Embed Size (px)
DESCRIPTION
LNG Carrier Propulsion by ME-GI Engines and/or Reliquefaction
Citation preview

MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
MAN B&W Diesel A/S, Copenhagen, Denmark
Contents:
LNG Carrier Propulsionby ME-GI Engines and/or Reliquefaction
LNG Carrier Propulsion by ME Engines ............................... 3
Diesel Engine Technology ....................................................... 4
ME-GI The Dual Fuel Engine ................................................. 6
Elements of the ME Engine ................................................... 7
Features of the ME Engine .................................................... 11
Advantages of the ME Engine ............................................... 13
Reliquefaction Technology ....................................................... 14
– Boil-off cycle ........................................................................ 14
– Nitrogen cycle ...................................................................... 15
– Control systems ................................................................... 15
– Redundancy ........................................................................ 16
Liquefaction Plant .................................................................. 17
LNG Carrier ............................................................................ 18
Economical Evaluation .......................................................... 20
– Investment cost ................................................................... 21
Exhaust Emissions ................................................................ 21
Conclusion ............................................................................. 21
References ............................................................................. 21
Appendix ................................................................................ 22
Page


3
LNG Carrier Propulsionby ME-GI Engines and/or Reliquefaction
LNG Carrier Propulsionby ME Engines
LNG carriers represent the last standfor the – in all other markets – practicallyextinct marine steam turbines. With effi-ciencies of only about 30%, versus thediesel engines’ more than 50%, and incombined systems even higher, dieselengines are the propulsion system ofchoice in the marine industry.
This reason for the dominance of thediesel engines is clearly demonstrated inFig. 1, showing the thermal efficiency ofthe various prime movers.
As shown, steam turbine propulsion plantsgenerally have a lower efficiency andtherefore need far more input energythan modern, fuel efficient diesel engines.With efficiency and CO
2 emission being
largely inversely proportional, MAN B&Wis proposing alternative propulsionconcepts based on low speed dieselengines with electronic control formodern LNG tankers.
Two different concepts are offered:
• ME HFO burning engines• ME-GI dual fuel burning engines.
HFO burning fuel efficient Low Speedtwo-stroke diesel engines in single ortwin propeller configuration, in combina-tion with reliquefaction of the Boil OffGas (BOG), offer economic benefits forthose trades where loss, i.e. consump-tion of cargo, is not accepted and thesupply of the full amount of cargo ishonoured.
Where this is not the case, and gas fuelis preferred, the ME-GI dual fuel engineis the proper answer.
Recent technical development hasmade it possible for MAN B&W to offerthe option of dual fuel operation onME-powered LNG carriers. The systemfocuses around a high pressure recipro-
cating compressor supplying the enginewith the main gas injection, while igni-tion is ensured by pilot oil injection.
Ten years of operational experiencehave been logged with this concept.
However, LNG carriers are expensiveships, and the contractual supply ofcargo is usually tied by strict charterpartyconditions. Therefore, the market hasbeen hesitant to look at and accept otherthan the traditional steam propulsionsystem.
Now this has changed. With the marketlaunch of electronically controlled lowspeed diesels and reliable independentreliquefaction technology, all the tradi-tional reasons not to leave the steamturbine have become invalid.
It must also be realised that manning ofsteam driven commercial vessels will beincreasingly difficult because of thephasing out of marine steam turbines.
The purpose of this paper is to demon-strate by comparison that the LNGtransport industry can benefit greatly interms of US$ savings by changing toelectronically controlled low speed dieselswhile, at the same time, contributing toa better environment by significantlyreducing CO
2 emission. The OVERALL
conclusion is that more than US$ 3 mil-lion is lost every year through the funnelof every steam driven LNG carrier!
35
30
40
25
50
45
Medium speeddiesel engine
20
Capacity (MW)501 10
55Thermal efficiencies %
Gas turbine
Combined cyclegas turbine
Steam turbine
Low speed diesel engine
5
LNG carrier
Fig. 1: Typical thermal efficiencies of prime movers

4
Diesel Engine Technology
MAN B&W offers a full programme ofmarine diesel engines for every conceiv-able application.
The low speed engine programme is devel-oped in Denmark and manufactured by afamily of licensees at major shipbuildingcentres of the world. Single unit powersrange from 2,000 hp to well over 100,000hp, all for direct coupled installation atpropeller speeds from 250 rpm down to60 rpm for the largest propellers.
The power requirement for an LNG carriercalls for some 40,000 hp, typically twooff 60 or 70 cm bore units.
MAN B&W low speed engines hold aworldwide market share of about 65 %in their segment.
Fig. 2: 7S50ME-C, MAN B&W Diesel, Denmark, February 2003
The introduction of electronically control-led camshaft-less low speed diesel engines(Ref. [1]) is now gaining momentum.
MAN B&W has developed and refinedthis new technology in its ME-range ofengines by combining traditional, proventechnologies with enhanced electroniccontrol so as to design engines which,while being both production-friendly andoperationally easy to handle, yet willprovide all benefits to the owner andoperator of contemporary and futuresoftware achievements. Fig. 2 showsthe first such commercial ME-C enginein Frederikshavn, Denmark. Another recentdemonstration took place with the deliveryof a 6S70ME-C engine at HSD in Koreain July 2003. The ME engines have thesame speed and power as their MCcounterparts.
Camshaft-controlled diesel engines havebeen the state of the art ever since thebirth of reciprocating machinery and havebeen refined and developed ever since.However, a mechanical cam is fixedonce made and, in spite of various me-chanical and hydraulic add-on deviceslike VIT, etc., timing control possibilitiesare limited with mechanical cams. Notleast fuel injection pressure control andvariation over the load range have limi-tations with a cam-controlled engine.
Therefore, the main purpose of changingto electronic control is to ensure fuel in-jection timing and rate, as well as theexhaust valve timing and operation, ex-actly when and as desired, see Fig. 3.
Especially with respect to the fuel injec-tion rate, the control system has been

