Embed Size (px)
Citation preview

1
Chapter 1
Introduction
1.1 DRILLING
Machining of holes is one of the most common operations in the
manufacturing industries. Literally no workpiece leaves the machine shop without
having a hole made in it. Drilling is a machining process, which produces or enlarges
holes. A research says approximately 50 to 70 % of all production time is spent in hole
making process in industries (Benes, 2000). Recent progress made in the field of
aviation (cooling holes in jet turbine blades), space, automobile, electronics and
computer, medical (surgical implants), optics, miniature manufacturing and other
created the need for small and micro-size holes with high aspect ratio in extremely hard
and brittle materials (Baker, 1991).
1.1.1 CLASSIFICATION OF HOLES
There are many individual views related to characterization of a hole. A hole
is generally perceived to be a circular opening in an object. It is defined as “an opening
in or through anything; a hollow place; a cavity in a solid body or area; a three
dimensional discontinuity in the substance of a mass or body” (Yeo et al., 1994). In
general, hole may be categorized by considering the cross-section in different planes,
aspect ratio and size. Table 1.1 and Fig. 1.1 show the various classifications of holes.
Table 1.1 Classification of holes
(a) Based on size (Yeo et al., 1994)
Name Bore Large hole Small hole Micro hole Hole size (mm) >25.4 12.7 to 25.4 1.0 to 3.2 <1.0
(b) Based on aspect ratio (Bellows and Kohls, 1982; Benes, 2000)
Name Cavity Pit Hole Deep hole Aspect ratio l/d < 1 1 < l/d < 4 l/d > 4 l/d ≥ 5

2
1.2 DEEP HOLE
The term deep hole is defined as the one with a depth equal to five times its
diameter or greater (Benes, 2000). Deep-hole drilling is becoming increasingly more
prominent in a variety of applications, such as weaponry, automobile industries, textile
industries, electronic industries, aerospace industries, medical applications etc. When
the ratio of depth to diameter (aspect ratio) increases it becomes extremely difficult to
manufacture such holes. Some of the typical applications of deep hole drilling are given
in Fig. 1.2.
1.2.1 DEEP HOLE MAKING PROCESSES
Drilling is one of the earliest machining activities of mankind. Machining
high precision small holes usually presents several problems related to dimensional
accuracy, surface roughness and tool life. Today, there are lot of applications that
require the machining of small holes on a production basis. Several techniques are
available for machining small diameter deep holes, including drilling, Electrical
Discharge Machining (EDM), Electro Chemical Machining (ECM), Laser Beam
Machining (LBM), Electron Beam Machining (EBM), Photo Chemical Machining
(PCM) and Ultrasonic Machining (USM).
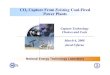
Fig. 1.1 Nomenclature of holes (Bellows and Kohls, 1982)
d
a
d
d
d
d
l
l
l
l
Pit: 1:1 , : 4 :1l d l d> <
Contoured hole
Circular d
Slot : 4 :1d a >
Geometric d
Irregular or shaped d
Depression
Cavity l: d < 1:1
Hole l: d > 4 : 1

3
1.2.1.1 TRADITIONAL METHODS
According to Heinemann et al. (2006) about 75 % of the deep holes are still
produced by conventional drills, mainly because of their versatility and apparent
low cost. The traditional method of small diameter deep hole drilling needs a suitable
drilling machine and a skilled operator in which drill bit encounters frequent breakage.
Hence the actual cost is usually high while drilling tough materials and small diameter
high aspect ratio deep holes because of broken drills and scrapped parts. Deep hole
drilling is generally accomplished by either gun drilling, ejector drilling or trepanning.
Gun drilling is most commonly used for holes ranging from 3 mm to around 25.4 mm
in diameter. Ejector drilling can be used to drill larger and longer holes than gun
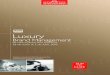
(i) Small holes in hardened steel (Bilgi, 2005), (ii) Hip joint holes in cobalt based
superalloy (Bilgi, 2005), (iii) Cooling holes in turbine blade of nickel based super
alloy (Bellows and Kohls 1982), (iv) Cooling holes in gas turbine nozzles segment
(Raju and Ahmed, 2004)
Fig. 1.2 Applications of deep hole drilling
(i) (ii)
(iii) (iv)

