-
8/6/2019 Irving Tisuue - Team PK
1/26
Submitted To: Professor Benny MantinDate Submitted: December 6,
2009
MSCI 432: Applied Term
ProjectA case study on Irving TissueTeam PK
Prepared By: Team PKMatt Li - 20215251
Jung-Youn Moon - 20242261Winnie Phung20203794Martin Taylor -
2010111
-
8/6/2019 Irving Tisuue - Team PK
2/26
MSCI 432: Applied Term Project Team PK
Table of Contents
1. Executive Summary
...............................................................................................................
1
2. Goals and Objectives
.............................................................................................................
2
3. Project Scope
.........................................................................................................................
2
4. Company Overview
...............................................................................................................
2
5. Industry Analysis
...................................................................................................................
2
6. Customer Analysis
.................................................................................................................
3
7. Competitive Analysis
.............................................................................................................
3
8. Manufacturing
Process...........................................................................................................
4
9. Process-Product Type
............................................................................................................
510. Production Workflow
Analysis............................................................................................
6
11. Bottleneck Analysis
.............................................................................................................
7
12. Demand Forecasting
............................................................................................................
9
13. Optimal Inventory
..............................................................................................................
16
14. Safety Stock
.......................................................................................................................
17
15. Overall Conclusions and Recommendations
.....................................................................
19
16. Appendix AWorkflow Diagram
....................................................................................
21
17. Appendix BForecasting Calculations
............................................................................
22
18. Appendix COptimal Inventory Calculations
.................................................................
23
19. Works Cited
.......................................................................................................................
24
-
8/6/2019 Irving Tisuue - Team PK
3/26
MSCI 432: Applied Term Project Team PK
1 | P a g e
Executive Summary
Throughout this report, we intend to address managements
concerns regarding demandforecasting and the possibility of
reducing inventory levels. By focusing on a tight project scope
of select Royale bathroom tissue products produced by the
Toronto plant, we are able to applyconcepts from MSCI432 to provide
recommendations for Irving Tissue going forward.
Given feedback that production lines in the Toronto plant are
currently operating at around 95%capacity, a bottleneck analysis
was conducted using limited data and found that a superiorwinding
machine in a production line could better facilitate the production
of SKUs with highersheet counts. By implementing this upgrade on
one line and focusing all such productions there,resources could be
freed up in the other lines.
Since Irving Tissue produces to next months forecasted demand,
statistical forecasting wouldfit. By analyzing simple moving
averages (SMA), exponential smoothing (ES), Holts andWinters
methods of forecasting, we recommend that 6 month SMA be used for
forecastingmedium-low level demand SKUs, and ES with an alpha of
0.8 be used for forecasting highdemand SKUs. While these methods
outperformed the current method of sales force composite,they fared
worse in aggregate forecasting across multiple SKUs, suggesting
that sales forcecomposite is still more accurate at the higher
level and for longer term planning.
Calculations of optimal Economic Order Quantity (EOQ) and Safety
Stock (SS) showed thatexisting inventory levels are not far from
optimal, and thus that there could be costs associatedwith forcibly
reducing inventory levels in the future.
Goals and Objectives
Background analyses concerning the company, the industry, its
customers, and its productionprocess are included within the
report, along with a brief production bottleneck analysis. Thegoal
of this project, however, is to address the specific issues of
Irving Tissue regarding theirdemand forecasting and inventory
management.
Irving Tissue is currently in the process of substantially
revamping their production and supplychain management systems, with
the hopes of improving inventory turnover from its currentlevels of
12 turns per year to a target of 18 turns. As part of this
initiative, management hasidentified demand forecasting as a key
area for improvement.
Contrary to intuition, it has been historically proven to be
very tricky to accurately forecastdemand for bathroom tissue
products, despite it being a very staple consumer product. Under
thecurrent method of sales force composites, forecast accuracy
tends to be around 60%, withsubstantial difference in accuracy
levels between SKUs.
As part of the improvement process, management is considering
implementing a complexforecasting system, and wishes to evaluate
the effectiveness of general statistical forecastingmethods as a
test of viability. This will be the focus of our applied project,
along with otheranalyses related to the overall goal of increasing
inventory turns.
-
8/6/2019 Irving Tisuue - Team PK
4/26
MSCI 432: Applied Term Project Team PK
2 | P a g e
Inventory levels can be thought of as a combination of
production cycle stock and safety stock.In order to reduce
inventory and therefore increase inventory turns, this report will
calculate theappropriate safety stock levels, as well as the
optimal production size, which affects cycle stock.
Project Scope
The project will be limited to the activities directly involved
in production of Royale bathroomtissue at the Toronto plant of
Irving Tissue Canada. Furthermore, given more than 100
separateRoyale bathroom tissue SKUs and 5 complete lines of
production in the Toronto plant, theanalysis will only cover a
selection of SKUs, chosen primarily for having sufficient data and
arerepresentative of different volume level products.
Company Overview
Irving Tissue began in 1988 and since then has grown to become
one of North America's leadingtissue manufacturers, with facilities
in Dieppe, New Brunswick, Toronto, Ontario and FortEdward, New
York. The company manufactures various paper tissue products such
as bathroomtissue, facial tissue, paper towels and paper napkins,
with all products made from 100% virginwood fibre. In addition, the
company manufactures products under the Majesta and Royale brandin
Canada. Irving Tissue has ample export experience, through various
geographic markets,including Japan, Norway, Sweden, and Hong
Kong.
