Embed Size (px)
Citation preview
International Study of the Value Adding of Regional Produce Through the Manufacture and Distillation of Spirits by Micro-Distilleries
InternationalSpecialised Skills Institute Inc
ISS Institute Inc. 2009 ©
Adrian BestThe Pratt Foundation/ISS Institute Overseas Fellowship
Fellowship supported by the Pratt Foundation
Published by International Specialised Skills Institute, Melbourne.
ISS Institute 101/685 Burke Road Camberwell 3124 AUSTRALIA
Also extract published on www.issinstitute.org.au
© Copyright ISS Institute 2009
This publication is copyright. No part may be reproduced by any process except in accordance with the provisions of the Copyright Act 1968.
Whilst this report has been accepted by ISS Institute, ISS Institute cannot provide expert peer review of the report, and except as may be required by law no responsibility can be accepted by ISS Institute for the content of the report, or omissions, typographical, print or photographic errors, or inaccuracies that may occur after publication or otherwise. ISS Institute do not accept responsibility for the consequences of any action taken or omitted to be taken by any person as a consequence of anything contained in, or omitted from, this report.
International Specialised Skills Institute
ISS InstituteSuite 101685 Burke RoadCamberwell VicAUSTRALIA 3124
Telephone03 9882 0055
Facsimile03 9882 9866
Webwww.issinstitute.org.au

Executive Summary
Australia is falling behind both Europe and the USA in our ability to be competitive in the Micro-Distillery Industry.
Second grade fruits and vegetables are normally left on the tree to rot in Australia reducing the revenue streams of rural and regional producers. Growers, producers, and hospitality/tourism enterprises in countries such as Europe, the USA are using second quality fruits and even vegetables to produce newly manufactured neutral spirits. These spirits are then used to produce a variety of fruit brandies, bourbon, malt or blended whiskies, vodka, rum, gin, brandy and other niche beverage products.
Recent changes in legislation together with reduction in licencing fees in the United States are enabling the establishment and growth of micro-distilleries to compliment winery production, especially in agri-tourism businesses such as restaurants. These small micro-distilleries lead the way for innovation of new products and increased revenues to rural and regional areas from both manufacturing and tourism.
Germany, France and Austria encourage the manufacture of spirits using second quality fruits to add a further revenue stream for farmers and producers in the country. Farmers are able to produce a quantity of neutral spirit that is purchased by the government and finished as beverage by a wholesale manufacturer or to be sold to ethanol producers. This provides for a national approach to provide supplies of alcohol with product from fruits and vegetables, rather than wasting arable land and resources for growing crops such as corn or wheat for ethanol production.
The approach Australia needs to adopt is to encourage micro-distilleries in rural and regional areas, providing employment and returning greater revenues to local regional areas, and further opportunities for agri-tourism and food trails including regional branding in these areas.
The pot-stills themselves are relatively simple to operate; however, the training needs to be centred on the fermentation and post-handling of alcohol products. It would provide industry support and incentive to encourage the growth of industry clusters for rural and regional producers and a strategy for increasing income to farmers through providing alcohol for further manufacturing.
This report provides a foundation that encourages the government acting through the TAFE education system to support the development of skills in alcohol manufacturing by providing training in the principles of small pot-still based manufacturing enterprises. This could be achieved relatively easily through establishing a curriculum in six regional based TAFE colleges—WA, SA, VIC, NSW, QLD and NT.
Through undertaking this Pratt Foundation/ISS Institute Overseas Fellowship into the ‘Value of adding regional produce through the manufacture and distillation of spirits by micro-distillers’, Best has been able to investigate the international development of micro-distilleries and make recommendations for the future of an Australian Micro-Distillery Industry.
Table of Contents
i Abbreviations and Acronyms
iii Definitions
1 Acknowledgments1 Awarding Body - International Specialised Skills Institute (ISS Institute) 3 Fellowship Supporter3 Supporters
4 About the Fellow4 Adrian Best
5 Aims of the Fellowship
6 The Australian Context6 A Brief Description of the Industry8 Skills Needs and Requirements9 SWOT Analysis
12 IdentifyingtheSkillsDeficiencies12 Definition – Skills Deficiencies12 Skills Deficiencies Identified
13 The International Experience13 Micro-Distillery and Processing System15 Seasonal Opportunities20 Grading Product and Marketing Strategies21 Financially Viable Businesses, Agritourism and Regionalism
27 Knowledge Transfer: Applying the Outcomes27 Implications for Relevant Stakeholders
28 Recommendations28 Government28 Industry29 Education and Training (Universities, TAFEs and Schools)29 Community30 ISS Institute Inc
31 References31 Australia31 America31 Michigan’s Artisan Distilleries32 UK and Europe32 Courses32 Publications
33 Attachments33 Attachment 1: Equipment and Site Plan Requirements for Micro-Distillery Operations53 Attachment 2: Dangerous Substances Regulations Act53 Attachment 3: Safe Food Handbook for Manufacturing Food Safety 53 Attachment 4: Artisan Distilling
iAbbreviations and Acronyms
ABV Alcohol by Volume of a distilled beverage ready for further manufacture or retail sale
ADW Artisan Distilling Workshop
AIG Australian Industry Group
AIHS Australian International Hotel School
ANZSIC Australia New Zealand Industry Code – used by the Australian Tax Office for identifying different sectors under the Australian Tax system.
AUD Australian Dollar
BTU British Thermal Unit
B&D Brewing & Distilling Technologies Corporation
CFR Code of formal registration
CIP Clean in place (Pumps)
CIP Consumer Price Index
FABs Flavoured alcoholic beverages
FPARP Food Processing in Regional Australia Program
FV Fermentation vessel (Brewing)
GNS Grain Neutral Spirit
HPLC High Performance Liquid Chromatography
IBD The Institute of Brewing and Distilling
hl Hectolitres (100 litres)
HT Highly toasted
HWE High water extracts
KW Kilowatt
LW Low Wines (the impure and weak product of the first distillation process)
MSU Michigan State University
NMS New mixed spirit
OH Ohio

