Embed Size (px)
Citation preview

AEROMAT 2001PAGE: 1 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
INVESTIGATION OF HEAT TREATMENT ON THE PROPERTIES OF FRICTION STIR WELDS
T. W. Nelson*, R. J. Steel* and W. J. Arbegast***Brigham Young University
Provo, UT**Lockheed Martin Manned Space Systems
New Orleans, LA
*This Research is sponsored by Lockheed Martin under IRAD M-40D.

AEROMAT 2001PAGE: 2 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Outline
• BackgroundQuench sensitivity of age hardenable aluminum alloysLast years results
• Objectives• Quench Sensitivity of alloys 2024 and 2219
ProcedureResults
• Effects of Pre- and Post-Weld Temper on 2219, 7075, and 2195
ProcedureResults
• Summary

AEROMAT 2001PAGE: 3 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Background• Many age hardenable aluminum alloys are “quench
sensitive”The rate of cooling from elevated temperatures can enhance the aging response

AEROMAT 2001PAGE: 4 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Background • Means of actively (weld side) cooling and heating the welds
Active cooling - spray mist (80 psi, 45°F) immediately behind toolActive heating – hot air (600°F) immediately behind tool

AEROMAT 2001PAGE: 5 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Background• Mechanical property response of A/P cooled and heated
FSW in 7075-T7351
0
10
20
30
40
50
60
70
1 10 100 1000Time (hours)
Stre
ngth
(Ksi)
&E
long
atio
n (%
)
7 0 7 5S A70 7 5A C70 7 5A H70 7 5P C70 7 5P H

AEROMAT 2001PAGE: 6 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Background• Correlation of NA and tensile failures
80
90
100
110
120
130
140
150
160
170
180
0 0.5 1 1.5 2 2.5 3
Distance (in)
Har
dnes
s (H
v 10
0g)
7075SAAC-0hrs
7075SAAC-96hrs
7075SAAC-1000Hrs

AEROMAT 2001PAGE: 7 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Background• Fracture morphologies at 0, 96 and 1000 hours PWNA
all tensile specimens in 7075 failed in the HAZfailure location moved outward with increasing PWNA time
7.0X
0 hrs PWNA 1000 hrs PWNA96 hrs PWNA

AEROMAT 2001PAGE: 8 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Summary of previous results
• Alloy 2195-T8 exhibits relatively low quench-sensitivity Ultimate tensile and yield strengths were affected <3% (falls within standard deviation)
• Alloy 7075-T7351 exhibits good quench-sensitivity Tensile and Yield strengths improved by more than 8% in passively cooled, and 10% in actively cooled AFSW.

AEROMAT 2001PAGE: 9 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Objectives
• Evaluate the effects of active cooling/heating conditions on FSW in 2024-T3 and 2219-T87
• Investigate effects of various pre- and post-weld temper conditions on mechanical properties and corrosion for 2219, 2195 and 7075
Effect of active cooling/heating conditions on the same

AEROMAT 2001PAGE: 10 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures for Active Cooling and Heating
• Active heating and cooling of 2024-T3 and 2219-T87 Test panels 6mm X 20 cm x 60 cm (0.25” x 8” x 24”) were produced using near optimized parameters using tools provided by LockheedMartinEstablish baseline FSW mechanical properties (no active/passive conditions)Produce FSW under various A/P cooling and heating conditions
Actively cooled (AC)-chilled water 7°C (45°F) spray mist immediately behind tool on surface of weldActively heated (AH)-hot air 317°C (600°F) immediately behind tool on surface of weld
Thermocouples were imbedded at the centerline of each weld

AEROMAT 2001PAGE: 11 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures• Microhardness and tensile test coupons for each A/P
condition were removed from two AFSW panels

AEROMAT 2001PAGE: 12 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures
• Microhardness and tensile samples were removed from all welds
Tensile tests were performed in accordance with ASTM E8PWNA tests were performed at intervals of <5, 24, 48, 72, 96 and 1000 hours
Microhardness traverses were made along centerline of transverseFSW samples (non-mounted samples)
Tests were performed at time intervals of <5, 48, 96 and 1000 hours after welding

