Embed Size (px)
Citation preview
Factory Engineering
INVESTIGATION INTO THE FUNDAMENTALS OF BAGASSE COMBUSTION IN STEP-GRATE FURNACES
B.'W. Lamb
CSR Limited, Sydney, Australia .
ABSTRACT
A study on the combustion process of step-grate furnaces was carried with the aim of predicting burning rate from fuel and furnace conditions. The main results obtained from burning rate trials in an experimental rig and their implications in the real furnace situation are discussed. Burning rate is not affected by radiation from furnace walls and flames above the bed but is highly dependent on the small fraction of the primary air stream that transpires through the bed. The results indicate that uniform bed permeability is most important for steady burning conditions and the effects of bed thickness, voidage, average particle size and undergrate pressure on this are given. The roles of fuel moisture content, ash content and air pre-heat are also clarified.
INTRODUCTION
The combustion of bagasse in step-grate furnaces i s a complex phenomenon that is little understood. Information on how the main process is basically con- trolled would be useful for improvihl) burning rate stability and consequently boiler efficiency.
In recent years research program on open fires have greatly increased our understanding of combustion in cellulosic fuels such as paper tobacco, wood, building boards, and forest vegetation (Lamb & ~ i l g e r ~ ) . Most of the work has been done on material with moisture less than 30% by weight. Comparatively little basic research has been done in the area of combustion of bagasse which has a relatively high moisture content, 45-60%, and ash (mineral) content, 2-20% by weight. In furnaces the combustion process i s also under the influence of forced convection and a higher amount of radiation feedback than in the open fire situation.
Some experimental investigations into the combustion process in step- grate furnaces are outlined here. An explanation i s given on the way in which burning rate (kgls) i s basically affected by the physical properties of bagasse: moisture content; ash content; bed thickness; bed voidage; particle size and by the operating variables: undergrate pressure; air pre-heat; radiation feedtiack.
1951
1952 FACTORY ENGINEERING
EXPERIMENTAL PROCEDURE
Full scale furnace trials are not suitable for a detailed analysis of the combustion process because of the difficulty in obtaining repeatable runs with steady fuel conditions and because variables within the furnace such as ember radiation, overhead radiation and forced draught cannot be varied independently. The formation and collapsing of blowholes, avalanching and clinker formation also tend to make conditions unsteady.
An experimental test rig was built with the aim of stimulating the funda- mental features of a stepgrate furnace but with independently controlled forced draught and radiation feedback:
The scope of the experfment was:
- to determine the relative importance of fuel and furnace variables and
