Embed Size (px)
DESCRIPTION
PP
Citation preview

Chemical Pulping, introduction
Montes del Plata Supervisory Training 2011

Montes del Plata Supervisory Training 2011
2
THE CHEMICAL PULPING PROCESS
Target of today’s lecture
Give a general overview of the kraft pulping process
Get familiar with KnowPulp

Montes del Plata Supervisory Training 2011
3
Contents of the presentation
Introduction to the pulping process
Chemical pulping fiberlineWoodhandlingCookingWashing and ScreeningOxygen delignificationBleachingDrying and finishing
Chemical recovery systemBlack liquor evaporationRecovery boilerWhite liquor preparation

Montes del Plata Supervisory Training 2011
4
From Wood -> Pulp -> Paper products
Euca

Montes del Plata Supervisory Training 2011
5
From wood to pulp fibers

Montes del Plata Supervisory Training 2011
6

Montes del Plata Supervisory Training 2011
7
Paper and board consumption is growing mainly in developing countries
In 2009 consumption of paper was 54 kg/person
Consumption of paper
14.9.2011
LÄHDE: RISI Annual Review
Europe25 %
Asia42 %
Oceania1 %
North America21 %
Latin America7 %
Middle East2 %
Africa2 %

Montes del Plata Supervisory Training 2011
8
Wood Fiber

Montes del Plata Supervisory Training 2011
9

Montes del Plata Supervisory Training 2011
10
Wood components from the pulping point of view
Lignin binds the fibers togetherIn chemical pulping the main part of lignin shall be
dissolved in order to release fibersCellulose is the main chemical constituent of fibersIt is desired that cellulose is preserved to the
maximum extent without chemical damagesPart of the hemicelluloses are needed in the fibersMain part of the hemicelluloses is dissolved and
decomposed during the cooking process

Montes del Plata Supervisory Training 2011
11
Pulping processes
The purpose of pulping processes is to produce fibers for various end uses
The main classification of pulping processes:ChemicalSemi-chemicalChemi-mechanicalMechanical

Montes del Plata Supervisory Training 2011
12
Mechanical pulping methods
Rawmaterial
Process name Chemical handling Mechanicalhandling
Yield, %
Log Groundwood (GW) - Grinderstone
95…98
Chips Refiner mechanicalpulp (RMP)
- Plate refiner 94…97
Log Pressurizedgroundwood (PGW)
Steam, pressure Grinderstone
94…97
Chips Thermomechanicalpulp (TMP)
Steam, pressure Plate refiner 93…96

Montes del Plata Supervisory Training 2011
13
Chemi-mechanical pulping methods
Rawmaterial
Process name Chemical handling Mechanicalhandling
Yield,%
Chips Chemi-mechanicalpulp (CTMP)
Many alternatives,for instancesodium sulfite(SW) and alkalineperoxide (HW)
Plate refiner 91…95
Chips Bleached chemimechanical pulp(BCTMP)
Bleached withalkaline peroxide and/or hydrosulfite
Plate refiner 90…94

Montes del Plata Supervisory Training 2011
14
Semi-chemical pulping methods
Rawmaterial
Process name Chemical handling Mechanicalhandling
Yield, %
Chips Neutral sulfite semichemical pulp (NSSC)
Na or NH4 sulfite Plate refiner 75…85
Chips Semi-chemical greenliquor
Na2S + Na2CO3 Plate refiner 65…85
Chips Semi-chemical soda NaOH Plate refiner 65…85
Chips Raw sulfate NaOH + Na2S Plate refiner 55…65
Chips Raw sulfite Acidic sulfite (Ca, Na,Mg)
Plate refiner 55…70

Montes del Plata Supervisory Training 2011
15
Chemical pulping methods
Raw material
Process name Chemical handling Mechanical handling
Yield, %
Chips Neutral sulfite anthraquinone pulp
Na sulfite + carbonate + anthraquinone
None 50…60
Chips Sulfate (Kraft) NaOH + Na2S None 40…55
Chips Soda NaOH + anthraquinone
None 40…55
Chips Acidic sulfite Ca, Na, Mg, NH3 +SO2 None 40…55
Chips Bisulfite Na, Mg, NH3 + SO2 None 40…55

Montes del Plata Supervisory Training 2011
16
Production of papermaking fibers in the world 1970 - 2005

Montes del Plata Supervisory Training 2011
17
The main growth in:
Recycled fibres (RCF is also called ”waste paper”, DIP is Deinked pulp)
Bleached Hardwood Kraft Pulp (BHKP):Eucalyptus pulp from South AmericaMixed Tropical Wood and Acacia from Indonesia

Montes del Plata Supervisory Training 2011
18
Sulfate pulp mill for producing bleached pulp

Montes del Plata Supervisory Training 2011
19
Sulphate pulp mill: Fiberline

Montes del Plata Supervisory Training 2011
20
Woodhandling
Tasks:Receiving the logsDebarking the logsChippingScreening the chips (removing too big and too small
particles)Storing the chips in a controlled way(Handling the removed bark and wood waste from
screening)

