Embed Size (px)
Citation preview
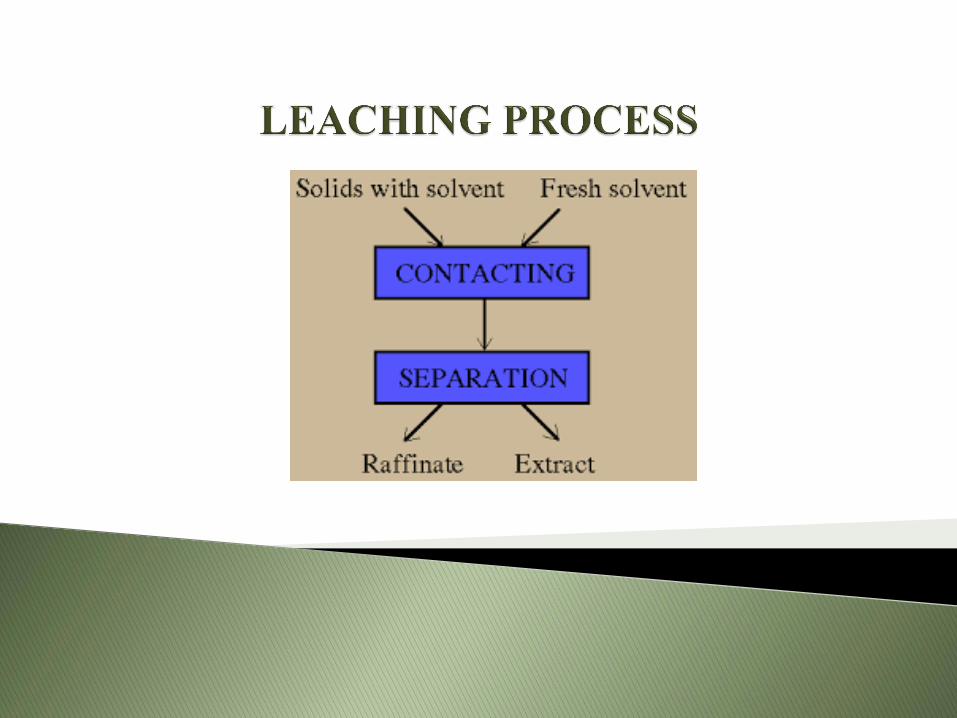
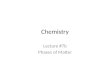
Leaching is a liquid-solid operation. The two phases are in intimate contact, the solute(s) can diffuse from the solid to the liquid phase, which causes a separation of the components originally in the solid. A special leaching process, when an undesirable component is removed from a solid with water, is called washing.
Leaching is widely used in the biological and food processing industries, such as the separation of sugar from sugar beets with hot water, the extraction of oils from peanuts, soybeans, sunflower seeds, cotton seeds, and halibut livers. In pharmaceutical industry, many products are obtained by leaching plant roots, leaves, and stems.
In the metals processing industry, leaching is used to remove the metals from their ores, which contains many undesirable constituents, as solute salts. A good example is gold leaching, gold is leached from its ore using an aqueous sodium cyanide solution.
Generally there are five rate steps in the leaching process:
The solvent is transferred from the bulk solution to the surface of
the solid.
The solvent penetrates or diffuses into the solid (intraparticle
diffusion).
The solute dissolves from the solid into the solvent.
The solute diffuses through the mixture to the surface of the solid
(intraparticle diffusion).
The solute is transferred to the bulk solution.
Step 1 is usually fast. The controlling rate process is generally the
intraparticle diffusion or the dissolving step.
