Embed Size (px)
Citation preview

Surfaceand CoatingsTechnology,37(1989)349-358 349
INVESTIGATIONS INTO THE PLASMA SPRAY PROCESS*
R. C. DYKHUIZEN
Fluid and Thermal SciencesDepartment,1513, SandiaNational Laboratories,Albuquerque,NM 87185 - 5800 (U.S.A.)
M. F. SMITH
Metallurgy Department, 1833, SandiaNational Laboratories,Albuquerque,NM 87185 - 5800 (U.S.A.)
(ReceivedAugust 24, 1988)
Summary
We have previously describeda simple analytical model which wasdevelopedto examinemomentumand thermal transfer from the plasmajetto the particles in a low pressure plasma spray depositionprocess.Thismodel correctly predictedthe experimentallyobservedmaximum in particleaccelerationat intermediatechamberpressures.The calculatedresults werein good agreementwith experimentallymeasuredparticle velocities. In thepresentstudy, this model has beenused to investigatethe effectsof particlesize and massdensity on particlevelocity. The model has also beenusedtoexplorethe effect of variations in selectedprocessparameterson the thermalresponseof the particles.The analyticalandexperimentalresultsfor particlevelocity are again in good agreement,with substantiallylower accelerationratesand lower peakvelocities for larger,moremassiveparticles.The resultsof the thermal calculationsindicate that particle melting is influenced bymany parameters. Better particle melting is achieved at higher chamberpressures.Detailed thermaldata which would verify the thermal model arenot yet available;however,the predictions of the thermal model appeartobe in qualitative agreementwith empirically developedspray conditionsforgood particle melting. The model indicates that difficulties in meltingrefractory materials at very low chamberpressuresare related to decreasedplasmatemperaturesandplasmadensitiesat low chamberpressures.
1. Introduction
For nearly 30 years,plasmaspray technologyhas beenusedto deposita wide range of materials for many different applications.Over the past15 years,demandfor high quality coatings of reactive materialshas led to
*Paper presentedat NTSC 88, the National Thermal Spray Conference,Cincinnati,
OH, U.S.A., October23 - 27, 1988.
0257-8972/89/83.50 © Elsevier Sequoia/Printedin The Netherlands

350
the developmentof plasma spraying in vacuum chambersat reducedpres-sures. Despite this long and successfulhistory, the physics of the plasmaspray processis poorly understood.Processparametersarestill optimized byempirical methods.The progressof a combinedanalyticalandexperimentalstudy designedto investigatethe controlling parametersof the plasmasprayprocessis discussedin this paper.Our experimentalset-upand preliminaryanalytical results were described in a previous paper [11. These resultscompared favorably with experimental data especially at low chamberpressurelevels and short distancesfrom the gun.This currentpaperpresentsimprovements to the analytical model which make possible better com-parisonswith experimentalresults, and give more information on the heattransferbetweenthe plasmagasandthe sprayparticles.
2. Analytical model
An analyticalmodel of the plasmagas flow, particle velocity andtem-peraturehas been developed in order to interpretan understandexperi-mental results.The model incorporatesmany simplifying assumptionsthatpermit rapid model developmentand short computationaltimes. However,it is hopedthat enoughphysics is incorporatedso that reasonablyaccurateresults are obtained, and all trends with spray parametersare properlyrepresented.
All of the gasesare assumedto be perfect gaseswith constantspecificheats,and no corrections are made for the partial ionization of the gases.The gas flow is assumedto vary in only onedimension(that being the direc-tion of the flow) inside the plasmaspray gun. Outside the gun,correlationsare used to track only the center-linevelocity and temperatureas the jetinteractswith the ambientchamberatmosphere.
Experimentally measuredinlet pressure,temperatureand flow rate ofthe arc gas are treated as input conditions for the analytical model. Themeasuredpower input (takenas the powerdeliveredto the spraygun minusthe power lost to the cooling water) is then addedto the arc gas flow. Weassume a constant cross-sectionalflow area during the heating process.Although this is not quite true for the typical spray gun geometry,it sim-plifies the calculation so that a Rayleigh line calculation for compressiblegas flows [21 can be used to model the heat addition process.There is alimit to the amount of energythat the arc gascanabsorb.The gascannotbeacceleratedto speedsin excessof sonic velocity by the addition. Thereforeany additional power that remains after this amount of heat addition isassumedlost. If this lost power turns out to be a largepercentageof thetotal power delivered to the arc gas,then one is alerted to possibleexperi-mental measuringerrorsor modelingerrors.
The next step in the model calculationis to add the powder-carryinggas flow to the arc gas flow. Since the powder gas injection ports are atapproximately right angles to the flow, this flow carriesin no axial mo-mentum. Mixing of the two gas streamsis assumedto occur instantly; and