- to determine the fundamental factors controlling burning rate.
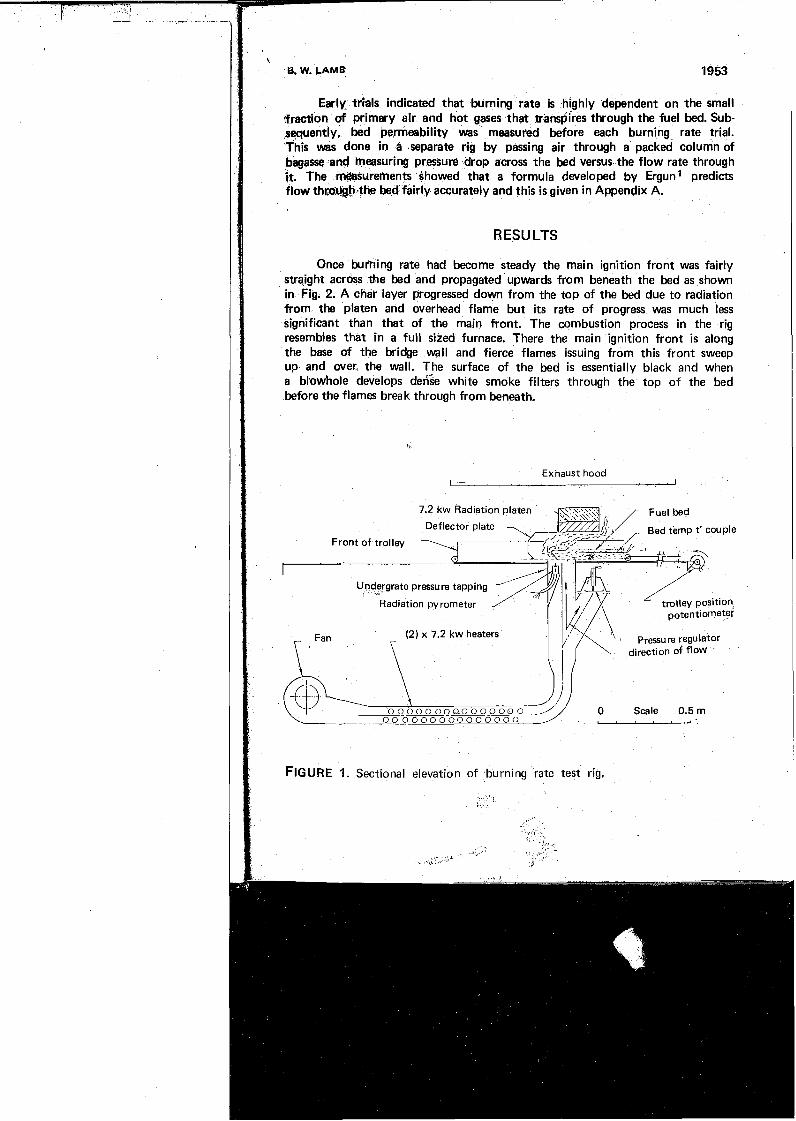
The burning rate is illustrated in Fig. 1. A bed of bagasse, 300mm wide by 910 mm long and normally 50 mm thick, was packed into a mesh bottomed trolley which was driven over a vertical air duct. The bed was ignited across the front of the trolley and trolley speed was controlled so that the ignition front remained in a stationary position over the duct. Under grate pressure was accurately controlled by means of a sensitive weighted float on a by-pass to the main duct; air temperature was controlled by heating elements in the duct and radiation from furnace walls was stimulated byah electrically heated platen above the bed. The platen had a capacity of 7.2 kW and was 300 mm wide by 200 mm long. Trolley position, undergrate pressure, ember temperature and fuel temperature were continuously recorded. Bqrning rate was determided from the fastest trolley speed that could be maintained without leaving any uncharred residue. A standard reference test was chosen and the parameters are listed in Table 1. In other tests, only one variable was changed from standard conditions to test the effect of that variable.
TABLE 1. Standard Trial Conditions
Fuel variety - Pindar
Ash content - 4.37% daf
Moisture content - 107% daf
Particle size - 1.02 mm
Bed depth - 50mm
Bed loading density - 6.0 kgIm2
Undeqgate pressure
Absolute humidity
Initial 1; fuel temp)
1 1 F.D. temq. voidage ":
Early trials indicated that burning rate is highly dependent on the small Qractisn of primary air and hot gases that wansoires through the fuel bed. Sub- sequently, bed permeability was measured before each burning rate trial. This was done in 4 ,separate rig by passing air through a packed column of bagasse and measuring pressure drop across the bed versus the flow rate through it. The masurements showed that a formula developed by Ergunl predicts flow thl;o@f@ the bed fairly accurately and this i s given in Appendix A.
I RESULTS
Once burning rate had become steady the main ignition front was fairly strajght across the bed and propagated upwards from beneath the bed as shown in Fig. 2. A char layer progressed down from the top of the bed due to radiation from the platen and overhead flame but i t s rate of progress was much less significant than that of the main front. The combustion process in the rig resembles that in a full sized furnace. There the main ignition front i s along the base of the bridge wall and fierce flames issuing from this front sweep up and ovier, the wall. The surface of the bed is essentially black and when a bl'owhole develops derise white smoke filters through the top of the bed before the flames break through from beneath.
G
Exhaust hood - II
7.2 kw Radiation platen ,.y\,\, Fuel bed Deflector plate Bed temp t' couple
Front o f trolley
Radiation pyrometer trolley position
Fan (2) x 7.2 kw heaters r I 1 1 \ - prenu re regulator
0 Scale 0.5 rn 000000000000000
FIGURE 1. Sectional elevation of burning rate test rig.
