Upload
daisy
View
216
Download
0
Embed Size (px)
Citation preview
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
1/45
Issue 17Fall/Winter 2008
TheKentucky Institutefor the Environmentand SustainableDevelopment
Evolving
Pollution Prevention
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
2/45
2 Evolving Pollution Prevention:From Grass Roots to Suits Cam Metcalf
7 What if Technical Assistance Really Works? Rick Rebstein
15 Technology Diffusion An Approach for Demonstratingthe Value of P2 to Enhance Deployment John Sparks
and Tom Wright
19 Green Suppliers Network: Strengthening andGreening the Manufacturing Supply Base -Helping the small companies that supply Americaslarge manufacturers Heidi R. Karp
26 Working up the P2 Chain with Packaging Richard Robinsonand Cynthia L. Ems
29 KPPCs Technical Assistance Model:Getting to Outcomes Ken OHara
and Cam Metcalf
33 Pollution Prevention: Graduating toCompetency-Based Training
Robert B. Pojasek
37 Northeast States Succeed in Reducing Mercuryand Continue to Address Ongoing Challenges Terri Goldberg
Adam Wienertand Meg Wilcox
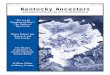
Cover Photo: Technology diffusion at work in processwater management with conductivity controllersinstalled on a manufacturers plating line.
The University of Louisville is an equal opportunity institution and does not discriminate against persons on the basis of age, religion, sex,disabili-ty, color, national origin or veteran status. This publication was prepared by the University of Louisville and printed with state funds KRS 57.375.
EditorAllan E. Dittmer
Contributing EditorsRussell A. Prough
Russell BarnettMark French
John GilderbloomPeter B. MeyerJ. Cam Metcalf
David M. WicksCraig Anthony (Tony) Arnold
Cover DesignTim Dittmer
Design/LayoutUniversity of Louisville
Design & Printing Services
The Kentucky Institute for the Environment and
Sustainable Development (KIESD) was created in
July 1992 within the Office of the
Vice President for Research,
University of Louisville.
The Institute provides a forum to conduct interdis-
ciplinary research, applied scholarly analysis, pub-
lic service and educational outreach on environ-
mental and sustainable development issues at the
local, state, national
and international levels.
KIESD is comprised of eight thematic program
centers: Environmental Education, Environmental
Science, Environmental Law, Sustainable Urban
Neighborhoods, Pollution Prevention,
Environmental and Occupational Health Sciences,
Environmental Policy and Management, and
Environmental Engineering.
Sustain is published semi- annually by the
Kentucky Institute for the Environment and
Sustainable Development,
University of Louisville,
203 Patterson Hall,
Louisville, Kentucky 40292.
Send electronic correspondence to
This Publication is printedon recycled paper.
Issue 17 Fall/Winter 2008
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
3/45Fall/Winter 2008
Since its conception in the late 1980s, pollution prevention(P2) continues to struggle to become the environmental man-agement approach of choice for all organizations that use natu-
ral resources, consume energy and generate solid and haz-ardous wastes. It has become increasingly clear over the yearsthat pollution prevention (P2) programs have been refocusingefforts to anticipate and meet new environmental challengesand maintain relevancy into the future in order to remain theservice providers of choice. The evolution of successful pollu-tion prevention (P2) programs has been a process of findingnew ways to work with organizations, while accepting a realis-tic level of public awareness and involvement as a driver forenvironmental performance and P2 results.
With the exception of environmental activists and citizensdirectly impacted by industry activities (e.g., those living near
chemical or wastewater plants), mainstream America is essen-tially apathetic about environmental issues and pollution pre-vention. Despite the commendable efforts being made to edu-cate the next generation about pollution, climate change andthe environment, consumers continue to have little say in whatgets done environmentally from a broader, societal perspective.This is based on the fact that being a driver of environmentalchange requires a certain level of awareness, interest and effort,largely lacking in the public. Unfortunately, environmentalconcerns are just one thing competing for attention and it oftenfalls very low on the average Americans priority list. This isntsurprising when one considers the range of other significantfactors competing for the average Americans attention today from the struggling economy to other pressures of everyday lifesuch as job security, making sure dinner gets on the table, andtaking the kids to soccer practice. While this establishes thepublic as an important target for pollution prevention aware-ness efforts, the lesson learned for the future is that environ-mental initiatives that require extra effort, a conscious decisionor extra cost on the part of the consumer are not likely toadvance very far. More environmental courses with a pollutionprevention focus are emerging in all levels of the educationsystem, and in the future, people may have a better under-standing and appreciation for pollution prevention in the work-
place and as consumers. For now, responsibility for pollutionprevention and environmental achievements must rely largelyon the evolution of pollution prevention (P2) programs and on
an organizations ability to transparently incorporate environ-mental improvements into products and services without a lossin product performance or an increase in cost.
Defining Pollution Prevention (P2)
The evolution of P2 programs has been a progression fromgrass roots to suits a cycle of pollution prevention culturedeveloped at the local level that has moved to the centers of political leadership with increasing acknowledgment, fund-ing and respect. In the beginning, the mission and goal for stateP2 programs was to help organizations prevent or eliminateenvironmental challenges at the front-end rather than managing
them at the end of the pipe. Initially, the focus was on defini-tions and meanings e.g., What is P2? How does P2 function?Pollution prevention programs became bogged down withnumerous iterations of the P2 definition which sparked signifi-cant debate over interpretation. Finally, we had it almost. ThePollution Prevention Act of 1990 defined source reduction asany practice that reduces the amount of any hazardous sub-stance, pollutant, or contaminant entering any waste stream orotherwise released into the environment (including fugitiveemissions) prior to recycling, treatment or disposal. The actembraced a multimedia approach and went further to explainthat pollution prevention meant feedstock substitutions,process and equipment modifications, product reformulation,
and management practices or housekeeping alterations. Frommy own perspective, the most significant breakthrough was theEPA memo that stated: P2 can also be defined as source reduc-tion and other practices that reduce or eliminate the creation of pollutants through: increased efficiency in the use of raw mate-rials, energy, water or other resources; or, protection of naturalresources by conservation. For the first time, it seemed thatpollution prevention programs and organizations could focuson overall resource management and contain or reduce cross-media pollution.
Evolving PollutionPrevention: From Grass Roots to Suits
by Cam Metcalf Executive DirectorKentucky Pollution Prevention CenterJ.B. Speed School of Engineering,University of Louisville
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
4/45
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
5/45Fall/Winter 2008
ments goals andpolicies, its orga-
nizational structure, the amounts andtypes of planning and perspectives on cur-rent operations in order to determine man-agements commitment, priorities, andtriggers for pollution prevention imple-mentation. Purchasing and procurementmethods and relationships with suppliersand quality assurance were examinedmore closely to determine the potentialfor more coordination and to establish apolicy for environmentally preferable pur-chasing. Support functions and serviceswithin an organization were better scruti-nized for cost accounting and overheadallocation, the capital budgeting process,training programs, and the quality pro-
grams methods and tools used by theemployees. This information provided amore accurate cost for environmentalmanagement, a clear picture of the qualityof resources available for pollution pre-vention planning and implementation, andways to integrate P2 into quality improve-ment efforts. At this point, pollution pre-vention programs were performing P2assessments that would soon be recog-nized as Environmental ManagementSystem (EMS) gap audits.
Promoting the EMSThe use of the
Environmental ManagementSystem (EMS) by pollutionprevention programs has slow-ly emerged and has now provento be an effective operationaltool for promoting and achiev-ing P2 objectives and targets.The Kentucky PollutionPrevention Center (KPPC) haspromoted the EMS systems
approach for the past ten yearsas a framework for organiza-tions to use in implementingpollution prevention and ener-gy efficiency (E2) concepts andprojects through continualimprovement. The EMS hasalso evolved through lessonslearned, but started initiallyaligned to the elements of ISO14001. The initial focus forpollution prevention programs
was to get managements attention andcommitment to implement an EMSbecause, without such a commitment, anEMS is not possible. The mantra wasenvironmental management system,and leadership responded to the conceptof improved environmental complianceand performance. Once an EMS is adopt-ed, employee involvement is a must.However, the employees concept of theEMS initially was environmental man-agement system, and they felt the envi-ronmental staff was responsible for imple-menting and maintaining the system. Inorder to get their involvement and com-mitment, the long-term viability of theorganization to survive was tied to overallenvironmental performance, economic
productivity, and individual and societalneeds the triple bottom line of sus-tainability. This stage of EMS evolutionwas called the sustainability manage-ment system, and it recognized the needfor sustainability as a core value thatdrives the long-range strategy for continu-al improvement of resource managementand of an organizations economic sur-vival. Sustainability is a criterion fordetermining the significance of an organi-zations environmental impacts andresource management.
