Embed Size (px)
Citation preview

Introduction to Welding Engineering Welding Design - 97
The field of welding design encompasses many subject areas, which may be broadly grouped into such topics as joint design, mechanics, and structures.
Joint design includes the various types of grooves and welds as well as tolerance requirements and welding symbols on drawings. Factors such as material thickness and welding process influence the selection of a particular joint design.
Mechanics deals with the stress and strain experienced by a welded joint. Moments of inertia and minimum weld size to support a given load are typical calculations. Fracture mechanics and fitness-for-service quantify the performance of a welded joint that containsflaws or discontinuities.
The structures include the different types of construction and their behavior under various types of loading. Examples of types of construction are box, cellular, and skin on frame. Many steel and lightweight constructions are not subjected to dynamic loading and are designed simply for static loads. Bridges and cranes are examples of welded structures that are subjected to dynamic loads. Boilers, pipelines and pressure vessels can be subjected to thermodynamic loading.
Welding Design
ISE311-2005IntroWE/5-97
Aspects of Welding Design
Types of joints and weldsJoint selection - AWS Structural Welding CodesFatigue designResidual stress and distortion
Introduction

Introduction to Welding Engineering Welding Design - 98
Butt joints are noted for their continuity of section, with the two welded members lying in the same plane. For a plate thickness above approximately 3/8-inch, the joint is typically grooved to ensure complete penetration.
Fillet welds are often made on T-joints. Lap joints do not require edge preparation. Unlike the butt weld, the load does not
transfer directly across the joint. For this reason, lap joints are not preferred for fatigue service. Overlap of five times the material thickness is recommended for double fillet welds in order to limit rotation under load. Resistance spot and resistance seam welding require lap joints.
Corner joints are often arc-welded with fillet, J-groove or V-grooves.Two essentially parallel plates come together at an edge joint. It may be possible to
weld this joint without additional filler material.
Welding Design
ISE311-2005IntroWE/5-98
Joint Types
Butt jointContinuity of section
Tee jointFlanges or stiffeners
Lap jointNo joint preparation
Corner jointEdge joint
Two or more parallel, or nearly parallel members
Joint Design

Introduction to Welding Engineering Welding Design - 99
Single fillet welds should not be used when an in-service bending moment loads the root of the weld in tension due to the stress concentration at the weld root. The use of single fillet welds should be limited in fatigue service.
Double fillet welds limit the rotation of T-joints and corner joints during service and thereby reduce stress at the weld root.
Penetration is a major concern with the square weld. As such, a double weld is often used to ensure full penetration. If a root gap is used, a backing bar will keep the molten weld metal in place.
Welding Design
ISE311-2005IntroWE/5-99
Weld Types
Fillet weldApproximately triangularNo joint preparation requiredMost common weld in structural work
Square (Butt) weldPenetration difficult from one side; double-sided joint used to ensure strengthSometimes root is opened and a backing bar is used
Joint Design

Introduction to Welding Engineering Welding Design - 100
Only one member is beveled in a bevel-groove. The bevel angle is measured between the beveled edge and a plane perpendicular to the surface of the non-beveled member.
Joint preparation for beveled welds are easily prepared and work well with corner-joints and T-joints. Double-bevel welds should be used when plate thickness is greater than 3/4-inch, if welding can be accomplished from both sides. The double bevel produces less distortion because the stresses on opposite sides of the plate offset each other. Also, the double bevel uses approximately half the weld metal of a single bevel for a given angle.
Both members are beveled in a V-groove. The groove angle is measured from one beveled surface to the other. Joint preparation is relatively easy, as in the bevel-groove weld. Double V-groove welds enjoy the same advantages as double-bevel groove welds, including less weld metal and reduced distortion. Full penetration is required to ensure the strength of the joint.
Welding Design
ISE311-2005IntroWE/5-100
Weld Types
Bevel grooveSingle bevel is widely usedDouble preferred if metal
thickness >3/4 - “K” joint
V-grooveBoth members beveledButt joints for plate thickness greater than 1/4 inch
Double welds reduce distortion and require 1/2 the weld metal for a given plate thickness
Joint Design