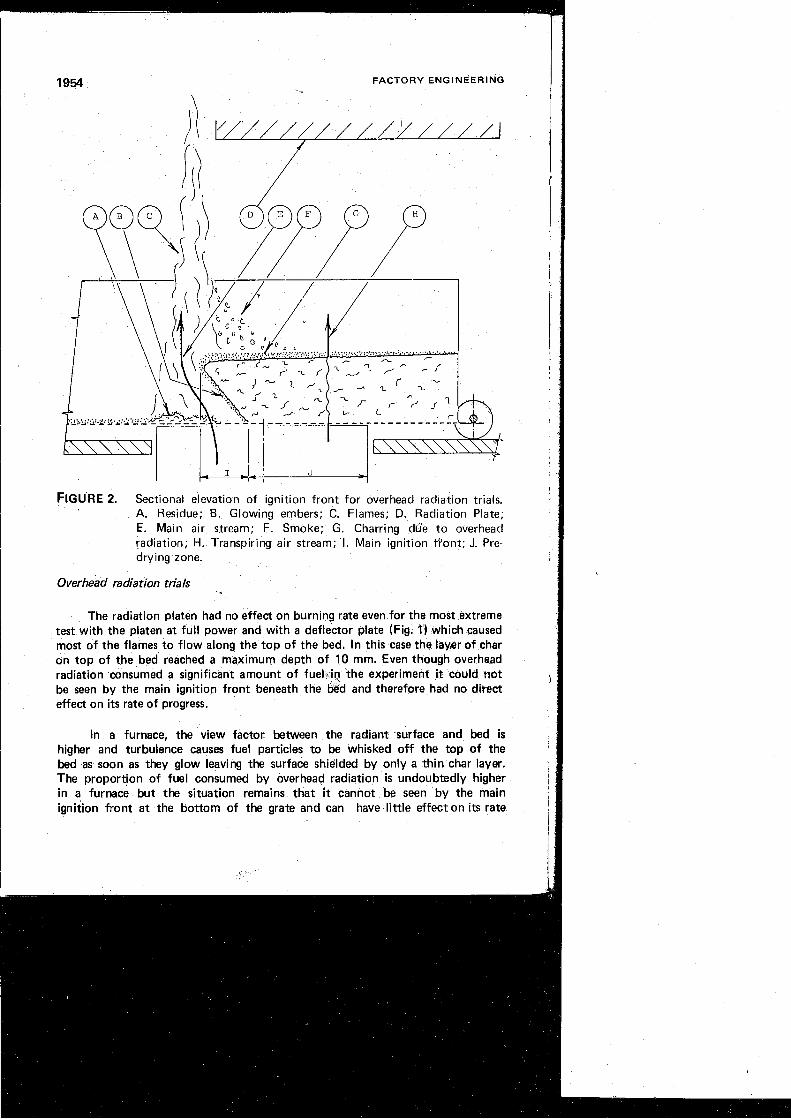
FIGURE 2. Sectional elevation of ignition front for overhead rad~ation trials. A. Residue; B. Glowing embers; C. Flames; D. Radiation Plate; E. Main air stream; F. Smoke; G. Charring du'e to overhead radiation; H. Transpiring air stream; I. Main ignition fPant; J. Pre- drying zone.
Overhead radiation trials
The radiation platen had no effect on burning rate even for the most extreme tes t with the platen at full power and with a deflector plate (Fig. 1) which caused most of the flames to flow along the top of the bed. In this case the layer of char on top of the bed reached a maximum depth of 10 mm. Even though overhead radiation consumed a significant amount of f u e l i i ~ the experiment it could not be seen by the main ignit io~ front beneath the k d and therefore had no direct effect on i t s rate of progress.
In a furnace, the view factor between the radiant surface and bed is higher and turbulence causes fuel particles to be whisked off the top of the bed as soon as they glow leaving the surface shidlded by only a thin char layer. The proportion of fuel consumed by overhead radiation is undoubtedly higher in a furnace but the situation remains that it cannot be seen by the main ignition front at the bottom of the grate and can have little effect on its rate
of progress. Conversely the intensity of overhead radiation depends on the temperature of furnace walls which is strongly affected by the rate of evolution of hot gases from the main ignition front. The main role of radiation above the bed is to aid the combustion of particles in suspension.
~evelopment of a burning rate theory
On inspection of the main ignition front in a partially burnt bed it was noticed that the fuel i s moist right up to the ember zone which was only 2 or 3 mm thick. It appears that fuel particles ignite as soon as they are dry and burn out very quickly. This would mean that burning rate i s limited by the drying process. Investigations into the drying process (Lamb2) support this. They showed that as the gas stream enters the bed it cools rapidly, within the first 20 mm, to a saturation temperature. The gas stream remains at this temperature as it transpires through and out the top of the bed. It was found out that the rapid cooling of the gas stream represents the drying zone. The temperature profile of the thermocouple in a burning bed indicates that the main bulk of the bed i s dried within 20 mm of the glowing embers.