Montes del Plata Supervisory Training 2011
21
Cooking
Tasks:
Chemical dissolving of a significant part of the wood components – particularly lignin - in order to release wood fibres
Maintaining the fiber yield and desired fiber properties as well as possible

Montes del Plata Supervisory Training 2011
22
Washing and screening
Tasks:
Remove and recover the dissolved components of wood and used cooking chemicals (in the form of black liquor) to energy production and chemical recovery
Removing dissolved organic material prior to further chemical treatment of pulp in oxygen delignification and bleaching
Removing uncooked wood material and solid impurities (screening)

Montes del Plata Supervisory Training 2011
23
Oxygen delignification
Tasks:
Further removal of lignin from fibers (better selectivity than in cooking)
Removing part of impurities
Removing part of extractives (pitch)

Montes del Plata Supervisory Training 2011
24
Bleaching
Tasks:Final removal of lignin from fibersIncreasing the whiteness (brightness) of fibersRemoving dirt and other impuritiesRemoving extractives (pitch)

Montes del Plata Supervisory Training 2011
25
Drying and Finishing
Tasks:
Water removal by means of dewatering, pressing and hot air blowing (drying machine)
Cutting the dried sheet to desired size (finishing)
Packing the pulp sheets into bales (finishing)
Wrapping the bales (finishing)

Montes del Plata Supervisory Training 2011
26
Sulfate pulp mill: Chemical Recovery
Not with euca

Montes del Plata Supervisory Training 2011
27
Evaporation
Tasks:Increasing the dissolved solids concentration of
black liquor before combustion in the recovery boiler
Separating certain by-products: methanol, talloil soap (in case of softwood pulp)

Montes del Plata Supervisory Training 2011
28
Recovery boiler
Tasks:
Combustion of the organic material of black liquor in order to produce energy (steam, electricity)
Producing an inorganic ”feedstock” (a molten mixture of Na2CO3 and Na2S) to be used for cooking chemical preparation

Montes del Plata Supervisory Training 2011
29
Causticizing
Tasks:
Preparing the cooking liquor (”white liquor”, a liquid with NaOH and Na2S as active components) from recovered cooking chemicals
Removing certain inorganic non-process elements (substances that mainly come with wood but may cause process problems if not removed)

Montes del Plata Supervisory Training 2011
30
Block diagram of the sulfate process
Fiberline
Chemical Recovery

Montes del Plata Supervisory Training 2011
31
Woodhandling – an overview
The main purpose of the woodhandling system of a pulp mill is to produce suitable wood chips to be used in the cooking process

Montes del Plata Supervisory Training 2011
32
Wood chip

Montes del Plata Supervisory Training 2011
33
The importance of the chip dimensions
Chip thickness:
The effectiveness of heat transfer (from steam and cooking liquor) is determined by chip thickness
The effectiveness of cooking liquor impregnation inside the chip particle is determined by the chip thicknessThe thinner the chips the betterIndustrial chipping produces a certain relation between the chip
length and thicknessPractical chip thickness max. limit is 5 – 8 mm

Montes del Plata Supervisory Training 2011
34
The importance of the chip dimensionsChip length:
The effectiveness of removing air from chips during steaming (before actual cooking) is determined by chip length
The effectiveness of cooking liquor penetration into the chip particle is determined by the chip lengthThe shorter the chips the betterHowever, making too short chips starts to cut also the fibers to
shorter which is not allowed due to pulp qualitythe practical chip length minimum limit with hardwood chips is
about 15 mm

Montes del Plata Supervisory Training 2011
35
Fiber length in chips as a function of chip length
ll

Montes del Plata Supervisory Training 2011
36
The main unit processes of woodhandling
TREECROSS
CUTTINGSTORAGECHIPPINGBARKING SCREENINGTREE
CROSSCUTTING
STORAGECHIPPINGBARKING SCREENING
SCREENING
CHIPPING
BARKING
LOGS
CHIPSTORAGE
BARKSTORAGE
SAWMILLCHIPS
SCREENING
CHIPPING
BARKING
LOGS
CHIPSTORAGE
BARKSTORAGE
SAWMILLCHIPS

Montes del Plata Supervisory Training 2011
37
Main parts of woodhandling

Montes del Plata Supervisory Training 2011
38
Wood intake
Logs are transported from the forest by means of various transportation methods (trucks, train, ship …)
The length of the logs is typically 3 – 4 meters
Part of the wood supply can in some cases be as ready chips from local sawmills
Logs are typically stored according to the species in the mill area (”woodyard”); sometimes also in the forest:
It is important to control the storage time accurately (eg. from quality reasons)

Montes del Plata Supervisory Training 2011
39
Wood intake

Montes del Plata Supervisory Training 2011
40
Debarking
Purpose of debarking:
The bark covering the log is not desired in the pulping process:
The fiber material in bark is not suitable compared to actual woodThe bark may contain such chemical substances that disturb the
pulping process (pitch, calcium compounds, silica …)=> Risk of additional chemical consumption in the process
The bark often contains small stones, sand and other mechanical impurities
=> Risk of mechanical wearing or breaking of process equipment

Montes del Plata Supervisory Training 2011
41
The debarking process
The removing of bark (debarking) can take place already in the forest
Manual debarking sometimes
Transportable debarking machines
The debarking at pulp mill woodyard takes place by means of debarking drums