5
WHY?
To ensure:• Fuel injection timing and rate• Exhaust valve operation• Cylinder oil feed rate
Precisely whenwhenwhenwhenwhen and asasasasas desiredFor improved combustion, emissionsand engine versatility at any load
The ME engine with fullyintegrated control of:
• Starting air valves• Start and reversing sequences• Governor function• Auxiliary blowers• Electronically profiled injection control• Exhaust valve actuation• Cylinder oil feed rate
so designed that it is possible to main-tain a rather high injection pressure alsoat low load, without the limitation of thecamshaft controlled engine, where thiswould result in too high pressure at highload. The ‘cam angle, inclination andlength’ are electronically variable. In ad-dition, the ME engine features electroniccontrol of the cylinder lube oil feed, byhaving our proprietary Alpha Lubricatorsintegrated in the system. With the AlphaLubrication system, about 0.3 g/bhphcyl. oil can be saved, compared withengines with mechanical lubricators.
The electronic control of the engine fuelinjection and exhaust valves improveslow load operation, engine acceleration,and gives better engine balance and loadcontrol, leading to longer times betweenoverhauls, also by implementation ofenhanced diagnostics systems. It will givelower fuel consumption, lower cylinderoil consumption and, not least, betteremission characteristics, particularly withregard to visible smoke and NO
x.
For the ME engines, the electronic con-trol system has been made complete.Hence, the ME engine features fully in-tegrated control of all functions like thegovernor, start and reversing, fuel, ex-haust and starting valves, as well as cyl-inder oil feeding, as summarised in Fig. 4.
Fig. 3: Reasons to develop electronicallycontrolled engines
Fig. 4: Electronically controlled engines withfully integrated electronic control

6
ME-GIThe Dual Fuel Engine
In order to make it possible to use theBoil Off Gas from an LNG Carrier asfuel in low speed diesels as well, MANB&W has readdressed this technologybased on our ME engine concept.
The benefits of the greater control givenby the ME engine range further enhancethe operational reasons for introducingthis option.
Some years ago, MAN B&W developedthe MC range of engines for dual fuel.These were designated MC-GI (GasInjection). The combustion cycle wasinitiated by the injection of pilot fuel oil,followed by the main gas injection. Thetechnology was widely published as, for
Full redundancy as required by Interna-tional Association of Classification Soci-eties’ (IACS) can be met with one com-pressor, one reliquefaction unit or oneoxidizer as also discussed later. The sys-tem configuration is shown in Fig. 5.
instance, in Ref. [2]. The fuel injectiontiming on these dual fuel engines wasmechanically controlled, but in the elec-tronically controlled version, like all MEengines, it can be user-defined and issubject to greater control and flexibility,thereby allowing the dual fuel conceptto be further optimised.
The efficiency of the ME-GI duel fuelengines is the same as an ordinary MEengine, due the diesel cycle. The systemefficiency will be higher than that of othergas consuming propulsion system, incl.dual fuel diesel electric even consideringthe compressor power.
Fig. 5: ME-GI engine and gas handling units
Internal and external systems for dual fuel operation
Engine room Outside
Sealing oil systemGas system on the cylinderExhaust receiver
Cylinder cover
Valve block
Ventilation system Gas supply system
Double wall pipe
Gas pipe
Air flow directionGas flow direction
B.0.gas
Servo oil
Fuel oil pressure booster Pipe
Compressorunit
Reliquefaction unitELFI valve
Gas oxidizer
B.0.gas
B.0.gas
LNG
STACK
Inert gas line
ELGI valve

7
Elements of the ME Engine
The mechanical difference between anMC-C engine and its electronically con-trolled counterpart, the ME-C engine,constitutes a number of mechanical partsthat are made redundant and replacedby hydraulic and mechatronic parts withenhanced functions.
The following parts are omitted:
• Chain driveChain wheel frame
• Chain box on frame boxCamshaft with cams
• Roller guides for fuel pumpsand exhaust valves
• Fuel injection pumps
• Exhaust valve actuators
• Starting air distributor
• Governor
• Regulating shaft
• Mechanical cylinder lubricator
• Local control stand
The above-mentioned parts are replaced by:
• Hydraulic Power Supply (HPS)
• Hydraulic Cylinder Units (HCU)
• Engine Control System (ECS),
• Crankshaft position sensing system
• Electronically controlled Alpha Lubricator
• Local Operating Panel (LOP)
Fig. 6 shows how the necessary powerfor fuel injection and exhaust valve op-eration – previously provided via thechain drive – is now provided from aHydraulic Power Supply (HPS) unit loca-ted at the front of the engine at bedplatelevel. The main components of the
Hydraulic Power Supply unit are thefollowing:
• Self cleaning filter with 10-micronfilter mesh
• Redundancy filter with 25-micronfilter mesh
Before engine start, the hydraulic oil pres-
MCMC MEMEHydraulic Power Supply
Generates the power necessary forfuel oil injection and exhaust valve opening
Fig. 6: Hydraulic Power Supply (HPS)
• Start-up pumps:Electrically driven pumps with supplypressure of 175 bar
• Engine driven axial piston pumps sup-plying high pressure oil to the HydraulicCylinder Unit with oil pressures up to250 bar

8
sure used in the mechanical/hydraulicsystem (for controlling the actuators) isgenerated by electrically driven start-uppumps. After start, the engine drivenpump will take over the supply.
The engine driven pumps are gear orchain driven, depending on engine size.If so preferred, all pumps can also beelectrically driven. The hydraulic pumpsare axial piston pumps with flow control-led by the integrated control system.
Second-order moment compensators,where needed, can be integrated intothe pump drive. Alternatively, electricallydriven compensators can be used.
Fig. 7 shows the entire hydraulic oil loopwith the hydraulic power supply systemand, as can be seen, the generatedservo oil is fed via double-walled piping
Fig.7: ME engines, hydraulic oil loop
Fuel 8 bar Hydrauliccylinder unit
Alpha lubricator
Servo oilreturn to sump
Fine aut. filter
Piston cooling + bearings
From sump
Main lubepump
Safety and accumulatorblock
EL. driven hydraulic pumps
Engine�drivenhydraulic pumps
Servo oil
Fuel oil pressurebooster Exhaust valve actuatorELFI/ ELVA
Cyl. 1 Cyl. 2 Cyl. 3 Cyl. 4 Cyl. 5 Cyl. 6CCUCCU CCU CCU CCU CCU
200 bar
The system provides:Pressure, timing, rate shaping, main, pre� & post�injection
200 bar hydraulic oil.Common withexhaust valve actuator
Low pressure fuel supply
Fuel return
Position sensor
Measuring andlimiting device.Pressure booster(800�900 bar)
Injection
ELFI valve
Fig. 8: Fuel injection system for ME engines