It appaars that burning rate is controlled by the rate at which the bed can be dried by radiation, convection and conduction from the glowing embers beneath the bed. Burning rate equations were based on this concept. The main components were determined as follows:
- Drying by convection 'is dependent on the rate that steam can be carried from the bed by the transpiring gases. This i s determined by saturation temperature and transpiring gas flow rate. Saturation temperature was measured directly with a thermocouple in the bed. Transpiring gas flow rate was calculated from permeability measure- ments and the relationship given in Appendix A.
- Drying by radiation was determined from ember temperature measure- ments and the area of the ember zone.
- Drying by conduction along fuel particles was estimated from measure- ments of temperature gradient in the bed.
The derivation of burning rate equations (Lamb2) is beyond the scope of this report but calculated curves are included in Fig. 3-6 for comparison with actual burning rate results.
As11 content and particle size trials
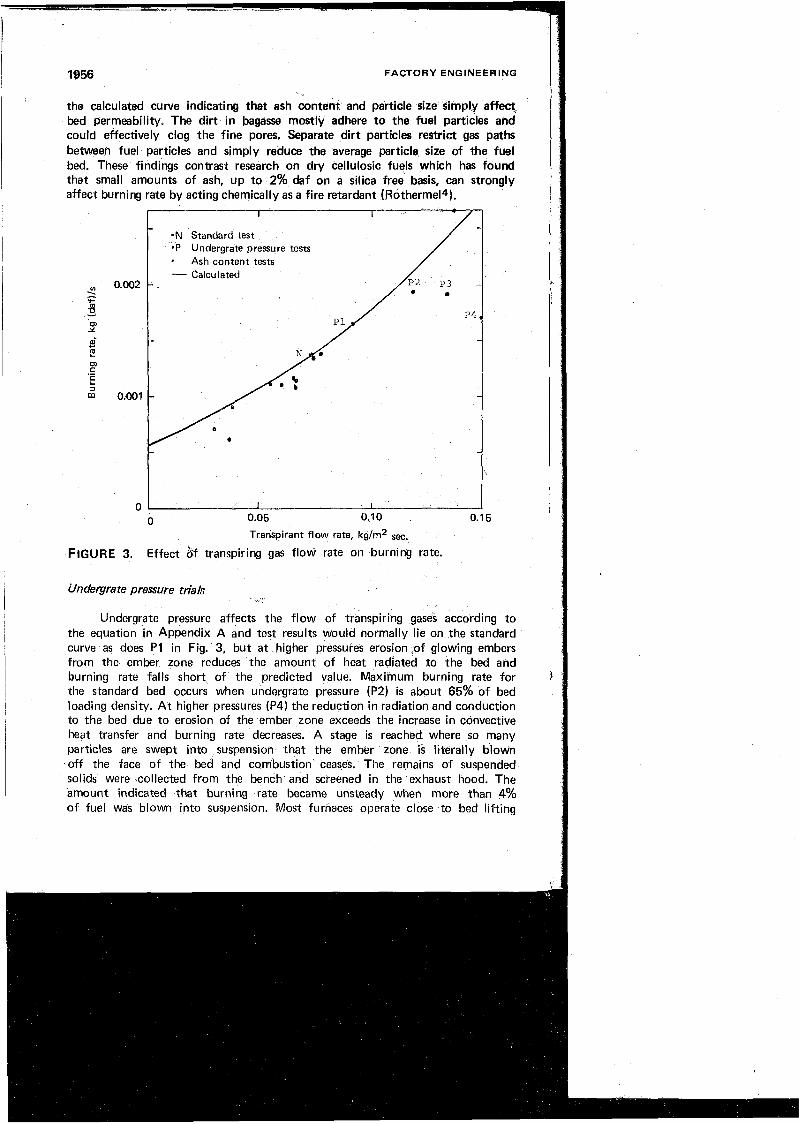
The effects of ash content and fuel particle size were tested together. Ash contents ranged from 2.9 to 47.0% on a dry and ash free basis (daf) and average particle size ranged from 0.5 to 1.4 mm. Average particle size is normally the diameter of a spherical particle having the same surface area-to-volume ratio as the average for particles in the sample. Burning rate results are indicated by the unlabeled data points in Fig. 3. Theyacorrelate reasonably well with
. I
1956 FACTORY ENGINEERING I \ -
the calculated curve indicating that ash content and particle size simply affect bed permeability. The dirt in bagasse mostly adhere to the fuel particles and could effectively clog the fine pores. Separate dirt particles restrict gas paths between fuel particles and simply reduce the average particle size of the fuel bed. These findings contrast research on dry cellulosic fuels which has found
I i that small amounts of ash, up to 2% daf on a silica free basis, can strongly affect burning rate by acting chemically as a fire retardant (Rotherrnel"). I
Transpirant flow rate, kg/m2 sec.