Montes del Plata Supervisory Training 2011
42
Debarking

Montes del Plata Supervisory Training 2011
43
The operation principle of debarking drums
A debarking drum is an inclined rotating cylinder into which the logs are taken in the direction of the drum axis.
The rotating actions lifts the logs in the drum, the logs rub and wear against each other and the bark is thus removed
The bark is removed from the drum through holes and slots in the drum walls

Montes del Plata Supervisory Training 2011
44
Debarking drum

Montes del Plata Supervisory Training 2011
45
Debarking drum

Montes del Plata Supervisory Training 2011
46
Chipping

Montes del Plata Supervisory Training 2011
47
Industrial chipping by means of disc-type chippers

Montes del Plata Supervisory Training 2011
48
The operation principle of the chipper

Montes del Plata Supervisory Training 2011
49
The chipper …

Montes del Plata Supervisory Training 2011
50
The cutting speed is the main operating parameter determining the chipping results

Montes del Plata Supervisory Training 2011
51
The chipper produces also such particle material that is not of good quality
Target

Montes del Plata Supervisory Training 2011
52
Chip screening
Too big chip particles are removed(oversize and overthick chips)
Too small chip particles are removed(pin chips and fines)

Montes del Plata Supervisory Training 2011
53

Montes del Plata Supervisory Training 2011
54
Gyratory chip screen

Montes del Plata Supervisory Training 2011
55
Chip screening, transportation and storage

Montes del Plata Supervisory Training 2011
56
Andrés SuttnerAndrés GarcíaAndrés RamosClaudio Acosta
Conrado PonsEdgardo PiñeiroGabriel MachadoGonzalo Barcia
Gonzalo GascueGonzalo GodiñoGonzalo MarinelloIgnacio Caétano
José FreireJuan Daniel ConstantinLucía BouzaMarcel Arguiñarena
Marianella TorresMartín PereiroNéstor BenítezPablo Pirez
Romina RiccaSebastian SilveyraSebastián Laclau
Measuring, storing and pretreatment of round-wood. Measuring incoming raw material. Wood weighing.
Wood storage arrangements at the mill site
Debarking Chip storage and transportation
Chipping
Chip screening

Montes del Plata Supervisory Training 2011
57
Sulphate cooking process

Montes del Plata Supervisory Training 2011
58
The targets of cooking: cooking yield
Certain amount of wood material (mainly lignin) has to be dissolved in order to release the fibers
Depending of wood species 45 – 55 % of the wood material needs to be dissolved
Example: Weight of dry wood 100 kg Dissolved material 47 kg Fibers 53 kg Cooking yield 53 kg/100 kg * 100 = 53 %
With eucalyptus the cooking yield is 53 – 55 %

Montes del Plata Supervisory Training 2011
59

Montes del Plata Supervisory Training 2011
60

Montes del Plata Supervisory Training 2011
61
The targets of cooking: kappa number
80 – 90 % of the lignin in wood is dissolved during cooking
The extent of the dissolution of lignin is measured by kappa number:
• Kappa number gives the content of residual lignin in pulp (indirectly)
• Kappa number is determined by the consumption of KMnO4 (titration)
• The cooking kappa number of eucalyptus pulp is 15 - 18

Montes del Plata Supervisory Training 2011
62
The cooking chemicals dissolve lignin

Montes del Plata Supervisory Training 2011
63
The cooking conditions to dissolve wood lignin are very hard:
The cooking liquor (”white liquor”):very alkaline, pH ca. 14Active chemicals NaOH and Na2S
The cooking reaction temperature needs to be > 145 oCConventional cooking methods typically use a higher cooking temperature
(160 -170 oC)Modern cooking methods for easily processed hardwoods (like euca) can
use lower temperatures like 145 -155 oC

Montes del Plata Supervisory Training 2011
64
Typical composition of white liquor

Montes del Plata Supervisory Training 2011
65
White liquor terminology

Montes del Plata Supervisory Training 2011
66
White liquor terminology

Montes del Plata Supervisory Training 2011
67

Montes del Plata Supervisory Training 2011
68

Montes del Plata Supervisory Training 2011
69
Black liquor
Black liquor is formed during the cooking process from the dissolved wood material and reacted cooking chemicals
Composition of black liquor after cooking: Dissolved material 15 – 20 w-%
• ¾ organic, ¼ inorganic
Water 80 – 85 %

Montes del Plata Supervisory Training 2011
70

Montes del Plata Supervisory Training 2011
71
The main cooking variables
The degree of cooking is controlled by:The charge of Effective alkali per woodThe combination of cooking time and temperature (H-factor)

Montes del Plata Supervisory Training 2011
72

Montes del Plata Supervisory Training 2011
73
The industrial cooking process
There are two main types of cooking processes: Batch cooking Continuous cooking
Both the batch and continuous cooking processes have been further developed from the old (conventional) processes to modified modern processes
The modern processes have optimized alkali profiles and lower cooking temperatures

