Embed Size (px)
Citation preview

INTRODUCTION TO ENVIROMENTAL CONTROL IN REFINING INDUSTRY
ByDr.Amer Abdel Razik Amer

2.1 Driving forces, hurdles and potential.
2.3 Environmental discharges.
2.4 Best available environmental technologies for specific processes
2. Petroleum Industry
2.2 The Petroleum Refining Industry2.2.1 Definition2.2.2 Primary Products2.2.3 Industrial Processes in the Petroleum Refining Industry2.2.4 Refinery flow diagram
2.3.1 Refinery air emission sources2.3.2 Types of wastewater produced in refineries2.3.3 Refinery Residuals2.3.4 Environmental discharges by process

HURDLES
The petroleum industry has been dramatically impacted over the last three decades by geopolitical disruptions and volatile world oil prices. Today refiners must deal with:
Increasing capital and operating costs of environmental compliance.
Volatile crude prices
Crude quality variability
Low marketing and transport profit margins

The environmental impact produced by the petroleum industry covers the effects of all and each step in the energetic cycle, which means:
•explotation•extraction •refining •transportation •storage •consumption •releases
HURDLES

1. PETROLEUM REFINING INDUSTRY
Petroleum refining is the physical, thermal and chemical separation of crude oil into its major distillation fractions which are then further processed through a series of separation and conversion steps into finished petroleum products.
Petroleum refineries are a complex system of multiple operations and the operations used at a given refinery depend upon the properties of the crude oil to be refined and the desired products.
DEFINITION

INDUSTRIAL PROCESSES IN THE PETROLEUM REFINING INDUSTRY
The process of oil refining involves five major processes which are briefly described:
SEPARATION PROCESSES
These processes involve separating the different fractions of hydrocarbon compounds that make up crude oil base on their boiling point differences. Additional processing of these fractions is usually needed to produce final products to be sold within the market.
• Atmospheric distillation• Vacuum distillation• Light ends recovery (gas processing)
SEPARATION CONVERSION TREATING BLENDING AUXILIARY
ASSOCIATED OPERATIONS
In order to understand where the environmental discharges come from, we will make a review of the refining process.

SEPARATION CONVERSION TREATING BLENDING AUXILIARY
ASSOCIATED OPERATIONS
Include processes used to bread down large longer chain molecules into smaller ones by heating using catalysts.
• Cracking (thermal and catalytic)• Reforming• Alkylation• Polymerization• Isomerization• Coking• Visbreaking
CONVERSION PROCESSES
INDUSTRIAL PROCESSES IN THE PETROLEUM REFINING INDUSTRY

SEPARATION CONVERSION TREATING BLENDING AUXILIARY
ASSOCIATED OPERATIONSTREATING PROCESSES
Petroleum-treating processes are used to separate the undesirable components and impurities such as sulfur, nitrogen and heavy metals from the products.
• Hydrodesulfurization• Hydrotreating• Chemical sweetening• Acid gas removal• Deasphalting
INDUSTRIAL PROCESSES IN THE PETROLEUM REFINING INDUSTRY

SEPARATION CONVERSION TREATING BLENDING AUXILIARY
ASSOCIATED OPERATIONSBLENDING/COMBINATION PROCESSES
These are used to create mixtures with the various problem fractions to produce a desired final product, some examples of this are lubricating oils, asphalt, or gasoline with different octane ratings.
• Storage• Blending• Loading• Unloading
INDUSTRIAL PROCESSES IN THE PETROLEUM REFINING INDUSTRY

SEPARATION CONVERSION TREATING BLENDING AUXILIARY
ASSOCIATED OPERATIONSAUXILIARY PROCESSES
Processes that are vital to operations by providing power, waste treatment and other utility services. Products from these facilities are usually recycled and used in other processes within the refinery and are also important in regards to minimizing water and air pollution.
• Boilers• Waste water treatment• Hydrogen production• Sulfur recovery plant
INDUSTRIAL PROCESSES IN THE PETROLEUM REFINING INDUSTRY