351
momentum,energyand massconservationequationsareusedto predict theresulting flow conditions.The addition of the powderinjection gasresultsina flow which is slightly supersonicowing to the reduction in the tempera-ture. The pressureof the gas flow is also reducedowing to the requiredaccelerationof the powdergasflow.
Up to this point the spray chamberpressurelevel doesnot affect thegas flow calculation. However, as the gas exits from the spray gun, it isassumedto expandisentropically to the chamberpressure.This resultsin anaccelerationof the gas flow if the chamberpressureis lower than the gaspressureanda decelerationif the chamberpressureis higher.Sincethe Machnumber of the gas prior to this isentropic processis typically very close tounity, any decelerationor accelerationresultsin an increaslin the flow areaof the plasmajet. No attempt was madeto match the calcUlatedgasexpan-sion to the actual geometryat the expansionendof the spraygun.The twoarea ratios would match only coincidentally (a properly expandednozzle)at only one chamberpressure.The experimentalresults presentedhere fora variety of chamber pressureswere from a single gun with an exit areaexpansionratio of approximatelytwo. This modelingapproximationaffectsour results in many ways. First, it makes the model easy to implementbecauseit avoids the multidimensional calculational problems associatedwith underexpansion,overexpansionand separationin nozzle flows. How-ever, the model may be missingsomeimportantphysicsresulting from theseprocesses.It cannot predict the shock diamonds which form becauseofmultidimensional effects. Thesediamondsare visible at low chamberpres-sures. Also, the model cannotrepresentdifferencesbetweennozzlegeome-tries with different expansionregions.Nevertheless,reasonableagreementbetween the theoretical and experimentaldata justify the simplifying as-sumptionsmade.
After the isentropic expansion,the model usesa correlation[3] for thecenter-line velocity decay of the jet. Only the center-line gas velocity iscalculated. This allows comparison with experimental data for particlevelocitiesalong the center-line.The jet gasvelocity is reducedas it penetratesthe chamberatmosphereowing to the entrainmentof ambient gas.Thejetcenter-linethermodynamictemperatureis alsoreducedowing to the entrain-ment. Witze [3] suggestsuse of the Kleinstein [41correlation to determinethe reductionof thejet total enthalpycausedby entrainmentof the ambientatmosphere.This, however, proved to be unacceptablein this application.This correlation resulted in the jet temperaturereduction occurring soonerand at a faster rate than the jet velocity reduction. This is not physicallyreasonablesince it is assumedthat the entrainmentof the ambient atmo-sphereis the major factor for both. In extremecases,use of the Kleinsteincorrelation resulted in negative absolute static temperaturesfor the jet.This was due to the large reduction in the total temperaturewithout anyaccompanyingreduction in the kinetic energyof the jet.
To achieve more consistent modeling of the jet static temperature,the following model was developed.First, it is assumedthat the center-line