9
to the Hydraulic Cylinder Units of whichthere is one per cylinder, mounted on acommon base plate on the top gallerylevel on the engine. In this figure, alsothe important electronic control valves,i.e. the ELFI (a proportional ELectronicFuel Injection control valve) and the ELVA(an on-off ELectronic exhaust ValveActuator) are shown on most ME-en-gines will be contined.
The Hydraulic Cylinder Unit furthermorecomprises a hydraulic oil distribution blockwith pressure accumulators, the exhaustvalve actuator with ELVA, and a fuel oilpressure booster with ELFI, raising thefuel oil supply pressure during injectionfrom the 8-bar supply pressure to thespecified load-dependent injection pres-sure of 600-1000 bar. Permanent highpressure with preheated fuel oil on topof the engine is thereby avoided, withoutlosing any advantage of high-pressureinjection.
Fig. 8 shows the per cylinder fuel oil in-jection system, and Fig. 9 shows the in-dividual components of the fuel oil pres-sure booster. As will appear, the fuel oilpressure booster is mechanically much
ELVA on�off valve
ELVA on�off valve
Exhaust valve actuator
Exhaust valve actuator
ExhaustvalveExhaustvalve
To drainTo drain High pressurehydraulic oil – inletHigh pressurehydraulic oil – inlet
MembraneaccumulatorMembraneaccumulator
Hydraulicpush rodHydraulicpush rod
Fig. 9: Fuel oil pressure booster and control valve Fig. 10: Exhaust valve actuator andcontrol valve
MC designMC design ME designME design
Starting valvesStarting valvesStarting valvesStarting valves
Starting airStarting air
NC�valvesNC�valves
Pilot air inletPilot air inletBlow�offBlow�off
Connectionfor
ConnectionforECSECSdistributordistributor
The NC valve is mounted on the main starting pipe behind the cylinder coverThe NC valve is mounted on the main starting pipe behind the cylinder cover
Fig.11: ME engine starting air system
simpler than the traditional fuel pumpwith roller, roller guide, VIT and cut-offwedges.
About 15,000 hours have been loggedon the first ME engine in service, andthere has been virtually nothing to report.The fuel oil pressure booster is less ex-posed to wear than a traditional fuel oil
pump and, with its significantly largersealing length compared with the con-ventional Bosch-type fuel pumps, alonger lifetime can be expected.
Fig. 10 shows the actuator for the exhaustvalve which responds to the electronicactuator signal from the engine controlsystem.
To drainTo drain
MembraneaccumulatorMembraneaccumulator
Fuel oil inlet 8 barFuel oil inlet 8 bar
Suction valveSuction valve
ELFI Proportional valve
ELFI Proportional valve
Slide fuelvalve
Slide fuelvalve
Hydraulic pistonHydraulic piston
High pressure pipeHigh pressure pipe
High pressurehydraulic oil – inletHigh pressurehydraulic oil – inlet

10
Another system that benefits from mec-hanical simplification by being electronicallyrather than mechanically controlled onthe ME engine is the starting air system,Fig. 11.
The Alpha Lubricator system for cylinderoil feed rate control, already with morethan 200 sets sold, benefits in the MEengine version by using the 200-bar servooil pressure as the driving force ratherthan a separate pump station used inthe standalone systems. On ME engines,the Alpha Lubricator is mounted on thehydraulic cylinder units, as shown inFig. 7. The ME execution, therefore, asillustrated in Fig. 12 uses servo oil foractuation instead of cylinder oil as forAlpha lubricators on MC engines.
The ME engine control system, simplifiedin Fig. 16, is designed with the principlethat no single failure will make the en-gine inoperative. Therefore, all essentialcomputers are with a hot standby.
The computers in the system, referredto as Engine Interface Control Unit, En-gine Control Units, Cylinder Control Unitsand Auxiliary Control Units will adapt tothe desired functionality of the particularlocation once installed, including if replacedby a spare. The computer, often referredto as a Multi-Purpose Controller, is aproprietary in-house development ofMAN B&W Diesel. Thus, we can ensurespare part deliveries over the engine’slifetime. The Local Operating Panel, incl.Cylinder Control and Auxiliary ControlUnits, is mounted on the middle galleryof the 7S50ME-C. The Control Units can,of course, also be located elsewhere.
As to installation aspects, an ME-Cengine and an MC-C engine are, apartfrom the cabling of the control network,practically the same for a shipyard, asdetailed below:
• Overhaul height: same
• Engine seating: same
• Engine outline: small gallery modifi-cations with no influence for yard
• Engine weight: reduced
• Engine pipe connection: back flushfrom filter on engine added, otherconnections are unchanged
• Top bracing exhaust side: same
• Capacity of auxiliary machinery: same
• Lubricating oil system: slightly modified
• Separate governor is omitted
• Shaft aligment, improved possibilitiesfor alignment
• Cabling: cables added for communi-cation and network
BridgeBridgeBridge
Engine Control RoomEngine Control RoomEngine Control Room
Engine Room/On EngineEngine Room/On EngineEngine Room/On Engine
MainOperating
Panel
Control RoomPanel
BridgePanel
ACU CCU
ECU – A
EICU – A
Auxiliary Control Units
Engine Interface Control Unit
Cylinder Control Units
Engine Control Unit
LocalOperation
Panel
EICU – B
PC
ECU – B
Tacho +
position signal
Fig.12: Alpha cylinder lubricator for ME engine
Fig. 13: ME engine control system
Spacerfor basic setting of
pump stroke Stroke adjusting screw
Cylinderlube oil inlet
200 bar servooil supply
Signal for lubrication from controllerInductive proximity switch for feed�back
signal for control of piston movement
Injection plungers
Actuator piston
Drain oiloutlet
Outletsfor cylinder linerlube oil injectors
Saves cylinder lube oil

