Embed Size (px)
Citation preview
Biomateriols 16 11995) 39-44
(‘11995 Elsevier Science Limited Printed in Great Britain. All rights reserved
0142-9612/95/$10.00
Intrinsic factors of apatite influencing its amorphization during plasma-spray coating
Jie Weng, Xiao-Guang Liu, Xu-Dong Li, Xing-Dong Zhang hstitute of Materials Science & Technology, Sichuan University, Chengdu 670064, People’s Republic of China
Hydroxyapatite coatings were prepared from differently treated starting powders to investigate the
intrinsic factors of apatite influencing its amorphization during plasma-spray coating. The joint
analyses of X-ray diffraction and infrared spectra show that the vacancies located on missing hydroxyl
sites retard the amorphous/crystalline conversion and enforce retention of the amorphous component;
the absorbed water molecules that pre-exist in the starting powder can be incorporated into the
vacancies in the hydroxyapatite lattice during plasma-spray coating and compensate for the missing
hydroxyls so as to promote the transformation of amorphous into crystalline apatite in the coating
process. The more vacancies there are in the apatite structure due to missing hydroxyl sites, the more
amorphous the component in the resultant coatings. Moreover, the amorphous phase formed in this
way is stable in room conditions. Biomaterials (1995) 16 (l), 39-44
Keywords: Hydroxyapatite, plasma-sprayed coating, bone implant, amorphization
Received 18 November 1993; accepted 25 January 1994
Hydroxyapatite (HA) coatings prepared by plasma spraying have become accepted in clinical practice. They combine the osteoconductive capacity of HA with the excellent mechanical strength of metal substrates. Studies of the coating stability’-’ show that most of the as-received HA coatings are soluble in vitro and are resorbed in the bone union process although bulk HA ceramics prove to be non-degrad- able’. The difference in stability between bulk HA ceramics and plasma-sprayed HA coatings is ascribed to changes in HA induced by plasma spraying. When subjected to plasma spraying, HA may be converted into (a) other calcium phosphate phases such as M- or /I-tricalcium phosphate, tetracalcium phosphate monoxide or oxyhydroxyapatite (OHA) and (b) initially well-crystallized HA grains transformed by rapid solidification (RS) into hyperfine crystallites with considerable amounts of amorphous component. The long-term stability of HA coatings depends upon the fractions of the various calcium phosphate phases because of their different levels of solubility in vitro and in vivog3 lo, and upon their crystallinity since the well-crystallized HA coating shows no evidence of resorption in viva”,“.
Ellies et ~1.‘~ reported that the final product formed by plasma spraying was influenced by the composition of the starting apatite powders and the plasma spraying conditions; stoichiometric HA showed least decomposition (5%) when plasma-sprayed. Others’4X’5
Correspondence to Dr J. Weng.
also observed little or no decomposition of HA under suitable plasma spraying conditions. Hence, by control- ling the plasma-spraying parameters such as the nature of the plasma gas, the temperature of the plasma flame, etc., and the nature of the starting powder, the integrity of HA can be maintained without decomposition.
So, the crystallinity of the sprayed coatings plays an important role in determining the stability of HA plasma-sprayed coatings. Thomas and Cook” ascribed the resorption of HA coatings to their low crystallinity. 0thers2B3~‘7Z’8 also observed that the amorphous portion in the coatings is soluble in vitro and resorbed in viva. Therefore, post-heat treatment’4Z’7.‘8 was employed to improve the crystallinity of the HA coatings.
In order to control the amount of amorphous component formed in the coatings, the relationship between the amorphous phase and the plasma- spraying parameters was investigated. Wolke et al? reported that the quantity of the amorphous phase was related to the particle size of the starting powder and plasma gases of different enthalpy. There were also efforts’7Z’8 made to prepare more highly crystalline fluorapatite (FA) coatings by substituting FA for HA as starting powder. FA has the same crystalline structure as HA but with FP ions substituted for OH- groups. This implies that subtle changes in the apatite structure of the starting powder may affect the amorphous/crystalline transformation during the plasma-spray coating process; this has not been system- atically investigated until now.
39 Biomaterials 1995, Vol. 16 No. 1
40 Amorphization of apatite during plasma-spray coating: J. Weng et al.
The present study is concerned with the influences of intrinsic properties of HA powder, such as the initial sizes of the crystallites, vacancies existing in the HA lattice and water incorporated in the HA powder, etc., on the amorphization and recrystallization of plasma- sprayed HA coatings.