KPPCs latest version of an EMS isthe Environmental SustainabilityManage-ment System (ESMS) that rec-ognizes the need for sustainability as acore value which drives long-term strate-gic planning and resource managementand uses the EMS as the operational toolto achieve annual environmental objec-tives and targets. Think of an ESMS as aconstruction project: sustainability is thestructure you want to build; the sustain-ability strategy is the blueprint; the EMSrepresents the construction codes andstandards; pollution prevention and ener-gy efficiency are the choices to use thehighest quality materials; and complianceis the foundation. Sustainability is theoverriding environmental goal for pollu-
tion prevention programs and higherfruit pickers, and the environmentalmanagement systems approach is theframework for meeting pollution preven-tion challenges.
Bringing in TechnologyDemonstration and Diffusion
About the same time the EMSemerged as an operational tool, pollutionprevention programs began to implementtechnology diffusion to promote the use
of innovative pollution prevention tech-nologies. Technology diffusionor deployment is a methodused to achieve adoption of pollution prevention solutionsthat are commercially avail-able but have not achievedwidespread market penetra-tion. Organizations need tech-nology education assistance tocreate pollution preventiontechnology awareness and pro-mote understanding of techni-
cal principles. Therefore, pol-lution prevention programsbegan providing the marketconditions necessary toaddress uncertainty issuesassociated with how to imple-ment the technology. This isoften accomplished throughpilot trials at an organizationsfacility that builds confidenceby verifying the effectivenessof the selected technologies
During assessments, all systems and processes are analyzed todetermine types, amounts and costs of wastes generated.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
6/45Fall/Winter 2008
and demonstrates potential improvementsin environmental performance and com-petitiveness. This pollution preventionprogram method is based on theUniversity of Illinois Waste Managementand Research Centers (WMRC) success-ful Accelerated Diffusion of PollutionPrevention Technologies (ADOP 2TTM)program.
A technology diffusion initiativeextends the pollution prevention assess-ment phase into more in-depth data gath-ering, better identification of proven pol-lution prevention technologies for organi-zations, and continued technical assis-tance during the implementation phase of the project. A key role for pollution pre-vention programs is linking technologyand product developers with the end-userswho are trying to solve real-world prob-lems.
A primary goal of the technology dif-fusion approach is to document barriers tothe implementation of innovative pollu-tion prevention technologies and to docu-ment how those barriers were overcome.The pollution prevention programs thatoffer this type of assistance have focusedon several sectors such as metal finishing,
printed circuit boards, painting and coat-ings, and reinforced fiberglass plastics.The pollution prevention programs usingthis approach provide on-site technicalassistance to the organizations before,during, and after implementation of thesepollution prevention opportunities. Again,a special effort is made to assist incost/operational justification, documentbarriers to be addressed, and ensure acommitment to adoption. It is importantto mention that the principles of technolo-gy diffusion also apply to idea-basedinnovations, such as EMS and chemicalmanagement service programs.
Looking Ahead at PollutionPrevention
In the future, survival and competi-tive advantage will move pollution pre-vention programs into product life cycle
assessment, design of sustain-able products, and productstewardship. Pollution preven-tion programs must work withorganizations to design anddevelop products that not onlyresult in minimal environmen-tal impact when manufactured,but also have a minimal envi-
ronmental impact when dis-posed. Europe leads the way inthis area and provides goodexamples of what must bedone. European manufacturersof white goods (major appli-ances such as refrigerators andwashing machines) demon-strate the design-to-disposallife cycle approach by: usingpaints with no more than 5 per-cent (by weight) organic sol-vents; using no cadmium,
chrome, nickel or nickel com-pound plating; using plasticscontaining no substances based
on cadmium, lead, mercury/mercury com-pounds, or chlorinate/brominated paraf-fins; using plastic parts labeled for ease of recycling at end-of-service life; requiringa plan that describes a method and esti-mates costs of disposing of white goods atend-of-service life; and packaging materi-als with no additives containing metals.
In the future,it will becomeincreasingly important for pollution pre-vention programs and organizations tounderstand that it is more effective to pre-vent environmental damage and to provethere is no safer way of proceeding in pro-duction of products when adopting a guid-ing principle of cleaner production. Thiswill require an integrated approach forresource use and consumption and anunderstanding that environmental riskscannot be shifted among workers, con-sumers or media land, air and water.This multimedia approach to pollutionprevention will ensure that source reduc-tion of wastes occurs not just cross-mediapollution where, for example, pollution
control techniques remove air pollutantsonly to place them in water or solid wastestreams.
In the post 9-11 era, pollution preven-tion programs now have an extraordinaryopportunity to evolve and make a uniquecontribution to homeland security andprovide a new driver for pollution preven-tion implementation. The time to designand implement a more preventive, risk-reduction approach based on pollutionprevention protecting human health, the
environment and community is now inthis new arena of environmental security.Pollution prevention, energy efficiencyand EMS assessments can be expandedinto vulnerability assessments by addingcyber security into the process. Using pol-lution prevention methods, such as substi-tuting less toxic materials in production,environmentally preferable purchasing,and process modifications, will result inorganizations having less hazardous mate-rials and wastes on-site and therefore, areduction in vulnerability. This preventive
approach will gain in popularity as organ-izations realize that simply responding toincidents as they happen may not be thebest approach for protecting the environ-ment, human health, and the community.
The job of informing and involvinginterested stakeholders in pollution pre-vention requires constant attention andchange. Change management is the focusof many pollution prevention programsnew initiatives starting with EMSs, ener-
Technology diffusion at work in process watermanagement with conductivity controllers installedon a manufacturers plating line.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
7/45Fall/Winter 2008
gy efficiency, design for the environment (DfE), and environ-mental security. While pollution prevention programs haveaccomplished a great deal through their evolution, there are stillmany challenges ahead in defining sustainable development with-in the context of pollution prevention. Through partnerships andpollution prevention, we can turn the considerable potential forsustainable development concepts into reality and success.Continued support is necessary to expand our pollution preven-tion programs efforts to reduce generation of all wastes, use of toxic chemicals, improve resource conservation and manage-ment, and expand environmental security through pollution pre-
vention.
Cam Metcalf is a national leader in pollution prevention (P2) andenergy efficiency technical assistance, training and appliedresearch with a career that spans more than 25 years. He joinedthe Kentucky Pollution Prevention Center (KPPC) as ExecutiveDirector in 1995.
Assessors review hazardous materials usage to determine ifopportunities for raw material substitutes are available toreduce risk and vulnerability in the workplace.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
8/45Fall/Winter 2008
What if TechnicalAssistance Really Works?
By Rick ReibsteinSenior Environmental Analyst,
MA Office of Technical Assistance, andAdjunct Professor of Environmental Law
and Policy, Boston University.
The Tool of Technical Assistance
Most people dont seem to know very much about theadvent of technical assistance as a tool of environmental gov-ernance, unless they have sophisticated knowledge of environ-mental policy and programs, or they have received such assis-tance. But these programs have become a vital part of our sys-tem of environmental protection. Starting in the 1980s, stateafter state began developing technical assistance programs forpollution prevention (at that time, more commonly calledsource reduction, or waste minimization). In 1990, everystate in the Union had a program to help businesses reduce pol-lution by preventing it, rather than addressing it after the fact.In the beginning, these programs typically focused on haz-ardous waste but soon grew to address the use of toxics andhow reducing that use can reduce air emissions, wastewaterdischarges, workplace exposures, transportation accidents, andtoxics in products. In the 21st century, technical assistance pro-grams usually comprise assistance in environmental manage-ment systems, water conservation, energy efficiency and cleansources of energy, solid waste reduction, other aspects of envi-ronmental sustainability, as well as pollution prevention or tox-ics use reduction.
What most people also dont seem to know is that theseprograms have been very successful. The association that rep-resents professionals in this field, the National PollutionPrevention Roundtable, (NPPR), has estimated that perhaps167 billion pounds of pollution has been prevented through theefforts of these really quite small agencies (often only a hand-ful of staff) 1.
Integrated Strategies
Our view of the job of environmental agencies is still pri-marily that of enforcement. 2 Many in environmental policy,however, have envisioned a different approach, one of combin-ing carrots and sticks. EPAs Office of Enforcement andCompliance Assurance (OECA), formally recognized theimportance of assistance when it created a federal advisorycommittee on compliance assistance in the late 1990s andasked it for advice on how to coordinate assistance and
enforcement. Many regions have experimented with variousmodels. One notable example is EPA Region Ones invitationto colleges and universities to work with EPA on a cooperativeand voluntary basis, while noting the possibility of enforce-ment actions if necessitated. At the April 2004 EnvironmentalAssistance Summit hosted by NPPR and EPA, OECA present-ed a framework for integrating strategies for addressing envi-ronmental problems that clearly recognized the value of relyingnot just on enforcement, but of using all the tools at ones dis-posal including assistance. 3
One useful image is that of two-handed environmentalgovernance. This is a personal, relational way of sorting out theissue of how enforcement and assistance are best coordinated.Imagine officials from a government agency approaching you.They have their hand out, offering a handshake. They want towork with you. They have their other hand in reserve, the onethat might give you a penalty slap. They dont lead with that, oryou might learn to avoid their presence. (Leading with enforce-ment, however, might be necessary when it is foolish to leadwith the outstretched hand, such as when there are persistent,knowing violations).