FIGURE 3. Effect bf transpiring gas flow rate on burning rate.
I Undergra te pressure trials
Undergrate pressure affects the flow of transpiring gases according to the equation in Appendix A and test results would normally lie on the standard curve as does PI in Fig. 3, but at higher pressures erosion of glowing embers from the ember zone reduces the amount of heat radiated to the bed ahd burning rate falls short of the predicted value. Maximum burning rate for ! the standard bed occurs when undergrate pressure (P2) is about 65% of bed
i loading density. A t higher pressures (P4) the reduction in radiation and conduction to the bed dye to erosion of the ember zone exceeds the increase in convective
i I
heat transfer and burning rate decreases. A stage is reached where so many particles are swept into suspension that the ember zone is literally blown off the face of the bed and combustion ceases. The remains of suspended solids were collected from the bench and scfeened in the exhaust hood. The amount indicated that burning rate became unsteady when more than 4% of fuel was blown into suspension. Most furnaces operate close to bed lifting
1
B. Wr LAMB 1957
conditions and the amount of fuel burnt in suspension is probably in the order of 10-1 5%.
Bed voidage trials
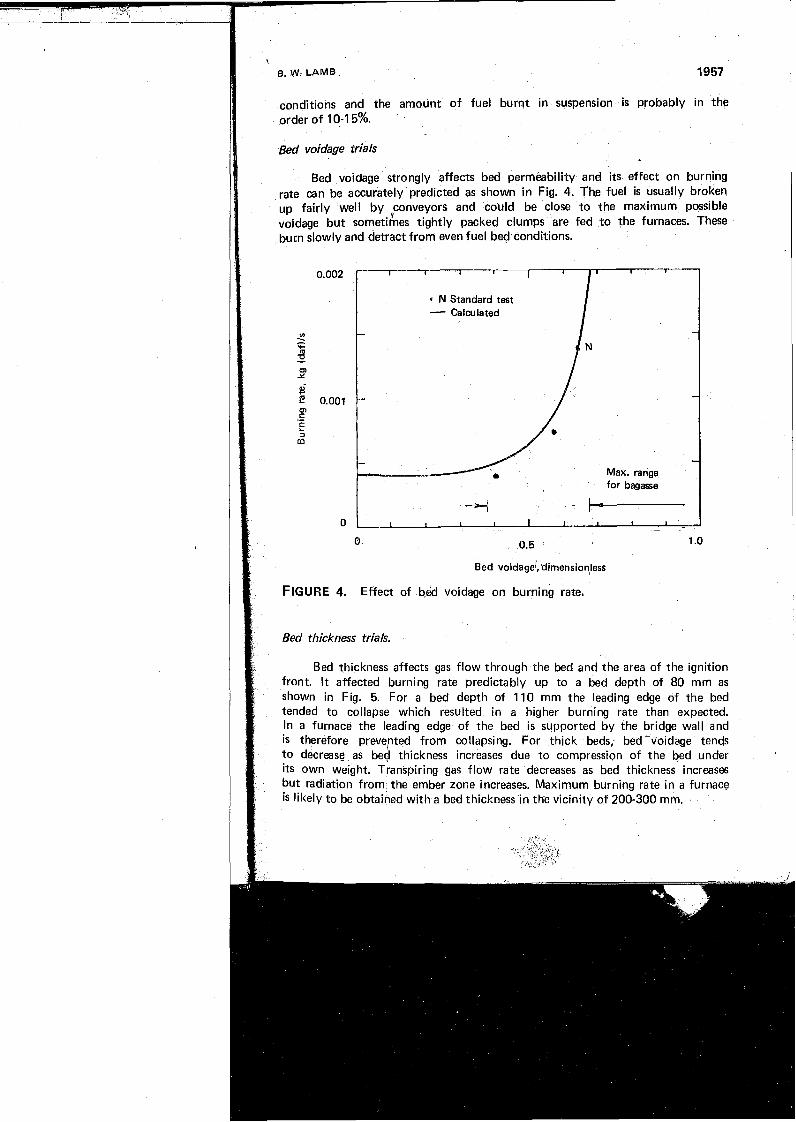
Bed voidage strongly affects bed permeability and i t s effect on burning rate can be accurately predicted as shown in Fig. 4. The fuel is usually broken up fairly well by Fonveyors and could be close to the maximum possible voidage but sometimes tightly packed clumps are fed to The furnaces. These burn slowly and detract from even fuel bed conditions.
