. This is known as de-tagging.
If the due date is close, has reached or has passed the transmitter is removed from its position after the system or plant it is connected to has been disabled.
Next the transmitter is connected to the MC5 multi-calibrator and a current of 4–20mA is supplied to it and the output voltage, current, pressure, temperature or flow, depending on the type of transmitter, is read out.
If the output of the transmitter is the expected output or falls within the permissible range, the transmitter is passed as good
If the transmitter output did not fall within the expected value it is classed as not good and in the case of some transmitters it can be adjusted by tuning a certain resistor until the desired output is achieved or in some cases it is simply discarded.
The transmitters that passed the test are then tagged with a label to show their date of calibration, the next expected date of calibration and the engineer or technician who performed the calibration. This is known as tagging.
Result
The output of this calibration, tagging and de-tagging process is that it ensures that all the sensors and transmitters in the field are in good working condition. Since all the control processes in the brewery depend on the accuracy and reliability of the transmitters, this insures that the systems function correctly as they are meant to, since any little deviation in the output of the transmitters outside the expected values will result in great damages.

2.3 THERMAL ENERGY CONSUMPTION MONITORING AND ANALYSISBackground
A lot of the activities being carried out in the brewing process involve heating of some materials, boiling of some mixtures, boiling of water, using hot water for some purposes like cleaning tanks, washing bottles, etc. Such activities as these have one thing in common; they require hot water or heat. The brewery however uses hot water (super heated water) for any process that require heating of any way. The purpose of this project is to study or monitor the amount of thermal energy consumed by the brewery in the from the superheated water plant over a one month period.
Scope
This project covers the observation and recording of the thermal energy consumption of the brewery in the form of volume of superheated water used and the thermal energy generated by the water boilers (in gigajoules) every day for a one month period.
Tools
The tools I made use in carrying out this study is a computer connected to the brewery network with Microsoft Excel installed. I used the excel program to record my daily readings in an excel sheet which I later used to plot a graph to see the trend of the energy consumption at the end of the study period.
Procedure
The procedure I followed in carrying out this project is that i go to the superheated water plant every morning and record the superheated water flow readings for the cellars/tank room, packaging hall and brewhouse from the flow meters connected to the superheated water pumps. Next I go to the Human Machine Interface Display for the PLC panel for the boilers (boilers 1. 2 and 3) and record the energy readings in Giga-Joules. Then I take the reading to the automation office and enter the values in to an excel sheet located on the
automation server through the network so that the automation manager can also access and analyze it from his office. I repeated the same procedure for a month period.
Result
The results of this project enabled the automation manager to locate a trend in the thermal energy consumption of the brewery against the volume of production for the period and thus will be able to make reasonable predictions on possible trends for certain production volumes in the future.
2.4 ELECTRIC MOTORS PERFORMANCE MONITORING AND MAINTAINANCEBackground
Electric motors are used extensively in the brewery mainly as pumps or conveyor drives and sometimes as fans. It is important to make sure they are always in top condition as any breakdown in any of them results in a serious halt in production and the consequent loss of production time.
Scope
This project covers all the electric motors in Utilities and Brewhouse. The aim is to carry out visual, audio, thermal and electrical inspection of all the electrical motors in the specified areas. The number of motors involved exceeds a hundred.
Tools
The tools employed for this project include the following
Screw Driver Multi-meter Clip-on Ammeter Infrared Temperature Sensor Microsoft Excel Sheet in a computer workstation
Procedure