4
drilling. The ejector system works well for large depth-to-diameter ratio as high as 50:1
and hole diameters ranging from 20 to 180 mm. Trepanning is often referred to as a
core-drilling process. It is used to produce large diameter holes. This process is some
what more efficient than all other methods because it cuts out a core during drilling
(Schrader et al., 2000). The conventional methods of making deep holes are not always
suitable for machining today’s tough superalloy materials, complex shaped components
and finds its limitation in economic machining. The challenge being faced by
manufacturing is to sustain productivity especially in the case of superalloys. Since
superalloys are extremely difficult to machine, traditional drilling methods don’t
provide any solution. Conventional twist drilling process becomes unsuitable for
drilling small diameter deep holes in superalloys due to high tool wear and tool
breakage (Chen and Liao, 2003). Usually, the advanced machining processes (AMPs)
are the preferred techniques for drilling holes in high strength temperature resistant
(HSTR) alloys where metal removal rate is independent of the toughness of the
material.
1.2.1.2 ADVANCED MACHINING PROCESSES
For machining small holes, several AMPs are available (Table 1.2). However,
the aspect ratio demand is often larger than that which can be easily achieved by these
techniques. If a hole with high aspect ratio (l:d > 10) can be machined in a short time it
would provide a good support for the production of precision machines and aerospace
parts. EDM, ECM, LBM, EBM, PCM, USM can be successfully employed in deep
holes (Bellows and Kohls, 1982). The performance of machining processes can be
evolved in terms of type of workpiece material (conductive or non-conductive), shape
of the hole (circular, slot, geometric, irregular), size of hole, aspect ratio, surface
integrity, production rate and cost of machining. The comparative study indicates that
only four AMPs viz., (i) EDM, (ii) ECM, (iii) LBM, (iv) EBM are suitable for drilling
deep holes. But none of them are capable of producing holes to the fullest satisfaction.
EDM is the most commonly used nontraditional machining processes for
drilling because of the following advantages: Much of its success has come from its
simple tooling and its capability of drilling multiple holes simultaneously. A principal
economic advantage comes from the absence of burrs and the elimination of secondary
deburring operations. When cost of deburring is added to conventional drilling and

5
reaming, the cost advantage frequently swings to EDM. The cost advantage is even
more pronounced when shallow surface angles and tough super-alloys or high-strength
steels are involved. The absence of drill wandering with EDM contributes to a reduction
of scrap. Electrochemical processes for drilling small and fine holes by controlled and
anodic dissolution invariably use a weak acidic solution as electrolyte. These include
electrochemical drilling (ECD) and acid based ECM drilling processes: Shaped Tube
Electrolytic Machining (STEM), Capillary Drilling (CD), Electro-Stream Drilling
(ESD) and Jet Electrolytic Drilling (JED). ECM drilling process is applicable only for
non-corrosive materials and it is not suitable for producing micro holes. Both LBM and
EBM can not be effectively used to drill relatively thicker materials, since the
maximum cutting depth being restricted to only about 18 mm. PCM and USM can be
used to drill materials chemically active and harder than HRc 35 respectively. A
comparison of various advanced machining processes in drilling is given in Table 1.2.
Table 1.2 Comparison of different AMPs in drilling operation (Bellows and Kohls, 1982; Uno et al., 1999)
Process EDM ECM STEM LBM EBM PCM USM Types of material Conductive Conductive Conductive Any
material Any
material Chemically
active Harder than
Rc 35 Hole
size(mm) Min/Max
0.009/6.35
3.17/76.2
0.5/6.35
0.002/1.52
0.02/1.27
0.025/no
limit
0.076/3.17
Hole Depth (mm) Max
200
304.8
914.4
17.78
7.62
4.76
25.4 Aspect
ratio (l/d) Typical
Max
10:1 200:1
8:1 20:1
16:1 300:1
16:1 75:1
6:1 100:1
2:1 5:1
2.5:1 10:1
No. of multiple drilling
200
100
100
2
1
No limit
10
Cutting rate
(mm/min) 0.762 7.62 1.524 < 1 s 15.24 0.0254 0.05-25.4
Typical tolerance (± mm)
0.012 0.05 10 % d 5 to 20 % d 5 to 10 % d 0.025 0.025
Finish µm AA 1.6 – 3.2 0.4 – 1.6 0.8 – 3.2 0.8 -6.4 0.8 – 6.4 0.8 – 3.2 0.4 – 0.8
Surface integrity
Heat-affected surface; No burrs
No residual stress ;
Polished surfaces; No burrs
No residual stress;
No burrs
Heat-affected surface
Heat-affected surface
No residual stress; Sides
undercut
Gentle
Special attributes
Irregular piercing or contours; No burrs; Delicate
component
Contoured and
irregular shapes;
No burrs
Shaped and multi-
angled; No burrs
Rapidly adjustable
Rapid positioning
Continuous strip
production
Sharp corners; No burrs