Introduction to Welding Engineering Welding Design - 101
The J-groove weld is well suited for butted corner joints and T-joints. It requires a minimum of 1/8-inch root face and 1/4-inch root radius. Therefore, the plate material must be greater than 3/8-inch thick.
Joint preparation for the J-groove weld is more complicated than for the bevel-groove or V-groove. The edge must be machined, and this increases cost. The double J-groove has the same advantages as other double welds.
The U-groove comes into play in the welding of thicker plates. It allows access to the weld root while using less weld metal than a V-groove. As with the J-groove, plate thickness must be greater than 3/8-inch.
Edge preparation costs are higher than the bevel-groove or V-groove. The edges may be machined or arc gouged. The double U-groove enjoys the advantages of all double grooved welds.
Welding Design
ISE311-2005IntroWE/5-101
Weld Types
J-grooveSingle well suited for butted corner and T jointsMachined or carbon arc gouged preparation
U-grooveRounded base allows larger electrodes for narrower groove anglesMachined or carbon arc gouged preparation
Joint Design

Introduction to Welding Engineering Welding Design - 102
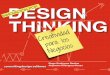
A proper welding procedure specification calls out details such as root opening, groove angle and root face. For the design of a fillet weld, the stress calculation will involve the throat thickness and fillet length. The weld toe is the region where the weld metal meets the surface of the base plate. The weld toe is often discussed in terms of hardness variations and discontinuities, such as undercut, which are associated with this region.
Welding Design
ISE311-2005IntroWE/5-102
Weld Joint Nomenclature1
2
53
4
1 - groove angle2 - bevel angle3 - root face (land)4 - root opening (root gap)5 - groove face
1
2
3
6
4
5
1 - throat2 - weld face3 - depth of fusion4 - root5 - fillet leg length6 - weld toe
Joint Design

Introduction to Welding Engineering Welding Design - 103
A welding position is designated by a letter-number combination. G1 refers to a groove weld in the flat position. Welding in the flat position whenever practical can help to improve productivity. The horizontal position is also preferred to overhead and vertical welding; horizontal welding is, however, more prone to overlap and undercut defects than in the flat position.
In pipe welds, these letter-number combinations indicate welding positions unique to pipes. Pipe welds are designated with the letter “G” because they normally involve groove welds. The 1G position specifies the pipe axis to be approximately horizontal; welding is done in the flat position as the pipe is rotated under the arc. The 2G position indicates that the pipe axis is in a vertical position. The 3G and 4G positions do not exist for pipes. The 5G is also referred to as “multiple position;” the pipe axis is flat and stationary while the welder moves the arc around the pipe. For the 6G position, the axis of the pipe is near 45°, and the welder welds around the stationary pipe. The pipe axis can vary ±45° for the G1, G2 and G5 pipe welding positions but only ±5° for 6G. A 6G restricted position is often used for qualification. This position, designated 6GR has a restricting ring placed around the pipe near the weld.
Welding Design
ISE311-2005IntroWE/5-103
Welding Positions
1 - flat2 - horizontal3 - vertical4 - overheadF - fillet weldG - groove weld
1Fhorizontal
2Fflat
Joint Design

Introduction to Welding Engineering Welding Design - 104
Welding Design
ISE311-2005IntroWE/5-104
Welding Codes and Specifications
A wide variety of codes and specifications have been developed to guide material and process selection, design, and qualificationIndustry-based
American Institute of Steel Construction (AISC)American Petroleum Institute (API)Military (MIL) specifications
Technical SocietiesAmerican Society of Mechanical Engineers (ASME)American Welding Society (AWS)
International Standards
Welding Codes
There are many codes and specifications that cover welding design, material selection, and postweld heat treatment and inspection. Codes have been developed by industry groups and technical societies.
The ASME and AWS codes are the most widely used in the US for general construction.

Introduction to Welding Engineering Welding Design - 105
Welding Design
ISE311-2005IntroWE/5-105
American Welding Society (AWS) Standards
There are over 125 AWS standards that cover materials, processes, design, and qualificationSome examples
AWS A5.16 - Spec. for Ti and Ti-alloy Welding Electrodes AWS B2.1 - Welding Procedure and Performance QualificationAWS B4.0M - Standard Methods for Mechanical Testing of WeldsAWS D1.1 - Structural Welding Code - SteelAWS D1.6 - Structural Welding Code - Stainless SteelAWS D1.2 - Structural Welding Code - AluminumAWS C7.3 - Process Specification for Electron Beam Welding
Welding Codes
The standards developed by the American Welding Society (AWS) address materials, processes, design, inspection and qualification. For example, there are very specific standards for qualifying both welding personnel and the welds they will be making. To qualify a weld for a specific application, it is first necessary to establish a Procedure Qualification Record (PQR) and then a Welding Procedure Specification (WPS).
The AWS D1.1 standard for structural steel welding is widely used for general construction. It is updated every 2-3 years.