11
Features of the ME Engine
As mentioned, the purpose of makingelectronic engines is focused aroundthe virtues related to “ensuring fuel in-jection and rate, as well as exhaust valvetiming exactly when and as desired”.
With respect to the exhaust valve move-ment, this means changing the ‘camlength’, as illustrated in Fig. 14, by sim-ply changing the point in time of activat-ing the ELVA valve. This can be used tocontrol the energy to the turbocharger,
Deg. after BDC
bar 7S50ME�C 75 % Load Injection Profiles
165 170 175 180 185 190 195 200 205 210 2150
100
200
300
400
500
600
700
800
900
Constant
D . a BDC
7S50ME�C 75 % Load Injection Profiles
165 170 175 180 185 190 195 200 205 210 215
100
200
300
400
500
600
700
800
900Classic
Double injection
Fig.15: Injection profilesFig.14: Exhaust valve timing
0
10
20
30
40
50
60
70
80
90 110 130 150 170 190 210 230 250 270 290Dg. C. A.
Early closingLate closing
Early openingLate opening
Referencemm
Fig.16: Fuel injection pressure at 75% load, ME-C versus MC-C
Deg. after BDC
7S50ME�C/7S50MC�C 75 % Load
160 165 170 175 180 185 190 195 200 205 210 215 2200
100
200
300
400
500
600
700
800
900
1,000
Deg. after BDC
7S50ME�C/7S50MC�C 75 % Load
160 165 170 175 180 185 190 195 200 205 210 215 2200
100
200
300
400
500
600
700
800
900
1,000
ME�C
MC�C
Bar ABS
Fig. 17: Performance curves, ME-C versus MC-C showing the effect ofvariable compression ratio
40 50 60 70 80 90 100 110
g/kW
h
SFOC ME�C SFOC MC�C
pmax and pcomp
75
115
155
40 50 60 70 80 90 100 110
Bar
(ab
s)
pmax ME�Cpcomp ME�C
pmax MC�Cpcomp MC�C
40 50 60 70 80 90 100 110
g/kW
h
SFOC ME�C SFOC MC�CSFOC
10.0�0.0
10.0
40 50 60 70 80 90 100 110
gk
h
�C SFOC MC�C
40 50 60 70 80 90 100 110
r(
s)
pmax ME�Cpcomp ME�C
pmax MC�Cpcomp MC�C
Engine load
both during steady and transient loadconditions. Smoke-free accelerationand SFOC optimisation at any load arenatural benefit from this.
Thanks to the multitude of possibilitieswith the proportional valve controllingthe servo oil flow to the fuel oil pressurebooster, the ‘fuel cam length’, ‘fuel caminclination and ‘fuel cam angle’ andeven the number of activations per strokecan be varied for the fuel oil injection.
Fig. 15 illustrates different profiles demon-strated during testing of the 7S50ME-C.The double injection profile is speciallytailored to provide a significant reductionof NO
x emissions.
Fig. 16 shows the selected injectionrate on that engine at 75% load, com-pared with what it would have beenwith a fixed cam. The result is a moreintensive heat release. A better heat re-lease mirrors a reduced fuel consumption,

12
because the pmax can be kept high atlow loads.
General performance curves for the ME-Cand MC-C engines are shown in Fig. 17.The lower part load fuel consumption isachieved by raising the pmax over thewhole load range. In order to avoid toomuch difference be-tween pmax and pcomp,the compression pressure is also raisedby exhaust valve timing control.
As the first two modes to be incorporatedin the control system of the ME engine,as standard, are the ‘fuel economy mode’and the ‘low-NOx’ mode. Fig. 18 illustratesthe coagency between SFOC, NOx, andpmax/pcomp for the two modes.
It goes without saying that an ME-Cengine will comply with IMO’s NOx capalso in the fuel economy mode.
The low-NOx mode is intended for areaswhere lower NOx emission than IMONOx limits will apply.
Changing from one mode to another isa matter of seconds only and, ofcourse, it is done while running, as illus-trated in Fig. 19.
At the low end of the load scale, thepossibility for controlling the timing andrate of injection gives the possibility todemonstrate stable running down to10% of MCR-rpm, i.e. 13 rpm against awater brake for the S50ME-C. This willbe even more stable against a propellereliminating the need for start-and-stopoperation through channels and canalsand making ME engines particularlysuitable for vessels with varying loadprofiles.
Fig. 19: Mode change demonstration
Fig. 18: Performance curves, economy versus low NOx mode
16:37 16:38 16:39 16:40 16:41 16:42 16:43 16:44 16:45 16:46
NOx [ppm]
2003 �02�17
1401501601701801902002102202300 020 10040 20060 30080 400100 500120 600140 700160 800
CylinderPump
2003 �02 �17
1401501601701801902002102202300 020 10040 20060 30080 400100 500120 600
700160 800
CylinderPump
Economy mode Low NO X mode
Time
0
100
200
300
400
500
600
700
800
900
1000
11001200
1300NOx [ pm]
1401501601701801902002102202300 0
20 10040 20060 30080 400
100 500120 600140 700160 800
CylinderPump
2003�02�17
1401501601701801902002102202300 0
20 10040 20060 30080 400
100 500120 600140 700160 800
CylinderPump
Economy mode Low NOX mode
2003�02�02�17
SFOC
�10010
40 50 60 70 80 90 100 110
g/kW
h
Economy mode Low NOx mode
75115155
40 50 60 70 80 90 100 110Bar
(ab
s)
Pmax EcOnomy modePcomp Economy mode
Pmax Low NOx modepcomp
Relative NOx emission
80100120
40 50 60 70 80 90 100 110Engine load
%
Economy mode
Pmax and Pcomp
Low NOx mode
Low NOx mode

13
Advantages of the MEEngine
The advantages of the ME range ofengines are quite comprehensive, asseen below:
• Lower SFOC and better performanceparameters thanks to electronicallycontrolled variable timing of fuel injec-tion and exhaust valves at any load
• Appropriate fuel injection pressureand rate shaping at any load
• Improved emission characteristics, withlower NOx and smokeless operation
• Easy change of operating modeduring operation
• Simplicity of mechanical system withwell-proven traditional fuel injectiontechnology familiar to any crew
• Control system with more precisetiming, giving better engine balancewith equalized thermal load in andbetween cylinders
• System comprising performance, ad-equate monitoring and diagnostics ofengine for longer time between over-hauls
• Lower rpm possible for manoeuvring
• Better acceleration, astern and crashstop performance
• Integrated Alpha Cylinder Lubricators
• Up-gradable to software developmentover the lifetime of the engine
It is a natural consequence of the abovethat many more features and operatingmodes are feasible with our fully integra-ted control system and, as such, will beretrofittable and eventually offered toowners of ME-C engines.
Against this background, the ME-Cengine programme, is shown in Fig. 20.The reference list now comprises nearly40 engines of different sizes.
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
kW10,000 30,000 50,000 70,000 80,000
90,000 110,000 BHP
L60ME-CS50ME-C
105-12395-127
91-108 L70ME-C68- 91 S70ME-C89-104 K80ME-C57- 76 S80ME-C89-104 K90ME-C
K90ME71- 94S90ME-C61- 76
r/min(L4 - L1)
84- 94 K98ME94-104 K98ME-C
90,000 100,000
130,000
90- 94 K108ME-C
S60ME-C79-105
Fig. 20: ME engine programme