The companys vision is To be the leading premium private label
tissue supplier in NorthAmerica, the #1 consumer tissue company in
Canada and have the #2 facial tissue brand in the
U.S. (Irving Tissue) Irving Tissue is extremely proud of their
safety record and has beenrecognized both nationally and
internationally for their practices and performance. As well,
thecompany is committed to producing quality tissue products
through responsible forestmanagement.
Industry Analysis
In general, toilet paper manufacturing is categorized under the
Sanitary Paper ProductManufacturing national industry. The three
most important categories for manufacturing costsinclude the cost
of materials and supplies, the cost of energy, water and vehicle
fuel, and
production worker wages. Manufacturing costs in the Sanitary
Paper Product Manufacturingnational industry were dominated in 2007
by the costs of materials and supplies. When takinginto account
that these costs are the major factor in its manufacturing
activities, this industry isvulnerable to any fluctuation in the
prices of materials and supplies. (Industry Canada) To thisend,
Irving Tissue has achieved extensive vertical integration, from
owning timberland toproducing pulp to synergizing with sister
company Midland for logistics, which shields themfrom fluctuations
in sourcing costs.
-
8/6/2019 Irving Tisuue - Team PK
5/26
-
8/6/2019 Irving Tisuue - Team PK
6/26
MSCI 432: Applied Term Project Team PK
4 | P a g e
Flexibility: As a result of the standardization of products,
they have less variety andcustomization of products. Instead, they
have the organizational capability of adjusting tounexpected
changes in the demand of the product because they have control over
the processfrom beginning to end.
Competitors in Canada
Cascades Inc(Cascades - Premium and Enviro Brands)(Horizon and
North River)
http://www.cascades.com/_home
- Located in Montreal, Quebec- Known for its environmental
practices, providing a greenfriendly manufacturing process using
recycled materials- Serve the industrial market with jumbo and
standardbathroom tissue as well as the consumer market
Kimberly Clark/Scott Tissue(Cottonelle and Scott Household
Tissue)
http://www.kimberly-clark.com/
- Located in Dallas Texas- No Canadian Operations- The world's
largest paper tissue producer- Purchased Scott Tissue Brands- Offer
both a beauty sensitivity brand as well as ahousehold brand-
Largely virgin producer, using the highest concentrationof
non-recycled products
Kruger Products(Cashmere, Purex, Swan, Soft & Pure
Premium)
http://www.kruger.com/index_en.html
- Located in Montreal, Quebec- Manufacturing capability of 250
000 Metric Tons ofBathroom Tissue- The Tissue Products business
unit includes the fourKruger Products mills in Canada and one mill
and threeconverting plants in the United Kingdom. The KrugerFamily
interests include tissue mills in Venezuela andColombia.- Purchased
Scott Paper Limited in 1997 through
acquisition
Proctor and Gamble(Charmin)
http://www.pgpro.com/Default.aspx?tabid=139
- Head office located in Toronto, Ontario- Produce one brand of
toilet paper at different quality andselling points eg. ultra and
basic- Manufacturing mainly in United States but havedistributing
operations in Canada
Grocery Stores - Own proprietary brands- Usually value product
offering
Manufacturing Process
Raw MaterialsToilet paper is generally made from new or "virgin"
paper, using a combination of softwood andhardwood trees. Softwood
trees such as Southern pines and Douglas firs have long fibers
thatwrap around each other; this gives paper strength. Hardwood
trees like gum, maple and oak haveshorter fibers that make a softer
paper. Toilet paper is generally a combination of approximately70%
hardwood and 30% softwood.
http://www.cascades.com/_homehttp://www.cascades.com/_homehttp://www.kimberly-clark.com/http://www.kimberly-clark.com/http://www.kruger.com/index_en.htmlhttp://www.kruger.com/index_en.htmlhttp://www.pgpro.com/Default.aspx?tabid=139http://www.pgpro.com/Default.aspx?tabid=139http://www.pgpro.com/Default.aspx?tabid=139http://www.kruger.com/index_en.htmlhttp://www.kimberly-clark.com/http://www.cascades.com/_home
-
8/6/2019 Irving Tisuue - Team PK
7/26
MSCI 432: Applied Term Project Team PK
5 | P a g e
Process-Product Type
While Irving Tissue converts the paper into various tissue
products, they use assembly line orflow shop to meet high volume
demands of few major products, such as paper towels andbathroom
tissue. Therefore, Irving Tissue is currently operating in the
appropriate portion of thematrix.
-
8/6/2019 Irving Tisuue - Team PK
8/26
MSCI 432: Applied Term Project Team PK
6 | P a g e
Production Workflow Analysis
See Appendix A for the workflow diagram.
Inputs needed for the production of bathroom tissue includethe
tissue itself, as well as cardboard tubes for the inner coreof each
roll, and glue in the production of said cardboardtubes, attaching
the tissue to the tubes as well as sealing theend to prevent
unraveling.
The process begins when parent rolls (see right) arrive fromthe
lumber and pulp processing mill in Dieppe, NB, and arestored
on-site to be used in the production of bathroomtissue.