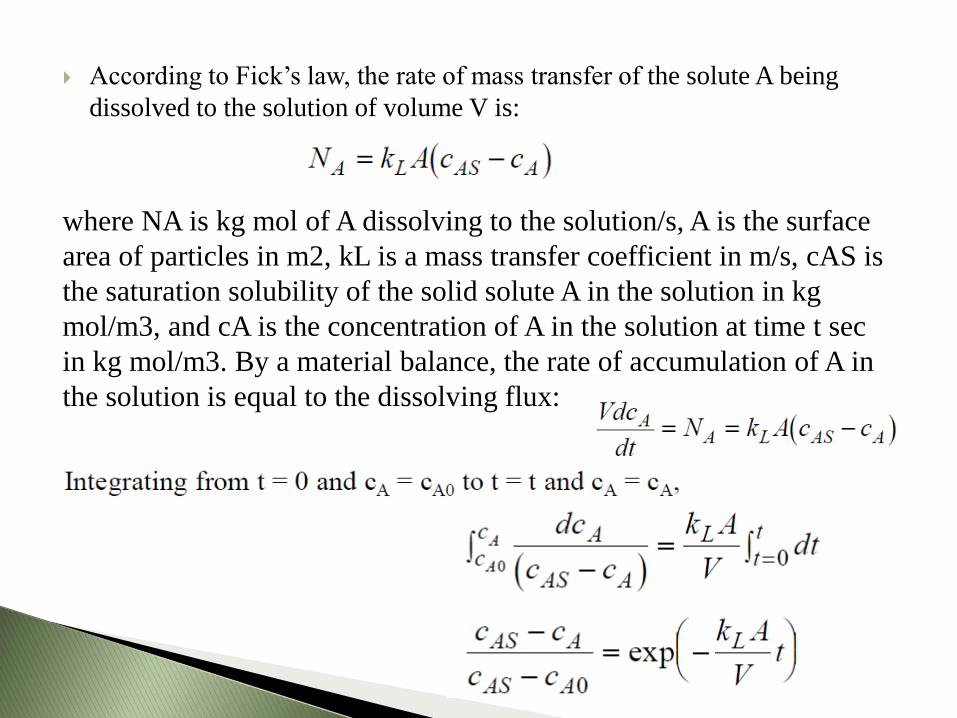
According to Fick’s law, the rate of mass transfer of the solute A being
dissolved to the solution of volume V is:
where NA is kg mol of A dissolving to the solution/s, A is the surface
area of particles in m2, kL is a mass transfer coefficient in m/s, cAS is
the saturation solubility of the solid solute A in the solution in kg
mol/m3, and cA is the concentration of A in the solution at time t sec
in kg mol/m3. By a material balance, the rate of accumulation of A in
the solution is equal to the dissolving flux:
Assumptions in Leaching process:
There is sufficient solvent present so that all the solute in the entering solid can be dissolved into the liquid, equilibrium is reached when the solute is dissolved. Hence, all the solute is completely dissolved in the first stage.
The solid is insoluble
The solution in the liquid phase leaving a stage is the same as the solution remaining with the solid matrix in the settled slurry leaving the same stage (The concentration of oil or solute in the overflow stream is equal to that in the liquid solution)
The settled solid leaving a stage always contains some liquid. This solid-liquid stream is called the underflow or slurry stream. The liquid is called the overflow stream.
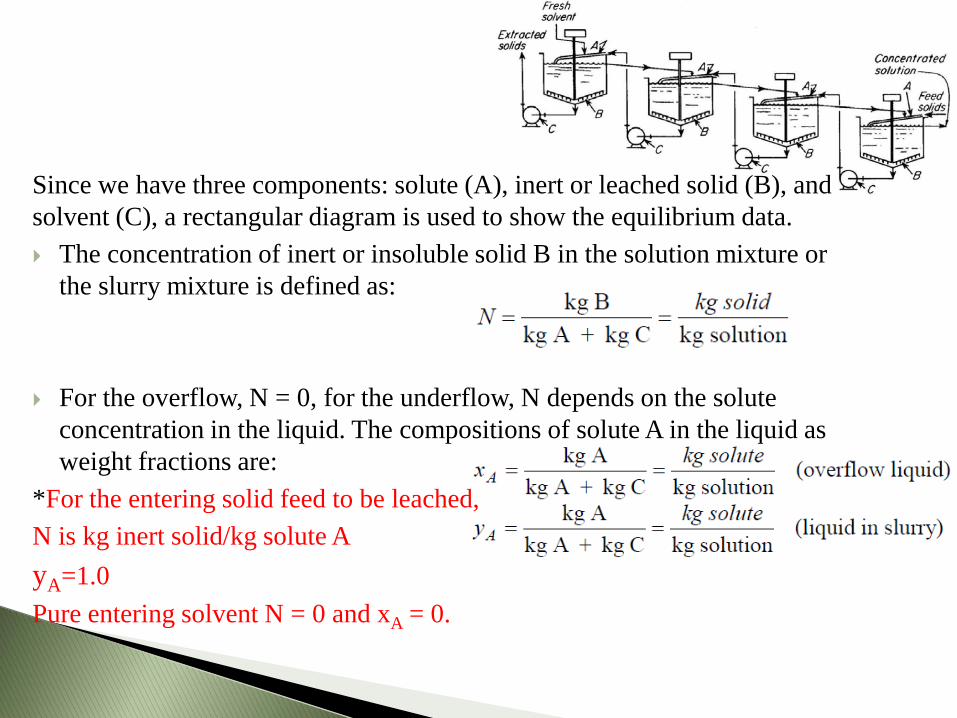
Since we have three components: solute (A), inert or leached solid (B), and
solvent (C), a rectangular diagram is used to show the equilibrium data.
The concentration of inert or insoluble solid B in the solution mixture or
the slurry mixture is defined as:
For the overflow, N = 0, for the underflow, N depends on the solute
concentration in the liquid. The compositions of solute A in the liquid as
weight fractions are:
*For the entering solid feed to be leached,
N is kg inert solid/kg solute A
yA=1.0
Pure entering solvent N = 0 and xA = 0.