6
1.3 ELECTRIC DISCHARGE MACHINING
In electric discharge machining, the removal of material is based upon the
electro-discharge erosion effect of electric sparks occurring between two electrodes that
are separated by a dielectric liquid as shown in Fig. 1.3 and material is removed by
electric erosion and vaporization of the molten metal. The EDM system consists of a
shaped tool (electrode) and the workpiece, connected to a DC power supply and placed
in a dielectric (electrically non-conducting) fluid. When potential difference between
the tool and the workpiece is sufficiently high, a transient spark discharges through the
fluid, removing a very small amount of workpiece surface. The capacitor discharge is
repeated at the rates of between 50 and 500 kHz, with voltages usually raging between
30 and 380 V, currents from 0.1 to 500 A.
Fig. 1.3 Schematic diagram of EDM process (Mishra, 1997)
Fig. 1.4 shows the three important phases in single electrical spark discharge,
preparation phase for ignition (a, b, c), phase of discharge (d, e, f), and interval phase
between discharges (g, h, i). The phases of electrical discharges shown in Fig.1.4 are
briefly explained below.
First, the electrode moves close to the workpiece as shown in Fig. 1.4(a). As
the potential difference increases between the two surfaces, the local dielectric fluid
breaks down and ions are generated. The electrical field is strongest at the point where
the distance between the two surfaces is minimum. Electric discharge then occurs at

7
that area. The voltage has increased but no current is flowing because of the presence of
the dielectric fluid. Next, as shown in Fig. 1.4(b), more and more ions being generated,
making the insulating property of the dielectric fluid begins to decrease along a narrow
channel at the point where strongest electrical field occurred. This time the voltage
reaches its peak, while current is still zero. Fig. 1.4(c) shows that current starts to
establish, making the voltage decreases. A discharge channel begins to form between
the electrode and the workpiece.
Fig. 1.4 Phases of electrical discharges (Schumacher, 2004)
Current
Discharge channel Ions
Molten material
Molten material
Debris
Current
Discharge channel Ions
Molten material
Molten material
Debris

8
The voltage continues to decrease as seen in Fig. 1.4(d), while current
continues to increase. This will allow the heat to build up rapidly, causing some of the
anode, cathode and dielectric materials to vaporize. Fig. 1.4(e) depicts the expansion of
the discharge channel which is full of vapour was constrained by the rush of ions,
attracted towards it by the intense electromagnetic field. Fig. 1.4(f) shows the situation
near the end of the voltage when the current and voltage have stabilized. The heat and
pressure inside the channel have reached the maximum and some materials have been
melted and removed. The molten material is held in place by the pressure of the vapor.
Figs. 1.4(g, h and i) show the conditions after voltage and current approach to
zero. The temperature and pressure rapidly decreased in the discharge channel and
cause it to collapse, thus allowing the molten material to be expelled from the
workpiece surface. The dielectric fluid flows in, flushes the debris away, and quenches
the surface of the electrode and the workpiece. Unexpelled molten material resolidifies
back to the surface to form a recast layer. At this stage the electrical spark is completed
and the condition is ready for the next spark.
1.4 ELECTRIC DISCHARGE DRILLING
One of the first applications of EDM was drilling holes in injector nozzles of
diesel engines. According to Jeswani (1979), electric discharge drilling (EDD) started
replacing the mechanical drilling since 1948. The electrical discharge drilling (EDD) is
an extremely prominent machining process for small deep hole drilling among the
newly developed non-traditional machining techniques. The EDD process, which
utilizes thermal effect rather than mechanical force to remove material is suitable for
machining of superalloys, which have the highest hardness in reinforcement, creating
cooling channels in aero-engine gas-path components such as turbine blades, guide
vanes, after burners and castings and is free from burr formation (El-Hofy, 2005).
EDD uses a tubular tool electrode where the dielectric is flushed down the
interior of the hole in order to remove machining debris. When solid rods are used, the
dielectric is fed to the machining zone either by suction or injection through the
predrilled holes. Irregular, tapered, curved, as well as inclined holes can be produced by
EDD. The scope of the EDD process ranges from the drilling of micro holes that are
smaller than a human hair to machining large diameter holes. In EDD process the