Being large single ply rolls of tissue at this stage, it is
often the case that some of these delicaterolls become damaged
during transit. Prior to production, a visual inspection is made,
and wherethere are tearing or otherwise damage to parent rolls, the
superficial layers are peeled off untilonly undamaged sheets
remain, and the damaged sheets are reprocessed onsite into
pulp.
The pulp is then used to create cardboard strips, which are fed
into a machine that glues andwinds them into continuous tubes later
to be cut into 65 logs. These logs in turn will be used asthe core
of the toilet paper rolls.
When the time comes for production, parent rolls are loaded in
preparation for the beginning ofthe automated process via forklifts
and special machinery. The machines are set up to handle the
production of at least 2 ply (2 parent rolls loaded
concurrently) bathroom tissue, with some linescapable of producing
3 ply SKUs.
Once properly set up, the winder feeds both parent rolls into an
embossing machine whichpresses the 2 layers together while setting
the Royale imprint pattern onto the paper. This is thendirectly fed
to a winding machine which glues the paper onto the cardboard tubes
and thenrapidly spins these logs until the specified size of the
roll has been reached. A cutter then cutsthe roll off from the
winder, and moves the log through a conveyer system which also
seals theend of the roll with glue before delivering it to the log
saw.
There, a circular saw cuts up the logs of toilet paper into the
standard 4 rolls, and then passes
them through a filter where the ends of the logs, or any rolls
thinner than 4 are rejected andcollected to be turned back into
pulp, which would then be used to create additional cardboardtubes.
It is estimated that around 5% of each log would be rejected at
this stage.
Now in the standard sizes, the rolls are collected into
predetermined sizes depending on theSKU, and are automatically
packaged with the corresponding transparent plastic packaging.
Ifapplicable, they are then further packaged into cases before
exiting this stage.
-
8/6/2019 Irving Tisuue - Team PK
9/26
MSCI 432: Applied Term Project Team PK
7 | P a g e
Finally, the conveyer system drops them off to be manually
loaded onto shipping pallets, and theproducts are then ready for
delivery. The only manual steps in the process are the loading of
theparent rolls and the final pallet packing.
Bottleneck Analysis
Analysis MethodologyUnfortunately, we are unable to obtain the
capacity of each stage of production, which makesaccurate analysis
of bottleneck capacity difficult, but we were able to obtain the
throughputspeed of each SKU on each production line. Thanks to the
homogenous nature of bathroomtissue as well as the highly
mechanized process, we can analyze the difference in
throughputspeeds between producing different SKUs on the same
machine line. The 2 variables that we cananalyze are sheet count
(how thick the rolls are) and roll count (how many rolls are in a
SKUpackage). For the sake of comparability and simplicity, only the
throughput rates of line 156 will
be examined here.
Roll CountSince the roll count per SKU package only becomes a
factor at the packaging stage, its a goodidentifier for whether the
packaging stage is a potential bottleneck. Our analysis assumes
thatpackaging throughput speed is directly related to the number of
rolls per SKU, and the smallerthe number of rolls, the more SKUs
that have to be packed for one case of the same size to befilled.
To clarify: the number of rolls inside a case does not actually
change, but the number ofpackaging per case increases with smaller
package SKU size (more small packages versus fewerlarge packages),
thus theoretically leading to slower throughput speeds per
case.
Data Analysis
Table 1
As shown in the relevant data in Table 1, a change in SKU roll
count (from 12 to 24 in the firstpair, from 24 to 32 in the second)
does not actually have any impact upon the throughput speed(180
cases/hr). We can therefore conclude that for line 156, the
packaging stage is not abottleneck in the selected range of 12-32
rolls, or put in another way, requiring 3-8 separatepackagings per
case.
Sheet CountAll other variables kept equal, a change in sheet
count (resulting in a thicker roll) would indicatethat it takes
longer on the winding stage. If the winding stage is a bottleneck,
throughput rates
Product # Description 155 Line 156 line 143 Line
60383-81727 PRE BRT 140 12R 2PLY 8/CS 179 180
60383-81728 PRE BRT 140 24R 2PLY 4/CS 179 180
55742-33957 COM BRT 198 24R 2PLY 4/CS 180
55742-33958 COM BRT 198 32R 2PLY 3/CS 180
LINE SPEEDS (CPHr)
-
8/6/2019 Irving Tisuue - Team PK
10/26
MSCI 432: Applied Term Project Team PK
8 | P a g e
should drop as sheet count doubled, possibly by as much as 2
times if the lower sheet count wasalready presenting a
bottleneck.
Data AnalysisUnfortunately, there are not many SKUs which keep
the roll count the same while changingsheet count (same number of
thicker rolls would increase case size), but an example can befound
in Table 2 below:
Table 2
Here it seems that from a 140 sheet count SKU to a 280 sheet
count SKU, there appears to be adrop in throughput rate consistent
with our hypothesis of slower speed for higher sheet count.
Note that in Table 1, throughput rate remained at 180 even for
SKUs having 198 sheets. Thiswould lead us to conclude that given
our data, somewhere between 198 sheets and 280 sheets,the winding
stage has become the bottleneck of the process for line 156, with a
capacity rate of108 cases per hour at 280 sheets per roll.