352
of the jet can be envisioned as a one-dimensionalflow of variable area.The mass,momentum and energy balancescan be easily written. In thesebalances,it is assumedthat changesin the massand total energy occuronly as a result of entrainmentof ambient fluid. It is alsoassumedthat themomentum of this flow remainsunchangedand that no pressuregradientexists.The following equationis then derivedfor the local total enthalpy.
V / V\H= —H+ (]~—~~~)J~I0 (1)
v~ \ V~J
In the above,H3 is the total enthalpyof the jet, H0 is the enthalpyofthe ambient fluid, V~is the jet exit velocity and V is the local velocity. Useof the Witze [3] correlationfor the localvelocity then enablesthe local totalenthalpy to be determined.The jet temperatureis obtainedby subtractingthe kinetic energy from the total enthalpy, and the local jet density isobtained from the jet temperature.The ambient fluid temperatureis as-sumedto be constant (at 600 K), independentof both theambientpressureandthe axial location.
The results of the plasma jet center-line temperatureand velocitycenter-line calculationsare used to evaluatethe drag and heat transferona single particle assumedto travel along the center-line of the plasmajet.The representativeparticle is modeled to be spherical,and its volume isconsideredconstant throughout the heating process.The massflux of theparticles is low enoughnot to affect appreciablythe momentumor energyof the gasflow.
The particle is initiated with zero axial momentumat the axial locationof the powderinjection ports. The relative velocity betweenthe plasmaandthe particle results in a drag force [51that acceleratesthe particle.The dragcalculationincludesnon-continuumeffects, which significantly influencethedragon small particles. As the plasmajet slows down,owing to the entrain-ment of the ambient gas,it eventuallyhasa lowervelocity than the particle.Then the drag force slows the particle down. This processoccurs at largerdistancesfrom the gun as the pressureis lowered.
The thermalmodel assumesahigh Biot number,soa singletemperatureis usedto representthe thermal stateof the particle. A recoveryfactor [61of unity is used to accountfor the viscous dissipation and stagnationtem-peraturerise of the plasmagas flow. Thethermal energytransfermodel alsotakes into account non-continuum effects [7]. The particle temperatureisfixed at its melting temperature(once this is reached)until the particleabsorbsenoughenergyto melt completely.
The current model does not include thermal radiation heat transfer.Moreover,the only effect of ion—electronrecombinationon the heattransferprocessis its effect on the thermal conductivity of the gas.The gas is as-sumedalways to be in thermodynamicequilibrium, andhighertemperaturestherefore causehigher fractions of the gas to be ionized. This results in ahigher conductivity coefficient. Owing to the nature of the arc-generated

353
plasma,a larger than equilibrium amount of the plasmagas may be ionizedin the actualplasmasprayjet.
Many propertiesare required for the thermal model. The gas viscosityand conductivity are treated as functions of temperature [8], and theeffective mixture valuesare obtainedfrom gas mixture correlations[9]. TheWilke method is used for the viscosity,and the Browkawmethod is usedforthe conductivity of gasmixtures.The particleheatcapacityis also treatedasa function of temperature[10] while it is in the solid state.Latent heatofmelting is included in the calculations.The temperaturevariation of theparticleheatcapacityin the moltenstatewasnot available.
3. Results
The following results have been obtained with the analytical modeldescribed in this paper. Comparisonswith experimentaldata are providedwhen the dataare available.Figure 1 shows the plasmavelocity predictionsfor the conditions in Table 1. Figure 2 shows the plasmatemperature.Theinitial changes in these figures depict the assumedisentropic expansionregion. This is followed by the constantpotential core region. The later
TABLE 1
Experimental parameters
Input gaspressure 160 kPaInput gas flow rate 45 x 106 mol s~
1Input gascomposition 72% Ar, 28% HeGrosspower 31.2 kW
Net power 15.2 kWGun flow area 27.8 X 10~m2
4000 -~—-~
— 600 Torr
~.- 3000 ( \ —— 300 Torr
/ \ — 50
Distance from Powder Inlection Ports (cm)
Fig. 1. Computedplasmagasvelocity profiles.

354
:::: ~
3000 -0 ~
0 10 20 30 40Distance from Powder Injection Ports (cm)
Fig. 2. Computedplasmagas temperatureprofiles.
/ ~ 68~At2O3
> / /_._~ 200 59 cm T~gsto~ ~l
Distance from Powder Injection Ports (cm)
Fig. 3. Comparison of computed and experimentalparticle velocities for 50 Torr spraychamberpressure.
changesreflect the slow-downandcool-downcausedby chambergasentrain-ment.Thesegasconditionsare then usedto calculatethe particleresponse.
The model best predicts the particle velocity obtainedwhen sprayinginto a very low pressurechamber. Figure 3 shows a comparisonof thevelocity profile for different sized particles sprayed into a chambermain-tained at 50 Torr. The model properly accountsfor the different sizesanddensities of the particles that were used.As expected,the lighter and lessdenseparticlesapproachthe gasvelocity most rapidly.
Figure 4 showG a comparisonof the experimentaland predictedvelo-city profiles for a single-sizeparticle sprayedat the threechamberpressurelevels. As reported earlier [11, the model predicts the proper trends,withlarger initial particle accelerationsat an intermediatepressure.However,this plot shows that the differencesbetweenthe predicted and measuredvelocity profiles becomegreateras the chamberpressureis increased.This isthought to be due to the increasedinteractionsof the jet with the ambientatmosphereat the higher pressures.Since that is the weakestpoint of themodel (seenext section), the errors of approximationaremorepronounced