ii
PPM Parts per million
PSI Pounds per square inch: a unit of pressure
QA Quality Assurance
RIRDC Rural Industries and Research Development Corporation
RTDs Ready-to-drink beverages, also known as Alcopops and Flavoured alcoholic beverages (FABs), such as pre-mixed scotch/coke or vodka/orange
TAFE Technical and Further Education
TN Total Nitrogens
TTB Tax and Trade Bureau
VLE Vapour Liquid Equilibrium
Abbreviations and Acronyms

iiiDefinitions
Ad ValoremTariffs that are a constant proportion of the value for duty.
Alcopops, or FABs Terms used mainly in Europe for flavoured alcoholic beverages, described as ready-to-drink beverages (RTDs) in this report for convenience.
AppellationUsually the name of a precise geographic region where specific grape varieties are permitted to be grown and certain wine-making practices allowed a under a country’s laws. The term is used as a guarantee quality and authenticity. Australia’s version of the appellation system is known as Geographical Indicators.
BarriqueThe barrique is a French wooden barrel with a capacity of 225 litres.
DesignDesign is problem setting and problem solving. Design is a fundamental economic and business tool. It is embedded in every aspect of commerce and industry and adds high value to any service or product - in business, government, education and training and the community in general. Reference: ‘Sustainable Policies for a Dynamic Future’, Carolynne Bourne AM, ISS Institute 2007.
FermentationThe conversion of sugar in the juice into alcohol by yeast metabolism.
Fruit Liqueur Normally a sweet spirit, highly flavoured by mixing with fruit or a fruit product, containing more than 15 per cent Alcohol by Volume (ABV) at 20 degrees celsius.
Geographical IndicatorsAustralia’s version of the appellation system.
HS CodeHarmonised System Code. An international method of classifying products for trading purposes, used to determine duties, taxes and regulations.
Innovation Creating and meeting new needs with new technical and design styles (new realities of lifestyle). Reference: ‘Sustainable Policies for a Dynamic Future’, Carolynne Bourne AM, ISS Institute 2007.
LiqueurA spirit, flavoured or mixed with other foods, which contains more than 15 per cent (ABV), measured at 20 degrees celsius.
Proof A measure of the absolute alcohol content of a distilled liquor, recognised as being half of ABV (ie 20 per cent proof is 40 per cent ABV).