Stabilizer
At m
osp
her i
cD
isti
llat i
on
VacuumDistillation
SweeteningUnit
Visbreaker
Hydrotreating
CatalyticCracking
Solvent Extraction and
Dewaxing
LPH and Gas
Gasoline
Naphta
Middle Distillates
Gas Oil
Lube-BaseStocks
Sweet Gasoline
Middle Distillates
Gas
Gasoline
Light Gas Oil
Lube Oil
Waxes
Gasoline, Naphtha and Middle distillates
Fuel Oil
Asphalt
Tre
ati
ng a
nd B
lend
ing
Refinery fuel gas
Refinery fuel oil
Industrial fuels
Asphalts
Greases
Lube oils
Aviation fuels
Diesels
Heating oils
LPG
Gasoline
Solvents
Washed Crude
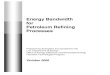
2.REFINERY FLOW DIAGRAM

3. ENVIRONMENTAL DISCHARGES
Now, that we have seen an overview of the Refinery Process, we can make some questions:
What is this industry discharging?How is it discharged? Where does it come from?
In order to answer these questions, this section will show:
Air emission sourcesWastewater sourcesResidualsEnvironmental discharges by process

3.1 REFINERY AIR EMISSIONS SOURCES
COMBUSTION EMISSIONS: associated with the burning of fuels in the refinery, including fuels used in the generation of electricity.
EQUIPMENT LEAK EMISSIONS (fugitive emissions): released through leaking valves, pumps, or other process devices. They are primarily composed of volatile compounds such as ammonia, benzene, toluene, propylene, xylene, and others.
PROCESS VENT EMISSIONS: typically include emissions generated during the refining process itself. Gas streams from all refinery processes contain varying amounts of refinery fuel gas , hydrogen sulfide and ammonia.
STORAGE TAND EMISSIONS released when product is transferred to and from storage tanks.
WASTEWATER SYSTEM EMISSIONS from tanks, ponds and sewer system drains.

3.2 TYPES OF WASTEWATER PRODUCED IN REFINERIES
SURFACE WATER RUNOFF is generated intermittently and may contain constituents from spills to the surface, leaks in equipment and materials in drains.
COOLING WATER which normally does not come into contact with oil streams and contains less contaminants than process wastewater. It may contain chemical additives used to prevent scaling and biological growth in heat exchanger pipes.
PROCESS WASTEWATER that has been contaminated by direct contact with oil accounts for a significant portion of total refinery wastewater. Many of these are sour water streams and are also subjected to treatment to remove hydrogen sulfide and ammonia.

3.3 REFINERY RESIDUALS
Most refinery residuals are in the form of sludge, spend caustics, spend process catalysts, filter clay, and incinerator ash.
NON-HAZARDOUS RESIDUALS are incinerated, landfilled or regenerated to provide products that can be sold off-site or returned for re-use at a refinery.
HAZARDOUS WASTES are regulated under the Resource Conservation and Recovery Act (RCRA). Listed hazardous wastes include oily sludge, slop oil emulsion solids, dissolved air flotation floats, leads tank bottom corrosion solids and waster from the cleaning of heat exchanger bundles.TOXIC CHEMICALS are also use in large quantities by refineries. These are monitored through the Toxic Release Inventory (TRI).
These residuals could be classified as follows:

PollutantAverage ratekg/t of crude
Particulate matter 0.8Sulfur oxides 1.3Nitrogen oxides 0.3Benzene, tolueneand xylene (BTX) 0.0025VOC 1
PollutantAverage ratemg/l ofwastewater
BOD 150-250COD 300-600Phenols 20-200Oil 100-300Benzene 1-100Benzopyrene 1-100Heavy metals 0.1-100Chrome 0.2-10
3.4 DISCHARGES
AIR EMISSIONSLIQUID EFFLUENTS
Approximately 3.5-5 cubic meters of wastewater per ton of crude are generated when cooling water is recycled.
Refineries generate solid wastes and sludges ranging from 3 to 5 kg per ton of crude processed, 80% of this sludges may be considered hazardous because or the presence of toxic organics and heavy metals.
SOLID WASTES

Process Air Emissions Process Waste Water Residual Wastes Generated
Crude oil desalting Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), fugitive emissions (hydrocarbons)
Flow = 2.1 Gal/Bbl Oil,
H2S, NH3, phenol, high
levels of suspended solids, dissolved solids, high BOD, high temperature
Crude oil/desalted sludge (iron rust, clay, sand, water, emulsified oil and wax, metals)
Atmospheric distillation
Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), fugitive emissions (hydrocarbons)
Vacuum distillation Steam ejector emissions (hydrocarbons), heater
stack gas (CO, SOx,
NOx, hydrocarbons and
particulates), vents and fugitive emissions (hydrocarbons).
Thermal Cracking/Visbreaking
Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), vents and fugitive emissions (hydrocarbons)
Flow = 2.0 Gal/Bbl Oil,
H2S, NH3, phenol,
suspended solids, high pH, BOD, COD.
Typically, little or no residual waste generated.
Coking Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), vents and fugitive emissions (hydrocarbons) and decoking emissions (hydrocarbons and particulates).
Flow = 1.0 Gal/Bbl High
pH, H2S, NH3,
suspended solids, COD.
Coke dust (carbon particles and hydrocarbons).
Flow = 26 Gal/Bbl Oil,
H2S, NH3 suspended
solids, chlorides, mercaptans, phenol, elevated pH.
Typically, little or no residual waste generated.
3.4 ENVIRONMENTAL DISCHARGES BY PROCESSPART 1