r N Standard test - Calculated
Bed voidage/, dirnension)ess
FIGURE 4. Effect of b$d voidage on burning rate.
Bed thickness trials.
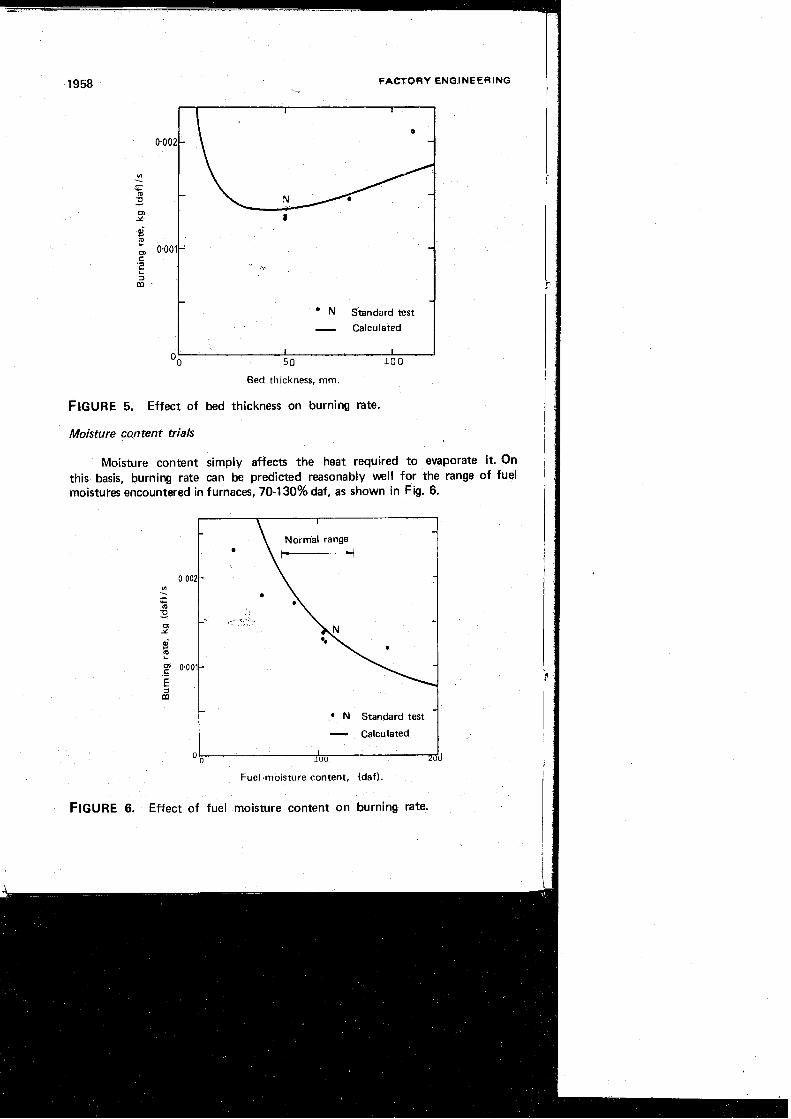
Bed thickness affects gas flow through the bed and the area of the ignition front. I t affected burning rate predictably up to a bed depth of 80 mm as shown in Fig. 5. For a bed depth of 110 mm the leading edge of the bed tended to collapse which resulted in a higher burning rate than expected. In a furnace the leading edge of the bed i s supported by the bridge wall and is therefore prevented from collapsing. For thick beds, bed-voidage tends to decrease as bed thickness increases due to compression of the bed under its own weight. Transpiring gas flow rate decreases as bed thickness increases but radiation from the ember zone increases. Maximum burning rate in a furnace is likely to be obtained with a bed thickness in the vicinity of 200-300 mm.
m OO 50 10 0
Bed th~ckness, mm.