Higher Sheet Count Offset by Smaller CaseThrough the course of
our data analyses, we were able to find a circumstance where from
onerelated SKU to another, a doubling of sheet count was combined
with only half of the roll countper SKU. This would lead to a case
where, assuming the winder operated at the same efficiency,the
twice as long time to wind a log would be offset by the case only
containing half as manyrolls, therefore theoretically taking the
same time for both SKU cases. Since weve establishedthat the
packaging stage is not a bottleneck between the ranges of 3-8
packages per case, the onlystage affected is the sawing stage,
which only has to saw half as many logs with the highersheet count
SKU.
Data Analysis
Table 3
As the pair of SKU data point out in Table 3, what was
previously perceived to be the fastestthroughput rate of 180
increased to 225 cases per hour when the number of saw cuts
werereduced. As shown in Product # 60383-81727 in Table 1, there
are other SKUs with 12 rolls perSKU, but for that SKU there was 8
SKUs per case, a case required a cutting up of a total of 96rolls
(12*8). For Product # 57315-13532, a case requires only a cutting
up of 48 rolls. From this,we can conclude that at 96 rolls per case
the sawing stage becomes a bottleneck with a maximumcapacity of 180
cases per hour.
Product # Description 155 Line 156 line 143 Line
63435-64048 GRE BRT 140 24R DRP 2PLY 179 180
63435-64052 GRE BRT 280 24R DRP 2PLY 108
LINE SPEEDS (CPHr)
Product # Description 155 Line 156 line 143 Line
57316-13531 COO BRT 176 24R 2PLY 4/CS 179 180
57316-13532 COO BRT 352 12R 2PLY 4/CS 208 225
LINE SPEEDS (CPHr)
-
8/6/2019 Irving Tisuue - Team PK
11/26
MSCI 432: Applied Term Project Team PK
9 | P a g e
Implications of our FindingsWith our limited data, we can
ascertain that of the four key stages of embossing, winding,sawing,
and packaging, depending on the SKU being produced, different
stages can becomebottlenecks. The embossing and winding stages have
to go at the same speed due to one feedingdirectly into the other,
so it is hard to determine if the maximum capacity of SKUs coming
out ofthese two stages is due to the maximum capacity of the
embossing section or the windingsection.
Nevertheless, it appears that due to constraints either in the
embossing or winding machine, thewinding stage for line 156 has a
bottleneck capacity of 108 cases per hour when producing SKUswith
sheet counts of 280. If this bottleneck is increased by producing
SKUs with lower sheetcounts, the throughput speed increases to 180
cases per hour, which appears to be the bottleneckspeed of the
sawing section. If this is further lifted to reduce the number of
sawing needed, itcould go up to 234 cases per hour. Due to
limitations in data, we cannot ascertain whethersawing is still a
bottleneck at 96 rolls per case and 234 cases per hour, or another
stage has
become the new bottleneck.
In terms of recommendations, if there are considerable demand
for SKUs with high sheet counts(so called double roll SKUs),
upgrade a line with superior embossing and winding machinery,and
produce all high sheet count SKUs on that line to best free up time
elsewhere. Similarly,more advanced sawing equipment could be
procured if the cost-benefit analysis is favorable toraise capacity
at that stage.
Demand Forecasting
Current Forecasting MethodIn talking with managers at Irving
Tissue, they indicated that the primarily means of
productionforecasting was done by their sales department. This
forecasting method primarily relies ofqualitative sales information
and experience, or more specifically a sales force composite
methodof forecasting. This method did an adequate job tracking the
trend, but had a tendency tomisestimate some months drastically.
The month of May 2009 demonstrates this effect.
Purpose of Improving MethodThe purpose of forecasting is to
minimize both holding and setup costs. When demand is
carefully matched to production the greatest level of
profitability can occur as the optimumordering size is realized. In
our proposal, we indicated that we would attempt more
objectiveforecast methods to determine if we could improve on their
subjective methods. Management hasindicated in the past that they
are now looking into alternative ways to forecast but are wary
ofthe actual results when compared to the costs that are
involved.
-
8/6/2019 Irving Tisuue - Team PK
12/26
MSCI 432: Applied Term Project Team PK
10 | P a g e
Data AvailableData that is available for this project includes
actual monthly production quantities between theperiods of January
2007 and June 2009. We have also obtained sales forecasts for the
year 2009up to July. Going forward, we will calculate how accurate
their forecasts have been in the year2009, and compare them against
a number of measures to see if any seasonal or objectivemethods
perform better. We will also test these forecasting methods against
2008 data (wherepossible) to further assess the viability of these
methods. Furthermore, we will be testing both ahigh demand product
(24 rolls) and a low demand product (16 rolls), as well as
performingaggregate forecasting on the entire Royale line to get a
truer sense of the viability of ourmethods.
The following forecasting methods will be employed:1. Moving
Average (3 month, 6 month, 12 month)2. Exponential smoother (Moving
Average (3 month, 6 month, 12 month)3. Exponential smoother (
adjusted)4. Holts Method (initialized through linear aggression)5.
Winters Method (using seasonal data from 2007 and 2008 to predict
2009)
Measuring ErrorSince our goal is to minimize the amount of
additional units produced, we will use MeanAbsolute Difference
(MAD) as our primary basis of measuring error. We will also
considerMean Absolute Percentage Error (MAPE) to get a sense if
some methods lend themselves betterto low and high demand products.