A sensible plan for integrating and coordinating assistanceand enforcement avoids the downside of promoting assistance
which is that some have seen it as a replacement for enforce-ment. This use of the assistance and voluntary program isessentially deregulatory, and the association of assistance withderegulation is unfortunate. It is exacerbated by the fact thatthis tool has developed during a time of serious reductions infunding for traditional environmental enforcement.
This paper, which asserts that technical assistance hasplayed a major role in recent progress, places it squarely in thecontext of enforcement. The Massachusetts program discussedherein has also been a complement to enforcement, and hasdepended on the existence of a strong enforcement program forits own success. The results seen here would not likely havebeen achieved if the assistance had not been provided against abackdrop of potential enforcement actions 4. Those of us whohave worked in assistance know that companies are most oftenwilling to take our good advice when they recognize that there
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
9/45Fall/Winter 2008
could be serious consequences for poorperformance in the environmental arena.
If technical assistance really works,our next move must not be to shiftresources from enforcement. It is, rather,cause to design programs that make gooduse of both tools an approach to envi-ronmental governance that uses a fullyequipped toolbox.
The Importance of theMassachusetts Data
But does technical assistance reallywork? How effective can a voluntaryeffort really be? The 1989 MassachusettsToxics Use Reduction Act (TURA) pro-vides dramatic evidence that technicalassistance for pollution prevention can bevery effective. And what is seen inMassachusetts is very possibly true formany, if not all, of the other programs thathave conducted similar activities.
That we dont see reports from otherstates such as that described herein is dueto the fact that they do not impose require-ments on companies to report toxics use.Massachusetts does. It is this that hasenabled Massachusetts to show the resultsof its efforts. The only other thing uniqueabout Massachusetts is that the assistanceprogram is a bit larger than most duringthe 1990s the MA Office of TechnicalAssistance (OTA) had from 20 to 30employees, most of them engineers whovisited companies. The state also has acompanion program, the Toxics UseReduction Institute (TURI), which doesnot have as a primary function providingdirect, one-on-one assistance to compa-nies as does OTA, but which does educatetoxics users. TURIs assistance efforts forcompanies has been massive, includingseveral annual training events, publica-tions, and notably, laboratory services thatcompanies can use to test out safer alter-natives to toxic solvents. The state alsohas a well-developed toxics use reductionplanning requirement, and large quantitytoxics users must also pay a fee for theirchemical use. All of these elements com-bined have made for a very strong stateprogram. The data discussed below pro-vides indications that this suite of toolshas reduced more than a half-billion
pounds of toxics. 5 The focus of the studyreported in this article, however, is onwhat the TURA data tells us about OTAsone-on-one, direct, technical assistance.
OTAs staff visit companies on a vol-untary basis, to help them review theirchemical use, to help them come up withalternative chemicals, or ways to use lessof what they use. The staff point out com-pliance issues if they note them, and assistthe company in understanding theiroptions about changes in processes,equipment, or materials. OTA helps com-panies to identify where the chemicalsspill, leak, evaporate, or otherwise get lostor become waste. The office works withthe companies to help them become moreefficient in their operations.
It is possible to be skeptical, and peo-ple often are, that such a program couldwork. Why, you might say, would a com-pany continue operating with wastefulpractices, if they could save money orstop costly losses by changing them?And how, you might ask, could someonewho doesnt even work in the industry,know what changes could be made, in acost-effective way?
These are legitimate and compellingquestions. However, those in the field,who have worked with companies in thisvoluntary way, have shared through theyears, through NPPR and other venues,innumerable anecdotes about how wellthe approach has worked. See, for exam-ple, the websites of the pollution preven-tion assistance programs of pick anystate. They are filled with case studies andsuccess stories. In each case, helpful,friendly people from the government, orgovernment-supported organizations (per-haps out of the state university), have vis-ited companies and found implementableoptions that have not just reduced pollu-tion and toxic risk, but have also saved thecompanies some good money. These arenot in short supply, and OTA is not verydifferent in its methods or results fromdozens of other programs all over theUnited States. What is in short supply isinformation that is other than anecdotal.Those who are tempted to be skeptical canalways claim that these are inflated exam-ples, or unusual, or that in some way our
method of examination is selective andnot representative or even particularlymeaningful.
Because the Massachusetts data pro-vides an objective way of looking at theeffectiveness of one technical assistanceprogram, perhaps we can see that as a rep-resentative example. If we discern a resultthere, perhaps we can understand that itmight be a good indication that the suc-cess stories of other programs are mean-ingful signposts. The answer to the ques-tion of effectiveness should be of greatimportance to those who want our envi-ronmental programs to work. If confiden-tial, business-friendly, pollution preven-tion and compliance-oriented one-on-oneonsite technical assistance visits can dra-matically reduce toxics use, should we notgive more serious consideration to invest-ments in this available tool for environ-mental progress?
Mass Balance Measurement
Large quantity toxics users inMassachusetts are required to report theiruse of toxic chemicals, as well as theirbyproduct that which does not go intouseful product. This provides a mass bal-ance measurement. This is a very usefuland far more accurate and precise methodof measuring pollution prevention thantracking releases or waste generation.Those latter methods are simply output
just one side of what is really aninput/output equation. The Massachusettsdata gives you the whole picture, as wellas production level data (a relative, not anabsolute measure) that may be used foradjustment of the chemical use/byproductnumbers. (This production ratio is consid-ered more reliable than the federal ToxicsRelease Inventory (TRI) production ratio,because in Massachusetts there are specif-ic requirements that it be measured rela-tive to the reported chemical use, exten-sive guidance has been provided, and aquality assurance effort has been imple-mented).
Therefore we can look at the chemi-cals used by each large quantity toxicsuser (Massachusetts Toxics UseReduction Act thresholds are very similarto the thresholds for reporting to the TRI 6
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
10/45Fall/Winter 2008
and determine, with a specificity impossi-ble in no other state (except for NewJersey), that the chemical is now beingused with more or less efficiency.
OTA has visited well over a thousandfacilities, about half of them covered byTURA. But because OTA works confi-dentially and one-on-one with companies,few know what it has been able toachieve, beyond the case studies it hasposted on its website, and the stories thathave been told at its conferences andworkshops. When budgetary cuts threat-ened the office, and the dedicated fund forits continued operation was eliminated,OTA realized it had to provide someassessment of whether or not it had beeneffective. Thus it embarked upon theanalysis reported herein.
Two Kinds of Toxics Use Efficiency
We can look at two basic kinds of efficiency. Is more or less of the toxicchemical being used to make the sameamount of product (Input efficiency)? Ismore or less waste byproduct being pro-duced for each pound of chemical used(Byproduct/use efficiency)? The first kindmeasures whether companies are able tosubstitute or use less of the chemical tomake the same amount of product. Inother words, if the company is using lessof chemical X because it is making less of the product that contains chemical X, noreduction will show up. Only if the com-pany is using less per unit of productmade, will a reduction be measured. 7
The second kind measures whethercompanies are able to use the chemicalwith more or less waste per pound used. Itis independent of the production level.
Eliminating Distortions for GroupComparisons
Using the two measures of chemicaluse efficiency described above, OTAcompared the performance of the compa-nies with which it had worked, before andafter it began working with them. It alsocompared the performance of the visitedgroup with those who had never workedwith OTA. The office used very simplemethods of measurement, and then sub-
jected the data to extensive review, andgave it to independent researchers to per-form alternative, econometric analysis.
To avoid distortions from unreliabledata, we did not use the data generatedduring the first years of the program,when a great many mistakes in reportingwere made (This had the drawback of fail-ing to capture the improvements OTAmay have helped companies to makewhen the concepts of pollution preventionwere new to them and there was muchlow-hanging fruit. However, this sim-ply makes our findings conservative esti-mates). During the examined period, 1993to 2002, 612 facilities were in the not-vis-ited group, and 443 had been visited (Thisis 90% of the 1172 companies reportingduring the period 1990 2002, the entireperiod for which TURA data existed at thetime of the study). The companies visitedhad entered 2699 chemical reports, andthe companies not visited had entered2216.
We multiplied the base year of report-ed chemical use the first year the com-pany reported use of the chemical by thesubsequent annual production ratios self-reported by the company. This generatedan expected quantity of chemical use.These expected pounds were comparedto the actual number of pounds of chemi-cals used in the examined year. This cal-culation is a best estimate, not a precisemeasurement of what toxics use has beenavoided.
Chemicals no longer reported (usedin amounts below the threshold for report-ing) were counted by using the amountreported in the base year, the first year thechemical was reported by that facility.Some would say that a chemical eliminat-ed in one year is a recurring annual reduc-tion in all subsequent years. We employeda more conservative method and one bet-ter suited to comparing performance overtime and among groups: counting reduc-tions only in the year they occurred.