MATERIALS AND METHODS
The flame necessary for plasma spraying is produced by means of an electric arc. The electrically produced flame has a high temperature and velocity, about 10000 C and 600ms-’ respectively. The starting powder of the materials for spraying is injected into the hot flame, melted rapidly and accelerated to produce a stream of molten drops which solidify rapidly (10. ’ substrate’“.
to 10mfis) on impinging a cooling
In this study, the plasma spraying conditions were determined so that no decomposition would be observed on X-ray diffraction (XRD) patterns for the complete melt of all kinds of starting powders. The arc current and voltage were 70-120 A and 60-80 V respec- tively, with nitrogen as the plasma gas. The powder was injected into the inside of the gun for plasma spraying.
The starting powders
HA was synthesized wet chemically in our laboratory”” and does not decompose on sintering at 1250 ‘C for 2 h. Five starting powders were obtained by grinding HA powder, calcining for 2 h at different temperatures: (a) lOO”C, (b) 7OO”C, (c) 9OO”C, (d) 1250°C and (e) 1250-C, and then kept in a supersaturated atmosphere of water at 70 C for 14 h. Their particle sizes were all less than 70 him.
The substrates
The surfaces of titanium (Ti) buttons (4 a x 2 mm’) were used as substrates. These were sand-blasted with 40 mesh Sic powder and degreased in order for the impinging melted droplets to imitate the practical coating-metal system. Spraying was carried out under ambient conditions.
During plasma spraying the degreased glass plates were also used as substrates to investigate:
1. the temperature change and heat transfer during solidification of impinging droplets: and
2. the melt of separated particles.
This was achieved by passing the glass substrates quickly through the plasma torch to obtain single separated particles of sprayed HA.
Examination of the sprayed coatings and powders
X-ray diffraction was employed to identify the structures of the starting powders and the sprayed coatings. The sizes of the crystallites (R2r1) were calculated from the line broadening of the reflection planes (211) using the well-known Scherrer formula”,