The results of our methods can be found below:
-
8/6/2019 Irving Tisuue - Team PK
13/26
MSCI 432: Applied Term Project Team PK
11 | P a g e
Low Demand (Royale 16 Rolls):
*For a detailed explanation of method calculation, please see
Appendix B
Jun-09 May-09 Apr-09 Mar-09 Feb-09 Jan-09
Actual 17,790 17,318 18,135 26,876 16,276 13,315
Sales Force Composites
Forecast 28,000 40,000 18,000 31,000 22,000 25,000
Error 10,210 22,682 135 4,124 5,724 11,685
MAD 9,093
MAPE 54.6%
MA MethodMA (6 month) 17,442 18,252 17,045 20,532 19,069
20,113
Error 349 934 1,090 6,344 2,793 6,798
MAD 3,051
MAPE 17.5%
ES Method
ES (0.4) 18,686 19,597 20,572 16,370 16,433 18,511
Error 896 2,279 2,437 10,506 157 5,196
MAD 3,578
MAPE 18.5%
Holts Method
(=0.2, =0.2) 17,136 17,496 15,794 16,870 18,925 21,360
Error 654 178 2,341 10,006 2,649 8,045
MAD 3,979
MAPE 21.9%
Winters Method
(=0.2, =0.2, =0.1) 22,255 25,331 28,862 23,838 32,174 21,410
Error 4,465 8,013 10,727 3,038 15,898 8,095
MAD 8,372
MAPE 50.0%
Royale (16 Rolls)
-
8/6/2019 Irving Tisuue - Team PK
14/26
MSCI 432: Applied Term Project Team PK
12 | P a g e
High Demand (Royale 24 Rolls):
*For a detailed explanation of method calculation, please see
Appendix B
Jun-09 May-09 Apr-09 Mar-09 Feb-09 Jan-09
Actual 132,774 120,313 63,379 70,071 46,502 37,040
Sales Force Composites
Forecast 75,000 95,000 80,000 85,000 82,000 83,000
Error 57,774 25,313 16,621 14,929 35,498 45,960
MAD 32,683
MAPE 52.1%
MA Method
MA (12 month) 74,407 69,742 70,824 69,937 73,255 77,135
Error 58,367 50,571 7,445 134 26,753 40,095
MAD 30,561
MAPE 44.0%
ES Method
ES (0.8) 109,005 63,775 65,360 46,517 46,576 84,718
Error 23,769 56,538 1,981 23,554 74 47,678
MAD 25,599
MAPE 38.4%
Holts Method
(=0.1, =0.1) 86,256 87,368 87,595 90,271 93,809 91,269
Error 46,518 32,945 24,216 20,200 47,307 54,229
MAD 37,569
MAPE 62.9%
Winters Method
(=0.2, =0.2, =0.1) 100,695 66,005 65,449 62,397 77,534
67,869
Error 32,079 54,308 2,070 7,674 31,032 30,829
MAD 26,332
MAPE 38.9%
Royale (24 Rolls)
-
8/6/2019 Irving Tisuue - Team PK
15/26
MSCI 432: Applied Term Project Team PK
13 | P a g e
Evaluation of Sales Force MethodLow Demand- As mentioned above,
this method does an adequate job tracing the trend of lowdemand
tissue paper. Results in May, however have severely skewed the
measure of error. Intalking with managers, what happened in the
month of May was a promotional price offeringestimated to drive
sales. However, actual results did not perform as well as expected.
We believethat this may be due to lurking variables involved in the
tissue industry. In particular, we havedetermined that this
underperformance was due to a similar lower price offering which
causedthe sales to fall below expectation.
High Demand - In the month of May, it appears the opposite has
happened in the high demandmarket compared to the low demand.
During May, the sales department has underestimated theeffect of
the promotional price. This also suggests that other lurking
variables are influencingtheir accuracy. In addition, salespeople
may be unable to accurately quantify the relationshipbetween sales
and promotions. Finally, they give a static forecast indicated
potential laziness.
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
45,000
Jan-09 Feb-09 Mar-09 Apr-09 May-09 Jun-09
Lower Demand: 16 Roll Royale
Actual
MA (6 month)
Sales Force
0
20,000
40,000
60,000
80,000
100,000
120,000
140,000
Jan-09 Feb-09 Mar-09 Apr-09 May-09 Jun-09
Higher Demand: 24 Roll Royale
Actual
ES (0.8)
Sales Force
-
8/6/2019 Irving Tisuue - Team PK
16/26
MSCI 432: Applied Term Project Team PK
14 | P a g e
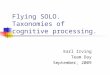
Results of Forecast Methods for Low DemandAs you can see from
above, the 6-month moving average method gives the lowest error for
thelow demand product. This suggests that there is no prevalent
trend in this product. This may bebecause the product is usually
bought by a niche market who does not buy in bulk for costsavings
or in low amounts for storage convenience or to control for
perceived ware.Interestingly, as we expanded the measure to include
forecasting for 2008, we found expandingthe forecast to the
12-month moving average generated more accurate results. In
addition to ourfindings, we found that this product is less subject
to seasonal forecasts methods like winters.This further suggests
that there is no seasonal trend and demand is relatively static,
with theexception of shock promotional pricing. Holts method
performed particularly bad, indicating nogeneral linear trend.