First we listen to the sound of the motor. If any clanking, clinking, wobbling, or unsmooth sound is detected, the machine is deactivated and the motor removed to be serviced and to have the bearings changed.
We also check the temperature of the motor with the temperature meter to know if it is over heating. If it is, it means there is a problem with the windings and it would be removed for re-wounding.
Next we check the current consumption of the motor with the clamp-on ammeter. If the motor is running well above its rated current, then there is a problem somewhere in the winding or it is overloaded and that is looked into.
We then record the nature of the sound, the temperature and the current reading for each machine and enter the values into the excel sheet in the network location so that the Automation Manager and the Brewhouse Engineer can assess them.
Result
From this project we were able to discover a number of motors which are faulty and would have almost broke down thereby causing critical damage and serious time and materials loss if they haven’t been found out in time. Thus saving a lot. The data acquired from this project is also used to compare the future and previous data obtained from the same motors to be able to compare the performances of individual motors and be able to judge their state accurately.
2.5 THE CRATES PRE-WASHERBackground
When empty crates come into the brewery for refilling, they are packed into the de-palletizer by the forklift, the de-palletizer pushes them into the conveyor line which they follow till they reach the un-packer which removes the bottles from the crates and the bottles enter the bottles washer while the crates enter the crates washer. However It was noticed that the amount of sand that always came in with each crate is too much and a kind of crate prewasher system has to be designed to wash the crates with the bottles before they are separated to reduce
the amount of sand being deposited on the conveyors from the crates as the latter pass through the former to the un-packer.
Scope/Design
The design of the crate washer system involves building a sprinkler system that makes use of waste water from the packaging hall to sprinkle on the crates as they pass from the de-palletizer to the un-packer in order to remove excess sands that might be there thereby making their washing easier and preventing too much sand getting stuck in the conveyors and thereby introducing too much friction or sometimes just blocking the conveyor.
Tools
A lot of tools and materials where utilized in performing this project which includes valves, water tank, water pumps, relays, contactors, cable locks, cable terminators, a Siemens PG for writing and editing the program for the project.
Procedure
In carrying out this project, first the design was made on the paper and the various materials needed were listed and analyzed. Next the control circuit and power circuits were drawn on paper and then the control program in written with the Siemens PG. Then the physical construction of the system is carried out and the wirings made, the program uploaded and the system tested.
Result
The system produced the required output which is to greatly reduce the amount of sand transferred from the crates to the crates conveyor thereby reducing the frequency of conveyor clogging and getting stuck due to dirt being trapped in it. Also the system is smart enough to know which lines are running and sprinkle only on them or to stop sprinkling when no line at all is active.
2.6 PACKAGING LINES RESTORATION PROGRAMMEBackground

The restoration program is carried out on each of the four packaging lines once a year. The purpose of the program is to overhaul the whole packaging line, remove all the electric motors and service them, remove all sensors like temperature, pressure, conductivity, etc. and calibrate them, service or replace old valves and valve blocks, replace conveyor belts, etc.
Scope
The restoration program happened in four stages. The first stage was for line three, then line four, line two and finally line one. The program in each line involves every single machine, transmitter or instrument on the line starting from the de-palletizer to the palletizer.
Procedure
The procedure in carrying out the restoration project varies as there a lot of people involved in one restoration project since a single production line is very big and has a lot of big machines on it. Different people are assigned to work on different machines during the process, so the procedure depends on what particular machine you are working on.
Results
The restoration program helped in restoring each of the lines to top condition for performance operation able to face the demanding production requirements of the December period which is known to be a high production period and helped in reducing incidents of breakdowns on the lines.
2.7 BREWHOUSE RESTORATION PROGRAMMEBackground
Similar to the packaging restoration program, the brewhouse restoration program is aimed at servicing all the critical and non critical machines located in brewhouse in order to prevent sudden and undesirable breakdowns in critical moments when production demands are tight.
Scope

The restoration process involves a complete overhaul of all the machines, sensors and electric motors in the brewhouse department. Any faulty sensor is replaced, a faulty motor is fixed (by replacing the bearings or re-winding it) – even if the fault is not yet serious; and if it is a control program error it is fixed.
Result
The restoration programs though very tiring are very important to the smooth running of production processes of the brewery thereby ensuring constant production output and smooth workflow.

CHAPTER THREE – CONCLUSION3.1 SUMMARY OF EXPERIENCES GAINEDIn summary, I was able to acquire a lot of practical experiences during my short stay at Nigerian Breweries Ama. Such experiences include:
Handling of electronic instruments such as meters, sensors, tools, etc. including some workshop tools.
Tracing the source of a machine or system fault and fixing it Identifying electronic and electrical circuit components used in large scale
control systems. Reading and interpreting of an industrial electrical or electronic circuit
diagram of a plant and identifying the components and connections physically.
Identification, handling and connecting of control circuit components in a control circuit
Handling and servicing of a three phase electric motor Working with PLC’s (Programmable Logical Circuits), such as identifying its
different modules, connecting it to a control system writing the control programs for it and uploading the program into the PLC.
Working with several different types of valves and transmitters Knowledge of calibration of various transmitters such as temperature,
pressure, conductivity, flow, etc. Etc.
3.2 CONCLUSIONIn conclusion, I will say that my stay at Nigerian Breweries Ama during my Industrial Training period was really educative and full of interesting and valuable experiences. Most of which I cannot put down in this report due to volume constraints.
REFERENCES
http://www.nbplc.com
http://en.wikipedia.org/wiki/Nigerian_Breweries





