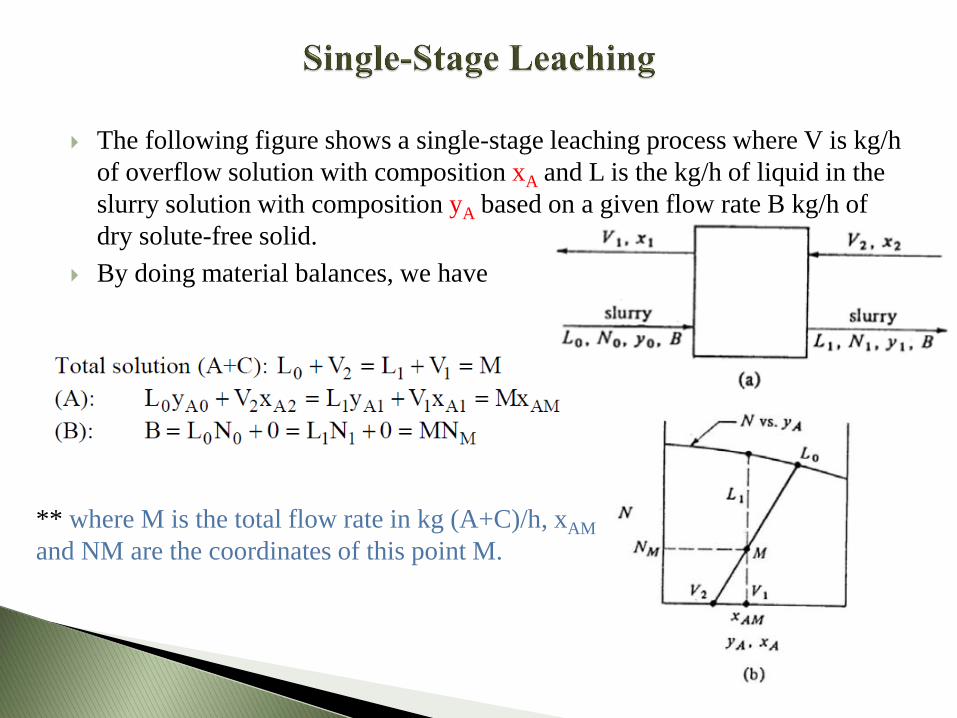
The following figure shows a single-stage leaching process where V is kg/h
of overflow solution with composition xA and L is the kg/h of liquid in the
slurry solution with composition yA based on a given flow rate B kg/h of
dry solute-free solid.
By doing material balances, we have
** where M is the total flow rate in kg (A+C)/h, xAM
and NM are the coordinates of this point M.
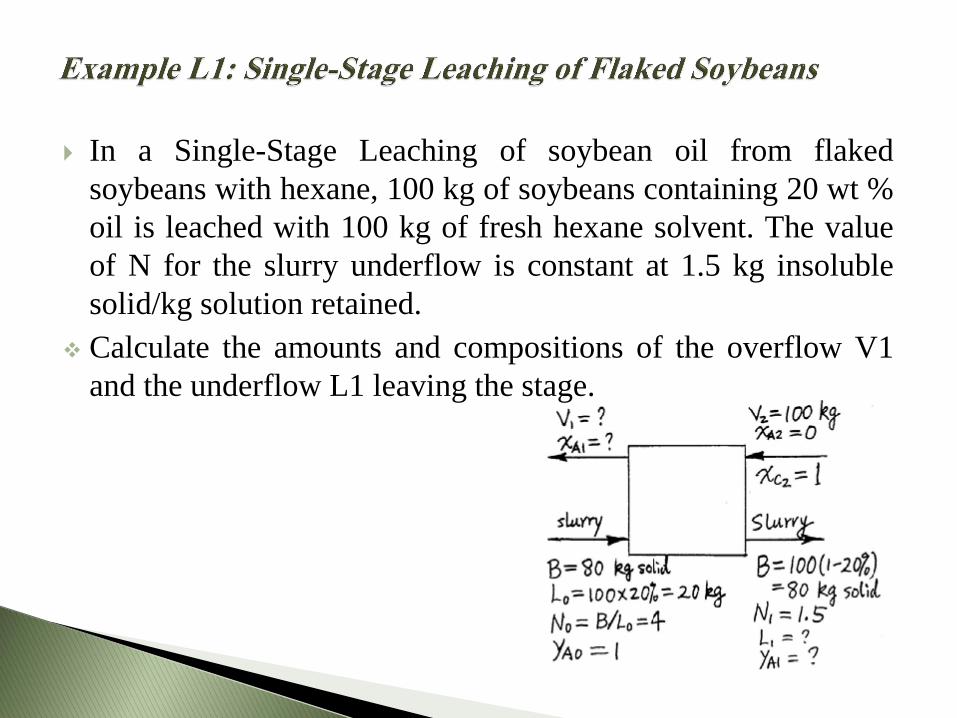
In a Single-Stage Leaching of soybean oil from flaked
soybeans with hexane, 100 kg of soybeans containing 20 wt %
oil is leached with 100 kg of fresh hexane solvent. The value
of N for the slurry underflow is constant at 1.5 kg insoluble
solid/kg solution retained.