14
Reliquefaction Technology
While reliquefaction is widely used in gashandling on land, it has been used onboard ship so far only on LPG carriers.
Recently, the technology for reliquefyingLNG on board ship has been maturedand commercialised. The present analysisis based on the Moss Reliquefaction, soldworldwide by Hamworthy KSE (Ref. [3]).
The patented system (Moss RS) forreliquefying boil-off gas, establishes asolution for pumping LNG back to thetanks and selling more LNG to the buy-ers of gas.
The boil-off gas reliquefaction conceptis based on a closed nitrogen cycleextracting heat from the boil-off gas.Several novel features such as separationand removal of incondensable com-ponents have resulted in a compactsystem with low power consumption.
The concept has the following technicalmerits:
• The nitrogen in the LNG boil-off gas(BOG) is not reliquefied; this results inreduced nitrogen in the tanks duringthe voyage, better control of tankpressure and lower power require-ment for the RS system.
• The system uses only proven compo-nents with extensive references fromair-separation and peak-shavingplants world-wide.
• The system is prefabricated on skidsfor easy installation and hook-up.
• The system has automatic capacitycontrol.
• The system can be stopped whenthe cargo pumps are in operation.This eliminates the need for extragenerator capacity.
• During ballast voyage, the cargo tanktemperature can be maintained byspraying reliquefied LNG back into thecargo tanks.
• The system must be installed with100% redundancy.
• No extra personnel are required foroperation and maintenance.
The process can be described as follows:
The LNG boil-off is compressed by thelow duty (LD) compressor (BOG com-pressor), and sent directly to the so-called cold box.
The cold box in which the boil-off is re-liquefied is cooled by a closed refrigera-tion loop (Brayton cycle). Nitrogen is theworking medium. Fig. 21 shows thestandard Moss RS reliquefaction system.
Boil-off cycle
The cargo cycle consists of an LD com-pressor, a plate-fin cryogenic exchanger,a separator and an LNG return pump.Boil-off is evacuated from the LNG tanksby means of a conventional centrifugallow duty com-pressor. The vapour iscompressed to 4.5 bar and cooled atthis pressure to approximately –160°Cin a plate-fin cryogenic heat exchanger.
This ensures condensation of hydrocar-bons to LNG. The fraction of nitro-genpresent in the boil-off that cannot becondensed at this condition remains asgas bubbles in the LNG. Phase separa-tion takes place in the liquid separator.
From the separator, the LNG is dumpedback to the storage tanks, while thenitrogen-rich gas phase is discharged(to atmosphere or burnt in an oxidizer).
Bog feed
Coolingwater
Suction throttle
1
2 3
4
Recycling
Nitr
og
enre
serv
oir
By�pass
Vent
To tanks
100
0
�100
100
0
�100
100
0
�100
100
0
�100
100
0
�100
100
0
�100
100
0
�100
100
0
�100
100
0
�100
Fig. 21: Standard Moss RS reliquefaction system

15
Nitrogen cycle
The cryogenic temperature inside thecold box is produced by means of anitrogen compression-expansion cycle,shown in
Fig. 22. Nitrogen gas at a pressure of13.5 bar is compressed to 57 bar in a3-stage centrifugal compressor. The gasis cooled by water (seawater or indirect)after each stage. After the last cooler,the gas is led to the “warm” part of thecryogenic heat ex-changer where it ispre-cooled to about -110°C and thenexpanded to a pressure of 14.5 barin the expander. The gas leaves theexpander at about -163°C and is thenintroduced into the “cold” part of thecryogenic heat exchanger where itcools and reliquefies the boil-off gas toLNG.
The nitrogen then continues throughthe “warm” part of the cryogenic heat
exchanger before it is returned to thesuction side of the 3-stage compressor.
The N2-compressor/expander unit is a
three-stage integrated gear centrifugalcompressor with one expander stage.
The unit has a gear with 4 pinionswhere each of the 4 wheels is coupledto a separate pinion. The result is thatthe expander work goes directly intothe gearbox and relieves the electricmotor.
The advantages of this solution are:
• More compact design
• Reduced cost
• Improved control of the refrigeration
• Reduced power consumption.
Control systems
Generally, the temperature in the nitro-gen loop decides the quantity of N
2 in
the coolant circuit.
Increasing or decreasing the amount ofnitrogen in the loop changes the coolingcapacity. The amount is changed by in-jecting or withdrawing nitrogen from thereceiver. If the cooling capacity is toohigh, the inlet expander temperature willdecrease. The control valve to the re-ceiver at the compressors dischargewill open to withdraw the nitrogen fromthe main loop. Correspondingly, if thecooling capacity is too low, the inlet ex-pander temperature will increase. Thecontrol valve from the receiver to thecompressor suction side will open toinject nitrogen into the main loop.
The relationship between cooling capac-ity and pressure changes is based onthe fact that a turbo compressor is aconstant volume flow machine. Whenthe suction pressure is changing, themass flow is changing and, correspond-ingly, the cooling capacity. The pressureratio for the compressor is constant andindependent of the suction pressure.Even if the cooling capacity is reduced,the outlet expander temperature will benearly the same.
The BOG cycle is an independent loop.The cargo tank pressure is kept appro-ximately constant by varying the massflow through the compressor. The boil-offcompressor will be a two-stage centri-fugal compressor with diffuser guide vanes(DGV) for controlling the capacity. Thereis DGV on both stages, and they workin parallel, controlled by the same signal.
2 3
1 E
SUCTION THROTTLE
2 3
1 E
Fig. 22: N2 compressor/expander

16
Redundancy
• Redundancy is required by the Inter-national Classification Society Asso-ciation (IACS), as discussed later. Therequirement is fulfilled if one of thefollowing options is installed:
• Thermal oxidizer or flare system capableof burning the maximum boil-off rate.
• Two 100% reliquefaction plant with onecold box, comprising the following:
Two BOG-compressor units (twostagecentrifugal compressor) Two N
2-com-
pressor/expander units (three-stage in-tegrated gear cen- trifugal compressorwith one expander stage)
One cold boxOne LNG phase separatorOne LNG forced return pumpAuxiliary systems
Which one to operate of the two BOG-compressor units and N2-compressor/expander units can be freely chosen byoperating the applicable valves.
Change-over of equipment is donemanually, and must be done only whenthe machinery is shut down. Simulta-neous parallel operation of the equip-ment will not be possible.
As the reliability of today’s steam turbinedriven LNG carriers is considered high,an alternative system must not deterio-rate the availability of the LNG carriers.The reliquefaction system therefore onlyuses proven components – first class,high quality with extensive references. Thelow-duty compressors in the RS systemare the same as used on all LNG carriers
today. The refrigeration cycle is in op-eration on the LNG carrier S/S LNGJamal, and the 3-stage compressor withexpander is operating on FPSOs and inonshore process plants.
The proposed cold box (plate fin heatexchanger) is widely used in onshorecryogenic installations.
An availability analysis concludes 99.98% availability, which is at the same levelor better than ship machinery in general.
Fig. 23: LNG liquefaction plant for Gasnor, Norway