Dropouts (companies no longerreporting) that were not due to chemicalreductions, but to changes in regulatorycoverage, were not counted: chemicalsand chemical categories that have been
delisted from the TURA list were elimi-nated. Electrical utilities (38 companies inSIC category 49) were also eliminated,because reviewers felt utilities have qual-itatively different chemical use patternsand requirements, and their quantities canbe extremely high and act to skew theresults.
Because variations from group togroup could be dependent on the compo-sition of that group, we developed per-centage reduction measures. For example:the average pound reductions of a groupwith a lot of companies having small suc-cesses, but with very large amounts, couldbe much higher than those of a group withmany companies having dramatic reduc-tions, but who on average use muchsmaller amounts. We divided the usereductions in each year by the expecteduse in that year to produce a percentagereduction.
There were two groups of companiesnot visited by OTA: those never visited byOTA during the entire time frame exam-ined, and those who would be visited laterbut had not yet been visited in the exam-ined year. One could surmise that the will-ingness of a company to invite OTA in fora visit and not the assistance provided -could account for differences in perform-ance between visited and not visited com-panies. To correct for this, we comparedalready visited companies to those whowould be visited later (the not yets) -both groups containing the kind of com-pany that would ask for a visit.
We used skew limits to avoidmeasuring the performance of a tinyhandful instead of the performance of thelarger group of more typical populationmembers (This is a problem when meas-uring average total pounds, and not whenusing the measures that are independentof size: percentage reductions,advancer/decliner ratios, and byprod-uct/use ratios). For example, we kickedout toxics users who reported over 10 mil-lion pounds of use.
We estimated the importance of theshut-down effect, which occurs whencompanies have dropped out of the sys-tem not because they are making their
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
11/45Fall/Winter 2008 0
products without a toxic chemical, butbecause they have closed their doors. Weresearched every visited company thatreported chemical dropouts. We estimatedthat the maximum percentage of reducedpounds of toxics use that could be due tothis was no more than one-sixth of reduc-tions. We also calculated how the just-below threshold effect, where a companyis no longer reporting but has not elimi-nated use it is still using the chemical inquantities below the threshold for report-ing. Assuming that the amount is justbelow provides the worst case scenario.We found that in most years the maximumof this effect was less than five percent.
For byproduct reductions, TURAreporting combines all kinds of waste - allnonproduct output - into one byproductnumber, which includes the chemical thatis emitted to air, discharged to water, orshipped in a drum everything that is nei-ther destroyed nor converted in processnor incorporated into product. 8 We calcu-lated a byproduct/use ratio for eachchemical, for each year. We compiled thebyproduct/use ratios for all visited compa-nies up to the examined year and com-pared the results to the performance of nonvisited groups in the same years. In
order to measure how much change tookplace among the typical population mem-bers, we removed chemical reports thathad zero or 100% byproduct in both thebase and examined years, so that we couldobtain a more accurate picture of thedynamic population, where changeoccurred. 9 When reducing input is nottechnically or economically feasible, thebyproduct/use measure becomes the criti-cal efficiency measure.
At the time of the analysis, informa-
tion was available concerning 613 compa-nies that had dropped out of the TURAsystem (A company can become a dropout by ceasing to have above thresholdquantities of chemicals, by closing upshop or going to less than 10 employees,or because a chemical has been delisted).
The dropout population consisted of 179 companies visited by OTA and 434that were not visited. To gain another indi-cation of how visited companies per-
formed relative to nonvisited, we com-pared the rates at which they dropped outbecause of TUR.
Close-in-time Analysis
In one phase of our analysis, welooked at performance in the three yearssurrounding the visit year. Looking at thechanges that occurred in the discrete timeframe surrounding the visit reduced thepotential impact, inherent in a longertime-series evaluation, of other interven-ing factors. Also, OTAs recommenda-tions are often practical solutions that canbe implemented within a reasonable busi-ness time frame. The average changes inpounds reduced, and the average percentchanges, were developed for both visitedand not visited companies, and compared.As another comparative indicator of howgroups fared, we looked at how manymembers of each group did better orworse. We called those who reduced theiruse more than in previous yearsadvancers , and those who used more of the toxic chemical than before, (to makethe same amount or less product thanbefore), decliners . The ratio of advancersto decliners was calculated for eachgroup, as well as the percentages thatadvanced and declined.
Before and After Analysis
Percent reductions were also calcu-lated for all years for all companies, from1994 to 2002 (the data included 1993, butit takes two years to develop an estimateof reductions, so performance results arerecorded from 1994 on). All the perform-ance measurements for visited companieswere grouped into one large before andone large after population, and the aver-age of each group was compared. The sta-tistical test, analysis of variance(ANOVA), was applied to determine if thedifference found in the average perform-ance of these groups was significant.
To dilute the effect of potential fac-tors occurring at a certain time, wegrouped all the performance measure-ments in categories of numbers of yearsbefore and after being visited, and calcu-lated the average performance of each
time category. This reduced the impor-tance of competing factors to which cau-sation could reasonably be attributed.
Results
Being covered by TURA is associat-ed with TUR improvements. Out of 4189chemical reports, toxics use was reducedin 76.9% of reported chemicals - the ratioof advancers to decliners for all TURAchemicals was high - 3.75 to one. If thecompanies covered under TURA had con-tinued to use chemicals at the same rate aswhen they began reporting to the publicon such use, they would have used anadditional 559 million pounds.
Tables 1a and b compare how much
toxics use reduction the average visitedcompanies accomplished in the yearbefore being visited, to the year visited,and the performance in the year afterbeing visited to previous performance.The year-to-year changes in amounts of chemicals reduced are comparative meas-ures, not total amounts of reductions, andthey are averages for each group (visited,never visited, not-yet visited). OTA com-
panies performed better after being visit-ed than they were performing beforebeing visited . The year of the visit, anaverage of 20.5% more pounds thanbefore, were reduced. The year after thevisit, the average change was 15% morepounds reduced. These numbers are from3 to 5 times higher than the comparableadvances by the not visited groups inthose same time frames.
The average change in terms of pounds was about the same magnitudehigher for visited companies. In the yearof the visit, companies reduced 5,114pounds more than the year before. At thesame time, those never visited onlyreduced 1,513, and those who would bevisited later, but had not yet been visited,reduced 1,980. The year after being visit-ed these differences are very similar: thepattern holds.
Looking at the ratio of advancers todecliners in each group, companies visit-ed by OTA had 63.8% advancing the yearof the visit, and 66.5% the year after.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
12/45Fall/Winter 2008
Companies never visited hada ratio of 55.2% and 55.3% inthe same time frames, respec-tively. Companies visited later(the not-yet visited) had56.9% and 55.8%advancers/decliners in thosesame years. More visited com-
panies showed improvementsthan those not visited . SeeFig. 1.
The total before and afteranalysis (1321 data points)showed that after being visit-ed, 61% of companies wereadvancers, averaging 6.95%reductions in use. Beforebeing visited, only 56% wereadvancers, and the populationshowed an average increase in toxics use of 2.49%. The statis-tical test confirmed that the 9.44 percentage point differencewas significant , with a very high degree of confidence 10.
Of the nonvisited dropouts, 115 cited TUR as the dropoutreason. This is 26% of the nonvisited dropout population. Of the visited dropouts, 83 cited TUR as the dropout reason. Thisis 46% of the visited dropout population. Adding in thedropouts for which we didnt have information on the cause of dropping out, the total is a possible 76% for visited companieswho could have dropped out because of TUR. The maximumfor the nonvisited is 45%.
The companies visited by OTAalso had lower byproduct/use ratios inevery year examined, than the groupsnot visited. In most years, the visitedcompanies averaged less than half of what the other groups attained. Overall the examined years, an average of 10.3 pounds of every 100 pounds of chemicals used by the visited compa-nies became nonproduct waste(10.3%). For those companies nevervisited, the average was 20.9%, and forthose companies who would be visitedby OTA but were not yet visited in theyear examined, the average was22.2%. See Fig. 2.
Independent Boston Universityresearchers examined 25 chemicals forwhich there was a sufficient populationof reporting companies in both visitedand nonvisited populations. OTA visitswere associated with a statistically sig-
nificant decline in usage for eight of the chemicals 11 and inbyproduct for two chemicals. 12
The predominance of findings reveals a pattern of post-visit improvements, higher than the performance of unvisitedcompanies, within the same time frame. Over all years, visitedcompanies have consistently generated less waste per pound of chemical input than those not visited, and they get out of theprogram by doing TUR at a higher rate than those not visited.On all measures, the visited companies performed much betterthan those who would be visited later. Companies also had bet-ter performance after being visited, compared to their own pastperformance.
RATIO OF ADVANCERS TO DECLINERS IN EACH GROUP CHEMICAL USE
Figure 1. The ratio, in each group, of those who had more reductions (advancers) in subse-quent years, than before, to those who increased toxics use (decliners), compared to previ-ous performance.