Biomaterials 1995, Vol. 16 No. 1
and the changes in the amorphous component determined by comparing the differences in the peak area of the XRD patterns.
Infrared (IR) analysis was used to examine changes in the contents of OH- groups and water for both the starting powders and the sprayed materials. Pressed plates formed from 300mg KBr mixed with 30mg materials for analysis were used to obtain the IR spectra.
Scanning electron microscopy (SEM) was used to observe the morphologies of as-sprayed particles and coatings. All samples for SEM were coated with a layer of gold about 20 nm thick before observation.
RESULTS
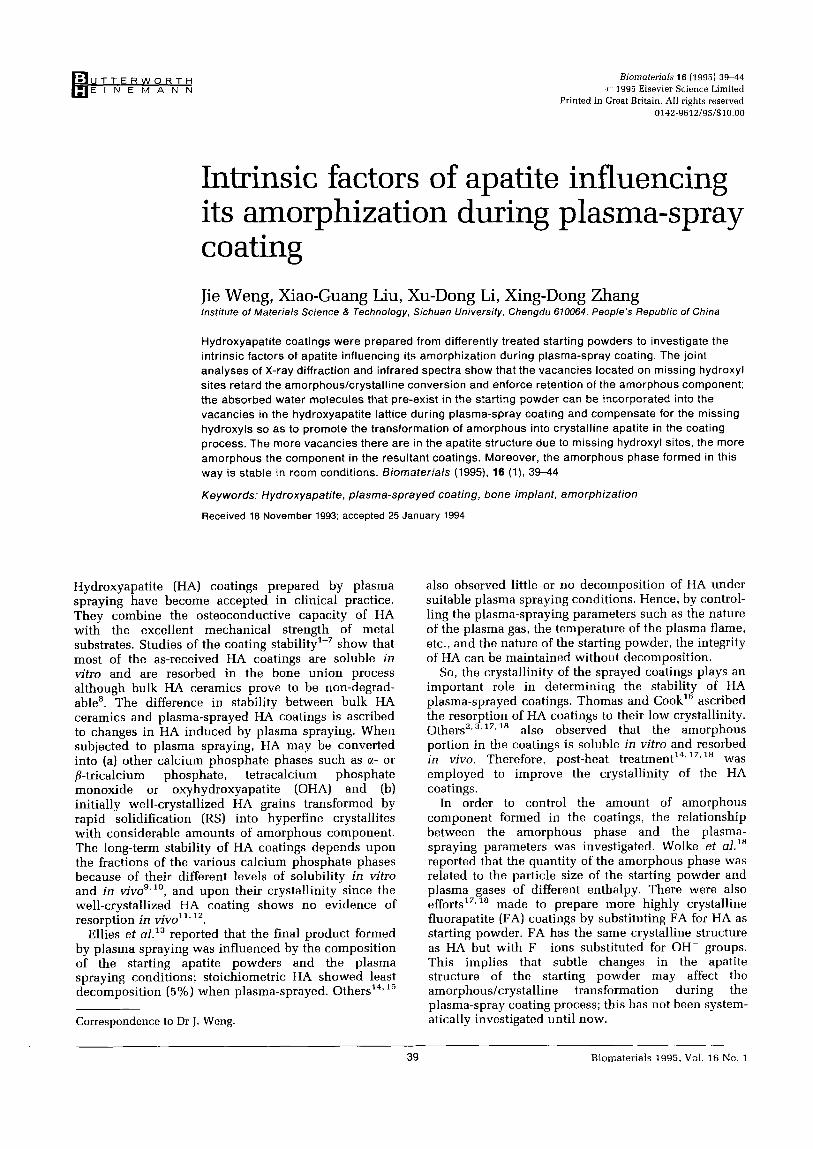
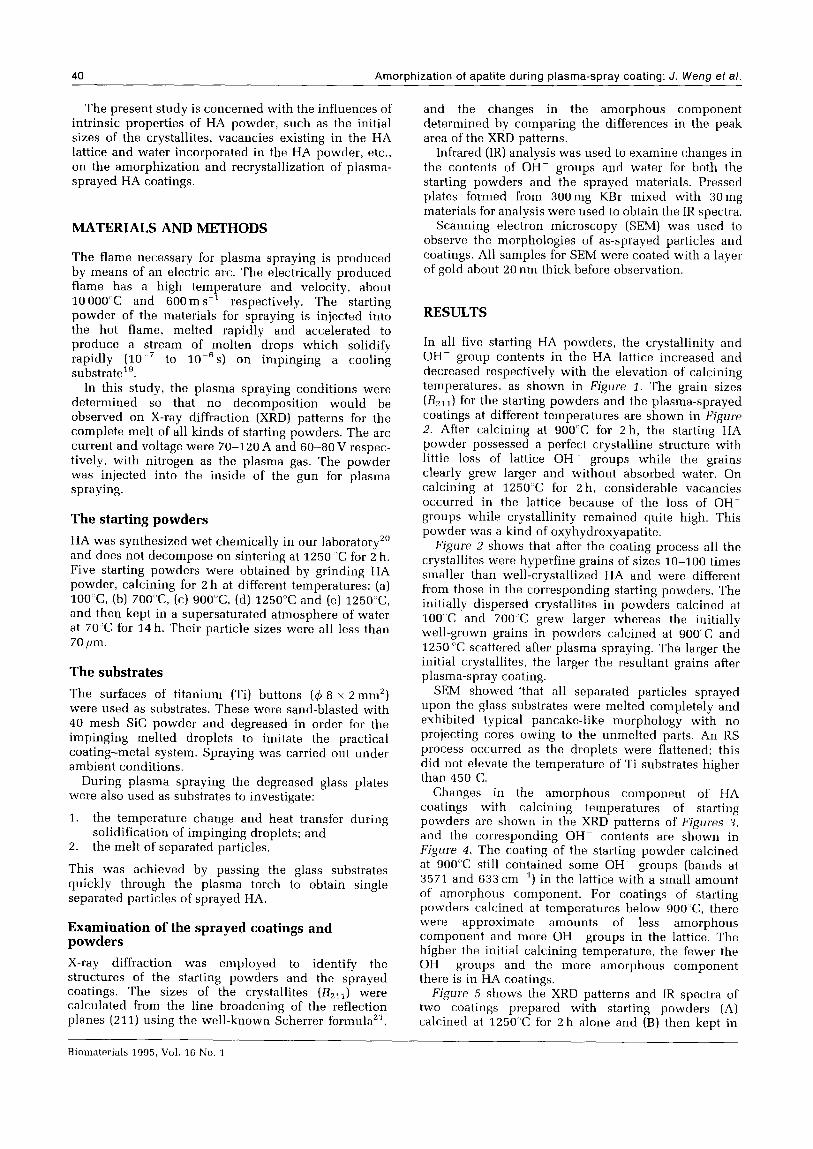
In all five starting HA powders, the crystallinity and OH- group contents in the HA lattice increased and decreased respectively with the elevation of calcining temperatures, as shown in Figure 1. The grain sizes (RZ1r) for the starting powders and the plasma-sprayed coatings at different temperatures are shown in Figure 2. After calcining at 9OO’C for 2 h, the starting HA powder possessed a perfect crystalline structure with little loss of lattice OH _ groups while the grains clearly grew larger and without absorbed water. On calcining at 1250°C for 2 h, considerable vacancies occurred in the lattice because of the loss of OHS groups while crystallinity remained quite high. This powder was a kind of oxyhydroxyapatite. Figure 2 shows that after the coating process all the
crystallites were hyperfine grains of sizes lo-100 times smaller than well-crystallized HA and were different from those in the corresponding starting powders. The initially dispersed crystallites in powders calcined at 100 ‘C and 700 C grew larger whereas the initially well-grown grains in powders calcined at 9OO’C and 1250 C scattered after plasma spraying. The larger the initial crystallites, the larger the resultant grains after plasma-spray coating.