17
Liquefaction Plant
Hamworthy KSE was awarded thecontract by the Norwegian gas distribu-tion company Gasnor in October 2001.The LNG production capacity is 60 ton/day (2500kg/hr), which corresponds tothe boil-off rate on traditional size LNGcarriers. This plant uses the same typeof cooling cycle (Brayton) and controlprin-ciples as the reliquefaction system forLNG carriers. The same 3-stage N
2 com-
pressor with expander and the sametype of cold box that will be used onLNG Carriers are also installed.
However, as the plant is onshore andthe feed gas comes from the gas pipe-lines from the offshore fields in theNorth Sea, this plant needs additionalequipment and systems.
The plant shown in Fig. 4 thus consistsof the following basic parts:
• Natural gas dehydration unit
• Natural gas CO2 removal unit
• Nitrogen cooling circuit (same asproposed for LNG carriers)
• Main liquefier (cold box) with LNGreceiver (similar type as proposedfor LNG carriers)
• LNG storage tank and truck loadingstation.
Natural gas from the high-pressure feedline is reduced in pressure down to 120barg and dehydrated down to a H2Ocontent of 1 ppm. The dry feed gas isfurther reduced in pressure down to 52barg prior to removal of CO2 down to alevel of 50 ppm.
Liquefaction is accomplished at about50 bar abs against cold nitrogen gas,which is cooled in a single-expansioncycle with three compressor stagesand one expander stage.
The heaviest gas fractions are sepa-rated out and the gas liquefies in thelower-mid section of the cold box.
The liquid is sub-cooled in the bottomsection and led to the LNG flash drumvia a valve, where the pressure is re-duced to 0.5 barg, and the LNG is sentto a storage tank. The system is equip-ped to give a variable production rateby adjusting the mass flow of nitrogen.
The first LNG was produced on thisplant on March 15, 2003.

18
LNG Carriers
LNG carriers, like oil tankers, are notpermitted to immobilize their propulsionmachinery while in port and port areas.Hence, redundancy is required.
For the steam ship, redundancy is con-sidered fulfilled by having two boilers,whereas no redundancy is required forthe single steam turbine, propeller shaftand propeller.
For diesel engines, which require moremaintenance on a routine basis thansteam turbines, either a multi-engineconfiguration or an alternative propulsionpower supply possibility for a single engineconfiguration is required.
Shuttle tankers in the North Sea areequipped with twin low speed enginesand twin propellers. This ensured thatapproximately half of the propulsion power
Fig. 24: Redundancy for LNG carriers
Assumptions: Dual fuel or heavy burning diesel engines as propulsion engines
Reliquefaction plant installed for gasrecevering pressure and temperaturecontrol
IACS Rules for Redundancy for Reliquefaction Plant
Alt. 1: A spare capacity at least equal to the largest single reliquefaction unit should be fitted.
Alt. 2: Auxiliary boiler(s) capable of burning the boil-off vapours and dis posing of the generated steam via a steam dumping system
Alt. 3: Gas Oxidiser, i.e. burning the boil-off gas in a separate burner unit positioned in the vessel's stack
Alt. 4: Controlled venting to the atmo- sphere of cargo vapours, if permitted by the authorities in question
always is available, and that one of thediesel engines can be maintained withoutimmobilising the vessel or compromisingsafety. A similar solution or alternativelya single diesel engine with a shaft electri-cal motor will fulfil requirements concer-ning mobilation for LNG cerriers.
The International Association of (marine)Classification Societies’ (IACS) redundancyconsiderations for a reliquefaction plant forLNG carriers are as stipulated in Fig. 24.
With the ME-GI engine, the configura-tion shown in Fig. 5, comprising onereliquefaction unit, one high pressurecompressor and one oxidizer, will com-ply with redundancy requirements andoffer full fuel flexibility.
Redundant low speed engine propulsionconcepts, as outlined above, ensurethat sufficient power is available for safenavigation and, for the twin engine con-cept with completely separated enginerooms, even an additional margin towardsany damage is obtained.
For LNG carriers, a twin engine configura-tion is proposed to alleviate any possibledoubt on reliability and redundancy.
The twin-engine configuration is shownin Fig. 25.
The average lifetime of commercialvessels is 25 years, by which time thevessels are usually scrapped for reasonsof economy. Diesel engines could oper-ate for decades beyond, as all wear partsare replaceable. Long living diesels areseen mainly in power plants. The lowspeed diesel engine has a long lifetimewhich also makes it relevant for LNGcarriers with a lifetime of up to 40 years.
The latest series of electronically con-trolled engines, the ME series, are par-ticularly suitable for the trade discussed,as the control system software can beupdated routinely.
Maintenance requirements for dieselsare predictable, and parts supplies overthe engine lifetime are guaranteed bythe manufacturer and designer.
FPP
FPP
Shaft Locking Device
Shaft Locking Device
Clutcher
Oil Supply Unitfor Clutcher
Clutcher
Oil Supply Unitfor Clutcher
Fig. 25: Twin-engine configuration

19
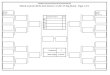
Fig. 27: Propeller curves in load diagram with one vs. two propellers working
Engine Power for LNG Carriers
40
125Size (m3)
Engine Power (kW)21 knots
20 knots
19 knots30
20150 175 200
Fig. 26: Typical propulsion powerrequirements for LNG carriers
Vibration levels are fully predictable andcontrollable, both for vessels withspherical tanks and membrane tanksystems.
Furthermore, the segregation of the gascargo and heavy fuel for propulsion en-sured with reliquefaction means thathandling of gas in the engine room andsurrounding areas is avoided.
Based on the technology described inthe foregoing, the machinery to replacethe steam turbine and boilers in a typical145,000 m3 LNG carrier is therefore 2 xapprox. 20,000 hp low speed fuel burningME or ME-GI type diesel engines.
Typical propulsion power requirementsfor LNG carriers of different sizes areshown in Fig. 26.
The bridge and engine room controlsystem shall be able to handle opera-tion with both one (emergency) and twoengines.
Propeller Performance on Twin�Screw Vessel
25%
50%
75%
100%
125%
50% 60% 70% 80% 90% 100% 110%Speed
Load
Two propellers in operation
Heavier running, when only one propeller is in operation
Single Engine Running Mode for ME�Engines
The bridge and engine room controlsystem shall, in the case of operationon two engines, be able to handle bothindividual control and simultaneous con-trol of the engines.
Simultaneous control consists of equalityin power distribution, order for reversing,start of engines and stop of engines.
The control system shall, in case of failureon one of the engines, be able to ensurecontinuous operation with only one enginewithout jeopardizing manoeuvrability orsafety of the ship or engines.
In the case of FP propellers, it is presumedthat, the shaft is declutched from the en-gines and the propeller wind- milling,alternatively that a shaft brake is applied.
In the case of CP propellers, it is pre-sumed that the propeller is at zero pitchand the shaft brake is active. If engineoverhaul is to take place during sailing,declutching is necessary.
In the case of a FP propelleer the workingengine will have to accept a ‘heavy pro-peller’, i. e. higher torque, as shown inFig. 27, which basically calls for achanged engine timing.
With the ME engine concept, this canbe done by push button only, activating“single engine running mode”.
This can be pre-programmed into thesoftware just as the so-called “economymode” and “low NOx mode”. Hence,the operating engine of will be readilyoptimised for the purpose, and full mo-bility of the vessel ensured.
As per calculation, a speed of 75% ofthe design speed of the vessel can beobtained with a single engine in operation.