The end result was a reduction in MAD of 6,042 units simply by
applying this low cost method.
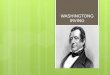
Results of Forecast Methods for High Demand
In forecasting for high demand products like the 24-roll, we
found that the ES method with asmoother of 0.8 performed the best.
In discussion with management and through personalobservations, we
believe that this may be due to the high demand for the 24-roll
products. Thepromotional effects of the sales are likely to last
longer as consumers demand greater amountsand stock up over the
promotional time period. This means that the ES method is able to
catch upto the high demand for the product as it is one-step behind
and captures the increase in demand.Interestingly, seasonal
forecasting did perform better than in the low demand market. This
islikely because of seasonal bulk buyers who are focused on cost
savings. Consumers who oftenswitch based on price are more likely
to buy this product during promotional spikes creatingsome seasonal
trend if promotional periods are similar during the year.
The end result was a reduction in MAD of 7,083 units simply by
applying this low cost method.
Solving Lurking Variables and Offering an AlternativeThe main
problem with our results is that our selected methods are one-step
behind. The salesforce method has some benefits in tracking the
trend and spikes. However, because it is based onsubjective
judgment, we believe that it can be refined by quantifying
relationships betweendemand and lurking variables. One such lurking
variable above is the price of competing brands.Advanced
statistical software is one option, but is more expensive than our
low cost alternatives.Our low cost alternatives do however reduce
the amount of error in estimating demand thereforeimproving plant
efficiencies. A true forecast statistical software could be
employed, but at ahigher cost. Other variables that could be
measured could include unemployment, inflation,
overall supply and marketing.
-
8/6/2019 Irving Tisuue - Team PK
17/26
MSCI 432: Applied Term Project Team PK
15 | P a g e
Aggregate FindingsOne of the main difficulties in forecasting
for the aggregate quantity is that SKUs changeannually and are not
measured in some years. As such, we have decided to isolate a
number ofSKUs from the Royale line that are comparable across
years. Our result demonstrated that thesales force method is
currently the best method of estimating demand. In talking
withmanagement, the difference between the results of the aggregate
and individual forecasting islikely because they first estimate the
aggregate then make random adjustments to make it fitamong the
individual SKUs. This suggests that the sale department does have
relevantknowledge of the aggregate demand. The results of our
findings are posted below:
*For a detailed explanation of method calculation, please see
Appendix B
Jun-09 May-09 Apr-09 Mar-09 Feb-09 Jan-09
Actual 430,386 354,206 222,801 458,393 237,005 160,671
Sales Force CompositesForecast 407,500 305,200 275,400 348,300
320,300 277,000
Error 22,886 49,006 52,599 110,093 83,295 116,329
MAD 72,368
MAPE 29.1%
MA Method
MA (12 month) 244,129 237,663 244,496 224,607 226,474
229,532
Error 186,257 116,543 21,695 233,786 10,531 68,861
MAD 106,279
MAPE 30.7%
ES MethodES (0.8) 335,452 260,434 410,964 221,249 158,227
148,450
Error 94,934 93,772 188,163 237,144 78,778 12,221
MAD 117,502
MAPE 37.6%
Holts Method
(=0.1, =0.1) 204,581 204,142 177,684 176,004 183,297 192,204
Error 225,805 150,064 45,117 282,389 53,708 31,533
MAD 131,436
MAPE 36.5%
Winters Method(=0.2, =0.2, =0.1) 295,851 240,877 294,631 235,656
273,139 215,568
Error 134,535 113,329 71,830 222,737 36,134 54,897
MAD 105,577
MAPE 32.2%
Royale (Aggregate)
-
8/6/2019 Irving Tisuue - Team PK
18/26
MSCI 432: Applied Term Project Team PK
16 | P a g e
Implications of our FindingsAs you can see from our results, the
sales department is successful in estimating the aggregatelevel of
production. Since the production process requires similar materials
across SKU's, thisindicates that this is a sufficient measure.
However, there is some difference in materials withlevels of
premium materials added to premium brands. In this case, at a
minimum, it would bebetter to utilize the methods proposed above.
The MAD through their method is still significantat 72,368 units of
a total of 430,386 units sold. This indicates that the process has
room to beimproved. The suggestion above employing a combination of
sales knowledge of variables andstatistical analysis, can improve
the demand numbers. This would mostly affect holding andordering
costs as with a fill rate of 99%, it is only the additional holding
and order costs thatwould be saved, but shortages can still
occur.
Therefore, we recommend a statistical software method be used in
collaboration with the salesforce. For product level forecasting,
we recommend switching to the ES and MA methods if thesoftware is
incapable of scaling down as it is a more affordable option and is
more accurate inestimating individual demand.
Limitations with Forecasting- Small amount of data from 2007 on
increases error- Only sales force forecasts for 2009 (JanJune)
available, could have been a biased year- Aggregate limited as
difficult to isolate every SKU as they change over time- Only
Royale line measured
Optimal Inventory
Each company has an optimal level of inventory they wish to keep
on hand to face uncertainsituations. Having an inventory level
below the optimum is dangerous because the company willresult in
lost revenues and damaged reputation. However, having an inventory
that is too high isa waste, and it incurs large storage costs. In
this project, weve estimated the optimal inventorylevel using the
Economic Order Quantity (EOQ) method. Economic order quantity is
the level ofinventory that minimizes the total cost associated with
the purchase, delivery and storage of theproduct.