355
600 • • •
600 Torr
0102030600 • • •
300 Ton-
50 Torr
49 wn frJ203
0 • I • I
0 10 20 30
Distance from Powder Injection Ports (cm)Fig. 4. Comparison of computed and experimentalA1203 particle velocities for variousspraychamberpressures.
at the higherpressures.Theassumptionthat the temperatureof the chamberatmosphereis independentof the chamberpressurelevel needsto be inves-tigated experimentally.Use of different chambertemperaturelevels at eachpressurelevel may allow a much bettermatchto the experimentaldata.
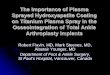
Figure 5 shows the thermal responseobtained from the numericalmodel. At presentwe havenot obtaineddetailedthermalexperimentaldata,so an experimentalcomparisonis not available.The computedresults showthat higher heat transfer to the particle occurs at higher pressures.Themelting point of aluminum oxide is 2345 K [10]. The plot shows that the

356
._—.. 3000
600 Torr (SUPERHEATED LIQUID)———.-.-—
--- 300 Torr
2000 L~/~TTSo~2345KT
o 25 ~m A1203
( Tb= 600 K
________________________ ___________ I
0 10 20 30
Distance from Powder Inlection Ports (cm)Fig. 5. CalculatedA12O3 particle temperaturesfor various spray chamberpressures.
particlesonly becomecompletelymoltenfor the 600 Torr chamberpressurecase.The 300 Torr chamberpressureresultedin the particlesmelting at agreaterdistancefrom the gun. A maximum of only 42%of the particlemassis molten at 15.6 cm from the injection point. Beyond this distancetheparticles start to resolidify. At 31.8 cm they are completely resolidified.The 50 Torr chamberpressuresimulation shows a longer delay in the onsetof melting, and a maximum melt fraction of only 11.5%. This occurs at27.2 cm from the particle injection point. At 35 cm the particlesare par-tially resolidified, with only 8.6%still molten.
4. Discussion
The model presentedaboveprovides a calculational tool that enablesus to predict and understandour experimentalresults.Although therearemany assumptionsto facilitate rapid developmentand easymodifications,the model capturesmost of the trendsthat we observeexperimentally.Inthis sectionwe discussand provide somejustification for someof the majorassumptionsused in creating the model, and give somephysical reasoningfor the results.
To investigatethe assumptionthat the exit geometryof the plasmagundoes not affect the results,experimentswere run usinga different plasmagun geometry. This gun had a straight bore without an exit expansionregion. Limited data comparisonsshowed that the model accuracy wassimilar to the datacomparisonshownabove.
Another concernis the use of the Witze [3] correlationto describetheentrainmentprocessas the plasmajet penetratesthe quiescentchambergas.The Witze correlation is designedfor properly expandedjets. In using thecorrelation,we found that the simulation resultswerestronglydependentonthe temperaturechosenfor the ambientgas.This wasespeciallytrue for thethermal results. Experimentsare currently in progressto quantify the varia-tion of the chambergas temperaturewith axial location and chamberpres-