Process Air Emissions Process Waste Water Residual Wastes Generated
Catalytic Cracking Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), fugitive emissions (hydrocarbons) and catalyst regeneration
(CO, NOx, SOx, and
particulates).
Flow 1.5 Gal/Bbl High levels of oil, suspended solids, phenols
cyanides, H2S, NH3,
high pH, BOD, COD.
Spent catalysts (metals from crude oil and hydrocarbons), spent catalyst fines from electrostatic precipitators (aluminum silicate and metals).
Catalytic Hydrocracking
Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), fugitive emissions (hydrocarbons) and catalyst regeneration
(CO, NOx, SOx, and
catalyst dust).
Flow = 2.0 Gal/Bbl High COD, suspended solids,
H2S, relatively low levels
of BOD.
Spent catalysts fines (metals from crude oil, and hydrocarbons).
Hydrotreating/Hydroprocessing
Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), vents and fugitive emissions (hydrocarbons) and catalyst regeneration
(CO, NOx, SOx, and
catalyst dust).
Flow = 1.0 Gal/Bbl H2S.
NH3, High pH, phenols
suspended solids, BOD, COD.
Spent catalyst fines (aluminum silicate and metals).
Alkylation Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), vents and fugitive emissions (hydrocarbons)
Low pH, suspended solids, dissolved solids,
COD, H2S, spent
sulfuric acid.
Neutralized alkylation sludge (sulfuric acid or calcium fluoride, hydrocarbons).
Isomerization Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), vents and fugitive emissions (hydrocarbons)
Low pH, chloride salts, caustic wash, relatively
low H2S and NH3.
Calcium chloride sludge from neutralized HCl gas.
3.4 ENVIRONMENTAL DISCHARGES BY PROCESSPART 2

Process Air Emissions Process Waste Water Residual Wastes Generated
Polymerization H2S from caustic
washing.
H2S, NH3, caustic wash,
mercaptans and ammonia, high pH.
Spent catalyst containing phosphoric acid.
Catalytic Reforming Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), HCl potentially in light ends), vents and fugitive emissions (hydrocarbons)
Flow = 6.0 Gal/Bbl High levels oil, suspended solids, COD. Relatively
low H2S.
Spent catalyst fines from electrostatic precipitators (alumina silicate and metals).
Solvent Extraction Fugitive solvents Oil solvents Little or no residual wastes generated.
Dewaxing Fugitive solvents, heaters Oil solvents Little or no residual wastes generated.
Propane Deasphalting
Heater stack gas (CO,
SOx, NOx, hydrocarbons
and particulates), fugitive propane.
Oil solvents Little or no residual wastes generated.
Merox treating Vents and fugitive emissions (hydrocarbons and disulfides).
Little or no wastewater generated
Spent Merox caustic solution, waste oil-disulfide mixture.
Wastewater treatment
Fugitive emissions (H2S,
NH3, and hydrocarbons)
Not Applicable API separator sludge (phenols, metals and oil), chemical precipitation sludge (chemical coagulants, oil), DAF floats, biological sludges (metals, oil, suspended solids), spent lime.
3.4 ENVIRONMENTAL DISCHARGES BY PROCESSPART 3

Process Air Emissions Process Waste Water Residual Wastes Generated
Gas Treatment and Sulfur Recovery
SOx, NOx, and H2S from
vent and tail gas emissions.
H2S, NH3, amines,
Stretford solution.
Spent catalyst.
Blending Fugitive emissions (hydrocarbons)
Little or no wastewater generated
Little of no residual waste generated.
Heat Exchanger cleaning
Periodic fugitive emissions (hydrocarbons)
Oily wastewater generated
Heat exchanger sludge (oil, metals, and suspended solids)
Storage Tanks Fugitive emissions (hydrocarbons)
Water drained from tanks contaminated with tank product
Tank bottom sludge (iron rust, clay, sand, water, emulsified oil and wax, metals)
Blowdown and flare Combustion products
(CO, SOx, NOx, and
hydrocarbons) from flares, fugitive emissions
Little or no wastewater generated
Little or no residual waste generated.
3.4 ENVIRONMENTAL DISCHARGES BY PROCESSPART 4