9
Fig. 1.5 Schematic diagram of electric discharge drilling process
electrode is made to rotate with the help of separate rotary attachment. Some times both
tool and the workpiece are made to rotate relatively. Fig. 1.5 shows the schematic
diagram of EDD process.
1.5 SUPERALLOYS
Superalloys perform a major role in meeting space-age materials requirements
in the temperature range between approximately 3000 and 4265 K. Their high strength
at these temperatures coupled with generally good oxidation resistance makes such
alloys prime candidates for many aerospace applications (Freche, 1964). Superalloys
are important in high-temperature applications; hence, they are also known as
heat-resistant or as high-temperature alloys. These alloys are referred to as nickel-, iron-
and cobalt-base superalloys. These superalloys (Ni, Fe–Ni, Co-base) are further
subdivided into wrought, cast, and powder metallurgy alloys (Metals hand book, 1990).
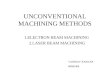
Nickel-base alloys are the most widely used superalloy, accounting for 50 %
of materials used in aerospace engines, mainly in the gas turbine components

10
(Miller, 1996). Fig. 1.6 shows the weight percentage of materials used in aerospace
engines. There is an increase in use of nickel-base and titanium alloy, suggesting their
dominant use in aerospace engines. Other applications include marine equipment,
nuclear reactors, petrochemical plants and food processing equipment. Amongst the
commercially available nickel-base superalloys, Inconel 718 stands out as the most
dominant alloy in production, accounting for as much as 45 % of wrought nickel-based
alloy production and 25 % of cast nickel-based products (Choudhury and El-Baradie,
1998).
Nickel-base superalloys have some characteristics that are responsible for its
poor machinability. They have an austenitic matrix, and like stainless steels, work
hardens rapidly during machining. Moreover, localization of shear in the chip produces
abrasive saw-toothed edges which make swarf handling difficult. These alloys also have
a tendency to weld with the tool material at the high temperature generated during
machining. The tendency to form a BUE during machining and the presence of hard
abrasive carbides in their microstructure also deters machinability. These characteristics
of the alloys cause high temperature (1270 K) and stresses (3450 MPa) in the cutting
zone leading to accelerated flank wear, cratering and notching, depending on the tool
material and cutting conditions used (Choudhury and El-Baradie, 1998). The research
on machining of nickel-base alloy, Inconel 718 in the past was mainly on turning and
milling operations and only few investigations are reported on drilling of Inconel
superalloy by conventional twist drill (Ezugwu and Lai, 1995; Lacalle et al., 2000;
Chen and Liao, 2003; Sharman et al. 2008).
Fig. 1.6 Materials used in aero engines (Miller, 1996)
% E
ngin
e w
eigh
t
1960 1970 1980
Metal matrix composites
1990 2000 2010
10
20
30
40
50
60 Steel
Nickel
TitaniumAluminium
Carbon composites
Ceramic matrix composites
Year