357
sure level. Determination of the chamber atmosphere thermodynamiccondition is not a trivial problem.The low pressureconditionswere main-tained by constantly withdrawing gas from the chamberto counteracttheconstantinjection by the plasmajet. Becauseof cooling at the walls, theambientatmospherethat is entrainedby the jet is not uniform andinfiniteasassumedby the Witze correlation.
In an attempt to simulate the entrainmentprocessbetter, some mo-delershave chosena multidimensional model (e.g. refs. 11 and 12). How-ever, since the models are typically parabolic, the initial flow statehas tobe completely specified. Furthermore,the ambientatmosphereis assumedstagnant and uniform. These two shortcomingsare also present in ourone-dimensionalmodel. It is felt that the additional computationaleffortin the multidimensional modelsis not justified until theseshortcomingscanbe eliminated.
Thethermalresponseof the particlesis influencedby many parameters,which all vary with chamberpressure.The total temperatureof the plasmajet is assumedconstantat the gun exit in the model. Thereforethe initialtemperaturedifference is the sameat all chamberpressures(using a recoveryfactor of unity). However, as the particles accelerate,the relative velocitybetweenthe plasmaand the particles becomessmall and the static plasmatemperaturebecomesmoreimportant than the total temperature.The statictemperatureof the plasmajet is higher for the higherpressures.The plasmadensity also increaseswith chamber pressure,which also results in moreefficient heattransfer. Finally, for chamberpressuresaboveabout300 Torr,the particle dwell time in the plasma increaseswith increasingchamberpressure.Therefore the heat absorbedby a particle is greaterat the higherchamberpressures.
Although we do not havethermal data to constructcomparisonswiththeseanalytical results,the model predictions appearto be consistentwithseveralobservations.The melting of ceramicsandrefractory metals is verydifficult at low chamberpressures.As shown in Fig. 3, the model predictspoorer melting at low chamberpressures.In addition, we haveobservedthatwhen spraying aluminum oxide at 600 Torr, the optimum gun-to-targetdistanceis about 15 cm. Figure 3 showsthat this distancecorrespondstothe temperaturemaximum for particlestraveling along the center of theplasmajet. The maximum particle temperatureprediction correspondstothe location where the gas temperaturefalls below the particletemperature,which is typically near the melting point. The limited experimentaldatashow that this point is correctlypredicted.
5. Conclusions
The model describedin this paperpermitsabetterunderstandingof theexperimental-data-generatedplasma spray systems.It explains the sourcesof the empirical trends, and allows extrapolation to new situations. In

358
particular, the model predicts when (or if) a particular size of particle, ofa particular material, will becomemolten, which is the crucial informationneededfor plasmaspraysystemsto function correctly.
Acknowledgments
-This work was performed at SandiaNational Laboratories,supportedby the U.S. Department of Energy, under contract number DE-ACO4-76DP00789.
References
1 M. F. Smith and R. C. Dykhuizen, Effect of chamberpressureon particle velocitiesin low pressureplasmaspray deposition,Surf. Coat. Technol., 34 (1988) 25 - 31.
2 A. H. Shapiro,CompressibleFluid Flow, Vol. 1, Ronald Press,New York, 1953.3 P. 0. Witze, Centerlinevelocity decayof compressiblefree jets, AIAA J., 12 (1974)
417 -418.4 G. Kleinstein, An approximatesolution for the axisymmetric jet of a laminar com-
pressiblefluid, Q. Appi. Math., 20 (1962) 49 - 59.5 C. B. Henderson, Drag coefficients of spheresin continuum and rarefield flows,
AIAA J., 14 (1976) 707 -708.6 W. M. Kays and M. E. Crawford, ConvectiveHeat and Mass Transfer, McGraw-Hill,
New York, 1980.7 D. J. Carlson and R. F. Hoglund, Particle drag and heat transfer m rocket nozzles,
AIAA J., 2 (1964) 1980 - 1984.8 W. M. Rohsenowand J. P. Hartnett, Handbook of Heat Transfer,McGraw-Hill, New
York, 1973.9 R. C. Reid, J. M. Prausnitzand T. K. Sherwood,The Propertiesof Gasesand Liquids,
McGraw-Hill, New York, 1977.10 R. C. Weast,CRCHandbookof Chemistryand Physics,CRC Press,Cleveland,1973.11 D. Y. Wei, B. Farouk and D. Apelian, Melting powder particles in a low pressure
plasmajet, J. Heat Transfer,109 (1987) 971 -976.12 Y. C. Lee and E. Pfender, Particle dynamicsand particle heat and mass transfer in
thermal plasmas,Part III, Thermal plasma jet reactors and multiparticle injection,PlasmaChem.PlasmaProcess., 7 (1987) 1 - 27.