COMPARISON OF HOW MUCH USE BECAME WASTE BYPRODUCT
Figure 2. Average byproduct/use ratios for all three groups, for all companies up tothe year examined.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
13/45Fall/Winter 2008 2
In addition to finding this result in a variety of perspec-tives, the independent econometric analysis provided confir-mation of the proposition that OTAs visits are associated withsignificant toxics use efficiency performance improvements.
The meaning of these results
What does it mean to avoid some significant amount of toxics in a state of 6.5 million people? An examination of thevalue of this result would have to account for the reduced like-lihood that each of these inhabitants will be exposed to toxicchemicals. Their water and soil, their air, will be cleaner. Therewill be fewer accidents on the roads of the state. There will befewer toxics in products, less hazardous waste to manage, andless toxic solid waste when the products are disposed. The coststo businesses to manage their compliance matters will bereduced. The potential liabilities for businesses, for accidents,toxic torts, end-of-life product disposition, and workplaceexposures will all be reduced. The costs to government formanaging the toxics use by businesses would be reduced aswell the costs of monitoring air pollution, wastewater dis-charges, hazardous waste movements, right-to-know, andenforcement for noncompliance: all reduced, because toxicsuse is at the root of all of these problems.
Perhaps the most difficult aspect to quantify, however, isthe improvement in the way companies conduct business thatoften occurs when companies benefit from a pair of fresh eyes.The assistance programs provide this service. When someonefrom the outside takes a walk through a facility, and asks ques-tions from the perspective of reducing unnecessary material useor waste, (or, as is now done, other resources such as energyand water), new ideas often emerge. The evidence of this isanecdotal, but it provides powerful suggestions of the value of technical assistance.
For example, one company visited by OTA was asked in1990 if it had calculated the full costs of managing the toxicsolvent cleaner it was using. These costs included the timespent on manifesting the waste and the cost of disposal; thetime and cost of complying with air permit reporting, and withOSHA and Right-to-Know requirements; the energy used toventilate the area where it was used; emergency planning; andthe insurance necessary in the event of accidents and cleanups.When the company estimated how much it was spending for allof this labor, even without any serious mishaps, it decided itwas actually cheaper to switch to a less-hazardous cleaner thatcost more to purchase but didnt have all those other ancillarycosts. OTA recently revisited the company and found that it hascontinued to implement pollution prevention projects, using alife-cycle full cost approach. 13 The advice given in 1990changed the way the company does its business, and it recent-ly estimated that it has saved about $2 million over ten years asa result. 14
Other examples involve changes that produced economicbenefits far beyond the environmental cost avoidance. A print-ing company switched to ultraviolet-cured inks and didnt justavoid volatile emissions, but increased its available productiontime by 33%. 15 A metallic product company started regenerat-ing instead of discharging its acids, and saved six jobs. 16 Anelectronics firm switched from ozone-depleting cleaners to analcohol-based cleaner and found that its products were cleanedbetter than ever before. 17 Companies that take a new look attheir materials and processes are reexamining assumptions thatmay need revising, and when they find new and betterapproaches, they often have lower reject rates, faster produc-tion times, or higher product quality. When they clear the air inthe workplace, they often have more productive output.Company staff have limited time to do all the things they haveto do. It is easy to miss these opportunities during the press of events, because they are usually not immediately evident, andoften not directly relevant to the corporate mission. But what
the many assistance program success stories show is that evenwhen the importance is indirect, the results may still be verypowerful for both the bottom line and the environmental andworkplace contexts.
Social Intellectual Capital
A fully-implemented pollution prevention program, withexpert assistance, is an investment by society in a very impor-tant intangible resource: it creates a common pool of sharedknowledge. What technical assistance professionals observe onsite helps them to help others, and design research and educa-tional tools and events that help ever larger populations.
The social intellectual capital that results from assistanceprograms may be the positive outcome that is most difficult toquantify. The case studies, the guidance, the fact sheets andoutreach developed by pollution prevention assistance pro-grams all across the country are all visible indications that thepool of shared knowledge for developing a better and safereconomy is growing. The analysis described above shows thatthe anecdotal information about pollution prevented by oneassistance program is a true indicator that the program is indeedreducing toxics at the source. What course of action is thusmost sensible, if the many programs producing success storiesare likely also having a similar effect? Should we wait untilthey, too, can prove their efficacy, even though they dont pos-sess the information to duplicate this analysis? Or should wesurmise that all such programs likely merit closer considerationas key tools for effective environmental governance?
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
14/45Fall/Winter 2008
Rick Reibstein has been working at the MA Office of Technical Assistance, on and off, since before it began. Heworked in a predecessor office, the Office of Safe WasteManagement (OSWM), and helped develop the specific activi-ties and practices of OTA when it began, based on the success-ful pilot projects of OSWM. He teaches environmental law andpolicy at Boston University (and will soon be teaching at Clark,as well). He has served as an enforcement attorney at U.S.Environmental Protection Agency Region 1, and briefly at theMA Department of Environmental Protection. Reibstein wouldlike to acknowledge the excellent work of MA OTA staff, andits directors who supported this work, as well as the manyreviewers who assisted in the evaluation effort described here-in.
References
1 An Ounce of Pollution Prevention is Worth Over 167 BillionPounds of Cure: A Decade of Pollution Prevention
Results , 1990- 2000, 2003
(http://www.p2.org/p2results/2418_historyfinal.pdf).2 Personal observation of the author, having worked in assis-
tance for twenty years, derived from the continuing sur-prise expressed when people learn what he does for a liv-ing.
3 Delivered by Karin Leff, OECA, April 19, 2004, at:http://www.p2.org/summit2004/documents/Presentations/Integrated%20Strategies%20Workshop-2.ppt
THREE YEAR COMPARISON CHEMICAL USE REDUCTIONS
Year of Visit Year After Year of Visit Year After Visited in 1995 11.50 11.30 Visited in 1995 2,929 4,549Never Visited 4.60 7.70 Never Visited 2,412 3,121
Not Yet Visited in 95 4.00 3.20 Not Yet Visited in 1995 1,028 545
Visited in 1996 13.20 6.04 Visited in 1996 4,459 2,278Never Visited 5.50 6.60 Never Visited 2,093 2,808Not Yet Visited in 96 10.60 6.90 Not Yet Visited in 1996 3,680 2,483
Visited in 1997 12.50 21.60 Visited in 1997 5,304 4,979Never Visited 3.30 6.60 Never Visited 894 1,696Not Yet Visited in 97 2.00 5.10 Not Yet Visited in 1997 1,095 1,418
Visited in 1998 34.60 7.40 Visited in 1998 5,255 4,805Never Visited 5.80 4.70 Never Visited 983 789Not Yet Visited in 98 5.40 9.40 Not Yet Visited in 1998 1,209 2,811
Visited in 1999 37.66 27.87 Visited in 1999 5,793 8,108Never Visited 4.20 2.80 Never Visited 1,199 1,125Not Yet Visited in 99 14.30 7.40 Not Yet Visited in 1999 4,150 1,787
Visited in 2000 13.60 16.20 Visited in 2000 6,945 6,943Never Visited 2.20 4.20 Never Visited 1,496 1,315Not Yet Visited in 2000 0.70 -5.90 Not Yet Visited in 2000 717 -3,554
average, all years, visited 20.51 15.07 average, all years, visited 5,114 5,277average, all years, never 4.27 5.43 average, all years, never 1,513 1,809average, all years, not yet 6.17 4.35 average, all years, not yet 1,980 915
1a Percent Reductio n 1b Pou nds Reduced
Tables 1a and b. Both tables compare the year of the visit and the year after the visit to previous per-formance. Successful reductions result in positive numbers. Negative numbers mean toxics use hasincreased. Table 1a compares the average percent change in use, and Table 1b shows the averagenumber of pounds reduced. For example: for companies visited in 1995, the average percent change is11.5, and 2,929 more pounds of toxics use were reduced, on average, than the year before the visit. Theyear after, the average percent change 11.3, and 4,549 more pounds were reduced.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
15/45Fall/Winter 2008 4
4 About half of the companies with which OTA has workedhave also interacted with the MA DEP. Although none arerequired to work with OTA, or required to do toxics usereduction to come into compliance, results showing thesuccess of technical assistance should be interpreted, tosome significant degree, as the success of an integrated
strategy.5 The Effect of Providing On-site Technical Assistance for
Toxics Use Reduction , The Massachusetts ExecutiveOffice of Environmental Affairs, July, 2006, p. 31.http://www.mass.gov/envir/ota/publications/pdf/ota_effectiveness_study_final_2006.pdf.
6 As with TRI, the thresholds are 25,000 pounds per yearwhen the chemical is manufactured or processed, and10,000 pounds per year when otherwise used, and thereare lower thresholds that apply for Persistent,Bioaccumulating and Toxic chemicals (PBTs). (Until2006, the triggering of a lower threshold by an otherwise
used chemical caused the 25,000 pounds threshold formanufacturing or processing to drop to 10,000 pounds forall chemicals at the reporting facility, but thiswas changed for the 2006 reporting year).