Calculate the amounts and compositions of the overflow V1
and the underflow L1 leaving the stage.
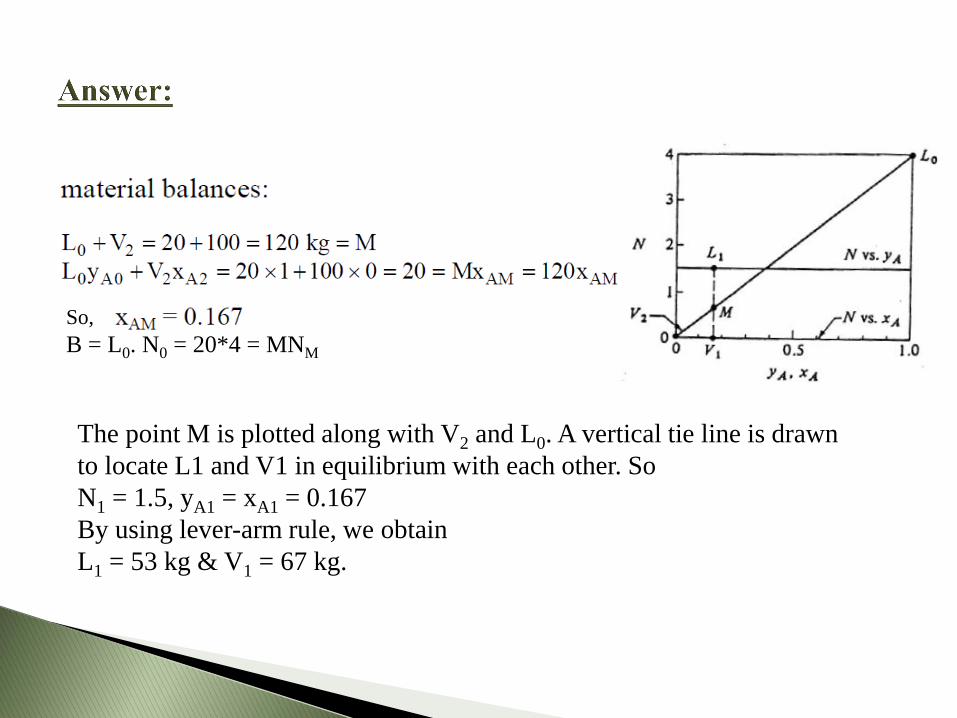
So,
B = L0. N0 = 20*4 = MNM
The point M is plotted along with V2 and L0. A vertical tie line is drawn
to locate L1 and V1 in equilibrium with each other. So
N1 = 1.5, yA1 = xA1 = 0.167
By using lever-arm rule, we obtain
L1 = 53 kg & V1 = 67 kg.
The ideal stages are numbered in the direction of the solids or
underflow stream. The overall balance and the component balance
on solute A give
L0 + Vn+1= Ln + V1
L0yA0 + Vn+1xA,n+1 = LnyA,n+V1xA1
Solving for xn+1 and eliminating Vn+1, the operating line is obtained
as:
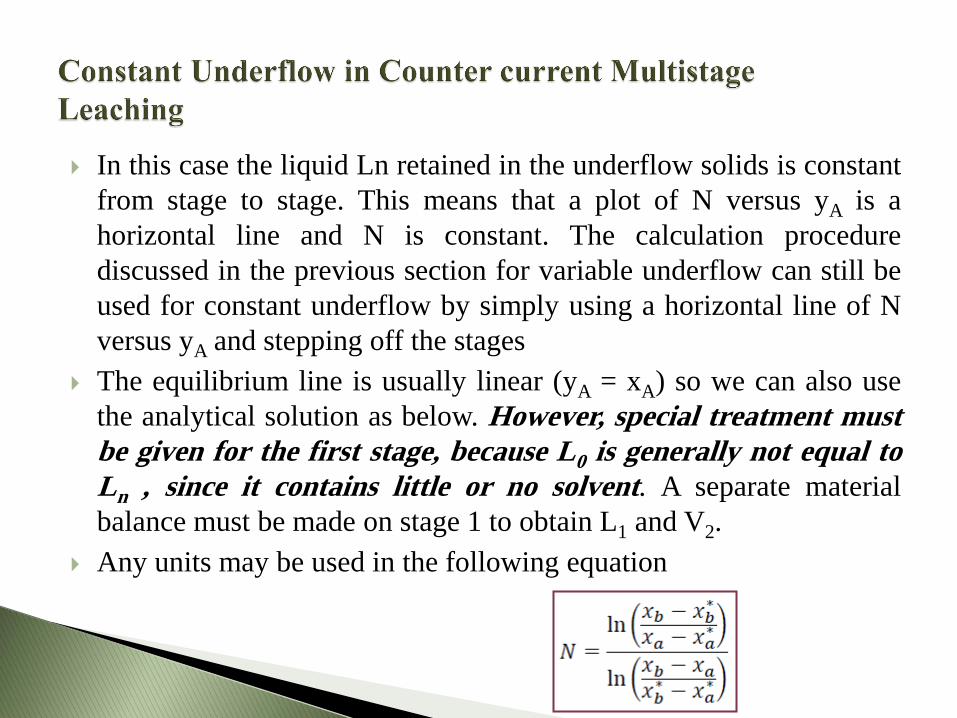
In this case the liquid Ln retained in the underflow solids is constant
from stage to stage. This means that a plot of N versus yA is a
horizontal line and N is constant. The calculation procedure
discussed in the previous section for variable underflow can still be
used for constant underflow by simply using a horizontal line of N
versus yA and stepping off the stages
The equilibrium line is usually linear (yA = xA) so we can also use
the analytical solution as below. However, special treatment must
be given for the first stage, because L0 is generally not equal to