AEROMAT 2001PAGE: 13 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures• Base material properties
1018
Elong.(%)
5750
Yield Strength
(Ksi)
69T87221970T32024
UTS (Ksi)
TemperAlloy

AEROMAT 2001PAGE: 14 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
PWNA Response in 2219-T87 and 2024-T3
• Mechanical property response to the active heating and cooling conditions
2024-T3 exhibits little or no changes in NA response due to active heating or cooling2219-T87 exhibits little or no natural aging after FSW
0
10
20
30
40
50
60
1 10 100 1000
Time (hours)
Stre
ngth
(Ksi)
&E
long
atio
n (%
)
BaselineActively heatedActively Cooled
0
10
20
30
40
50
60
70
1 10 100 1000Time (hours)
Stre
ngth
(Ksi)
&E
long
atio
n (%
)
Baseline
Actively Heated
Actively Cooled
Alloy 2024-T3 Alloy 2219-T87

AEROMAT 2001PAGE: 15 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
PWNA Response in 2219-T87
• Natural aging response across weldsLittle or no NA response in 1000 hrs
Some NA response at 1500+ hours
Active heating minimized NA Failures consistently in DXZ
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70Distance (mm)
Har
dnes
s (H
v 10
0g)
48 Hours
96 Hours
1000 Hours
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70Distance (mm)
Har
dnes
s (H
V 10
0g)
0 Hours48 Hours
96 Hours1000 Hours
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70
Distance (mm)
Har
dnes
s (H
V 10
0g)
0 Hours48 Hours
96 Hours1000 Hours2219-T87 Actively Heated
2219-T87 Baseline Condition
2219-T87 Actively Cooled

AEROMAT 2001PAGE: 16 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
PWNA Response in 2024-T3• Natural aging response across welds
Actively cooling only slightly enhances NA of HAZMore severe quenching may improveFailures consistently in HAZ
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70
Distance (mm)
Har
dnes
s (H
v 10
0g)
0 Hours48 Hours96 Hours1000 Hours2024-T3 Baseline Condition
60
80
100
120
140
160
180
0 10 20 30 40 50 60 70Distance (mm)
Har
dnes
s (H
v 10
0g)
0 Hours48 Hours
96 Hours1000 Hours
2024-T3 Actively Heated60
80
100
120
140
160
180
0 10 20 30 40 50 60 70Distance (mm)
Har
dnes
s (H
v 10
0g)
0 Hours48 Hours96 Hours1000 Hours
2024-T3 Actively Cooled

AEROMAT 2001PAGE: 17 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Summary of Active Heating and Cooling• 2219-T87
Generally, active heating or cooling had little or no effect on the PWNA response
However, may need more time to assess
Active heating produced consistent failures in the DXZ
• 2024-T3 exhibited moderate natural aging post FSWActive cooling exhibited slight improvement on the PWNA response

AEROMAT 2001PAGE: 18 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures-Evaluation of Pre and Post Weld Temper Conditions
• Pre and Post weld temper conditions in alloys 2219, 2195 and 7075
n/ayesyesyes
n/an/an/a
n/ayesyesyes
Active heat/cool
nononono
nonono
nononono
Active heat/cool
Anneal, FSW, SHT, no Stretch, AgeSHT, FSW, no Stretch, Age
SHT, no Stretch, FSW and AgeSHT, no Stretch, Age, FSW, Overage
-T8-T8-T8-T7
OT4T37T87
2195
Anneal, FSW, SHT and AgeSHT, FSW and Age
SHT, Age, FSW, Overage
-T6-T6-T7
T0T4T7
2219
Anneal, FSW, SHT and AgeSHT, FSW and AgeSHT, Age, and FSW
SHT, Age, FSW, Overage
-T6-T6-T6-T7
OT4T6T6
7075
Sequence of EventsFinal Temper
Weld Temper
Alloy

AEROMAT 2001PAGE: 19 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures-Evaluation of Pre and Post Weld Temper Conditions
• Out of 24” weld panels:One half was tested in as-welded condition, and One half was post weld heat treated then testedWelds were PWNA for no less than 5 days prior to heat-treatment and testing
• Microhardness and tensile tests were removed from both halves of each panel to characterize both the as-welded and PWAA responses
Tensile tests were performed in accordance with ASTM E8Microhardness traverses were made along centerline of transverse FSW samples (non-mounted samples)

