Embed Size (px)
Citation preview

To enhance the gloss and luster of inks on plastic cards,
manufacturers can replace their usual white print grade stock
with a holographic metalized sheet. The result is eye-catching
graphics that reflect light and seem to shimmer and bounce
on the full surface of the card. Cards created with this effect
are referred to as ‘full-face foil’ cards. This white paper
describes the usage of this specialty plastic sheet to produce
a desired cosmetic effect in cards.
How to
Making foil cards can be challenging. Normal card production starts with a blank white print sheet; most
often, a matte PVC. Conventional offset and digital inks are printed on this base substrate to produce plastic
cards. To produce a full-face foil card, the base print stock becomes a metalized polyester veneer sheet. It is
this metalized polyester surface
that creates the holographic and
reflective nature of the card.
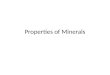
The card construction and number
of components are complicated by
polyester layers now incorporated
into the card. See the cross sectional
drawing to the right.
It is important to recognize that the inks are being deposited on a smooth polyester surface as opposed
to a rough PVC core stock surface. Inks may need to be adjusted given this new surface. Card
manufacturers are encouraged to discuss with their sheet provider changes that might be necessary to
existing ink chemistry. To aid in this challenge, ink-receptive top coating may be applied to the polyester
surface of the sheet. The primer or top coating may be applied by the sheet supplier or in house by the
card manufacturer. More about top coating later in this paper.
To achieve a 30-mil (762-micron) card thickness as shown, the gauge of the foil sheet product would
be 13 mil (330 micron) total. It would be top coated with an ink receptive coating that should be
qualified for ink compatibility. A discussion of ink compatibility is included later.
A few cAutions
To obtain flat cards that meet the ISO/IEC 7810 standard, a matching back print sheet must be processed
with the metalized front sheet. This is due to unbalanced forces that are inherent in thin-gauge polyester.
white paper
introduction to foil sHeet for cArds
continued >

Back sheets are offered with clear
polyester laminate to ensure a flat-card
finished product. For more information,
refer to “Polyester Forces” at the end
of this paper.
Also, because this sheet is a metalized
bi-layer film, static may be an issue. Foil
sheets may be specially treated to
minimize static build up and aid
in sheet-fed processing. Special handling
procedures must be in place, such as
humidity control and proper grounding
of equipment to avoid safety issues. Please consult your foil sheet representative for more information
and tips on handling.
As mentioned before, these sheets may be treated with heat-seal top coats (primers). Proper storage
includes maintaining temperatures between 60º and 80º F (16º to 27º C). If a stack is exposed to
temperatures greater than this, the sheets may become tacky and could block together. If this has
happened, it may be possible to break the sheets apart by working small lifts one-inch high (2.5 cm)
and bending the corners up to break free the bond between the surfaces. After working small lifts in
an S fashion and fluffing with air, the sheets can be made usable once again.
AvAilAbility
Full-face foil sheets are available in many gauges. The most
common for split-core card manufacturing is 13 mil (330
micron). However, other gauges are available by special
request including reduced thicknesses to 6 mil (152 micron)
for use in RFID and dual-interface cards. The metallized
polyesters for this use are specially manufactured to provide
a consistent platform for the antennae and module inside
the card. These thin-gauge sheets require specialized
handling during printing and collation.
Core stock colors are available to create card edge effects and can be paired with the full-face foil
laminate for high graphic impact cards. Standard corestock colors include black and a few PMS colors.
Please check with your sheet supplier for both standard colors and special formulation requests.
Foil colors and patterns are also available. Standard foil stock includes bright silver and rainbow. Bright
silver is used to achieve a mirror effect behind the ink. Rainbow is a holographic pattern that uses a
refractive index coating to reflect light into a spectrum of colors. Standard patterns such as gold rainbow,
brushed aluminum, sparkle, and stardust are available. Custom holograms and patterns are available on
a job-by-job basis.
Please be aware there are foil card patents issued (6,471,128 and others) that may be in effect. It is the
card manufacturer’s responsibility to investigate the restrictions, if any, on the making of foil cards.
continued >