Ln , since it contains little or no solvent. A separate material
balance must be made on stage 1 to obtain L1 and V2.
Any units may be used in the following equation
By extraction with kerosene, 2 tons of waxed paper per day is to be
dewaxed in a continuous countercurrent extraction system that
contains a number of ideal stages. The waxed paper contains, by
weight, 25% paraffin wax and 75% paper pulp. The extracted pulp
is put through a dryer to evaporate the kerosene. The pulp, which
retains the un-extracted wax after evaporation, must not contain
over 0.2 lb of wax per 100 lb of, waxfree, pulp. The kerosene used
for the extraction contains 0.05 lb of wax per 100 lb of (waxfree)
kerosene. Experiments show that the pulp retains 2.0 lb of kerosene
per lb of ,kerosene and wax-free, pulp as it is transferred from cell
to cell. The extract from the battery is to contain 5 lb of wax per 100
lb of, wax-free, kerosene.
How many stages are required?
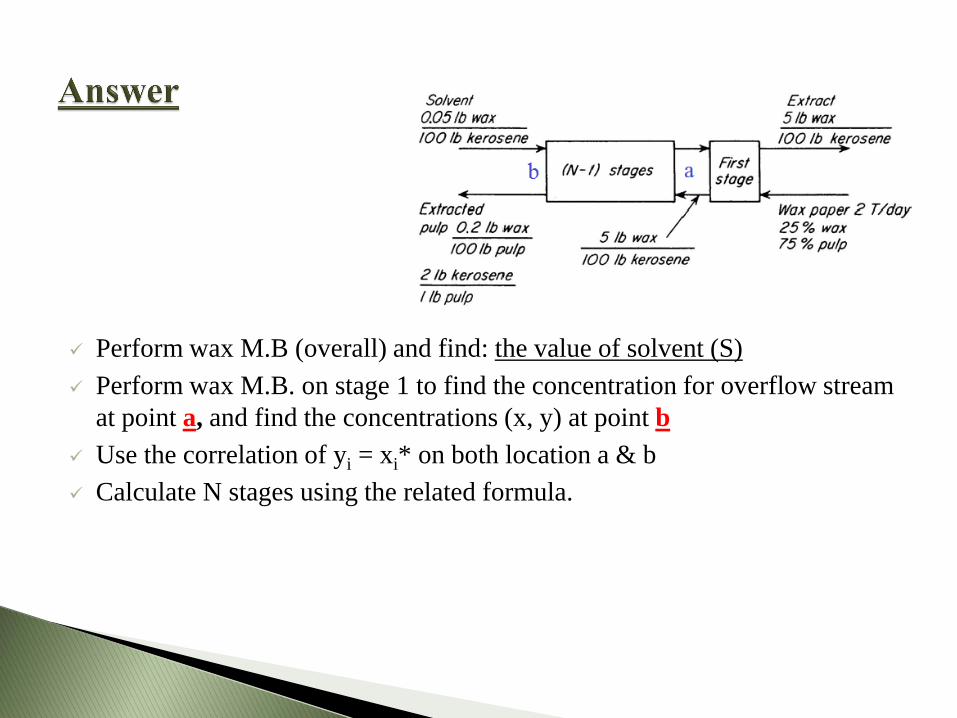
Perform wax M.B (overall) and find: the value of solvent (S)
Perform wax M.B. on stage 1 to find the concentration for overflow stream
at point a, and find the concentrations (x, y) at point b
Use the correlation of yi = xi* on both location a & b
Calculate N stages using the related formula.