Montes del Plata Supervisory Training 2011
74
The main steps of continuous cooking
Chip steaming
Feeding the chips into the impregnation vessel (or directly to the digester if there is no separate impregnation vessel)
Impregnation of the chips with the cooking liquor
Feeding the impregnated chips into the digester
Heating the chips to the cooking temperature
Cooking phase
Displacement washing (washing & cooling of the chips)
Discharging the digester

Montes del Plata Supervisory Training 2011
75

Montes del Plata Supervisory Training 2011
76

Montes del Plata Supervisory Training 2011
77
Presteaming of chips
Purpose of presteamingHeating the chips to about 100 oC temperatureRemoving air from the inside of the chips (because air hinders the
penetration of the cooking liquor into the chips)
How presteaming is performed:Steam of 105 – 110 oC flows through the chip bed (normally this the
flash steam from black liquor flashing; quite seldom fresh steam is used)
Steaming takes place in the chip silo or a presteaming vesselResidence time in the presteaming is 15 - 20 min

Montes del Plata Supervisory Training 2011
78
The feeding of the chips into the impregnation vessel by means of pumping

Montes del Plata Supervisory Training 2011
79
Impregnation of chips
Purpose of impregnationPenetration of the cooking liquor into the chips by means of increased
pressureAllowing diffusion to drive the cooking chemicals into the wood
structure
Performing the impregnation in the cooking processChips and the cooking liquor are taken to the pressurized
impregnation vesselTemperature 100 – 110 oC, time 30 - 60 min

Montes del Plata Supervisory Training 2011
80
The steps of impregnation
Penetration through chip pores
Diffusion into the fibers

Montes del Plata Supervisory Training 2011
81

Montes del Plata Supervisory Training 2011
82
The digester process
The chip column moves downwards in the digester
There are various cooking zones in the digester depending on the process modification
Cooking liquors are withdrawn from the digester by means of screens between the cooking zones
Heating of the liquors outside the digester by means of steam Returning the liquors back to the digester by means of the
center-pipe system

Montes del Plata Supervisory Training 2011
83
Typical liquor circulation arrangementin a continuous digester

Montes del Plata Supervisory Training 2011
84
The displacement washing stage in the digester
The purpose of the digester washing stageCooling the cooked chips in order to stop the cooking reactions
and allowing gentle discharge of the digesterDisplacing the concentrated hot black liquor out of the digester
to be sent to evaporation
How the displacement washing stage is performed:The filtrate of the brown stock washing is used as the
wash/displacement liquorHeating the wash filtrateDisplacement of the filtrate through the cooked pulp bed

Montes del Plata Supervisory Training 2011
85
What is Displacement?
Digester contents having originallyhigh temperature described by the red colour
Cold liquid describedby the blue color istaken to the bottom of thechip bed, flow rate Vin
Displacementfrontier whichpushes the hot liquidahead like a piston
Hot (red) liquid is displaced fromthe top of the chip bed, flow rate Vout
Vin = Vout
Final situation:the colder liquid hasreplaced the hot liquid

Montes del Plata Supervisory Training 2011
86
What is displacement?

Montes del Plata Supervisory Training 2011
87
Flash steam to presteaming

Montes del Plata Supervisory Training 2011
88

Montes del Plata Supervisory Training 2011
89
Fiberline operations
Pulp washing
Knot separation and screening
Oxygen delignification
Bleaching
Drying and baling

Montes del Plata Supervisory Training 2011
90
Pulp washing
Purpose pulp washing:
Removing the black liquor from the cooked pulp by using as little fresh water as possible
The removed black liquor needs to be as concentrated as possible in order to save steam in evaporation
The washed pulp has to be as clean (of the dissolved organic material of cooking) as required in order to save chemicals in oxygen delignification and bleaching

Montes del Plata Supervisory Training 2011
91
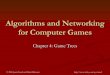
Pulp washing is an optimization task where different cost factors are compared. However, the limiting factor is certain demand for the washing loss
Operationalcosts, €/ton pulp
Wash water, m3/ton pulp
Chemical costs(bleaching, make-up chemicals)
Evaporation costs
Optimum operational costs
Demand for the washing loss(Bleaching, environmental load, Pulp quality factors)

Montes del Plata Supervisory Training 2011
92

Montes del Plata Supervisory Training 2011
93

Montes del Plata Supervisory Training 2011
94

Montes del Plata Supervisory Training 2011
95

Montes del Plata Supervisory Training 2011
96
Washing equipment and their operational principles
Digester washing:• Continuous cooking Hi-Heat washing• Displacement batch cooking (SuperBatch) terminal displacement
Diffuser washing:• Single or two phase atmospheric diffuser• Pressure diffuser
Drum filters:• Vacuum filters• Pressure filters
Multistage displacement washers:• DD-washers• Flat wire washers
Wash presses:• Dilution-thickener presses (screw or roll presses)• Displacement presses (Twinroll-, Compact Presses)

Montes del Plata Supervisory Training 2011
97
The operation principle of a 3-stage DD-washer

Montes del Plata Supervisory Training 2011
98
Screening of pulp
The purpose of screening
The main purpose of pulp screening is to separate harmful impurities from pulp with minimal fiber loss and acceptable cost level.
Screening system can also include reject treatment to process impurities into usable form.