SEM showed ‘that all separated particles sprayed upon the glass substrates were melted completely and exhibited typical pancake-like morphology with no projecting cores owing to the unmelted parts. An RS process occurred as the droplets were flattened; this did not elevate the temperature of Ti substrates higher than 450 C.
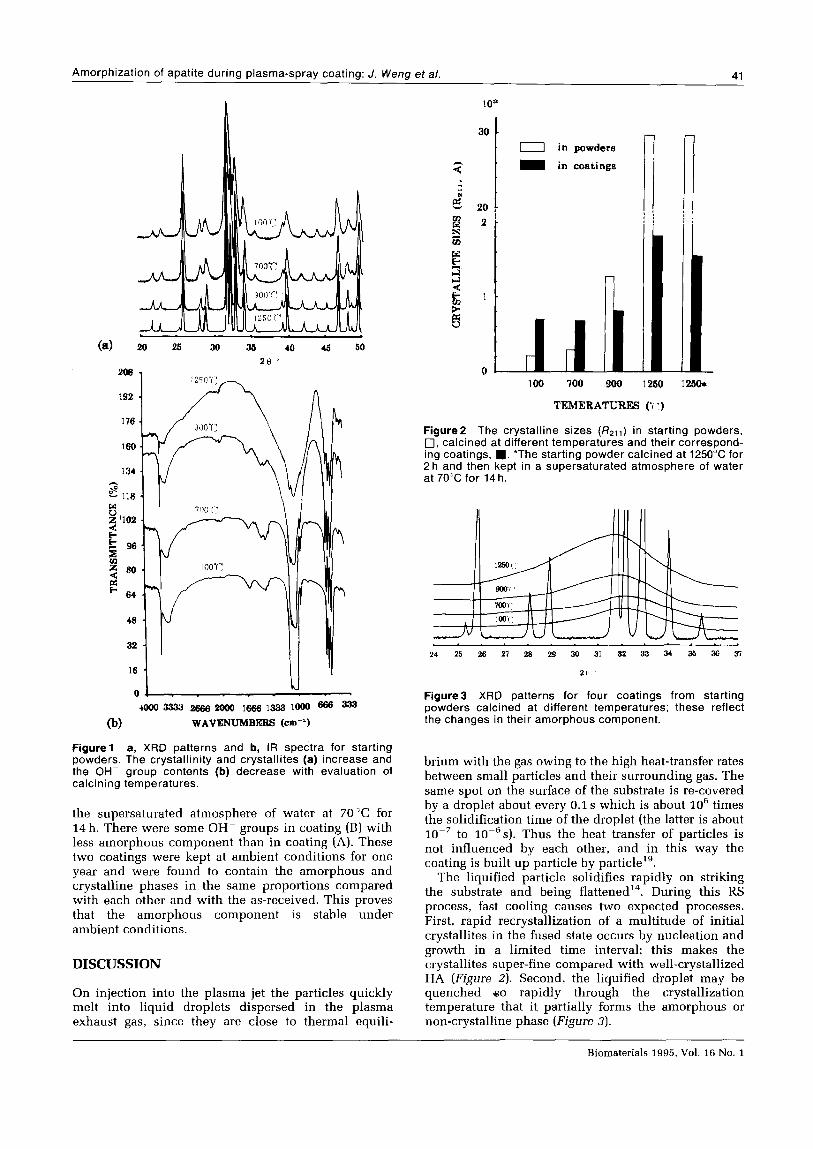
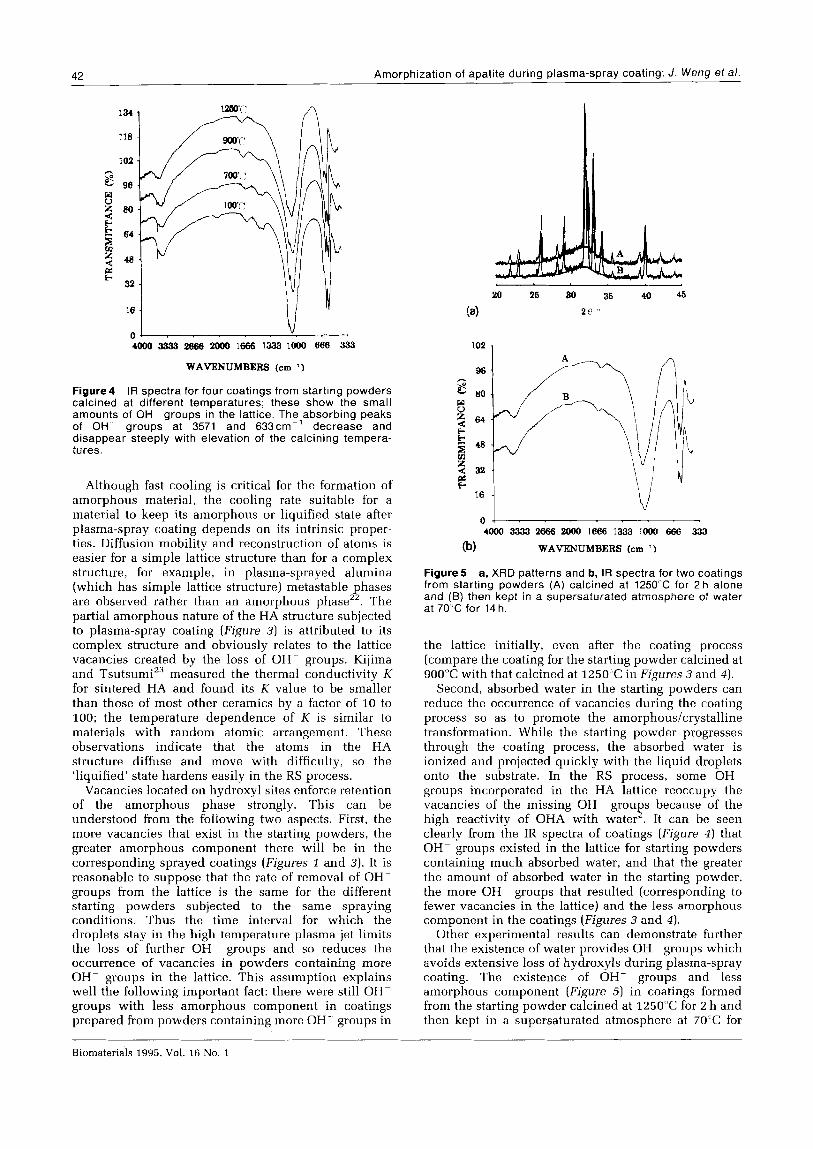
Changes in the amorphous component of HA coatings with calcining temperatures of starting powders are shown in the XRD patterns of Figures 3, and the corresponding OH- contents are shown in Figure 4. The coating of the starting powder calcined at 900 ‘C still contained some OH groups (bands at 3571 and 633 cm ‘) in the lattice with a small amount of amorphous component. For coatings of starting powders calcined at temperatures below 900 C, there were approximate amounts of less amorphous component and more OH- groups in the lattice. The higher the initial calcining temperature, the fewer the OH groups and the more amorphous component there is in HA coatings. Figure 5 shows the XRD patterns and IR spectra of
two coatings prepared with starting powders (A) calcined at 1250°C for 2 h alone and (B) then kept in
Amorphization of apatite during plasma-spray coating: J. Weng et al. 41
I .
(a) 26 26 30 36 40 46 50
2e
176
96
66
c*
0 M
4oooa338 2@62ooo 1~13331ooo 666 232
@I WAVENUMBERS (cm--‘)
Figure 1 a, XRD patterns and b, IR spectra for starting powders. The crystallinity and crystallites (a) increase and the OH- group contents (b) decrease with evaluation of calcining temperatures.
the supersaturated atmosphere of water at 70 “C for 14 h. There were some OH- groups in coating (B) with less amorphous component than in coating (A). These two coatings were kept at ambient conditions for one year and were found to contain the amorphous and crystalline phases in the same proportions compared with each other and with the as-received. This proves that the amorphous component is stable under ambient conditions.
DISCUSSION
On injection into the plasma jet the particles quickly melt into liquid droplets dispersed in the plasma exhaust gas, since they are close to thermal equili-
0 in powders
m in coatings
n 100 700 900 1260 125or
TPMERATURES (t ‘)
Figure2 The crystalline sizes (R2,,) in starting powders, 0, calcined at different temperatures and their correspond- ing coatings, n . *The starting powder calcined at 1250°C for 2 h and then kept in a supersaturated atmosphere of water at 70°C for 14 h.