Diffusional extraction
In this category almost the entire resistance to mass transfer is in the solid phase.
Extraction of sugar from sugar beat with warm water is an example. In this type of
extraction, the rate of extraction depends on the thickness of the solid material, the
effective diffusivities of the solute in the solid and the concentration of the extracted
solute in the extract solution.
Washing extraction
When the particle size of the solid is very small, the diffusional resistance of the solid
phase becomes negligible and extraction virtually becomes washing the solid with the
solvent. Example of this category is extraction of oil from flakes of oil seeds.
Leaching
In this category one or more constituents are dissolved by chemical reaction. An acid,
an alkali or a complex chemical solution is generally used as solvent. The extraction of
copper or gold using appropriate solvents come under this category.
Chemical extraction
This is similar to leaching but usually refers to solids of organic nature such as gelatin.
A method employs microbes instead of chemical agents for dissolving ores such as
Thiobacillus ferroxidans and T. thermiphile species convert the ores, particularly the
sulphides into soluble sulphates. The process is slow but nonpolluting since no sulphur
dioxide is produced
Industrial equipment for solid–liquid extraction is designed
for batchwise or continuous processing. The method of
contacting solids with solvent is either by percolation of
solvent through a bed of solids or by immersion of the solid
in the solvent followed by agitation of the mixture.
When immersion is used, countercurrent, multistage
operation is common. With percolation, either a stagewise
or a differential contacting device is appropriate. An
extractor must be efficient to minimize the need for solvent
because of the high cost of solvent recovery.
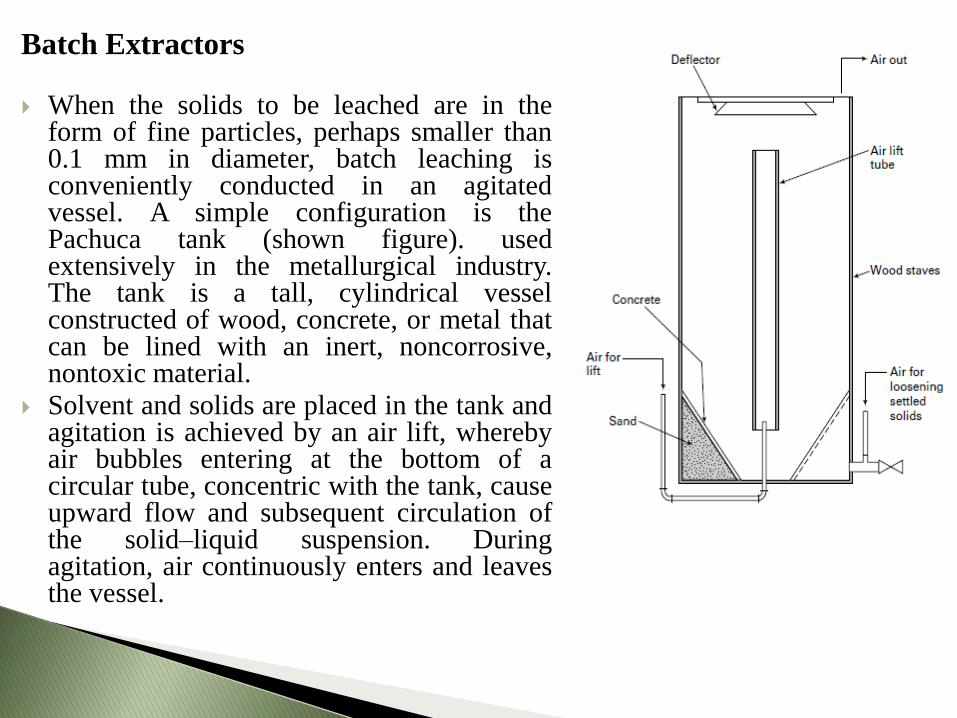
Batch Extractors
When the solids to be leached are in the form of fine particles, perhaps smaller than 0.1 mm in diameter, batch leaching is conveniently conducted in an agitated vessel. A simple configuration is the Pachuca tank (shown figure). used extensively in the metallurgical industry. The tank is a tall, cylindrical vessel constructed of wood, concrete, or metal that can be lined with an inert, noncorrosive, nontoxic material.
Solvent and solids are placed in the tank and agitation is achieved by an air lift, whereby air bubbles entering at the bottom of a circular tube, concentric with the tank, cause upward flow and subsequent circulation of the solid–liquid suspension. During agitation, air continuously enters and leaves the vessel.