4 REGULATORY ISSUES
The Petroleum Refining Industry is unique in that the environmental requirements aimed at the industry are of two basic types:
For the purpose of this module, we focus on refineries, which will be used to show some Process Integration techniques.
Petroleum refineries are complex plants, and the combination and sequence of processes is usually very specific to the characteristics of the raw material and the products. For this reason the regulations for this sector become very specific and dispersed because an unit have regulations for water, air and land discharges, all of these managed by different official documents.
Requirements directed at reducing the environmental impacts of the refineries themselves.
Requirements mandating specific product qualities for the purpose of reducing the environmental impacts associated with the downstream use of the product.

In the case of the United States, there are numerous federal regulations affecting the Refinery Industry. The Environmental Protection Agency (EPA) contains several regulatory documents depending on the kind of resource that they pretend to protect, (e.g. Air, water and soil).
Each one of these documents presents requirements which apply for every industrial sector. Then, when the requirements for a certain industry are needed, specific parts of the document should be used. For example,
The Clean Air Act Amendments of 1990 has some programs for reducing air emissions from industry in which refineries are included:
New Source Review, New Source Performance StandardsNational Emission Standards for Hazardous Air Pollutants
At the same time, the New Source Performance Standards have some sections for Refineries:
Subpart J Standards of Performance for Petroleum RefineriesSubpart KKK Standards of Performance for Volatile Organic Liquid Storage Vessels.Subpart GG Standard of Performances for Stationary Gas Turbines.Subpart GGG Standards of Performance for Equipment Leaks of VOC in Petroleum Refineries
4.1 U.S. REGULATIONS

Requirement Provisions That Affect Petroleum Refining
Clean air Act of 1970 (CAA) and regulations National Ambient Air Quality Standards (NAAQS) fix six constituents; new standards underNAAQS that require control of particulate matter of 2.5 microns or smaller; lead-free gasoline;low sulfur fuel; reformulated gasoline; hazardous air pollutants; visi
Clean Air Act Amendments of 1990 (CAAA) and regulations thereunder.
Oxygenated Fuels Program for “ nonattainment areas” low sulfur highway diesel fuel;Reformulated fuels Program; Leaded Gasoline Removal Program; Reid Vapor pressureregulations to reduce VOCs and other ozon precursors; New Source Review for new orexpande
Resource Conservation and Recovery Act (RCRA)
Standards and regulations for handling and disposing of solid and hazardous wastes.
Clean Water Act (CWA) Regulates discharges and spills to surface waters; wetlands.
Safe Drinking Water Act (SDWA) Regulates disposal of wastewater in underground injection wells
Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA)
“superfund”, liability for CERCLA hazardous substances could apply to wastes generatedduring refining, includes past releases, exempts petroleum and crude oil; provides for naturalresource damages.
Emergency Planning and Community Right-to-Know (EPCRA).
Requires annual reporting on the releases and transfers of listed toxic chemicals; reportingpresence of “extremely hazardous substances’ in excess or threshold planning quantities;reporting certain releases of CERCL hazardous substances and EPCRA extrem
1990 Oil Pollution act and Spill Prevention Control and Countermeasure Plans
Liability against facilities that discharge oil to navigable waters of pose a threat of doing so.
OSHA Health Standards and Process Safety Management Rules
Limits benzene and other chemical exposures in the workplace, safety plans required in allrefineries.
Toxic Substances Control Act Collection of data on chemicals for risk evaluation, mitigation and control; can ban chemicalsthat pose unreasonable risks.
Energy Policy Act of 1992 Use of alternative fuels for transportation; efficiency standards for new federal buildings,buildings with federally backed mortgages, and commercial and industrial equipment; R&Dprograms for technologies; will reduce demand for petroleum products.
FEDERAL REQUIREMENTS AFFECTING THE REFINERY INDUSTRY