24 25 26 27 28 29 30 31 32 33 34 36 36 37
2 6’
Figure3 XRD patterns for four coatings from starting powders calcined at different temperatures; these reflect the changes in their amorphous component.
brium with the gas owing to the high heat-transfer rates between small particles and their surrounding gas. The same spot on the surface of the substrate is re-covered by a droplet about every 0.1 s which is about lo6 times the solidification time of the droplet (the latter is about 10e7 to 10P6s). Thus the heat transfer of particles is not influenced by each other, and in this way the coating is built up particle by particlelg.
The liquified particle solidifies rapidly on striking the substrate and being flattened14. During this RS process, fast cooling causes two expected processes. First, rapid recrystallization of a multitude of initial crystallites in the fused state occurs by nucleation and growth in a limited time interval; this makes the crystallites super-fine compared with well-crystallized HA (Figure 2). Second, the liquified droplet may be quenched 90 rapidly through the crystallization temperature that it partially forms the amorphous or non-crystalline phase (Figure 3).
Biomaterials 1995, Vol. 16 No. 1
42 Amorphization of apatite during plasma-spray coating: J. Weng et al.
118
102
s - 96 R
5 80
Ei:
f. 64
0 4000 3333 2666 2000 1666 1333 1000 666 333
WAVENUMBERS (cm-‘)
Figure4 IR spectra for four coatings from starting powders calcined at different temperatures; these show the small amounts of OH- groups in the lattice. The absorbing peaks of OH groups at 3571 and 633cm-’ decrease and disappear steeply with elevation of the calcining tempera- tures.
Although fast cooling is critical for the formation of amorphous material, the cooling rate suitable for a material to keep its amorphous or liquified state after plasma-spray coating depends on its intrinsic proper- ties. Diffusion mobility and reconstruction of atoms is easier for a simple lattice structure than for a complex structure, for example, in plasma-sprayed alumina (which has simple lattice structure) metastable phases are observed rather than an amorphous phase”. The partial amorphous nature of the HA structure subjected to plasma-spray coating (Figure 3) is attributed to its complex structure and obviously relates to the lattice vacancies created by the loss of OH groups. Kijima and Tsutsumi” measured the thermal conductivity K for sintered HA and found its K value to be smaller than those of most other ceramics by a factor of 10 to 100; the temperature dependence of K is similar to materials with random atomic arrangement. These observations indicate that the atoms in the HA structure diffuse and move with difficulty, so the ‘liquified’ state hardens easily in the RS process.
Vacancies located on hydroxyl sites enforce retention of the amorphous phase strongly. This can be understood from the following two aspects. First, the more vacancies that exist in the starting powders, the greater amorphous component there will be in the corresponding sprayed coatings (Figures z and 3). It is reasonable to suppose that the rate of removal of OH groups from the lattice is the same for the different starting powders subjected to the same spraying conditions. Thus the time interval for which the droplets stay in the high temperature plasma jet limits the loss of further OH- groups and so reduces the occurrence of vacancies in powders containing more OH- groups in the lattice. This assumption explains well the following important fact: there were still OH- groups with less amorphous component in coatings prepared from powders containing more OH- groups in
4000 3333 2666 2000 1666 1333 1000 666 333
(b) WAVENUMBERS (cm ‘1
Figure 5 a, XRD patterns and b, IR spectra for two coatings from starting powders (A) calcined at 125O“C for 2 h alone and (B) then kept in a supersaturated atmosphere of water at 70°C for 14 h.
the lattice initially, even after the coating process (compare the coating for the starting powder calcined at 900°C with that calcined at 1250°C in Figures 3 and 4).
Second, absorbed water in the starting powders can reduce the occurrence of vacancies during the coating process so as to promote the amorphous/crystalline transformation. While the starting powder progresses through the coating process, the absorbed water is ionized and projected quickly with the liquid droplets onto the substrate. In the RS process, some OH- groups incorporated in the HA lattice reoccupy the vacancies of the missing OH- groups because of the high reactivity of OHA with water’. It can be seen clearly from the IR spectra of coatings (Figure 4) that OH- groups existed in the lattice for starting powders containing much absorbed water, and that the greater the amount of absorbed water in the starting powder, the more OH- groups that resulted (corresponding to fewer vacancies in the lattice) and the less amorphous component in the coatings (Figures 3 and 4).