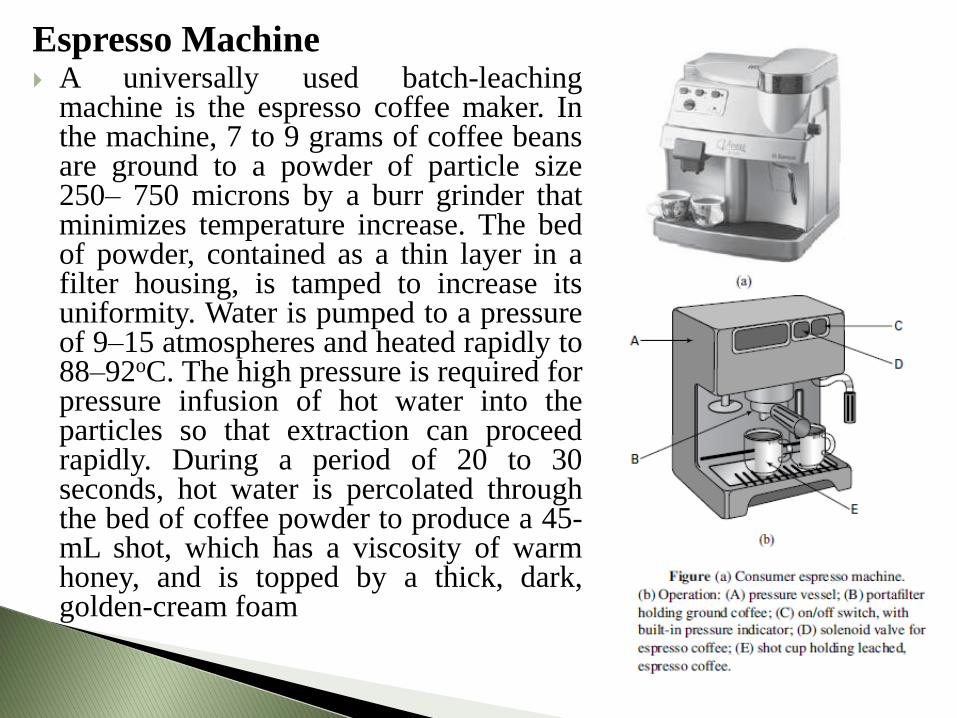
Espresso Machine A universally used batch-leaching
machine is the espresso coffee maker. In the machine, 7 to 9 grams of coffee beans are ground to a powder of particle size 250– 750 microns by a burr grinder that minimizes temperature increase. The bed of powder, contained as a thin layer in a filter housing, is tamped to increase its uniformity. Water is pumped to a pressure of 9–15 atmospheres and heated rapidly to 88–92oC. The high pressure is required for pressure infusion of hot water into the particles so that extraction can proceed rapidly. During a period of 20 to 30 seconds, hot water is percolated through the bed of coffee powder to produce a 45-mL shot, which has a viscosity of warm honey, and is topped by a thick, dark, golden-cream foam
Continuous Extractors
When leaching is carried out on a large scale, it is preferable to use an extraction device that operates with continuous flow of both solids and liquid. Many such patented devices are available, especially for the food industry. Some of the widely discussed extractors are shown schematically in Figure 16.4. These differ mainly with respect to the manner in which solids are transported and the degree to which agitation of solid–liquid mixtures is provided.
According to Schwartzberg, several extractors described in the
literature are now either obsolete or infrequently used because of various limitations, including ineffective contacting of solid and liquid phases, bypassing, and fines entrainment.
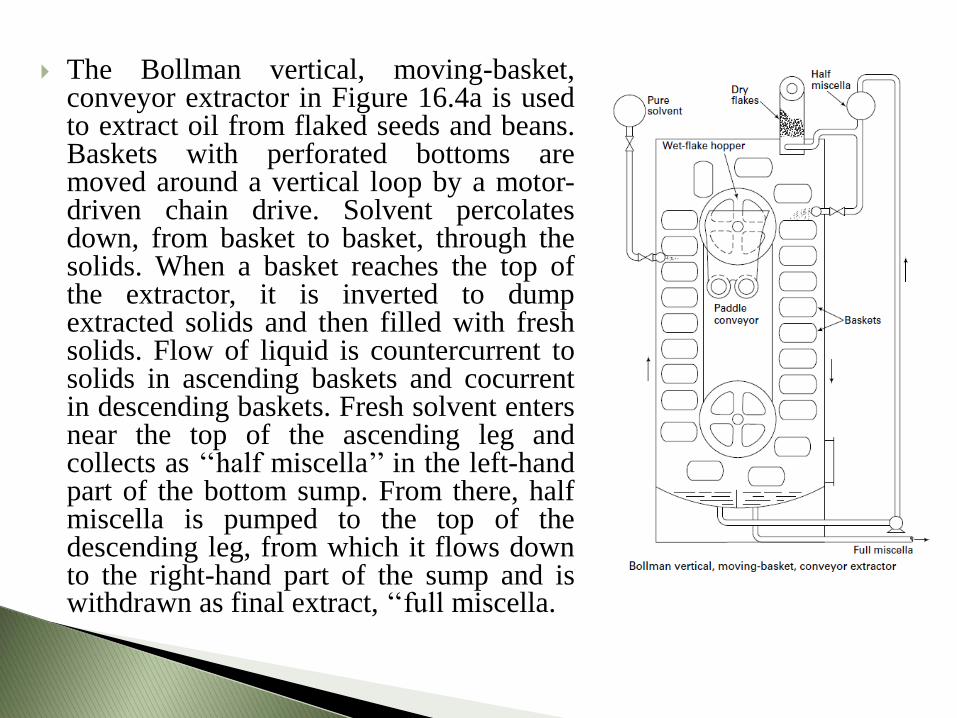