Introduction to Welding Engineering Welding Design - 106
ANSI/AWS D1.1 is “An American National Standard” published by the American Welding Society and accepted by the American National Standards Institute. The abstract to the 1996 version of the standard states that,“This code covers the welding requirements for any type of welded structure made from the commonly used carbon and low-alloy constructional steels. Sections 1 through 8 constitute a body of rules for the regulation of welding in steel construction.” Section outline1. General requirements2. Design of welded connections: common requirements of nontubular and tubular connections; specific requirements for nontubular connections (statically or cyclically loaded); specific requirements for cyclically loaded nontubular connections; specific requirements for tubular connections3. Prequalification of WPSs4. Qualification: general requirements; welding procedure specification (WPS); performance qualification5. Fabrication:6. Inspection: general requirements; contractor responsibilities; acceptance criteria; nondestructive testing procedures; radiographic testing; ultrasonic testing of groove welds; other examination methods
Welding Design
ISE311-2005IntroWE/5-106
AWS Structural Welding Codes
Guidelines for design of welded joints, pre-qualified joint geometries
Statically loaded structuresDynamically loaded structuresTubular sections
Details the processes used with particular jointsHow to qualify welding procedures and personnelOutlines quality and inspection in welded construction
Welding Codes

Introduction to Welding Engineering Welding Design - 107
7. Stud welding8. Strengthening and repairing existing structures12 Mandatory annexes: e.g., effective throat, requirements for impact testing, flatness of girder webs, guideline on alternate method for determining preheat12 Nonmandatory annexes: e.g., guide for specification writers, sample welding forms, contents of prequalified WPS, safe practices
ANSI/AWS D1.1 provides pre-qualified joint designs (example above), as well as filler metal and preheat selection guidelines. Pre-qualified joints, as given in Section 3 of D1.1, are exempt from the WPS testing required under Section 4 of the code, provided the written WPS conforms to all provision of Section 3 of the code. This exemption can save considerable time in the structural design. However, the engineer should still evaluate the appropriateness of the joint selection. The welders that use pre-qualified joints are required to be qualified themselves in conformance with Section 4, Part C.
Welding Design
ISE311-2005IntroWE/5-107
Pre-qualified Joint Geometry
Welding Codes

Introduction to Welding Engineering Welding Design - 108
Stress applied to a material is magnified by flaws in the material, e.g., cracks. A stress intensity factor quantifies this magnification of the applied stress. The fracture toughness of a material is the critical value of this stress intensity factor that causes fracture.
The term Engineering Critical Assessment is used for the analysis of a structure that has flaws (cracks) and will be subjected to stress. Several factors must be considered in order to make a realistic prediction of the likelihood of catastrophic (brittle) failure of such a structure: temperature, crack geometry, magnitude of the stress, strain rate, and yield strength of the material.
Welding Design
ISE311-2005IntroWE/5-108
Effect of Discontinuities on Properties
Discontinuities in a welded joint can influence mechanical propertiesCodes establish size limits for acceptable discontinuitiesDiscontinuities unacceptable by a given code are called defects and are subject to repair
Discontinuities

Introduction to Welding Engineering Welding Design - 109
Welded joints can contain discontinuities such as undercut and trapped slag inclusions. Welding codes, such as ANSI/AWS D1.1 set size and frequency limitations on the occurrence of these discontinuities. Discontinuities which exceed these limitations are referred to as defects and must be repaired. Discontinuity and defect are legal terms and should be used properly when reporting weld inspections for code compliance.
Four basic types of nondestructive testing (NDT) are used to evaluate welded joints. A radiograph is an x-ray of the weld and can show internal discontinuities that cannot be detected by visual methods. Ultrasonic testing uses a transducer to push sound waves into a material. Echoes of the sound from the top and bottom surface of the plate appear as blips on the screen of the oscilloscope used in the procedure. Internal discontinuities appear as additional blips between the blips that indicate the top and bottom surface of the plates.
Discontinuities that penetrate the surface of welded joint can be located by magnetic particle, fluorescent penetrant, and dye penetrant methods. In magnetic particle testing, a region of the joint is magnetized by passing current through it. Magnetized particles are poured onto the surface; discontinuities disrupt the regularity of the magnetic field and are outlined by the magnetic particles. In the dye and fluorescent methods, penetrant liquids are applied to the surface of the joint and soak into the surface discontinuities. The remaining penetrant is wiped away. Ultraviolet light is used to locate the discontinuities in the fluorescent particle method. For dye penetrant, a white developer is sprayed over the cleaned surface; the dye (usually red) leaches through the white coating to reveal the location of the discontinuity.
Welding Design
ISE311-2005IntroWE/5-109
Nondestructive Evaluation
RadiographyUltrasonicsMagnetic particleFluorescent penetrantDye penetrant
transducer
defectultrasonicwave
Ultrasonic signal over flawA - top surfaceB - flawC - bottom surface
A
B
C
Inspection