improving tHe look of tHe cArd
Metalized and holographic films tend to
magnify surface anomalies. For this reason,
it is important to re-evaluate the materials
and lamination cycles used in making full-
face foil cards. The clear overlay is a major
contributor to this effect. However, hydraulic
lamination cycles may also need to be
altered slightly to accommodate the full-
face foil product. Please consult your
lamination equipment manufacturer and
foil sheet supplier for technical assistance.
The mirror surface of foils will also intensify scratches, gels, pits, craters, and gauge inconsistencies
of the card materials used. Use only materials that are made with procedures to minimize these defects
in manufacture.
Remember, cosmetic defects come from layers above and below the foil. Inks, mag stripe, and overlay
can contribute to visually offensive cards. In almost all cases, you can expect the scrap rate of full-face foil
cards to exceed normal card production. There is no such thing as a defect-free sheet so card customers
and issuers should be made aware of the probability of cosmetic issues.
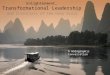
printing considerAtions
Offset inks in use today are formulated to
print on porous matte PVC. With foil cards,
the print substrate is in smooth polyester.
See the graphic on right.
Standard inks formulated for a matte surface will react in quite a different manner on a gloss surface.
Please check with your ink supplier to determine if any changes to ink formulation are needed to ensure
ISO/IEC 7810 lamination bond strengths are met with gloss polyester substrates.
Offset inks when printed onto a low energy smooth
surface, such as polyester, may suffer from
incomplete blanket transfer to the substrate. Inks in
the offset printing industry are formulated to process
through the roller train from offset cylinder to
blanket and finally to the print sheet. The surface
energy (dyne level) of full-face foil sheets will be
different than standard PVC print sheet. Incomplete
blanket transfer is a common print defect when
running full-face foil sheet, but can be overcome
with this knowledge.
continued >

top coAting
Ink-to-substrate bonds in card laminations need to pass ISO minimum requirements, so enhancement
of the ink and polyester interface may be required.
Card manufacturers can apply a screen printed top coating available from a number of screen ink
suppliers. Often called a clear varnish, it serves as a base coat for the process inks. After this primer dries,
offset inks can adhere quite well to polyester. This varnish may add to the cosmetic effect called orange
peel and may be objectionable. It also requires the printer to put the sheets through a drying tunnel that
could cause the foil/PVC sheet to curl under convection heat drying. Curled sheets cannot be processed
further due to feeding problems. A third negative is the extra processing step through the screen print
department which can be a bottleneck and/or cost center.
To make printing easier, foil sheet suppliers may offer a variety of top coating choices that are applied
before the sheet ships to the card manufacturer. This top coating allows manufacturers to take foil
sheets directly into offset printing and achieve easy sheet feeding, good ink blanket transfer, excellent
ink bond to the polyester, and clear graphics after lamination.
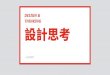
lAminAtion concerns
To ensure the best cosmetic look of a full-face foil sheet, a lamination cycle with gradual increases in
pressure is required. The hot side of the cycle should be low pressure, similar to contactless card lamination
settings. The cold side of the cycle should start at those same low pressure settings. Only after 2 to 4 minutes
should pressure be increased to levels required to planish the card body. See chart below showing heat and
pressure relationships. These pressure changes in time allow the metalized polyester to form against a
molten smooth plastic and not be forced to take shape against corestock, ink or overlay inconsistencies.
delAminAtion issues
Poor lamination peel results can be most challenging to troubleshoot due to the additional layers in the
full-face foil card. As with any card delamination analysis, it is important to recognize the layers in the
card construction. This includes the ink layer. Refer to the cross sectional drawing at the beginning of
this document.
When performing a peel test, always record the peel value as well as any observations as to the layers
separating. Much can be learned by failure mode observations. Constructive interaction between the
card manufacturer and the material supplier is made possible with this information.
continued >
pressure (bar) temp platen (F) temp plastic (F)