20
Fig. 28: Voyage profile
Time hours Share
At sea, loaded 325 45%
At sea, ballast 325 45%
Loading 24 3.3%
Unloading 24 3.3%
Reserve 24 3.3%
Total 722 100%
0
2
4
6
8
10
12
14
Mill. US$/yr.
Stea
mDies
el
Stea
mDies
el
Stea
mDies
el
Stea
mDies
el
125K 150K 175K 200K
0
2
4
6
8
10
12
14
Mill. US$/yr.
Stea
mDies
el
Stea
mDies
el
Stea
mDies
el
Stea
mDies
el
125K 150K 175K 200K
Fig. 29: Operating costs for LNG carriers
Fig. 30: Sensitivity to LNG price
LNG consumptionHFO consumption
Production of electricityLube Oil + Maintenance
Economical Evaluation
The operating costs and the additionalincome from sale of the reliquefiedLNG for a 150,000 m3 LNG carrier isanalysed in the following. The analysisincludes fuel oil, lubricating oil andmaintenance costs for both propulsionand electricity production under variousoperating conditions.
The analysis is based on state-of-the-artinsulation of tanks, and thus BOG rate,and a traditional service speed of thevessel.
An evaluation of the operating costsand the additional income from sellingreliquefied LNG shows that substantialeconomic benefits can be obtained.The actual outcome of the evaluationwill depend on the project in question ,i.e. voyage profile, service speed, sizeof the vessel economic factors, priceof HFO and LNG, as well as of theBoil-Off rate.
In any case, diesel engine propulsionoffers significant economic savings forthe operator.
The operating costs are indicated in thetables in the Appendix and based onthe Basic Data and a typical voyageprofile as shown in Fig. 28, Table 4 ofthis Appendix shows the final summaryof the operating costs and in that thepotential for additional income is above3.5 million US$/year.
In Fig. 29 the result of the summary inTable 4 is visualized for various sizes ofLNG carriers. The additional sale ofreliquefied BOG brings the large saving.The savings depends, of course, onthe sale price of LNG compared toHFO. Fig. 30 shows the advantage by
reliquefaction compared to steam pro-pulsion for a 150,000 m3 LNG carriersas a function of the LNG price com-pared to the HFO price per energy unit.
For guidance, historically price levels ofLNG and HFO on some LNG marketsare shown.

21
Investment cost
Shipyards that today build LNG carriershave much more experience of install-ing diesel engines than steam turbinesand boilers. The installation of two-strokediesel engines are therefore alreadyknown to the yards and the cost canbe kept low.
The direct-coupled diesel solution incl.reliquelation plant requires lower invest-ment cost than the steam plant, as faras equipment is concerned.
However, the twin-screw solution pro-posed does represent added cost onthe hull side at some shipyards. Thiscould be up to US$ 3-4 million, but thetotal cost is still comparable to that ofthe steam plant.
Exhaust Emissions
The expected annual exhaust emissionsfor the solutions is shown in Fig. 31.The CO2 emission is obviously largest forthe steam plant due to its low efficiency.
The SOx from the fuel sulphur is aboutthe same, as the same amount of fuelis used. This can be reduced by usingfuel with low sulphur content for bothsteam turbine and diesel engine propul-sion .
The proposed diesel solution complies withthe IMO limits for NOx emissions and istherefore without any NOx abatement.
However, the NOx can, if needed, be re-duced to any level by Selective CatalyticReduction.
Conclusion
The benefit of diesel engine propulsionof LNG carriers is calculated to be above.US$ 3.5 million per vessel per year.
Especially the LNG selling price has apositive impact on the advantage of dieselengine propulsion. The benefit gained inoperating costs and the additional incomefrom the sale of LNG by diesel enginepropulsion and reliquefaction will, in allcases, be sufficient to justify even largedifferences in investment costs, if suchare called for at all.
Basically, diesel propulsion offers a CO2
emission reduction of about 30% com-pared to the steam plant.
Fig. 31: Emissions for the solutions compared
Annual Emissions for the Solutions Compared
0
4000
8000
12000
16000
20000
t/year
Steam Turbine Two�stroke
Exhaust Emission CO2 (x10)
NOx
SOx
Two�stroke with SCR
References
[1] Ole Grøne: “ME engines – the NewGeneration of Diesel engines”,Motorship Conference,Hamburg, 2003
[2] T. Fukuda, M. Ohtsu, M. Hanafusa,P. S. Pedersen,, O. Grøne,O. Schnohr: “Development of theWorld’s First Large-BoreGas-Injection Engine”, CIMAC 1995
[3] Peter Skjoldager, Tore Lunde &Eirik Melaaen: “Two-stroke DieselEngines and Reliquefaction Systemsfor LNG Carriers”, MotorshipConference, Hamburg, 2003

22
Appendix
Power Consumption
Options Two-Stroke Dual-Fuel Steam turbine Diesel Engines Two-Stroke
TurboGenerator with Reliquefaction Diesel Engines
Engine power for propulsion Loaded conditions 29808 kW 29212 kW 29212 kW Ballast conditions 29808 kW 29212 kW 29212 kW
Electrical power consumption Loaded conditions Electrical power consumption 1500 kWe 4743 kWe 3615 kWe Engine power 1563 kW 4941 kW 3766 kW
Ballast conditions Electrical power consumption 1500 kWe 3122 kWe 2558 kWe Engine power 1563 kW 3252 kW 2664 kW
Operation Costs at Loaded ConditionsTwo-Stroke Two-stroke
Options Steam turbine Reliquefaction (LNG + HFO)
Propulsion Power Delivered Power 29808 kW 29212 kW 29212 kW
Energy Needed 369.1 GJ/h 210.8 GJ/h 210.8 GJ/h Available Energy in BOG 176.3 GJ/h 0.0 GJ/h 176.3 GJ/h
Extra Energy Needed 192.9 GJ/h 210.8 GJ/h 34.6 GJ/h Equivalent HFO Cons. 4.8 t/h 5.3 t/h 0.9 t/h
Fuel oil costs 723.2 $/h 790.5 $/h 129.6 $/h Cylinder oil costs 0.0 $/h 35.1 $/h 35.1 $/h System oil costs 0.0 $/h 4.7 $/h 4.7 $/h Maintenance costs 0.0 $/h 29.2 $/h 29.2 $/h
Auxiliary Power Delivered power 1563 kW 4941 kW 3766 kW
HFO Consumption 0.5 t/h 1.0 t/h 0.8 t/h
Fuel oil costs 72.6 $/h 150.3 $/h 114.6 $/h System oil costs 0.0 $/h 3.5 $/h 2.6 $/h Maintenance costs 0.0 $/h 12.4 $/h 9.4 $/hOperation cost per hour 795.8 $/h 1025.6 $/h 325.1 $/h