AEROMAT 2001PAGE: 20 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedures• Base material properties
126372T7???T4
111710102018
Elong.(%)
731457422711
Yield Strength
(Ksi)
83T632O707569T8760T6252T425O2219
UTS (Ksi)
TemperAlloy

AEROMAT 2001PAGE: 21 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Procedure
• Weld and heat treatment schedule for the various alloys
Alloy Temper Weld date HT date Heat Treatment7075 T4-T6 29-Jan-01 5-Feb-01 24 hrs @ 250 F7075 T6-T7 29-Jan-01 5-Feb-01 13 hrs @ 250 F7075 T0-T6 3-Feb-01 8-Feb-01 1hr @ 900 F, 24 hr @ 250 F7075 T6-T7 29-Jan-01 4-May-01 13 hrs @ 250 F 2195 T0-T8 21-Dec-01 4-Apr-01 36 hrs @290F, 40 deg./hr increase from RT2195 T8-T7 28-Mar-01 4-Apr-01 15 hrs @250 F2219 T0-T6 20-Dec-00 5-Jan-01 1hr @ 995 F, 36 hrs @ 375 F2219 T4-T6 14-Feb-01 4-Jun-01 36 hrs @ 375 F2219 T6-T7 12-Feb-01 4-Jun-01 15 hrs @ 350 F

AEROMAT 2001PAGE: 22 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Results of Pre and Post FSW Temper Conditions in Alloy 2219
05
101520253035404550
Ult. Bas
eYiel
d Bas
e% Elong. B
ase
Ult. AH
Yield A
H% Elong. A
H
Ult. AC
Yield A
C% Elongati
on AC
Stre
ss (K
si),
Elon
gatio
n (%
) T4-T4T4-T6T6-T6T6-T7

AEROMAT 2001PAGE: 23 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Results of Pre and Post FSW Temper Conditions in Alloy 7075
• Artificial aging resultsO-T6 produce highest tensile and yield, but poor ductility
difficult to perform on large structures
Combination of T4 and T4-T6 could be functional but difficult
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
T4-T4 T6-T6 T4-T6 T6-T7 T0-T6 T0-T0Heat Treatment
Tens
ile S
treng
th (p
si)
Baseline
Actively Heated
Actively Cooled
0
2
4
6
8
10
12
14
16
T4-T4 T6-T6 T4-T6 T6-T7 T0-T6 T0-T0Heat Treatment
Elon
gatio
n (%
)
Baseline
Actively Heated
Actively Cooled
0
10000
20000
30000
40000
50000
60000
T4-T4 T6-T6 T4-T6 T6-T7 T0-T6 T0-T0
Heat Treatment
Yiel
d St
reng
th (p
si)
Baseline
Acttively Heated
Actively Cooled
c

AEROMAT 2001PAGE: 24 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Results of Pre and Post FSW Temper Conditions in Alloy 7075
• Artificial aging response across welds
O-T6 homogenized hardnessT4-T6 and T6-T7 overages hardness troughsT4-T4 left long enough, quassihomogenizes weld and HAZ
405060708090
100110120130140150160
0 10 20 30 40 50 60 70 80Distance (mm)
Har
dnes
s (H
V 10
0g)
T0T0-T6T4-T4T4-T6T6-T6T6-T7
60
70
80
90
100
110
120
130
140
150
160
0 20 40 60 80Distance (mm)
Har
dnes
s (H
V 10
0g)
T4-T4T4-T6T6-T6T6-T7
60708090
100110120130140150160
0 10 20 30 40 50 60 70 80Distance (mm)
Har
dnes
s (H
V 10
0g)
T4-T4T4-T6T6-T6T6-T7
7075 Baseline Condition
7075 Actively Cooled 7075 Actively Heated