Other experimental results can demonstrate further that the existence of water provides OH- groups which avoids extensive loss of hydroxyls during plasma-spray coating. The existence of OH- groups and less amorphous component (Figure 5) in coatings formed from the starting powder calcined at 1250°C for 2 h and then kept in a supersaturated atmosphere at 70°C for
Biomaterials 1995, Vol. 16 No. 1
Amorphization of apatite during plasma-spray coating: J. Weng et al. 43
14 h has been ascribed to the absorbed water ionizing during plasma-spray coating and providing OH- groups to incorporate into the HA lattice reoccupying the vacancies of the missing hydroxyls as explained above. In our recent publication’, molten OHA droplets were sprayed onto an ice surface and well-crystallized HA was obtained because the highly reactive OHA incorporated OH- groups from water into its structure, reoccupying the vacancies. Water was also reported to accelerate the conversion of the amorphous precursor phase to microcrystalline HA in the precipitation of HAz4. Moreover, de Groot et al.‘” found that water molecules reduced the plasma-sprayed amorphous phase as to increase crystallinity after as-received HA coatings were immersed in distilled water for weeks.
From the above discussion, we can reasonably assume that the lattice perfection of apatite is a key factor influencing the retention of the amorphous phase in the plasma-spray coating process. Gonsider- ing plasma-sprayed FA coatings, further illuminates this point. FA is more stable and less ready to release FP ions from its lattice at higher temperature than HA, so that perfection of the FA lattice is well-maintained when subjected to plasma spraying. Starting FA powder with the perfect apatite lattice produced less amorphous component in plasma-sprayed coatings’7”8.
Recrystallization of the molten droplets was clearly observed by comparing the XRD patterns and calculat- ing the grain sizes (Rzll) of apatite before and after plasma-spray coating (Figure 2). When compared with their starting grain sizes, initial poorly grown crystal- lites redeveloped better than those starting as well crystallized, which scattered after the plasma-spray coating process. That there were more scattered crystal- lites and less amorphous component in coatings prepared from the HA-structure-perfect powder (Figures I, 3 and 4) may indicate that HA is easier to nucleate from its molten state than OHA which has many vacancies on missing hydroxyl sites. This may be also the reason for the following results: the coating from supersaturated water vapour-treated powder contained less amorphous component than that without the treatment (Figure S), while the former had more hyperfine crystallites than the latter (Figure 2).
During plasma-spray coating, OH- groups from the ionized absorbed water can be incorporated into the vacant hydroxyl sites so that the integrity or perfection of HA is maintained.
The amorphous phase is metastable and converts into the crystalline phase when heat-treated in the tempera- ture interval 600-630”c’4225. Although water molecules promoted amorphous/crystalline conversion when the coating was immersed in distilled water for weeksz5, the amorphous phase in the coatings is stable at ambient conditions. Moisture has little influence on the amorphous/crystalline transformation under room conditions.
CONCLUSION
The formation of an amorphous state of apatite cannot be avoided during plasma-spray coating of HA on Ti
substrates under the present conditions. A starting powder with perfect HA structure and absorbed water produces less amorphous component when subjected to plasma spraying and subsequent RS process. Vacancies located on missing hydroxyl sites retard the amorphous/crystalline conversion and enforce retention of the amorphous component. The absorbed water in the starting powder can incorporate into these vacancies during plasma-spray coating and compen- sate for the missing OH- groups, promoting the transformation of amorphous into crystalline apatite. In addition, the amorphous phase is stable under room conditions.
REFERENCES
1
2
3
4
5
6
7
8
9
10
11
12
13
Radin SR, Ducheyne P. The effect of varying the calcium phosphate composition and structure on dissolution and reprecipitation reactions in simulated interstitial fluid. In: Davis JE, ed. The Bone-Biomaterial Interface. Toronto: University of Toronto Press, 1991:
193.