Parameter Maximum valuePM 50
Nitrogen oxidesa 460
Sulfur oxides 150 for sulfur recovey units; 500 for other
unitsNickel and vanadium (combined)
2
Hydrogen sulfide 152
Parameter Maximum valuepH 6--9BOD 30COD 150TSS 30Oil and grease 10Chromium Hexavalent 0.1 Total 0.5Lead 0.1Phenol 0.5Benzene 0.05Benzo(a)pyrene 0.05Sulfide 1
Nitrogen(total)a 10Temperature increase <=3 C
Besides all these complicated regulations, an specialized agency of the United Nations, the World Bank, has established emission levels for the design and operation of refineries, although country legislation should be accomplished. The guidelines given below present emissions levels normally acceptable to the World Bank Group.
Emissions from the Petroleum Industry(milligrams per normal cubic meter)
Effluents from the Petroleum Industry(milligrams per liter)
Generation of sludges should be minimized to 0.3 kg per ton of crude processed, with a maximum of 0.5 kg per ton of crude processed.
Solid Wastes
4.3 GENERAL REGULATIONS
World Band Group, 1998. Pollution Prevention and Abatement Handbook. World Bank Group. Pages 377-381.

Primary wastewater treatment
Consists on the separation of oil, water and solids in two stages.
1st stageAPI separator or
Corrugated plate interceptor.
2nd stageChemical and physical methods are utilized to separate emulsified oils from the wastewater.
www.panamenv.com
Physical methods may include the use of series of settling ponds with a long retention time, or the use of dissolved air flotation (DAF).
Chemicals, such as ferric hydroxide or aluminum hydroxide are used to coagulate impurities.
More information about the equipment
More information about the equipment
www.panamenv.com
5 ENVIRONMENTAL TECHNOLOGIES USED IN THE PETROLEUM INDUSTRY

Secondary wastewater treatment
Dissolved oil and other organic pollutants may be consumed biologically.
Biological treatment may require oxygen through different techniques:
• Activated sludge units• Trickling filters• Rotating biological contactors.
Generates bio-mass waste which is treated an aerobically.
Polishing
Some refineries employ it as an additional stage of wastewater treatment to meet discharge limits.
• Activated carbon• Anthracite coal• Sand
5.1 ENVIRONMENTAL TECHNOLOGIES PETROLEUM INDUSTRY

In order to meet the SOx emissions limits and to recover saleable sulfur, refinery process off-gas streams should be treated.
Process off-gas streams contain high concentrations of:
hydrogen sulfide + light refinery fuel
gases.
This is accomplished by: • Dissolving the hydrogen sulfide in a chemical solvent such as diethanolamine (DEA) in an absorption tower.• Using dry adsorbents such as molecular sieves, activated carbon, iron sponge and zinc oxide.
These fuel gases (methane and ethane) need to be separated before elemental sulfur can be
recovered.
Amine + hydrogen sulfide Is then heated and steam stripped to remove the hydrogen sulfide gas.
Two processes are typically combined to remove sulfur from the hydrogen sulfide gas streams:
Claus Process
Beaven Process
Scot Process
Wellman-Land Process
hydrogen sulfide
5.2 ENVIRONMENTAL TECHNOLOGIES PETROLEUM INDUSTRY
Gas treatment and Sulfur Recovery

Other emissions sources come from periodic regeneration of catalysts, these emissions may
contain:
high levels of carbon monoxide + particulates + VOCs.
CARBON MONOXIDE BOILERTo burn carbon monoxide and VOCs
ELECTROSTATIC PRECIPITATOR OR CYCLONE SEPARATORTo remove particulate matter
Before being released to the atmosphere
5.3 ENVIRONMENTAL TECHNOLOGIES PETROLEUM INDUSTRY
Gas treatment
Solid waste treatment
Sludge treatment use bioremediation or solvent extraction, followed by combustion of the residues or by use for asphalt. The residue could require stabilization before disposal to reduce the leachability of toxic metals.
www.e2t.com/E2T/app_pc05.htm
More information:www.ppcesp.com

Petroleum
As we showed in the statistics section, petroleum industries which are very important for the economy and development and also are causing serious environmental problems.

STUDY CASE
PETROLEUM REFINERY WASTES
A major concern in refineries is the release of phenols, although described as this, the category may include a variety of similar chemical compounds among which are polyphenols, chlorophenols, and phenoxyacids. The concern is because of their toxicity to aquatic life and the high oxygen demand they sponsor in the streams that receive it. Phenols are toxic to fish and also they can cause taste and odor problems when present in potable water.