If a foil card delaminates, the first step is to identify what
exact layers are separating. Measuring the gauge of the
removed layer will identify whether overlay is being removed
or if overlay plus polyester is delaminating. Once the layer
junction has been identified, further observation as to the
coating and ink transfer must be assessed.
Reporting the percent ink transfer is appropriate for overlay
delamination troubleshooting. This helps differentiate between
problems caused by poor overlay to ink adhesion, ink shear
issues, faulty ink curing, and poor ink to core bond.
For junction two, which is between the polyester and core
stock, the observation should include metal transfer and
adhesive residue location. The metal and adhesives could
delaminate from the polyester surface as well as ink and primer
coatings. It may help to use solvents to determine the location
of these additional coatings found in full-face foil cards.
The tools of delamination analysis include more than
just peel force test equipment. Additional apparatus may
include a micrometer, microscope, knife blade, solvent, and
cotton applicator.
stAtic concerns
There are concerns that full-face foil cards, amongst others, can affect the functioning of point-of-sale
terminals due to electrostatic discharge. A few instances have been reported of POS terminals resulting
in incomplete transactions after ESD events with contact IC cards. Because of these reports, ANSI/
INCITS B10 card standards committees have attempted to characterize this ESD effect. Cards of various
constructions including full-face foil and 100% PVC cards have been shown to transmit static into
terminals. Some of these discharges are thought to cause terminal disruptions while others pass
harmlessly. Most recently the activity in ISO SC17 WG1 and INCITS B10 standards groups is to create a
minimum requirement for electronic terminals to handle all types of possible card scenarios. Full-face
foil cards have been successfully launched in all parts of the world and have included applications in
both contact and contactless chip cards as well.
polyester forces
The polyester used in full-face foil cards is biaxially
oriented polyester (BOPET). This film when
manufactured is stretched in two directions. First, it is
stretched in the machine direction (MD). At that time,
the polyester molecules are elongated and aligned with
the grain direction of the film. Moments later in the
process, the plastic film is stretch in the cross direction
during a tentering phase. The molecular orientation
continued >

Klöckner Pentaplast GroupThe Americas:3585 Klöckner RoadP.O. Box 500Gordonsville, VA 22942 USAPhone: +1.540.832.3600Fax: [email protected]
Klöckner Pentaplast GroupEurope:P.O. Box 1165, 56401 MontabaurIndustriestr. 3-5, 56412 HeiligenrothGermanyPhone: +49 2602 915-0Fax: +49 2602 [email protected]
Klöckner Pentaplast GroupAsia:64/48 Moo. 4 T. Pluakdaeng,A. Pluakdaeng, Rayong 21140Thailand Phone: +66 38 927400Fax: +66 38 [email protected]
across the width of the sheet is now skewed. Molecules in
the center are no longer parallel to those closer to the
edge. This gives each narrow slit roll of polyester a unique
molecular alignment signature. When laminating the
films under heat and pressure to make cards, the film
exhibits some residual shrink that places the sheet of
cards under stress. It is critical to balance this force in a
card body.
The foil sheet manufacturer takes these polyester forces into account and manages the product to
produce matched sets of front and back sheets. These sheets when used together will create flat cards.
Any mixing and matching of sheets that do not belong together may result in bowed or torqued cards.
Please pay close attention to the instructions provided with each stack. It is also suggested that before
printing an entire job, a test lamination of unprinted stock should be performed to determine if the
correct fronts and matching backs are being used.
summAry
Full-face foil cards can be one of the most appealing card types in any product portfolio. However, the
technical nature of the unique blend of materials requires the card manufacturer to be particularly
educated when attempting this composite card assembly. Klöckner Pentaplast suggests the following
typical construction for successful full-face foil card manufacturing: Pentacard® kpFoil® rigid Polyester/
Foil/PVC Film 1+12 Bright Silver or Rainbow with W33 topcoat. The specific overlay for best cosmetic
appearance with reduced orange peel affect is Pentacard® rigid PVC WF278 FL2 overlay.
© 2013 Klöckner Pentaplast. All rights reserved. The statements contained herein are for informational purposes only and are true and accurate to the best of our scientific and technical knowledge. This information does not constitute a guarantee or warranty, express or implied, nor does it establish a legally valid contractual relationship. It is the customer’s responsibility to determine the suitability of this product for the customer’s intended use, and Klöckner Pentaplast does not assume any liability for the customer’s use of this product or the information contained herein. (01/13)