Montes del Plata Supervisory Training 2011
99
The harmful impurities?
KnotsUncooked chips or ”real” knots
Shives, dirt specks• Shives = small partially cooked
wood pieces or fiber bundles• Dirt particles originate from bark or
can be sand or other non-wood material

Montes del Plata Supervisory Training 2011
100

Montes del Plata Supervisory Training 2011
101

Montes del Plata Supervisory Training 2011
102

Montes del Plata Supervisory Training 2011
103
The principle of screening

Montes del Plata Supervisory Training 2011
104

Montes del Plata Supervisory Training 2011
105

Montes del Plata Supervisory Training 2011
106

Montes del Plata Supervisory Training 2011
107

Montes del Plata Supervisory Training 2011
108

Montes del Plata Supervisory Training 2011
109
Oxygen delignification
Oxygen delignification is a process, where the residual lignin left in pulp after cooking is removed using oxygen and alkali (NaOH). Investment in oxygen delignification stage can be considered for both environmental and economic reasons.
Oxygen delignification is more selective (saves better the pulp yield and preserves the pulp quality) than continuing the cooking process to the same lignin content of pulp
Typically 40 – 50 % of the residual lignin (measured by kappa number) after cooking is removed in oxygen delignification

Montes del Plata Supervisory Training 2011
110

Montes del Plata Supervisory Training 2011
111
Connection of the oxygen delignification with the chemical recovery
Oxygen delignification dissolves a significant part of the organic material in the pulp (typically 1,5 – 2,5 %)
The reaction chemicals contain valuable and recoverable chemicals – Na and S
Washing after the reaction stage is necessary in order to recover the dissolved organic material and the Na and S
Washing is also needed in order to save bleaching chemicals and reduce the environmental load in bleaching
Washing is connected with the brown stock washing system in order to arrange the recovery of the washed material

Montes del Plata Supervisory Training 2011
112
Connection of oxygen delignification with the washing process

Montes del Plata Supervisory Training 2011
113
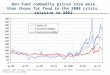
Connecting pulp washing and O2-delignification with the fibreline
CookingChips
Black liquor to evaporation
White liquor
Screening
Rejects
Pulpwashing O2-
delig.
Pulpwashing
Wash water
Bleaching
DryingBaling
Pumping to the paper mill (integrated production)
Baled market pulp

Montes del Plata Supervisory Training 2011
114
The oxygen delignification process parameters
Chemicals:Oxygen gas
• Gives the ability to oxidize the residual lignin
NaOH• Gives the required alkalinity (pH > 11)
Reaction conditions:Temperature 80 – 110 oCResidence time 20 – 120 minPressure 4 – 10 barsPulp consistency 10 – 12 %

Montes del Plata Supervisory Training 2011
115

Montes del Plata Supervisory Training 2011
116
The chemical dosages of oxygen and NaOH dependon the kappa number of the entering pulp and on the required kappa number reduction
NaOH:Typically 2,5*(kappain – kappaout) as kg/ton pulp
Example: 2,5* (16 – 10) = 15 kg NaOH/ton pulp
O2:
Typically 0,8 … 1 * NaOH dosageExample: 0,8 * 15 = 12 kg O2/ton pulp

Montes del Plata Supervisory Training 2011
117
Using oxidized white liquor instead of fresh NaOH
The chemical balance of the pulp mill makes it necessary to recirculate Na and S as much as possible
For this reason, oxidized white liquor is used instead of fresh NaOH
Oxidized white liquor can be obtained from the normal white liquor (the cooking liquor) by oxidizing either with air or oxygen gas

Montes del Plata Supervisory Training 2011
118

Montes del Plata Supervisory Training 2011
119
The white liquor oxidizing process

Montes del Plata Supervisory Training 2011
120
Performing the oxygen delignification process
The oxygen delignification process can be either a single or double stage (two-stage)
The single stage process is the traditional process configuration
The modern processes are double stage processes• Possibilty to extend the delignification (have a larger kappa
reduction)• Possibilty to save chemicals and optimize the process in order
to preserve the yield and pulp properties

Montes del Plata Supervisory Training 2011
121

Montes del Plata Supervisory Training 2011
122
Pulp bleaching: the purpose of bleaching
The objective of bleaching is to improve the brightness and cleanliness of pulp.
This occurs either by removing or brightening the colored substances in the pulp.
Residual lignin is a major contributing factor in color in pulp, so it
must be removed or brightened.
Chemical pulps are typically bleached using lignin-removing bleaching and mechanical pulps by lignin-preserving bleaching.
Brightness with lignin removal bleaching lasts a lot better (i.e. there is a lot less yellowing).