Weng J. Liu X, Zhang X, Ma Z, Ji X, Zyman Z. Further studies on the plasma-sprayed amorphous phase in hydroxyapatite coatings and its deamorphization. BiomoteriaJs 1993; 14: 578-582. Klein CPAT, Wolke JCC, de Blieck-Hogervorst JMA, de Groot K. Features of calcium phosphate plasma-sprayed coatings: an in-vivo study. J Biomed Mater Res 1994; 26: 909-917. Buser D, Schenk RK, Steinemann S, Fiorellini JP, Fox CH, Stich H. Influence of surface characteristics on bone integration of titanium implants: A histomorpho- metrics study in miniature pigs. J Biomed Mater Res 1991; 25: 889-902. de Lange CL, Donath K. Interface between bone tissue and implants of solid hydroxyapatite or hydroxyapa- tite-coated titanium implants. Biomaterials 1989; 10: 121-125. Denissen HW, Kalk W, de Nieuport HM, Maltha JC, van de Hooff A. Mandibular bone response to plasma- sprayed coatings of hydroxyapatite. Znt J Prosth 1990; 3: 53-58. Dhert WJA, Klein CPAT, Wolke JCC, van der Velde EA, de Groot K, Rozing PM. A mechanical investigation of fluorapatite, magnesiumwhitlockite, and hydroxyapa- tite plasma-sprayed coating in goats. J Biomed Mater Res 1991; 25: 1183-1200. Denissen HW, Kalk W, Veldhuis AAH, van de Hooff A. Eleven-year study of hydroxyapatite implants. J Prusthet Dent 1989; 61: 706. Ducheyne P, Radin S, King L. The effect of calcium phosphate ceramic composition and structure on in vitro behavior. I: Dissolution. j Biomed Mater Res 1993; 27: 25-34. Bone1 G, Heughbaert JC, Heughbaert M, Lacout JL, Lebugle A. In: Ducheyne P, Lemons J, eds. Biocera- mics: Materials characterizations versus in vivo behavior. Ann NY Acad Sci 1988; 523: 115-130. Cook SD, Thomas KA, Kay JF, Jarcho M. Hydroxyapa- tite-coated titanium for orthopedic implant application. Clin Orthop ReZ Res 1988; 232: 225-243. Thomas KA, Cook SD, Haddad RJ. Kay JF, Jarcho M. Biologic response to hydroxyapatite-coated titanium hips, a preliminary study in dogs. J Arthroplasty 1989; 4: 43-53. Ellies LG, Nelson DGA, Featherstone JDB. Crystallo-
Biomaterials 1995, Vol. 16 No. 1
44 Amorphization of apatite during plasma-spray coating: J. Weng ef al.
14
15
16
17
18
19
graphic changes in calcium phosphate during plasma- spraying. Biomoteriah 1992; 13: 313-316. Zyman Z, Weng J. Liu X, Zhang X, Ma Z. Amorphous phase and morphological structure of hydroxyapatite plasma coatings. Biomaterials 1993; 14: 225-228. Munting E, Verhelpen M, Li F, Vincent A. Contribution of hydroxylapatite coatings to implant fixation. In: Yamamuro T, Hench LL, Wilson J, eds. CRC Handbook of Bioactive Ceramics, Volume 2. Boca Raton, FL: CRC Press, 1990: 143-148. Thomas KA, Cook SD. Letters to the Editor. 1 Biomed
Mater Res 1992; 26: 831-833. Denissen HW, de Nieuport HM, Kalk W, Schaeken HG, van de Hooff A. Fluorapatite and hydrozyapatite heat- treated coatings for dental implants. In: Ravaglia A, Krajewski A, eds. Bioceramic and Human Body. Amsterdam: Elsevier, 1991; 130-140. Wolke JGC, Klein CPAT, de Groot K. Bioceramics for maxillofacial applications. In: Ravaglia A, Krajewski A, eds. Bioceramic and Human Body. Amsterdam: Elsevier, 1991; 166-180. Zaat JH. A quarter of a century of plasma spraying. Ann Rev Mater Sci 1983; 13: 9.
20
21
22
23
24
25
Zhang X, Chen J, Zhou J, Feng J, Li C, Chen A, Cen Y, Wang S. Porous hydroxyapatite granules: their synthesis, application and characterisation. Clin Mater 1989; 4: 319-327. Klug HP, Alexander LE. X-ray Diffraction Procedures for Polycrystalline and Amorphous Material 2nd edn. New York: Wiley, 1971.
McPherson R. Formation of metastable phases in flame- and plasma-sprayed alumina. I Mater Sci 1973; 8: 851- 858. Kijima T, Tsutsumi M. Preparation and thermal proper- ties of dense polycrystalline oxyhydroxyapatite. ] Am Ceram Sac 1979: 62: 455-460. Boskey AL, Posner AS. Conversion of amorphous calcium phosphate to microcrystalline hydroxyapatite. A pH-dependent, solution-mediated, solid-solid conversion. J Pbys Chem 1973; 77: 2313-2317. de Groot K, Klein CPAT, Wolke JGC, de Blieck- Hogervorst JMA. Plasma-sprayed coatings of calcium phosphate. In: Yamamuro T, Hench LL, Wilson J, eds. CRC Handbook of Bioactive Ceramics Volume 2, Boca Raton, FL: CRC Press, 1990: 133-142.
Biomaterials 1995, Vol. 16 No. 1





