AEROMAT 2001PAGE: 25 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Results of Pre and Post FSW Temper Conditions in Alloy 2195
• Artificial aging resultsLittle effect from PWAA
Likely due to NO “stretch”
0
10000
20000
30000
40000
50000
60000
70000
T0 T0-T8 T3 T4 T8 T3-T8 T4-T8 T8-T7Heat treatment
Tens
ile S
tress
(psi
) SA
HA
WC
0
2
4
6
8
10
12
14
T0 T0-T8 T3 T4 T8 T3-T8 T4-T8 T8-T7Heat treatment
Elon
gatio
n (%
)
SA
HA
WC
05000
1000015000200002500030000350004000045000
T0 T0-T8 T3 T4 T8 T3-T8 T4-T8 T8-T7Heat treatment
Yiel
d St
ress
(psi
)
SA
HA
WC

AEROMAT 2001PAGE: 26 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Results of Pre and Post FSW Temper Conditions in Alloy 2195
• Artificial aging response across welds
60
70
80
90
100
110
120
130
140
150
160
0 20 40 60 80
Distance (mm)
Har
dnes
s (H
V 10
0g)
T0T3-T8T4-T4T4-T8T8-T8T8-T7
60
70
80
90
100
110
120
130
140
150
160
0 20 40 60 80
Distance (mm)
Har
dnes
s (H
V 10
0g)
T3-T8T4-T4T4-T8T8-T8T8-T7
60
70
80
90
100
110
120
130
140
150
160
0 20 40 60 80
Distance (mm)
Har
dnes
s (H
V 10
0g)
T3-T8T4-T4T4-T8T8-T8T8-T7
2195 Baseline Condition
2195 Actively Cooled 2195 Actively Heated

AEROMAT 2001PAGE: 27 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Microstructure of SHT and Aged Welds• Photomacrographs illustrating differences in weld microstructure
after SHT and PWAA
•2219-0 - T8•Lazy “S” interface
•2195-0 - T8•Grain Growth thought entire weld nugget
•7075-0 - T6•Grain Growth along top surface of weld

AEROMAT 2001PAGE: 28 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
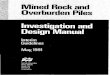
Microstructure of SHT and Aged FSW 7075
• Grain growth along top surface of FSW during solution heat treatment of 7075-0
Abnormal Grain Growth

AEROMAT 2001PAGE: 29 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
SUMMARY OF A/P COOLING STUDIES• Alloy 2219-T87 exhibits little or no natural aging post FSW
Active cooling does not improve the NA response Active heating results in DXZ failures
• Alloy 2024-T3 exhibits moderate NA post FSWActive heating and cooling seem to have little effect on NA response
Could possibly be effective with high quench rate
• Alloy 2195-T8 exhibits relatively low quench-sensitivity Ultimate tensile and yield strengths were effected <3% (falls within standard deviation)Natural aging of FSW in T8 conditions stabilizes after ~5 days
• Alloy 7075-T7351 exhibits good quench-sensitivity Tensile and Yield strengths improved by more than 8% in passively cooled, and 10% in actively cooled AFSW.As-welded NA response “never” stabilizes

AEROMAT 2001PAGE: 30 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Summary of Pre- and Post-Weld Tempers• Pre and post weld tempers in alloy 7075 exhibited the most dramatic
effect on propertiesO to T6 – produced highest tensile and yield strengths
Ductility was very poorImpractical for large structures
T6 to T7 produce additional over aging in HAZ as anticipatedT4 to T4 and T4 to T6 conditions poses some interesting results
Second only to O-T6 in TensileShould be able to improve yield with proper PWHT
• Pre and post weld tempers in alloy 2195 had little effect on propertiesMost likely due to no “stretch” prior to PWHT
Higher GB area resulted in higher number of course GB precipitatesT3 and T4 to T8 condition exhibit the highest tensile and yield, but still not as high as the as-welded T87 PWAA may be more effective with a PW “stretch”
Hard to introduce?Grain growth in weld nugget after SHT is major problem

AEROMAT 2001PAGE: 31 T.W. Nelson
(801)-378-6233E-Mail: [email protected]
Recommendations for Future Work• Improve effectiveness of active cooling or combination of
active/passive cooling in alloy 7075.
• Investigate the effects other PW treatments on the mechanical properties in A/P cooled AFSW.
• Detailed microstructural characterization.