FIGURE 5. Effect of bed thickness on burning rate.
Moisture content trials
Moisture content simply affects the heat required to evaporate it. On this basis, burning rate can be predicted reasonably well for the range of fuel moistures encountered in furnaces, 70-130% daf, as shown in Fig. 6.
FIGURE 6.
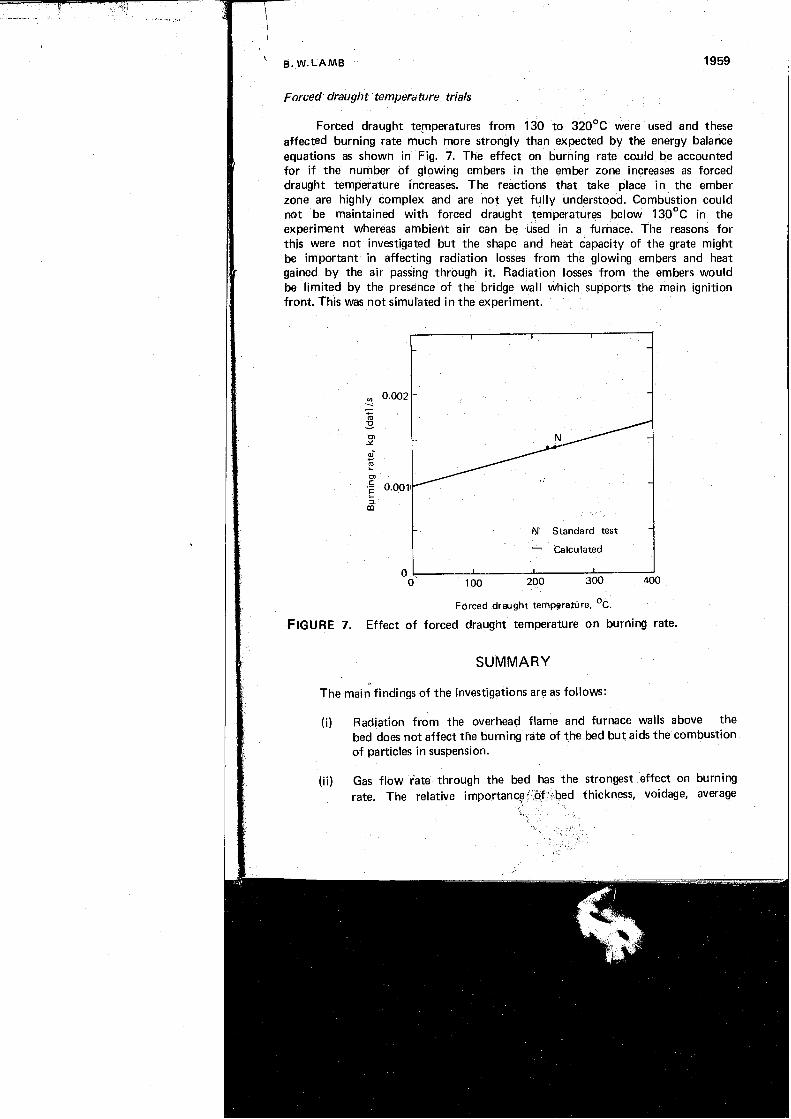
Forced draught temperature trials
Forced draught temperatures from 130 to 320°C were used and these affected burning rate much more strongly than expected by the energy balance equations as shown in Fig. 7. The effect on burning rate could be accounted for if the number of glowing embers in the ember zone increases as forced draught temperature increases. The reactions that take place in the ember zone are highly complex and are not yet fully understood. Combustion could r$~t be maintained with forced draught temperatures below 1 3 0 ' ~ in the experiment whereas ambient air can be used in a furnace. The reasons for this were not investigated but the shape and heat capacity of the grate might be important in affecting radiation losses from the glowing embers and heat gained by the air passing through it. Radiation losses from the embers would be limited by the presence of the bridge wall which supports the main ignition front. This was not simulated in the experiment.
N Standard test - Calculated
Forced drwght temperature, OC.
FIGURE 7. Effect of forced draught temperature on burning rate.