7 This is not to disparage the importance of absolute numbers,it just has limited utility for TUR performance compari-son.
8 TURA would not count as byproduct that which is managedas a useful raw material even if not the originallyintended use - if used or sold as is, or recycled in an inte-gral fashion.
9 A few chemical reports that exceeded 100% were also elim-inated. Looking at both years meant that the only dataremoved were static situations where all of the chemi-cal became byproduct, or none of it did, and that neverchanged.
10 Using a skew limit of 500% change.
11 Acetic acid, acetone, ammonia, ethylene glycol, methanol,sulfuric acid, toluene, and 1,1,1 trichoroethane.
12 An average reduction of 28% was found overall. The asyet unpublished paper can be obtained from the authors,Robert Kaufmann of Boston University,[email protected], or Rick Reibstein,[email protected].
13 Such an approach does not have to be time-consuming inand of itself. Even rough, back-of-the napkin estimates,as opposed to a very detailed life-cycle analysis, shouldbe much more useful than ignoring all but up-front pur-chasing costs.
14 Technical Assistance Revisited: Lightolier, Elimination of Trichloroethylene , OTA, 2007:http://www.mass.gov/envir/ota/publications/cases/lightoli-er_tar_final.pdf.
15 TUR Case Study: Fit-to-Print, Conversion to UV Curing Reaps Benefits , OTA, 1996:http://www.mass.gov/envir/ota/publications/cases/fit_to_print_case_study.pdf.
16 Technical Assistance Revisited: Decorated Products, Etchant Regeneration , OTA, 2007:http://www.mass.gov/envir/ota/publications/cases/deco-rated_products_tar.pdf
17 The Merrimack Project , OTA, 1995, available from OTA.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
16/45Fall/Winter 2008
Pollution Prevention (P2) practition-ers have long been baffled by industrysreluctance to implement P2 technologies.As research has shown, pollution preven-tion is a far more desirable approach thanpollution control because it reduces initialconsumption, reduces the need for controland disposal, cuts costs, improves envi-ronmental performance, and in the end ismuch more profitable.
Pollution prevention seemed to besuch a win-win approach that early assis-tance providers were convinced thatindustry would be anxious to seek out andimplement pollution prevention technolo-gies and practices. Congress even passedthe Pollution Prevention Act of 1990 tofurther support activities in the U.S., stat-ing that pollution prevention was to be thenations primary approach to environmen-tal protection. The act was followed by aflurry of awareness activities and demon-strations supported by the EnvironmentalProtection Agency and other environmen-tal agencies. To everyones surprise,industrys adoption of pollution preven-tion technologies was cautious andextremely slow. To begin to bring aboutchange, another approach was needed.The Kentucky Pollution PreventionCenter (KPPC) at the University of Louisville saw the need to directlydemonstrate how implementing P2 activi-ties can produce both environmental ben-efits and financial rewards for industriesin Kentucky. To validate this approach, aspecific effort was focused on the metalfinishing sector with the introduction of the Technology Diffusion Initiative.
A New Approach TechnologyDiffusion Initiative (TDI)
With a federal appropriation, theUniversity of Louisvilles KentuckyPollution Prevention Center in partnership
with the University of Illinoiss WasteManagement and Research Center(WMRC), the University of MinnesotasMinnesota Technical Assistance Program(MnTAP), the University of KentuckysKentucky Business EnvironmentalAssistance Program (KBEAP), and theNational Pollution Prevention Roundtable(NPPR) began using technology diffusionapproaches to accelerate the adoption of innovative pollution prevention and ener-gy efficiency (P2/E2) technologies in spe-cific industrial sectors. The regional TDIpartnership is following the AcceleratedDiffusion of Pollution PreventionTechnologies (ADOP2TTM) modeldeveloped by WMRC. Energy efficiency(E2) is included because it often compli-ments the pollution prevention effort.KPPC believes that introducing energyefficiency is timely because of the urgentneed to conserve natural resources, partic-ularly energy and water, and to reducepollution and CO2 emissions that resultfrom on-site or upstream energy genera-
tion using fossil fuels. Energy costs arealso a rapidly growing component of acompanys operating expenses.
In 2000, KPPC developed theKentucky Metal Finishing Initiative(KMFI) to help implement pollution pre-vention technologies within the industry.KMFI worked with several metal finish-ing companies and their vendors to con-
duct demonstrations and launch pilot proj-ects designed to illustrate the benefits of implementing proven technologies. In2004, KMFI was rolled into KPPCsTechnology Diffusion Initiative (TDI).Technology diffusion is the spread of technology to general use and wide appli-cation within a segment of industry. TheTDI model used by KPPC is aimed atindustry and is a multi-step, risk-reduc-tion, confidence-building process thatpromotes market conditioning for tech-nology innovations and practices.Traditional pollution prevention methodsthat simply promote P2 technologies havenot resulted in a high level of implemen-tation or acceptance by many industries.By introducing a TDI model that focuseson actual production processes, KPPChelps companies realize that pollutionprevention is a profitable alternative toend-of-pipe pollution control becauseprevention measures can reduce waste,energy, water and natural resource usage,while lowering operating costs.
TDI starts with KPPC-hosted focusgroups of industry experts that identifyP2/E2 technology solutions to problemissues in their industry sector. The nextstep is to build confidence by verifyingthe effectiveness of the selected technolo-gies with demonstration trials and extend-ed field testing in actual productionprocesses. To ensure credibility, KPPCpartners with well-known and respectedopinion leader companies for the in-process trials. This approach validates thetechnologys performance and mitigatesthe perceived risk of adopting innovativetechnologies. For unproven or emerging
Technology Diffusion An Approach for Demonstratingthe Value of P2 to Enhance Deployment
By: John Sparks, Technology Diffusion CoordinatorTom Wright, Technology Diffusion Specialist
Kentucky Pollution Prevention Center,J.B. Speed School of Engineering,
University of Louisville
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
17/45Fall/Winter 2008 6
technologies, KPPC uses research and development facilitiesthat can test, improve, and confirm performance prior to imple-mentation. A general process map describing how this could beapplied to a given sector is presented in Figure 1. As shown, themodel begins by working with various stakeholders - includinggovernment agencies, trade associations, vendors and consult-ants - to identify the best technologies and practices for an indi-vidual sector based on their current operations and interests.
Using the technology diffusion model, industryopinion leaders gain greater access to the new tech-nologies firsthand. This knowledge and experienceincreases the likelihood that they will adopt these inno-vative technologies. Once the technologies are provenand accepted by these leaders, a critical mass isachieved and the marketplace often takes over.Through a team approach, the adoption becomes self-sustaining and often leads to assessment of additionalopportunities. Following the TDI model, KPPC techni-cal personnel identified process water usage as a com-mon denominator between sectors and saw an opportu-nity to expand its technology diffusion efforts beyondmetal finishing, painting and coating.
Technology Diffusion Initiative (TDI)In Action KPPCs Process WaterManagement Program
In working with the metal finishers, KPPC foundthat many of the pollution prevention and cost reduc-tion opportunities resulted from the efficient use of water in aqueous processes. One of the simpler, butoften overlooked, technologies was the use of conduc-tivity controlled rinse waters following variousprocesses such as plating, etching and conversion coatings.However, plant owners and managers showed considerableresistance to using conductivity controls because earlier ver-sions were not very reliable and were considered high mainte-nance devices. The general opinion within the industry was that
these controls did not work, making companies reluctant to buyand implement them. Trials had demonstrated that the currentgeneration of conductive controllers had overcome many of these problems and that the newer models are inexpensive, reli-able, and very effective in managing rinse waters. KPPCschallenge was to convince industry opinion leaders to performtheir own in-plant trials to demonstrate that the new controllerswere reliable, effective and affordable.
One company framed the challenge for us. The owner andCEO said they would be gambling on pollution prevention tobuy and try a failed technology. KPPC was confident that thenewer, non-contact, torroidal technology would perform andoffered an innovative contract to the company that removed the
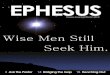
A non-contact, torroidal controller installed on a plating line resulted insignificant savings in water, labor, wastewater treatment chemicals andsludge disposal.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
18/45Fall/Winter 2008
gamble perception. KPPC would buy the equipment fordemonstration on one plating line on the condition that thecompany would reimburse KPPC if the equipment performedas expected and provided a one year or less return on invest-ment. The company agreed to the trial and conditions and theresults were even better than expected. By adopting this newtechnology for efficient water management, product qualitywas unaffected and the payback was realized in less than sixmonths. The savings in water, labor, wastewater treatmentchemicals and sludge disposal was so impressive, the companyextended the rinse-water control technology to all five processlines. Although production has increased by 50 percent sinceimplementation, water usage in the plant has steadily decreasedfrom 1,000,000 gallons before improvements in 2002 to690,000 gallons per month for the first-half of 2005 - a savingsof 310,000 gallons per month (3.7 million gallons per year) andabout $50,000 annually. Using this opinion leader as an exam-ple, this same technology was implement-
ed at other metal finishing companies withaqueous processes and similar water useefficiencies and pollution prevention suc-cesses were achieved.