Basic assumptions to compute EOQ for 24-Rolls product:Arrivals
per year = Cases per month x number of months in a year= 78,347 x
12
= 940,164 cases per yearInterest Rate: Assuming 10% annualUnit
Cost: $10/caseSetup Cost: $200
Q* (2CD/H)
-
8/6/2019 Irving Tisuue - Team PK
19/26
MSCI 432: Applied Term Project Team PK
17 | P a g e
= [(78,347 *2*2000)/(.10*10)]Q* = 19,392
Please see Appendix C for complete optimal inventory
calculations for the 24-Rolls product and16-Rolls product.
Optimal Cycle Time for 24-Rolls product:Cycle time=Q*/D
Optimal Cycle Time Calculation
In Years 0.02
In Months 0.25
In Days 7.53
Comparison of Data
Product DescriptionOptimal Quantity
(Calculated)
Irving Tissues Actual
Quantity
16-Rolls (Royale) 9,368 10,721
24-Rolls (Royale) 19,392 15,268
Implications of our FindingsThus, the results of the optimal
quantity (calculated) and the Irving Tissues actual quantity forthe
16-Rolls product is fairly close. However, for the 24-Rolls
product, there is a bit of adiscrepancy, as the optimal quantity is
implied to be 19,392 cases and the company is onlycurrently
producing 15,268 cases. However, there are a few drawbacks when
using thissimplified EOQ model. It is important to note that
although this value of Q minimizes the yearlyholding and setup
costs, it could be infeasible for the company, as they may not have
sufficientspace to store these cases and hence could result in
additional storage costs.
Therefore, management should be aware that modifying inventory
levels could incur extra costs.
Safety Stock
Irving Tissue is highly adamant on maintaining a service level
of 99%, which would lead tocarrying safety stock equivalent to 2.33
standard deviations of historical demand for the product.As part of
our analysis regarding inventory, weve selected 2 SKUs to check
their current targetsafety stock levels against our calculated
levels using the method learned in class.
-
8/6/2019 Irving Tisuue - Team PK
20/26
MSCI 432: Applied Term Project Team PK
18 | P a g e
Key Information Needed Data of demand Mean yearly demand
Standard deviation of the yearly demand Lead time Service Level
Data of demand: We gathered the following 3-year data about
demands for 16 and 24-Rollproducts:
Mean yearly demand: It is computed based on the demands for
recent 3 years and the averageis taken.
Mean Demand = Sum of Demands / Number of data of demand
Standard deviation: It is computed based on formula using the
computed mean yearly demand
and the actual data of demands.
Lead time: In the multi-echelon structure of Irving Tissue, they
view the lead time as the time ittakes for the plant in Toronto to
supply the regional warehouses, from which lead time tocustomers
would not exceed 2-3 days depending on location. We were told that
because of theway production is sequenced, it would be potentially
costly to produce a SKU on a short noticedue to the excessive setup
costs and time involved, so that we should assume a worst-case
scenario of only producing one run of a SKU every two 14-day
production cycles. Therefore, ifdemand was greater than expected,
it could be up 28 before another run is scheduled, and thus 28days
would be the lead time for this calculation. Due to the excessively
conservative parametershere, the loading & delivery time of 1-2
days from plant to warehouses are left out.
Service Level: It is set as 99% service level by Irving Tissue.
Only 1% of failure of meeting thecustomers demand is accepTable
From Table A-1 in the textbook, we know that z value for99% service
level is 2.33
-
8/6/2019 Irving Tisuue - Team PK
21/26
MSCI 432: Applied Term Project Team PK
19 | P a g e
Safety Stock: It is computed by using the following formula:
Safety Stock = SQRT (28/365) * Standard Deviation * 2.33
ProductDescription
Mean
Yearly
Demand Std. Dev. Safety StockCurrent
Irving Tissues
Safety Stock
16 Rolls (Royale) 268,374 7889 5,901 11,02924 Rolls (Royale)
905,526 60,896 39,299 39,694Based on the gathered information and
calculations, we found that the required safety stock for
99% service level is 5,901 for 16-Roll product and 39,299 for
24-Roll product.
Implications of our FindingsIn analyzing our calculated values
compared to current data, we conclude that Irving Tissue
isunnecessarily holding too much safety stock for the 16-Roll
product. Irving Tissue couldpotentially be able to reduce
approximately half of current safety stock holding costs
bydecreasing the safety stock from 11,029 to 5,901.It is important
to keep in mind here that the safety stock calculation method which
was learned inclass may not be the most applicable in this case, as
it does not take into account the forecastaccuracy. The wide
variation between our calculated value for the 16-Roll product and
thecurrent target could very likely be represented by Irving
Tissues use of a different calculationmethod which accounted for
forecast accuracy. For this reason, we would simply recommendthat
they check their current safety stock target levels to ensure that
theyre intentionally carryinghigher levels than what we expect, due
to factors such as inaccurate forecasting.