Montes del Plata Supervisory Training 2011
123
The objectives of bleaching
Increased brightness Improving brightness stability Improved cleanliness
Reducing pitch (extractive material) content

Montes del Plata Supervisory Training 2011
124

Montes del Plata Supervisory Training 2011
125
The concept of pulp brightness
Brightness is defined as the amount of light of a certain wavelength that is reflected from a sheet of paper when the measurements aremade according to a standard method.
Brightness is defined by international agreements to be the reflectance measured at 457nm

Montes del Plata Supervisory Training 2011
126
Brightness of pulp in the process

Montes del Plata Supervisory Training 2011
127
Fully bleached pulp
The brightness target of the fully bleached pulp is > 88 % ISO brightness
The brightness measurement is standardized;various standard measurements for example according to the ISO- or GE- standards
Comparison of the light reflectance of the pulp surface with a standard MgO-surface

Montes del Plata Supervisory Training 2011
128

Montes del Plata Supervisory Training 2011
129

Montes del Plata Supervisory Training 2011
130
Bleaching sequences: combination of various bleaching chemicals and bleaching stages
Reaching high pulp brightness requires the using of various bleaching chemicals and several stages
Decomposing the residual lignin by means of a selective delignifying agent (chlorine dioxide in the D0-stage)
Dissolving the residual lignin in alkaline conditions (alkaline extraction, Eop-stage)
Final brightness increase by means of color-removing bleaching agents (chlorine dioxide and peroxide in the D- and P-stages)
Removing impurities (particularly by means of chlorine dioxide)

Montes del Plata Supervisory Training 2011
131

Montes del Plata Supervisory Training 2011
132
Bleaching sequences
Washing of pulp after each bleaching stage:Reaction products have to be removedOften the pH-level has to be shifted before the next stageFiltrates of bleaching need to be recirculated in order to
save fresh waterPart of the filtrates have to removed from the system:
the main environmental load from the pulp mill is in bleaching effluents (go to waste water treatment)

Montes del Plata Supervisory Training 2011
133

Montes del Plata Supervisory Training 2011
134

Montes del Plata Supervisory Training 2011
135
A – The Acid hydrolysis stage
Purpose:Removing hexenuronic acid (HexA) from the pulpHexA causes additional chlorine dioxide consumptionHexA causes post-coloration (yellowing) of the bleached
pulp
Chemicals used:Sulfuric acid (H2SO4)

Montes del Plata Supervisory Training 2011
136

Montes del Plata Supervisory Training 2011
137
D0 – Initial chlorine dioxide stage
Purpose:Removing residual lignin with better selectivity than
oxygen delignificationBrightness increase
Chemicals used:
• Chlorine dioxide, ClO2 (active delignifying chemical)
• Sulfuric acid, H2SO4 (pH-control)

Montes del Plata Supervisory Training 2011
138

Montes del Plata Supervisory Training 2011
139
Eop – Alkaline extraction stage
Purpose:Dissolving of the decomposed lignin fractions in the pulp after the
delignifying reactions of the D0-stage
Enhancing the oxidation reactions by means of a small dosage of oxygen and peroxide
Removing pitch (extractive material)Most of the environmental load of bleaching comes in the filtrates of
the Eop-stage
Chemicals:Sodium hydroxide, NaOH (giving the alkaline conditions)Oxygen, O2
Hydrogen peroxide, H2O2(oxidative chemicals)

Montes del Plata Supervisory Training 2011
140

Montes del Plata Supervisory Training 2011
141
D1 – chlorine dioxide stage for brightness increase
Purpose:The main brightening stageRemoving dirt particles (eg. bark specks and other organic
impurities)
Chemicals:Chlorine dioxide, ClO2 (brightening chemical)
NaOH (pH-control)

Montes del Plata Supervisory Training 2011
142

Montes del Plata Supervisory Training 2011
143
P –atmospheric peroxide stage
Purpose:Final brightness adjustmentIncreasing the brightness stability by means of oxidizing
some post-colorization causing components

Montes del Plata Supervisory Training 2011
144
Typical conditions of an atmospheric P-stage
Temperature 80 -90 oC Time 2 – 4 h Consistency 10 -12 % Final pH 10,5 - 11 H2O2 dosage 5 – 10 kg/ton pulp NaOH 5 – 10 kg/ton pulp (for pH-control) Additive chemicals:
Chelating agents (eg. EDTA) for removing Mn and Fe that cause peroxide decomposition and loss of pulp quality
MgSO4 to increase peroxide stability

Montes del Plata Supervisory Training 2011
145
Final acidification of pulp
Purpose:• Destroying residual chemicals (eg. peroxide)• Removing harmful metal ions (eg. Fe)
Chemicals:• The acidification pH is 4 – 5
• Alternative chemicals SO2-water, sodium bisulfite (NaHSO3) or sulfuric acid (H2SO4)

Montes del Plata Supervisory Training 2011
146

Montes del Plata Supervisory Training 2011
147
Environmental impact from bleaching
A significant part of the environmental load to the water recipient of a pulp mill comes in the bleaching effluents
The key environmental parameters of the bleaching effluent:
Chemical oxygen demand (COD)• Describes the amount of dissolved organic material
Suspended solids content (SSL)• Describes the amount of fibres and other solid material
Adsorbable organic chlorine (AOX)• Describes the amount of chlorinated organic material

Montes del Plata Supervisory Training 2011
148
Definitions of COD and AOX
COD (Chemical Oxygen Demand): Oxygen consumption caused by substances in wastewater when the substances oxidize as a result of effective chemical oxidants.
AOX (Adsorbable organic halogens): A method of measurement, which gives the total of organically bound chlorine of all sizes of molecules.