The Bollman vertical, moving-basket, conveyor extractor in Figure 16.4a is used to extract oil from flaked seeds and beans. Baskets with perforated bottoms are moved around a vertical loop by a motor-driven chain drive. Solvent percolates down, from basket to basket, through the solids. When a basket reaches the top of the extractor, it is inverted to dump extracted solids and then filled with fresh solids. Flow of liquid is countercurrent to solids in ascending baskets and cocurrent in descending baskets. Fresh solvent enters near the top of the ascending leg and collects as ‘‘half miscella’’ in the left-hand part of the bottom sump. From there, half miscella is pumped to the top of the descending leg, from which it flows down to the right-hand part of the sump and is withdrawn as final extract, ‘‘full miscella.
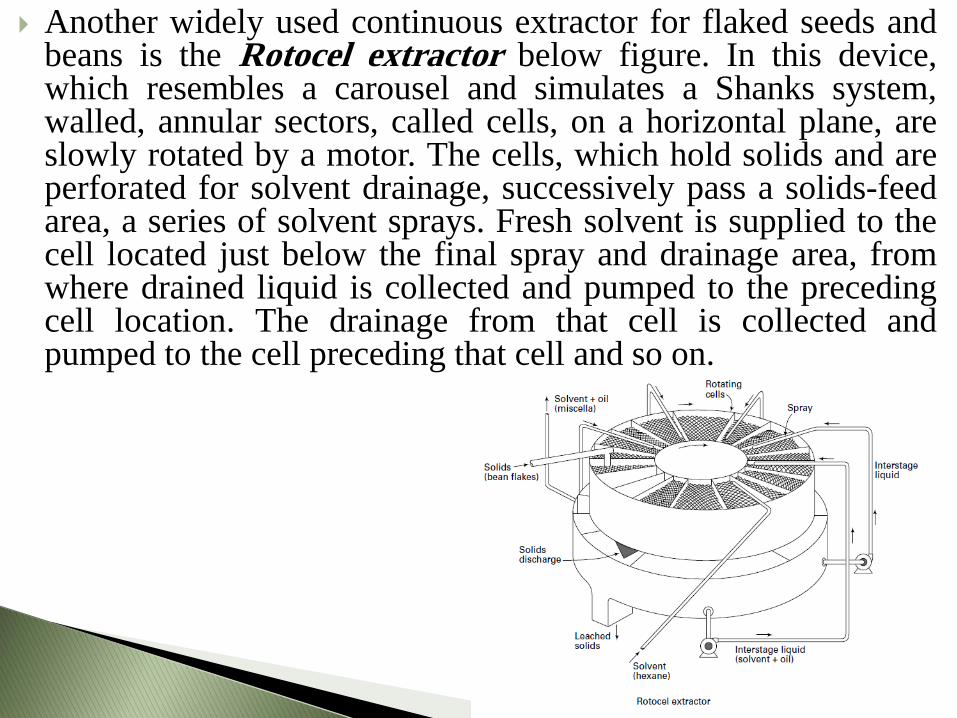
Another widely used continuous extractor for flaked seeds and beans is the Rotocel extractor below figure. In this device, which resembles a carousel and simulates a Shanks system, walled, annular sectors, called cells, on a horizontal plane, are slowly rotated by a motor. The cells, which hold solids and are perforated for solvent drainage, successively pass a solids-feed area, a series of solvent sprays. Fresh solvent is supplied to the cell located just below the final spray and drainage area, from where drained liquid is collected and pumped to the preceding cell location. The drainage from that cell is collected and pumped to the cell preceding that cell and so on.


![Liquid Crystalline Phases of DNA-1rudi/sola/LC-DNA.pdf2 Liquid crystalline phases of DNA 2.1 Liquid crystal phases [5] Liquid crystals (LCs) are a state of matt er that has properties](https://img.pdfslide.us/doc/110x75/5eb9ec2c5545583d214c3e3c/liquid-crystalline-phases-of-dna-1-rudisolalc-dnapdf-2-liquid-crystalline-phases.jpg)