Stabilizer
At m
osp
her i
cD
isti
llat i
on
VacuumDistillation
SweeteningUnit
Visbreaker
Hydrotreating
CatalyticCracking
Solvent Extraction and
Dewaxing
LPH and Gas
Gasoline
Naphta
Middle Distillates
Gas Oil
Lube-BaseStocks
The first step in a petroleum refinery is to preheat the crude, then it is washed with water to remove various salts.
Tre
ati
ng a
nd B
lend
ing
Refinery fuel gas
Refinery fuel oil
Industrial fuels
Asphalts
Greases
Lube oils
Aviation fuels
Diesels
Heating oils
LPG
Gasoline
Solvents
PROCESS DESCRIPTIONSweet Gasoline
Middle Distillates
Gas
Gasoline
Light Gas Oil
Wastewater, R1
Lube Oil
Waxes
Gasoline, Naphtha and Middle distillates
Fuel Oil
Asphalt
Wastewater, R2
Gas oil and heavy stocks are fed to a catalytic-cracking unit to be converted to lower molecular weight fractions. The main waste stream from this process is the condensate from stripping in the fractionating column. This condensate commonly contains ammonia, phenols and sulfides as contaminants, this has to be stripped to remove ammonia and sulfides. The bottom product of the stripper must be treated to eliminate phenols.
The light gas oil leaving the fractionator can serve as a lean-oil solvent in a phenol extraction process, being this a beneficiary mass transfer because in addition to purify water, phenols can act as oxidation inhibitors and as color stabilizers.
The main objectives of visbreaking are to reduce the viscosity and the pour points of vacuum-tower bottoms and to increase the feed stocks to catalytic cracking. The source of wastewater is the overhead accumulator on the fractionator, where water is separated from the hydrocarbon vapor. This water contains phenols, ammonia an sulfides

“Hydroskimming” Refinery (1st Generation)
CatalyticReforming
Desulfurization
DHT
C
D
U
Alkylation
Merox
GasplantSulfur Plant
Kerosene
Gasoil
AtmosphericResidue
Naphtha
Gas
LPG + BUTANE+ PROPANE
MOTOR SPIRIT
JET FUEL
DIESEL
HEATINGGASOIL
BUNKER FUEL
HEAVY FUEL
LIGHT NAPHTHA TOPETROCHEMISTRY
SULFURFUEL GAS
Reformate
Alkylate
Hydrogen
C3 + C4
C1 + H2S
Sulfur rich gas

“Conversion” Refinery (2nd Generation)
CatalyticReforming
Desulfurization
CatalyticCracking
Visbreaking
DHT
VDU
C
D
U
Alkylation
Merox
MTBE
Gasplant
Bitumen Plant
Sulfur Plant
CRUDEKerosene
Gasoil
AtmosphericResidue
Wax
VacuumResidue
Naphtha
Gas
LPG + BUTANE+ PROPANE
MOTOR SPIRIT
JET FUEL
DIESEL
HEATINGGASOIL
BUNKER FUEL
HEAVY FUEL
LIGHT NAPHTHA TOPETROCHEMISTRY
SULFURFUEL GAS
BITUMEN FOR ROAD CONSTRUCTION
Visbroken naphthaVisbroken Gasoil
Visbroken Residue
Light Cycle Oil
Heavy Cycle Oil
Reformate
Alkylate
MTBE
Hydrogen
C3 + C4
Cat Cracked Spirit
C1 + H2S
Sulfur rich gas

“Deep Conversion” Refinery (3rd Generation)
CatalyticReforming
Desulfurization
CatalyticCracking
Visbreaking
DHT
ARDS
VDU
C
D
U
Alkylation
Merox
MTBE
Gasplant
Bitumen Plant
Sulfur Plant
CRUDEKerosene
Gasoil
AtmosphericResidue
Wax
VacuumResidue
Naphtha
Gas
LPG + BUTANE+ PROPANE
MOTOR SPIRIT
JET FUEL
DIESEL
HEATINGGASOIL
BUNKER FUEL
HEAVY FUEL
LIGHT NAPHTHA TOPETROCHEMISTRY
SULFURFUEL GAS
BITUMEN FOR ROAD CONSTRUCTION
Visbroken naphthaVisbroken Gasoil
Visbroken Residue
Light Cycle Oil
Heavy Cycle Oil
Reformate
Alkylate
MTBE
Hydrogen
Hydrogen
C3 + C4
Residue
Gasoil
Cat Cracked Spirit
C1 + H2S
Sulfur rich gas