Overall Conclusions & Recommendations
Production ProcessesAs a result of our analysis, a possibility
exists of having a dedicated line for the production ofhigh sheet
count SKUs. If double roll bathroom tissue products become highly
demanded in
the future, this option should be more closely examined at that
time.
Demand ForecastingAs a result of our analyses, we believe that
current forecasting methods could tangibly benefitfrom the
implementation of statistical forecasting methods for production
planning purposesgoing forward. While sales force composites
outperformed current statistical methods inaggregate forecasting,
because the aggregate is across SKUs it would not be beneficial
from aproductions perspective to overproduce one SKU while another
is sold out. Therefore, while we
-
8/6/2019 Irving Tisuue - Team PK
22/26
MSCI 432: Applied Term Project Team PK
20 | P a g e
believe that sales force composites will retain its uses in
longer term aggregate planning, thenext-period production planning
process would benefit from statistical forecasting.
Inventory ManagementIt is our understanding that upper
management of Irving Tissue is keen to reduce inventoryholdings in
order to increase their inventory turnover metric. This report has
shown that givenvery limited data selections, the current inventory
level looks to be near the optimal point interms of EOQ, and the
safety stock levels appear to be appropriate for the high volume
SKUanalyzed. While the lower volume SKU analyzed showed it is
potentially holding too muchsafety stock, inaccurate forecasting,
which is not factored into our calculations, would justify
thereasoning behind higher safety stock levels for that SKU.In
summary, this means that opportunities to easily reduce inventory
are currently limited. Uppermanagement needs to be educated on the
concept of EOQ in particular, and how deviations from
the ideal production size will result in higher costs, so that
they are not hurting the health of thecompany for the sake of being
able to say they met their target metric.
-
8/6/2019 Irving Tisuue - Team PK
23/26
MSCI 432: Applied Term Project Team PK
21 | P a g e
Appendix A - Workflow Diagram
-
8/6/2019 Irving Tisuue - Team PK
24/26
MSCI 432: Applied Term Project Team PK
22 | P a g e
Appendix BForecasting Calculations
Moving Average
= =
3-month, 6-month, 12 month for N used in calculation.
ES Method = + Smoothers used include 0.8, 0.6 and 0.4.
Holts MethodHolts method is designed to track time series with a
linear trend. It requires the following twosmoothing equations:
= + 1 1 + 1 = 1 + (1 )1These are then substituted into the
forecast to find the one step ahead:
,+ = + To initiate the formula, we require both 00using linear
regression. We used excel togenerate the statistics. Below is the
output for the low demand.
SUMMARY OUTPUT
Regression Statistics
Multiple R 0.398735
R Square 0.15899
Adjusted R Sq -1.2
Standard Erro 23807.1
Observations 1
ANOVA
df SS MS F ignificance F
Regression 12 1.07E+09 89289380 1.890462734 #NUM!
Residual 10 5.67E+09 5.67E+08
Total 22 6.74E+09
Coefficientsandard Err t Stat P-value Lower 95% Upper 95% ower
95.0 pper 95.0
Intercept -5E-299 4.9E-299X Variable 1 0 0
X Variable 2 -5E-299 4.9E-299
X Variable 3 0 0
X Variable 4 2.2E-282 2.2E-282
X Variable 5 7923.755 7923.755
X Variable 6 -2E-302 2.1E-302
X Variable 7 -5E-299 4.9E-299
X Variable 8 -5E-299 4.9E-299
X Variable 9 0 0
X Variable 10 -511429 511429.2
X Variable 11 50787.05 14652.26 3.466159 0.006059943 18139.78
83434.31 18139.78 83434.31
X Variable 12 2737.301 1990.85 1.374941 0.199170606 -1698.59
7173.19 -1698.59 7173.19
-
8/6/2019 Irving Tisuue - Team PK
25/26
MSCI 432: Applied Term Project Team PK
23 | P a g e
Winters Method
Winters method is a type of triple exponential smoothing
employing the following forecastformula:
,+ = ( + )+ Smoothers Include:
= (/) + 1 1 + 1 - Series = 1 + (1 )1 - Trend
Updated Seasonal Factor:
= + 1
Seasonal trends were based off 2 years of data, with each month
being its own season.
Appendix C - Optimal Inventory Calculations
SKU# 63435-70085 63435-70086
Description - No. of Rolls 16 Rolls 24 RollsAverage number of
cases/month 18,285 78,347
Number of months a year 12 12
Arrivals a year 219,420 940,164
Unit Cost $10 $10
Interest Rate 10% 10%
Ordering Cost $200 $200
Optimal Quantity 9,368 19,392
Optimal Cycle Time (in years) 0.04 0.02
Optimal Cycle Time (in months) 0.51 0.25
Optimal Cycle Time (in days) 15.58 7.53
-
8/6/2019 Irving Tisuue - Team PK
26/26
MSCI 432: Applied Term Project Team PK
Works Cited
Greenpeace. Ancient Forest Friendly Tissue Products. 04 Dec
2009.
Hoover's. Irving Tissue Inc, Company profile from Hoover's.
2009. 03 Dec 2009.
Industry Canada. Canadian Industry Statistics. 2009. 01 November
2009.
Irving Tissue. Vision & Values. 2003. 01 Dec 2009.
Kaufman, Leslie. "Mr. Whipple Left It Out: Soft Is Rough on
Forests." New York Times 25 Feb2009.