23
Operation Costs at Ballast ConditionsTwo-Stroke Dual - Fuel
Options Steam turbine Reliquefaction Two-stroke
Main Engine(s) Delivered power 29808 kW 29212 kW 29212 kW
Energy Needed 369.1 GJ/h 210.8 GJ/h 210.8 GJ/h Available Energy in BOG 88.1 GJ/h 0.0 GJ/h 88.1 GJ/h
Extra Energy Needed 281.0 GJ/h 210.8 GJ/h 122.7 GJ/h Equivalent HFO cons. 7.0 t/h 5.3 t/h 3.1 t/h
Fuel oil costs 1053.7 $/h 790.5 $/h 460.0 $/h Cylinder oil costs 0.0 $/h 35.1 $/h 35.1 $/h System oil costs 0.0 $/h 4.7 $/h 4.7 $/h Maintenance costs 0.0 $/h 29.2 $/h 29.2 $/h
Auxiliary Power Delivered power 1563 kW 3252 kW 2664 kW
HFO Consumption 0.5 t/h 0.7 t/h 0.5 t/h
Fuel oil costs 72.6 $/h 98.9 $/h 81.1 $/h System oil costs 0.0 $/h 2.3 $/h 1.9 $/h Maintenance costs 0.0 $/h 8.1 $/h 6.7 $/hOperation cost per hour 1126.3 $/h 968.8 $/h 618.6 $/h
Annual operation costs and value of lost LNG (Fuel oil as add-up energy) Two-Stroke Dual - Fuel
Options Steam turbine Reliquefaction Two-stroke
Operations costs during Loaded conditions 3,140,000 $/yr 4,040,000 $/yr 1,280,000 $/yr Ballast conditions 4,440,000 $/yr 3,820,000 $/yr 2,440,000 $/yrTotal operation costs per year 7,580,000 $/yr 7,860,000 $/yr 3,720,000 $/yr
LNG account (per trip)Lost during loaded voyage 2,438 m³ - m³ 2,438 m³Lost during ballast voyage 1,219 m³ - m³ 1,219 m³
Total Economy Operation costs 7,580,000 $/yr 7,860,000 $/yr 3,720,000 $/yr Value of lost LNG 3,910,000 $/yr - $/yr 3,910,000 $/yr
Total expentures per year 11,490,000 $/yr 7,860,000 $/yr 7,630,000 $/yrSaving per year - $/yr 3,630,000 $/yr 3,860,000 $/yr

24
Basic Data for Economical Comparison
Oil prices
Heavy Fuel Oil 150 US$/tonsLubrication oil for four-stroke engines 700 US$/tonsCylinder L. O. for two-stroke engine 800 US$/tonsSystem oil for two-stroke engine 700 US$/tons
LNG prices
LNG sales prices 188 US$/tonLNG sales prices (LCV of methane = 50,000 KJ/kg) 4.0 US$/Mbtu
Voyage profile
Distance (Pilot-Pilot) 6500 nmNominal Service Speed 20 knots
Loaded voyage 325 hoursBallast voyage 325 hoursReserve 24 hoursTime for unloading 24 hoursTime for loading 24 hours
Time per round-trip 722 hoursRound-trips per year 12.1
Propulsion power in loaded conditions 28920 kWPropulsion power in ballast conditions 28920 kW

25
Size of LNG Carrier and Boil-Off Gas rates
Ship particulars
Cargo capacity 150,000 m3
Boil off rate in loaded conditions * 0.12% per dayVolume of methane 180.0 m3/dayMass of methane (Density = 470 kg/m3) 84,600 kg/dayEnergy in methane (LCV: 50,000 kJ/kg) 4,230 GJ/day
Boil off rate in ballast conditions * 0.06% per dayVolume of methane 90.0 m3/dayMass of methane (Density = 470 kg/m3) 42,300 kg/dayEnergy in methane (LCV: 50,000 kJ/kg) 2,115 GJ/day
Electrical power consumption Reliquefication plant Specific Power Consumption 920 W/kg/h Power consumption (Loaded voyage) 3,243 kWe Power consumption (Ballast voyage) 1,622 kWe
Low and High Pressure Gas Compressors (CH4/N2 = 90/10) Specific Power Consumption 600 W/kg/h Power consumption (Loaded voyage) 2,115 kWe Power consumption (Ballast voyage) 1,058 kWe
Other consumers of electrical powerSteam Turbine Plant 1,500 kWeTwo-Stroke Diesel Engine Plant 1,500 kWeDual-Fuel Two-Stroke Diesel Engine plant 1,500 kWe
*) Only Methane is considered

26
Basic Data for Machinery
Boiler and Steam turbine
Specific fuel oil consumption (LCV: 42,700 kJ/kg) 290.0 g/kWhSpecific energy consumption 12383 kJ/kWhSpecific maintenance costs 0.0 US$/MWh
Diesel Engines
Typically data MAN B&W Two-Stroke MC(-C) engine Specific fuel oil consumption (LCV: 42,700 kJ/kg) 169.0 g/kWhSpecific energy consumption 7216 kJ/kWhSpecific Cylinder L.O. Consumption 1.5 g/kWhSystem Oil Consumption 80.0 kg/24hSpecific maintenance costs 1.0 US$/MWh
Typically data for small MAN B&W Four-Stroke HFO Gensets Specific fuel oil consumption (LCV: 42,700 kJ/kg) 190.0 g/kWhSpecific L.O. consumption 1.0 g/kWhSpecific maintenance costs 2.5 US$/MWh
Typically data for Dual-Fuel Two-Stroke Diesel EngineSpecific Energy Consumption 7250 kJ/kWhSpecific Cylinder L.O. Consumption 1.5 g/kWhSystem Oil Consumption 80.0 kg/24hSpecific maintenance costs 1.0 US$/MWh
Efficiency of Propulsion Plant
Propulsion plant Steam plant Loss in shaft line 1%Loss in reduction gear 2%Generator efficiency for turbogenerators 96%
Two-Stroke Diesel Engine Loss in shaft line 1%Generator efficiency for gensets 96%