Montes del Plata Supervisory Training 2011
149

Montes del Plata Supervisory Training 2011
150
Bleach plant equipment

Montes del Plata Supervisory Training 2011
151
Unit operations of bleaching

Montes del Plata Supervisory Training 2011
152
Pulp Consistency
Consistency means how much fiber material there is in a suspension or pulp mat on the weight basis
The units: %: weight per cent of fibers kg/m3: c/kg/m3 = 10* c/%
The pulp suspension consistencies: Low consistency (LC): 0 – 6 % Medium consistency (MC): 8 – 15 % High consistency (HC): 25 – 35 %

Montes del Plata Supervisory Training 2011
153
Pumping of pulp and paper stock
Fiber rheology 1 – 2 %: like a fluid 6 – 10 %: like a viscous solid The increasing consistency
means increasing strength of the fiber network

Montes del Plata Supervisory Training 2011
154
MC-technology in bleaching
In principle the entire bleaching process takes place in the medium consistency range at the consistency level of 10 – 14 %
There are many MC-operations and MC-equipment in the bleaching process

Montes del Plata Supervisory Training 2011
155

Montes del Plata Supervisory Training 2011
156

Montes del Plata Supervisory Training 2011
157
Drying and finishing
The main unit processes:Bleached stock screening (post-screening)Drying machineBaling

Montes del Plata Supervisory Training 2011
158

Montes del Plata Supervisory Training 2011
159

Montes del Plata Supervisory Training 2011
160

Montes del Plata Supervisory Training 2011
161
Centricleaning system

Montes del Plata Supervisory Training 2011
162

Montes del Plata Supervisory Training 2011
163
Removing light
impurities, eg plastic particles

Montes del Plata Supervisory Training 2011
164
Drying machine
Purpose:Forming a fiber webRemoving water
Water removing mechanisms:Dewatering (filtration)PressingEvaporation (by means of hot air)

Montes del Plata Supervisory Training 2011
165

Montes del Plata Supervisory Training 2011
166

Montes del Plata Supervisory Training 2011
167

Montes del Plata Supervisory Training 2011
168
The operation principle of the headbox

Montes del Plata Supervisory Training 2011
169

Montes del Plata Supervisory Training 2011
170
The principle of wet pressing

Montes del Plata Supervisory Training 2011
171

Montes del Plata Supervisory Training 2011
172

Montes del Plata Supervisory Training 2011
173

Montes del Plata Supervisory Training 2011
174
Cutting the dried pulp into sheets

Montes del Plata Supervisory Training 2011
175
Baling line
Operations:Bale pressingApplying and folding the wrapping paperTyingStacking the bales

Montes del Plata Supervisory Training 2011
176
Bale press

Montes del Plata Supervisory Training 2011
177
Baling line operations

Montes del Plata Supervisory Training 2011
178
Chemical Recovery
The chemical recovery system of a pulp mill receives the black liquor from the fiberline and produces energy (steam and electricity) as well as cooking liquor (white liquor) to be used by the fiberline
The unit processes of the chemical recovery Black liquor evaporation Recovery boiler Causticizing Lime burning

Montes del Plata Supervisory Training 2011
179
Sulphate pulp mill: Chemical Recovery
Not with euca

Montes del Plata Supervisory Training 2011
180

Montes del Plata Supervisory Training 2011
181
Evaporation
Purpose:Concentrate the black liquor by evaporating waterUsing the minimum amount of fresh steamHandling the odorous gases released during the evaporation
The task of evaporationThe weak black liquor from the pulping process is in the DS-
concentration of 15 – 17 %The liquor needs to be concentrated to 75 – 85 % DS content
for firing in the recovery boilerSeparation of some by-products (in Fray Bentos the only by-
product is methanol to be used as a fuel in the lime kiln)

Montes del Plata Supervisory Training 2011
182

Montes del Plata Supervisory Training 2011
183

Montes del Plata Supervisory Training 2011
184
The principle of multistage evaporation

Montes del Plata Supervisory Training 2011
185

Montes del Plata Supervisory Training 2011
186
Multi-stage evaporation plant

Montes del Plata Supervisory Training 2011
187
Scaling of the heating surfaces is one of the operational problems in the evaporation plant: periodical washing of the most critical evaporation units is needed

Montes del Plata Supervisory Training 2011
188

Montes del Plata Supervisory Training 2011
189

Montes del Plata Supervisory Training 2011
190

Montes del Plata Supervisory Training 2011
191
Recovery boiler
The recovery boiler is a chemical reactor for the recovery of the cooking chemicals used and for the generation of heat from dissolved inorganic and organic material in the black liquor.
The recovery of cooking chemicals in a recovery boiler includes several steps:
combustion of the organic material in black liquor to generate heat
production of sodium fume to capture sulfur-containing combustion residues
reduction of the inorganic sulfur compounds to Na2S production of a smelt of molten Na2CO3 and Na2S recovery of inorganic dust from the flue gas recovery of the heat formed during combustion

Montes del Plata Supervisory Training 2011
192

Montes del Plata Supervisory Training 2011
193
Recovery boiler is the largest size unit process of a pulp mill