Through market conditioning efforts,KPPC found that most companies assumethat water is a relatively inexpensive com-ponent of manufacturing and not worthyof a significant management effort. Theyassumed the cost of water was simply theprice of incoming water as metered.Through a team approach and utility bill
analysis, KPPC demonstrated to them howthe cost of water starts at the meter, thenaccumulates more costs as it passesthrough each process finally incurringsignificantly more costs in waste watertreatment prior to discharge. Once aware of these accumulatingprocess costs, most companies had a totally new perception of water use costs verses the price of water.
With significant potential cost savings, KPPC determinedthe TDI methodology was evolving into an effective processwater management focused program. In February 2007, KPPCrolled out the Process Water Management (PWM) Program and
began working with five major companies. By process-map-ping water use in these companies, KPPC identified waterreduction opportunities and even more pollution preventionopportunities. Because the cost savings for P2 through efficientwater management were beyond expectations, a behavioralchange occurred the companies became more proactivethrough teams and began identifying even more opportunities.In June, 2007, KPPC held its first workshop dedicated toPWM. Of the seven companies that attended, three are alreadyin a PWM mode. Another workshop was held on August 29,2007 and was attended by 7 companies and one person fromUSEPA.
Because of the success of the process water managementefforts, KPPC anticipates taking the PWM approach to othersectors such as food processing, bottling, brewers, distillers,and paper mills in the future. KPPCs role will continue to belinking technology and product developers with the end-usersthat are trying to solve real-world problems. KPPCs partner-ships with companies will continue to demonstrate how identi-fied technology opportunities will improve environmental per-formance and competitiveness.
TDI Process Water Management Case Study:Akebono-Elizabethtown Plant
Editors note: Results from pollution prevention (P2) andenergy efficiency (E2) assessments conducted by the KentuckyPollution Prevention Center (KPPC) are strictly confidential.The subject of this case study, Akebono-Elizabethtown Plant
(formerly Ambrake Manufacturing, Ltd.),granted KPPC permission to publish thefollowing information.
Akebono-Elizabethtown Plant, anautomobile parts supplier inElizabethtown, Ky., is one business thatcollaborated with KPPC and benefittedfrom the Technology Diffusion Initiative.Because many of Akebonos manufactur-ing processes are aqueous-based, water usemanagement is important to the company.
One of Akebonos environmentalissues was the amount of water used in thefacilitys electro-deposition paint line.Electro-deposition produces a high-perfor-mance, corrosion-resistance coating that isspecifically required by the automotiveindustry. The process requires excellent
cleaning followed by a zinc phosphate surface treatment priorto the actual coating process. Continuous overflowing waterrinsing between these steps is an essential part of this precision,pre-paint surface treatment process, which uses thousands of gallons of water per day.
Drawing on previous experience, KPPC knew that non-contact torroidal conductivity sensors and controllers for rinseswere reliable, required little maintenance and greatly reducedrinse water usage without sacrificing the quality of the product.KPPCs TDI personnel recommended that Akebono install thesensors and controllers in the freshwater rinses on their pre-paint surface treatment line.
KPPC proposed to purchase the equipment for a six-monthtrial, and if the equipment could pay for itself in 12 months orless, Akebono would reimburse KPPC for the purchase.
Akebono agreed to the proposal and began collecting base-line daily water usage data. Over a period of several months,
Business strategies built around the radically more productive use of natural resources can solve many environmental problems at a profit.
Amory Lovins,Hunter Lovins &
Paul Hawken ,A Road Map for Natural Capitalism, 1999
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
19/45Fall/Winter 2008 8
the electro-deposition pretreatment lineused an average of about 7,000 gallons of water per day in the rinses alone.
The new equipment was installed inDecember 2005. Following a two-weekcalibration period, daily reading began in
January 2006. Water usage steadily fellover the next few months and stabilized bymid-May at an average daily usage of 2,700 gallons - a daily savings of 4,300gallons or 60 percent. This also reducedthe water flow to waste treatment, whichreduced waste treatment chemical usage.With payback realized in less than oneyear, Akebono purchased the equipmentand has already installed conductivitymeters in another pretreatment line andplans to use them in its many other aque-ous processes with overflowing rinses.The partnership and technology demonstration project hashelped Akebono dramatically reduce water usage.
For its efforts in implementing sound environmental tech-nologies in its day-to-day activities, products and services,Akebono was accepted into the Master level of the KentuckyExcellence in Environmental Leadership (KY EXCEL) pro-gram in 2006. KY EXCEL is a voluntary environmental stew-ardship program sponsored by the Kentucky Division of Compliance Assistance and recognizes and rewards initiativesthat demonstrate commitment to improving environmental per-formance.
John Sparks manages KPPCsTechnology Diffusion Initiative. Johnspent 10 years at U.S. EPA Headquarters,Office of Air and Radiation (StratosphericOzone Protection) and Office of PollutionPrevention and Toxics (Design for theEnvironment Program). He also has 20years of industrial experience mostly within-process finishing operations that usedmetal working, metal painting and metalfinishing techniques.
He holds a Bachelor of Sciencedegree in chemistry from the Ohio StateUniversity and a Master of BusinessAdministration degree from MiamiUniversity (Ohio).
Thomas J. Wright, TechnologyDiffusion Initiative Specialist. Tom has 30-
plus years of experience in manufacturing,which includes developing and coordinating environmentalhealth, safety and maintenance improvement programs. He hasextensive knowledge in cost saving programs, training programdevelopment, regulatory applications, financial and manage-ment auditing, quality improvement programs, shop floormaintenance and managing through teams.
Tom received his Bachelor of Arts degrees in PoliticalScience and English from Brescia University of Owensboro,KY. He is a Certified Hazardous Materials Manager (CHMM),ISO14000 Auditor and a Radiation Safety Officer.
As illustrated in the photo, most metal processing companies use waterintensive processes for surface preparation and plating.
Akebonos other environmentalperformance accomplishmentsinclude:
Certified as an ISO 14001-2004 facility.
Implemented technology inwaste treatment that willreduce zinc levels below theCity of Elizabethtown zinclimit of 1.78 parts per million.Extended dump cycles to saveeven more water in the partscleaner and rinses.Extended dump cycles incleaner tanks, which reducesalkaline cleaner usage.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
20/45Fall/Winter 2008
As large manufacturers increasingly rely on lengthy sup-ply chains, the environmental impacts of suppliers continue togrow. A voluntary program called the Green Suppliers Networkis helping provide suppliers with on-site technical assistancethat aims to improve their process efficiency, business profits,and environmental performance. This article explains the pro-grams innovative design, how the program works, and theresults it is achieving.
The Changing Business Model for Manufacturers
Corporations have changed the way they do business overthe past 20 years. In an effort to cut costs, Americas largestmanufacturers began outsourcing some of their production tosmaller companies, both within and beyond the U.S. borders.As a result of this changing business model, large manufactur-ers have developed lengthy supply chains that often includehundreds, or even thousands, of small manufacturers.
According to the U.S. Bureau of Labor and Statistics, in2002 there were 344,188 manufacturing establishments in theUnited States 1. Almost 90 percent of these establishments meetthe Small Business Administrations definition of small busi-ness (having 500 employees or fewer per facility).
Small manufacturing establishments account for 6 million(out of a total 14 million) people employed in U.S. manufac-turing. While this number includes both small companies andsmaller facilities within larger manufacturing corporations, it isclear that most U.S. manufacturing occurs in small facilities.
As a result of the structural changes that have occurredwithin industry, large manufacturers are dependent on the pro-ductivity and solvency of their small and medium-sized manu-facturing suppliers in ways they never were before. Ironically,as this dependency has increased, the length and complexity of
supply chains is causing the entities involved to become moresegregated.
In most cases, large manufacturers have little or no contactwith their lower-tier suppliers. This can create problems formanufacturers because, even while outsourcing disperses envi-ronmental impacts throughout the supply chain, the public stillholds large manufacturers responsible for the environmentaleffects of their final products and components.
Large companies are now recognizing their connection tothe cumulative environmental footprint of suppliers. NotesHarold Kutner, group Vice President of Worldwide Purchasingand North American Production Control and Logistics forGeneral Motors, Working together with our suppliers, we canaccomplish much more to improve the environment than GMcan alone. 2
Large manufacturers have the financial and technicalresources to ensure that they are including environmental con-siderations in their manufacturing decisions, but they do nothave the resources needed to reach out to their entire supplychain.
Corporations are also mindful of the legal liability issuesthat may be involved. If a large corporation tells a supplier tomake a particular change on the factory floor, and the changeresults in an occupational hazard, the large corporation ulti-mately could be held responsible.