SUMMARY
The main findings of the investigations are as follows:
i (i) Radiation from the overhead flame and furnace walls above the bed does not affect the burning rate of the bed but aids the combustion of particles in suspension.
i (ii) Gas flow rate through the bed has the strongest effect on burning rate. The relative importance' 5fif' bed thickness, voidage, average
1960 FACTORY ENGINEERING
particle size and undergrate pressure on flow through the bed are given by the equation in Appendix A. Ash content also.simply affects flow through the bed.
/
The main cause of unsteady burning rate in furnaces is uneven fuel bed conditions. This causes channeling of gases through the bed and where the flow rate is highest the ignition front progresses fastest. The bed becomes thinner a t that point and the situation worsens until a blow-hole forms. When this happens a cloud of undurnt particles is thrown into suspension in a volcanic action which tends to increase the amount of carry over of unburnt material into the combustion chamber and to increase unburnt losses. As the blo-w-hole grows, a greater pro,portion of primary air by-passes the @d and undergrate pressure tends to drop. This causes the transpiring, gas flow rate to decrease and burning rate decreases accordingly. As a result, the excess air level tends to increase which not only increases heat losses up the stack per unit mass of fuel burnt but also results in a lower furnace temper- ature which increases the carry over of unburnt material. When the blow-hole collapses forced d~aught pressure increases again until a hole ,forms somewhere else. The formation and collapsing of blow-holes causes burning rate to fluctuate and causes high heat losses. Blow-holes can be minimized by obtaining an even distributibn of fuel on the grate, by optimizing the length of the grate ,Bnd by obtaining a grate of even resistance.
(iii) The temperature of forced draught air can strongly affect burning rate but the real benefits of pre-heated air are not likely to be realized while blow-holes are a problem, rather the problem is likely to be aggravated.
(iv) Fuel moisture content affects the amount of water that has to be evaporated before the fuel will \burn. On this basis burning rate is roughly inversely proportional to moisture content within the normal rangaof bagasse.
APPENDIX A
Permeability equation and nomenclature
where z = p ( ? - ~ ) / d
d = diametb of a sphere having the same surface area-to-volume ratio as the average particle (m)
1961
G = mass flow rate of gas through bed per unit area of grate (kg/m2s)
g = gravitational constant (m/s2)
K = correction factor for bagasse. It was 0.48 for standar-d fuel and ranged from 0.30 to 0.75 with Variations in moisture, ash content, and particle size
2 = bed thickness (m)
P = pressure drop across the bed (Pa)
EJ = gas dynamic viscosity (kglms) . ?"r
Y = bed voidage (dimensionless)
p = gas density (kg/m3)
REFERENCES
1. Ergun, S. (1952). Fluid flow through packed columns. Chem. Eng. Progr. 48:89-94.
2. Lamb, B.W. Combustion of Bagasse. Ph.D. thesis University of Sydney. In preparation.
3. and R.W. Bilger (1977). Combustion of bagassel Literature review. Sugar T,echnol. Rev. 4:89-130.
4. Rothermal, R.C. (1972). A mathematical model for predicting fire Spread in hildland fuels. USDA Forest Service Res. P. INT-115. 40 p.
INVESTIGACIONES DE LOS FUNDAMENTOS DE COMBUSTION DE BAGASO EN "STEP-GRATE" HORNOS
B. W. Lamb
I
RESUMEN
El autor ha estado estudiando el procedimiento de combustion "stepgrate" con el fin de predecir la medida de quemo del combus- tible y de las condiciones del horno. Se dan en este papel 10s re- sultados principales obtenidos mediante probaduras de medida de quemo en equipo experimental y se discute~i sus implicaciones en la situation real del horno. El resultado de las investigaciones es
1962 FACTORY ENGINEERING
I I -
que la medida de quemo no es afectada por la fadiacibn de las paredes I del horno y las llamas sobre el lecho o armazon (la cama) p r o
depende mucho de la pequefia fraccion de la corriente principal de aire que transpira por la base (cama). Los resultados indican que la permeabilidad uniforme de las camas es de suma importancia , para condiciones fijas y aseguradas de quemo y 10s efectos del gruesor de la cama, vacio (voidage), tarnatlo regular de la partikula y la presion de esta (fog6n de reja - "undergrate"), se dan aqui. Se clarifican tambien 10s papeles que toman parte el contenido de humedad, c~ntenido de ceniza y del aire pre-calentado.





