Montes del Plata Supervisory Training 2011
194
Schematic diagram of a recovery boiler

Montes del Plata Supervisory Training 2011
195

Montes del Plata Supervisory Training 2011
196

Montes del Plata Supervisory Training 2011
197

Montes del Plata Supervisory Training 2011
198
Spraying black liquor into the furnace

Montes del Plata Supervisory Training 2011
199

Montes del Plata Supervisory Training 2011
200

Montes del Plata Supervisory Training 2011
201

Montes del Plata Supervisory Training 2011
202
The reduction degree of Sulfur
Reduction reactions
Na2S+2O2 -> Na2SO4
Na2SO4+2C -> Na2S+2CO2
Na2SO4+4C -> Na2S+2CO
Degree of reduction (%) =
The reduction degree of a recovery boiler is > 90 %
100422
2 SONaSNa
SNa

Montes del Plata Supervisory Training 2011
203

Montes del Plata Supervisory Training 2011
204

Montes del Plata Supervisory Training 2011
205

Montes del Plata Supervisory Training 2011
206

Montes del Plata Supervisory Training 2011
207
Boiler water and steam system

Montes del Plata Supervisory Training 2011
208
Generation of steam and electricity
About 16 GJ/ADt thermal energy is generated by the burning of black liquor.
From this 3.2 GJ/ADt is used for the generation of electricity. The pulping process consumes 13 GJ/ADt.
A mill’s own electricity generation is 800 - 1300 kWh/ADt.
In a modern mill, electricity generation greatly exceeds pulp mill own consumption, so excess electricity can be sold.

Montes del Plata Supervisory Training 2011
209

Montes del Plata Supervisory Training 2011
210
White liquor preparation
The two main processes:Causticizing (called also Recausticizing)Lime kiln

Montes del Plata Supervisory Training 2011
211

Montes del Plata Supervisory Training 2011
212

Montes del Plata Supervisory Training 2011
213

Montes del Plata Supervisory Training 2011
214

Montes del Plata Supervisory Training 2011
215
Causticizing plant

Montes del Plata Supervisory Training 2011
216
From the smelt to green liquor
The smelt from the recovery boiler is a mixture of mainly Na2CO3 (sodium carbonate) and Na2S (sodium sulfide)
The smelt is dissolved into weak white liquor in order to form green liquor
Green liquor is processed into whiter liquor in the causticizing plant

Montes del Plata Supervisory Training 2011
217

Montes del Plata Supervisory Training 2011
218
The main unit processes of the recausticizing plant
Green liquor processingGreen liquor filtrationFiltration of dregsGreen liquor cooling
CausticizingSlakingCausticizersWhite liquor filtration and lime mud washing

Montes del Plata Supervisory Training 2011
219
Green liquor processing
Green liquor contains solid impurities (called dregs) which have to be separated
The dregs separation takes place either by means of green liquor clarification or filtration
The separated dregs contain a considerable amount of sodium. Thus, the dregs have to be washed
The washed dregs are dumped. Dregs contain typically coal, sand and certain non-process substances

Montes del Plata Supervisory Training 2011
220

Montes del Plata Supervisory Training 2011
221

Montes del Plata Supervisory Training 2011
222

Montes del Plata Supervisory Training 2011
223

Montes del Plata Supervisory Training 2011
224
Slaking: mixing the green liquor with CaO in order to form Ca(OH)2

Montes del Plata Supervisory Training 2011
225

Montes del Plata Supervisory Training 2011
226
Reaction Na2CO3 + Ca(OH)2 -> 2 NaOH + CaCO3 (s)
Lime mud

Montes del Plata Supervisory Training 2011
227
Causticizing degree (efficiency)

Montes del Plata Supervisory Training 2011
228

Montes del Plata Supervisory Training 2011
229
Lime mud
to the lime kiln
White liquor to
cooking

Montes del Plata Supervisory Training 2011
230

Montes del Plata Supervisory Training 2011
231
Water balance of causticizing

Montes del Plata Supervisory Training 2011
232
Lime burning in the lime kiln
The reaction:
CaCO3 + heat -> CaO + CO2
The reaction takes place in a rotating lime kiln
The lime burning requires auxiliary fuel (typically heavy oil, natural gas).

Montes del Plata Supervisory Training 2011
233

Montes del Plata Supervisory Training 2011
234
Lime kiln is one of biggest single machines of a pulp mill – length 100 – 150 m

Montes del Plata Supervisory Training 2011
235

Montes del Plata Supervisory Training 2011
236

Montes del Plata Supervisory Training 2011
237

Montes del Plata Supervisory Training 2011
238

Montes del Plata Supervisory Training 2011
239

Montes del Plata Supervisory Training 2011
240

Montes del Plata Supervisory Training 2011
241

Montes del Plata Supervisory Training 2011
242
Temperature profile in the lime kiln

Montes del Plata Supervisory Training 2011
243
Lime kiln brick lining zones

Montes del Plata Supervisory Training 2011
244
Part of the lime has to be periodically dumped and replaced by make-up lime or limestone addition

Montes del Plata Supervisory Training 2011
245