11
1.6 MOTIVATION FOR THE RESEARCH WORK
EDM has been successfully used to machine hard materials that pose
problems for traditional mechanical cutting, yet aerospace materials such as titanium
and nickel-base alloys are rarely machined using the EDM process. Their low thermal
conductivity and high strength at elevated temperatures complicate mechanical cutting
processes, and pose difficulty in producing high quality products. By applying modern
EDM technology, however, these materials could be effectively and efficiently
machined.
Inconel 718 is the widely used nickel-base superalloy in aerospace at high
temperature regions. These parts require a large number of small diameter (1- 4 mm)
cooling holes with high aspect (40 – 200) to maintain the working temperature to
increase the operational efficiency (Sharma et al., 2002). Drilling of small diameter
deep holes has been a difficult problem, especially in parts made of superalloys such as
Inconel 718 because of the toughness of the material. Deep hole drilling by EDD is one
of the viable advanced machining processes and most economical methods of hole
producing with length-to-diameter ratios greater than five (Bellows and Kohls, 1982).
Electro discharge drilling, as it is currently practiced, is a versatile and
relatively low cost process for small/micro diameter deep holes in difficult to machine
materials. Even though hole making by EDD in aerospace/automotive industries is a
common process, not much work has been published in the field of EDD of Inconel 718
and no standard data on the effect of machining parameters on the output responses
(material removal rate, tool wear rate, electrode wear ratio and surface roughness) are
readily available for reference. Hence, there exists a great need for investigating the
effect of various electrode materials and EDM process parameters on output responses,
and optimization of process parameters.
There is also a great need to study the effect of machining parameters on hole
quality produced by the EDD process and to develop better understanding on the effect
of these process parameters on the hole quality. Such an understanding will solve
quality control problems of the holes when the process parameters are adjusted to
obtain certain characteristics.

12
In the present work, response surface methodology and central composite
design is used to develop mathematical models for output responses viz., material
removal rate, tool wear rate, electrode wear ratio and surface roughness, and to analyse
the effects of process parameters on hole quality while machining small diameter deep
holes in Inconel 718 using electric discharge drilling process.
1.7 OBJECTIVES
The objectives of the present work are:
i. Investigating the machinability of a superalloy, Inconel 718 by conducting deep
hole drilling experiments designed based on statistical technique using different
electrode materials viz., copper, copper-tungsten and graphite;
ii. Establishing empirical models sufficiently tuned with experimental data for
predicting responses like Material Removal Rate (MRR), Tool Wear Rate (TWR),
Electrode Wear Ratio (EWR) and Depth Averaged Surface Roughness (DASR);
iii. Finding out the effect of operating parameters like average current, pulse on-time,
duty factor and electrode rotational speed on responses viz., MRR, TWR, EWR
and DASR;
iv. Evaluating the performance of copper, copper-tungsten and graphite electrode
materials on deep hole drilling of Inconel 718;
v. Optimizing the EDM process parameters for the desired average surface
roughness with maximum MRR;
vi. Correlating the geometrical accuracy of high aspect ratio deep holes viz., hole
profile and overcut with the machining parameters.
The ultimate aim of the present research work is to provide guide lines for the
selection of parameters like average current, pulse on-time, duty factor and electrode
rotational speed to make good quality holes with high aspect ratio in nickel-base
(Inconel 718) superalloy.

13
1.8 LAYOUT OF THE THESIS
This thesis is written in the following manner:
First chapter of the thesis introduces the engineering applications of deep
hole drilling and problems associated with drilling of superalloy. It also deals with the
application of advanced machining processes for deep hole drilling in general and EDD
in specific. It also includes the motivation for the research work and objectives of the
present work.
Second chapter focuses on the literature review in EDM process with special
reference to electric discharge drilling process for micro/small hole drilling. Also
literature on effect of EDM process parameters and electrode materials on steel,
titanium and nickel-base alloys are presented.
Third chapter presents the experimental set-up, identification of key process
parameters and their levels, characterization of machined hole and design of
experiments.
Fourth chapter discusses the experimental results, regression models and
validation, the effect of parameters and tool electrode materials on output responses,
selection of best tool electrode for deep hole drilling of Inconel 718 and optimization of
process parameters for the desired average surface roughness with maximum MRR. It
also includes results obtained from high aspect ratio deep hole drilling of Inconel 718
using the best electrode (Copper) and the geometrical accuracy of the deep holes.
Fifth chapter presents main conclusions of this research work and scope for
future work.