Green Suppliers Network:Strengthening andGreening theManufacturingSupply Base
by Heidi R. KarpGreen Suppliers Network
Program, PollutionPrevention Division of the
U.S. Environmental
Protection Agency
Helping the small companies thatsupply Americas large manufacturers
Large companies are now recognizing their connection to the cumulative
environmental footprint of suppliers.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
21/45Fall/Winter 2008 0
Small suppliers often do not have adequate resources todevote to environmental issues, as they are constantly beingpressured by their customers to cut costs and remain competi-tive. Yet as more industrial sectors have turned to small manu-facturers for components, the cumulative economic and envi-ronmental impact of small suppliers has grown, and will con-tinue to grow.
Keeping Pace with Business
In this changing marketplace, a question arises: How canlarge manufacturers help their suppliers remain competitiveand efficient, while also ensuring that they operate in an envi-ronmentally sound manner? The Green Suppliers Networkoffers a solution.
Small manufacturers need on-site help to reduce waste andimprove environmental performance. Thats where the GreenSuppliers Network comes in. The Green Suppliers Network is
a voluntary program, jointly sponsored by industry, the UnitedStates Environmental Protection Agency (US EPA), and theUnited States Department of Commerce (US DoC).
The Green Suppliers Network provides assistance on leanmanufacturing and pollution prevention to small and medium-sized manufacturers through on-site technical reviews. Thesedual-focused reviews identify and quantify operational andenvironmental improvement opportunities that can help com-panies create effective processes and products, generate higherprofits, and reduce environmental impacts.
Establishing the Business Case for Change
Small manufacturers rarely have resources to devote toenvironmental issues. The key to getting small manufacturersto pay attention to their environmental footprint is to demon-strate that reduced environmental impacts can improve theirbottom line.
Many manufacturers acknowledge the benefits of leanmanufacturing, a paradigm that aims to eliminate all non-value-added activities and wastes through continuous improve-ment. Lean manufacturing benefits include: 3
reduced cycle time; reduced inventory; reduced work-in-progress; reduced costs; increased capacity; improved lead times; increased productivity; improved quality; and increased profits.
Many of these benefits can be expanded by including envi-ronmental considerations in the lean manufacturing approach.This expanded strategy, which is referred to as clean manu-facturing, involves broadening the definition of waste to
include air and water emissions, solid and hazardous wastegeneration, and toxics use.
The results attained by combining lean and clean man-ufacturing into one approach can be staggering: savings to indi-vidual companies in the hundreds of thousands of dollars,improvements to production efficiencies, and enhancement of overall environmental performance.
GM Saturn Pilot Results
In 2001, a Green Suppliers Network pilot project withGeneral Motors (GM) Saturn Corporation found that four sup-plier manufacturing facilities could realize over $1 million incost savings by implementing environmental and operationalimprovement opportunities identified during the programsreview process. 4
The review generated 16 improvement recommendations,
almost all of which were capable of creating direct cost savingsfor the supplier facilities. In addition, five of the opportunitiesalso offered direct cost savings to GM. Twelve of the 16 oppor-tunities were related to environmental improvements.
The Green Suppliers Networks Innovative Approach
Clearly, the Green Suppliers Network offers an importantoption for supplier manufacturing facilities. The issue thenbecomes: How can the program reach the many small supplierswho could benefit from assistance?
Partnering with NIST MEP
To meet this challenge, US EPA has paired with the U.S.Department of Commerce National Institute of Standards andTechnologys Manufacturing Extension Partnership (NISTMEP) program. NIST MEP centers are the nations leadingprovider of lean manufacturing technical assistance to smalland medium-sized manufacturers.
NIST MEP centers usually derive one-third of their fund-ing from the federal government, an additional one-third fromthe state government of the jurisdiction where they are located,and one-third from fees for their services.
With 60 centers located throughout the United States, and
nearly 1,500 field staff, NIST MEP has a strong national pres-ence. NIST MEP ensures that each MEP center has a core setof competencies in lean manufacturing, and that the programoffers consistent service in each state.
NIST MEP centers are the nations leading provider of lean
manufacturing technical assistance to small and
medium-sized manufacturers.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
22/45Fall/Winter 2008
Combining Lean andEnvironmental Expertise
A Green Suppliers Network lean andclean review team usually consists of oneMEP lean expert and one environmentalexpert. In most cases, the environmentalexpertise is augmented by each statestechnical assistance providers (TAPs).The various state TAPs have differentareas of focus (including pollution pre-vention, waste minimization, and energyefficiency), but all are well versed in theconcepts of process improvement andmaterial substitution.
By combining these two skill sets(lean and environmental), GreenSuppliers Network reviews offer smalland medium-sized manufacturers aunique opportunity to identify operationaland environmental solutions simultane-ously.
Reaching Out to SmallerCompanies
The next issue involves how to iden-tify and encourage participation by thou-sands of smaller manufacturers, many of which operate below the radar screen. TheGreen Suppliers Network uses an innova-tive top-down approach: working withlarge manufacturers (also known as origi-nal equipment manufacturers, or OEMs)to identify, and drive the participation of,small and medium-sized manufacturingsuppliers.
In some cases, suppliers are alsorecruited using a bottom-up approach, asstates and MEP centers use their existingrelationships with companies to encour-age participation.
Aligning Interests
The Green Suppliers Network offersa successful model for strengthening andgreening company supply chains becauseit aligns the interests of suppliers, OEMs,state governments, and federal govern-ment agencies.
The program offers a way for suppli-ers, OEMs, and government agencies towork collaboratively to improve the envi-ronmental and economic impacts of thesupply base through fostering a commit-ment to continuous improvement.
Suppliers
Despite their limited resources, sup-
pliers are willing to participate in GreenSuppliers Network review because itoffers low-cost, on-site technical assis-tance in lean and clean manufacturing,which can add to their bottom line.
While lean manufacturing is a para-digm that has existed in industrial practicefor several decades, many small manufac-turers do not have the resources to pay foron-site assistance that can help them takeadvantage of lean methods. GreenSuppliers Network review offers a low-
cost, hands-on solution.The review process focuses training
on a single process line at the supplierfacility but allows employees to learn howto apply lean and clean methods to otherprocess lines as well. Steve Beurkens, a
manager at H&LAdvantage, a smalli n j e c t i o n - m o l d i n gmanufacturer located inGrandville, Michigan,states that because of
the on-site training thatoccurred during hiscompanys GreenSuppliers Network
review, We are now able to start newevents ourselves. . . The lean and greenprinciples have become our way of doingbusiness for everything we do at H&L,and its now in our DNA.
Perhaps the greatest attraction of theGreen Suppliers Network program is that
all cost savings resulting from implement-ing review recommendations remain withthe suppliers themselves.
Typically, a Green Suppliers Networkreview costs the supplier about $7,000.The return on that investment generally isgreater than three-to-one.
While suppliers are not required toshare these cost savings with their cus-tomers, having the extra cash affords themthe opportunity to remain competitive andgrow their businesses.
Suppliers also like the fact that theirlargest customers, the OEMs, areinvolved in the process. In some cases,customer specifications are among the
main factors that hinder supplier improve-ments in efficiency and environmentalperformance. A Green Suppliers Networkreview can serve as a third-party confir-mation of the nature of such barriers,while also providing a forum for smallsuppliers to work with their large OEMcustomers to remove the barriers.
An important part of the GreenSuppliers Network program is ensuringthat all facility-specific informationremains confidential. All facility review
reports remain with each MEP center, andOEMs and US EPA view only aggregatedata. This ensures that OEMs cannot iden-tify a specific suppliers results and askthe supplier for cost reductions based onthem. Facilities can decide to share theirindividual results with customers and withUS EPA, and some have done so.
OEMs
OEMs agree to participate in theGreen Suppliers Network program
because the health and financial stabilityof their supply-chain manufacturers isintegral to their own success.
Many OEMs want to help their sup-pliers operate more efficiently andachieve better environmental perform-ance, but they do not have the resources tohelp all the companies in their supplychain. Participating in the GreenSuppliers Network enables OEMs toleverage governmental resources and
Perhaps the greatest attraction of the Green Suppliers Network program is that all cost savings
resulting from implementing review recommendations remain with the
suppliers themselves.
8/14/2019 Issue 17 Fall/Winter 2008 the Kentucky Institute for the Environment
23/45Fall/Winter 2008 2
expertise to assist their supply-chainmembers. Says Mary Ellen Mika, a man-ager at Steelcase:
The Green Suppliers Network is anextension of our in-house effortsto continuously improve. We see itas a win-win for Steelcase andour suppliers. If wasteand there-fore unnecessary costcan beremoved from our suppliersprocesses, that translates into astronger supply chain, which isgood for both of us.
The Green Suppliers Network pro-gram also enables OEMs to reconnectwith their lower-tier suppliers, with whomthey otherwise might have little contact.The aggregate results achieved by small