Introduction to Welding Engineering Welding Design - 110
The fatigue life of non-welded material is generally divided into two phases: crack initiation and crack growth. First the cyclic nature of the stress initiates a crack. Once the crack is initiated, it acts as a stress concentrator. The amplified stress at the crack tip causes the crack to propagate. Failure occurs when the structure can no longer support the applied stress. In terms of the overall fatigue life of a material, the crack initiation stage can be as high as 90%. In other words, it takes a long time for the crack to develop. Once the crack does initiate, it grows quickly and causes failure. Structural designs that include sharp corners or notches are prone to fatigue failure. The corners and notches act as initial stress concentrators, which help to initiate fatigue cracks.
Welded joints have essentially no crack initiation phase; subsequently they can have 10% of the fatigue life of a non-welded material.
Welding Design
ISE311-2005IntroWE/5-110
Fatigue
Fatigue is material failure due to cyclic loading Cyclic rather than static loading
Tension - compressionTension - tension
Occurs at stress levels below the tensile strength
Tension - Tension
Tension - Compression
Stre
ss
0
Fatigue Design

Introduction to Welding Engineering Welding Design - 111
Welds are associated with having pre-existing discontinuities that act as initiation sites for fatigue. These weld discontinuities include slag intrusions, undercut, and lack of penetration (among others). With these fatigue crack initiation sites already present in the structure, crack growth can begin almost immediately.
Fatigue is often noted to start at the weld toe due to the presence of the aforementioned slag intrusions as well as the geometry of the weld toe (angle, radius and undercut), both of which act as stress concentrators. Grinding, peening, or dressing of the weld toe with a final GTAW pass can act to reduce the incidence of discontinuities.
General design factors, such as the avoidance of lap joints in favor of butt joints, can also increase the fatigue life of welded structures.
Welding Design
ISE311-2005IntroWE/5-111
Factors Affecting Fatigue
Welds have pre-existing stress risers or initiation sites from which fatigue cracks can grow
Slag intrusionsUndercutWeld toe radius
Other factorsButt joints vs. lap jointsSharp corners, notches
Undercut Intrusion
Smooth weld toe
Fatigue Design

Introduction to Welding Engineering Welding Design - 112
The surface of a fatigue fracture has a characteristic appearance. A concentric line pattern is noted to grow outward from an initiation point. In welding, this initiation point could be associated with a slag intrusion, undercut, or other discontinuity associated with the welding process.
The concentric line pattern provides a visual record of the accumulated crack growth from the initiation site with continued cyclic loading. The fracture surface near the initiation site is generally smooth and is noted to have a clamshell-like texture. If more than one initiation site is present, the fatigue cracks, often growing on different planes, will link up to form a unified crack front.
When the cross section of the material is no longer able to support the load, failure (sometimes sudden, catastrophic) occurs. In these instances, the ends of the fatigue crack can spontaneously start to run at high speeds due to the stress concentration. In cases of brittle fracture in pipelines, longitudinal cracks have been know to run several hundreds of yards before stopping.
Welding Design
ISE311-2005IntroWE/5-112
Fatigue Appearance
Distinct fracture surface has a characteristic texture
Concentric line patternSmooth portion referred to as clamshell texture
multiple initiation sites
Fatigue Design

Introduction to Welding Engineering Welding Design - 113
ANSI/AWS D1.1 provides fatigue design lines for six stress categories. General fatigue guidelines include the following:1) Partial penetration groove welds loaded in tension transverse to the longitudinal axis of the weld cannot be used where design criteria indicate that cyclic loading could produce failure.2) Groove welds made from one side only cannot be used if the welds are made with backing (other than steel) that has not been qualified to Section 4. There are exceptions for secondary or non-stress carrying members, and for corner joints meeting certain criteria.3) Intermittent groove welds are prohibited.4) Intermittent fillet welds are prohibited, with a given exception.5) Bevel grooves and J-grooves in butt joints for other than the horizontal position are prohibited.6) Plug and slot welds on primary tension members are prohibited.7) Fillet welds < 3/16-inch are prohibited.
Welding Design
ISE311-2005IntroWE/5-113
AWS Structural Code - Fatigue Design
AWS structural code provides fatigue design guidelines for different weld types and loading configurations
Class B Class F - weld metalClass E - base metal at ends of weld
Fatigue Design

Introduction to Welding Engineering Welding Design - 114
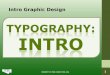
The weld stress category is determined by matching the weld to a series of examples given in ANSI/AWS D1.1. The stress range is determined by subtracting the minimum design stress from the maximum design stress. The fatigue life of a welded joint is located by matching the stress range to the stress category and then reading the cycle life value for that point. The design curves reflect a safety factor below the mean as determined through fatigue testing.
Example 1: A category D weld joint, designed for a stress range of 5 ksi has a fatigue life of 7 million cycles.
Example 2: A category B weld joint, designed for a stress range of 10 ksi should not fail in fatigue. This assumes a properly qualified weld with no defects.
An important note on weld designWelds are generally designed to ensure that the strength of the metal across a given
throat thickness can support the maximum stress. Fatigue, however, occurs independent of metal strength. Changing the base metal to a higher strength will not result in longer fatigue life. Fatigue is often noted to occur at the toe of the weld, although it can still occur through the throat of the weld. In fact, there are different stress categories for stress on the weld metal as opposed to stress on the base metal at the weld toe, as was pointed out on the previous page.
Welding Design
ISE311-2005IntroWE/5-114
AWS D1.1 Fatigue Design Lines
Fatigue Design

Introduction to Welding Engineering Welding Design - 115
The heat produced by welding produces thermal expansion in the surrounding material. The stresses associated with this expansion continue to change until the joint returns to ambient temperature. A pattern of permanent stress may be left in the joint; this is referred to as residual stress. Permanent strain left in the joint is referred to as distortion.
High energy input welding processes, such as the submerged arc process, are more likely to produce residual stress and distortion. Laser and electron beam welds, with their overall low heat input, tend not to produce residual stress or distortion problems.
Welding Design
ISE311-2005IntroWE/5-115
Residual Stress & Distortion
Heat flows from the weld area and causing the joint area to expandThermal expansion and contraction from welding result in permanent stress and distortionHigher heat input welds are more prone to residual stress and distortion
Residual Stress and Distortion

Introduction to Welding Engineering Welding Design - 116
Transverse shrinkage results in a decreased plate width after welding.Longitudinal shrinkage causes the plate to bow inward in the vicinity of the ends of the
weld.Angular distortion changes the alignment of the plates from their original placement
prior to welding. In the example above, the previously flat base of the fillet weld has rotated towards the vertical member.
Rotational distortion becomes a factor when a long section has to be welded. In this case, tack welds are generally used to hold a section in place. For a cylindrical weld, e.g., a pipe or storage tank, block welding is used. Welding is accomplished in sections, alternating from one side to another to balance distortion.
Longitudinal bending results in the bowing of the flat base plate of a long fillet weld.Buckling is perhaps the most difficult type of distortion to correct. Essentially, the
material adopts a sinusoidal wave pattern in response to welding stress. This distortion is most often seen in the welding of thin plate or panel material.
Welding Design
ISE311-2005IntroWE/5-116
Distortion
Transverse Shrinkage
Rotational Distortion Longitudinal Bending Buckling
Longitudinal Shrinkage Angular Change
Residual Stress and Distortion

Introduction to Welding Engineering Welding Design - 117
In order to reduce distortion, the piece being joined may clamped into position. This method will reduce distortion, but may increase the residual stress in the joint after welding.
Another method of reducing distortion is to weld the plates with a preset. If two plates typically distort upwards by 5° after they are welded, then position the plates with a 5° downward preset before welding.
Heat treatment after welding can be used to relieve residual stress. In steels, stress relief is accomplished in the 1100°-1200°F temperature range.
Welding Design
ISE311-2005IntroWE/5-117
Eliminating Distortion
Preset members to counteract distortionFixtures to clamp workpiece in place
Restraint reduces distortion but increases residual stress
Stress-relief heat treatment
Angular distortion after welding
Preset members before welding
Residual Stress and Distortion

Introduction to Welding Engineering Welding Design - 118
As a weld cools, it attempts to contract more than the base metal, since the base metal was not heated to as high a temperature. As the weld shrinks, it is restrained by the surrounding base metal. Thus, after welding, a state of residual tension is produced in the weld. The base metal near the weld is in compression, which balances out the tension to yield a net force of zero on an unrestrained plate. The presence of restraint can affect this stress pattern.
Welding Design
ISE311-2005IntroWE/5-118
Residual Stress Pattern
Residual stress is present across an unrestrained butt weld after coolingTension near weld beadCompression away from the weld beadRestraint can affect this stress state
Compression
Tension
Residual Stress and Distortion