iv
SkillsdeficiencyA skill deficiency is where a demand for labour has not been recognised and where accredited courses are not available through Australian higher education institutions. This demand is met where skills and knowledge are acquired on-the-job, gleaned from published material, or from working and/or study overseas.
There may be individuals or individual firms that have these capabilities. However, individuals in the main do not share their capabilities, but rather keep the IP to themselves; and over time they retire and pass away. Firms likewise come and go. Reference: ‘Directory of Opportunities. Specialised Courses with Italy. Part 1: Veneto Region’, ISS Institute, 1991.
Sustainability The ISS Institute follows the United Nations NGO on Sustainability, “Sustainable Development is development that meets the needs of the present without compromising the ability of future generations to meet their own needs” Reference: http://www.unngosustainability.org/CSD_Definitions%20SD.htm
TariffCustoms duty on imports, as a fixed rate per measure or based on the value of the import (Australian Department of Agriculture, Forestry and Fisheries).
Wash-backA fermentation vessel used in the distilling industry.
WortThe output from the fermentation process prior to turning malt into final alcohol product such as beer or whisky.
Definitions

1Acknowledgments
Adrian Best would like to thank the following individuals and organisations who gave generously of their time and their expertise to assist, advise and guide him throughout the Fellowship program.
Awarding Body - International Specialised Skills Institute (ISS Institute) We know that Australia’s economic future is reliant upon high level skills and knowledge, underpinned by design and innovation. The International Specialised Skills Institute Inc (ISS Institute) is an independent, national organisation, which has a record of nearly twenty years of working with Australian industry and commerce to gain best-in-the-world skills and experience in traditional and leading-edge technology, design, innovation and management. The Institute has worked extensively with Government and non-Government organisations, firms, industry bodies, professional associations and education and training institutions.
The Patron in Chief is Sir James Gobbo AC, CVO. The ISS Institute Board of Management is Chaired by Noel Waite AO. The Board comprises Franco Fiorentini, John Iacovangelo, Lady Primrose Potter AC and David Wittner.
Through its CEO, Carolynne Bourne AM, the ISS Institute identifies and researches skill deficiencies and then meets the deficiency needs through its Overseas Skill Acquisition Plan (Fellowship Program), its education and training activities, professional development events and consultancy services.
Under the Overseas Skill Acquisition Plan (Fellowship Program) Australians travel overseas or international experts travel to Australia. Participants then pass on what they have learnt through reports, education and training activities such as workshops, conferences, lectures, forums, seminars and events, therein ensuring that for each Fellowship undertaken many benefit.
As an outcome of its work, ISS Institute has gained a deep understanding of the nature and scope of a number of issues. Four clearly defined economic forces have emerged out of our nearly twenty years of research. The drivers have arisen out of research that has been induced rather than deduced and innovative, practical solutions created - it is about thinking and working differently.
A Global Perspective. ‘Skills Deficiencies’ + ‘Skills Shortages’ Skill deficiencies address future needs. Skill shortages replicate the past and are focused on immediate needs.
Skill deficiency is where a demand for labour has not been recognised and where accredited courses are not available through Australian higher education institutions. This demand is met where skills and knowledge are acquired on-the-job, gleaned from published material, or from working and/or study overseas. This is the focus of the work of ISS Institute.
There may be individuals or firms that have these capabilities. However, individuals in the main do not share their capabilities, but rather keep the IP to themselves; and over time they retire and pass away. Firms likewise come and go. If Australia is to create, build and sustain Industries, knowledge/skills/understandings must be accessible trans-generationally through nationally accredited courses and not be reliant on individuals.
Our international competitors have these capabilities as well as the education and training infrastructure to underpin them.
Addressing skill shortages, however, is merely delivering more of what we already know and can do to meet current market demands. Australia needs to address the dual challenge – skill deficiencies and skill shortages.

2
Identifying and closing skills deficiencies is vital to long-term economic prospects in order to sustain sectors that are at risk of disappearing, not being developed or leaving our shores to be taken up by our competitors. The only prudent option is to achieve a high skill, high value-added economy in order to build a significant future in the local and international marketplace.
The TradesThe ISS Institute views the trades as the backbone of our economy. Yet, they are often unseen and, in the main, have no direct voice as to issues which are in their domain of expertise. The trades are equal, but different to professions.
The ISS Institute has the way forward through its ‘Master Artisan Framework for Excellence. A New Model for Skilling the Trades’, December 2004. The Federal Government, DEEWR commissioned ISS Institute to write an Australian Master Artisan School, Feasibility Plan.
In 2006, the ISS Institute established an advisory body, the Trades Advisory Council. The members are Ivan Deveson AO; Martin Ferguson AM, MP, Federal Labor Member for Batman; Geoff Masters, CEO, Australian Council of Educational Research; Simon McKeon, Executive Chairman, Macquarie Bank, Melbourne Office, and Julius Roe, National President Australian Manufacturing Workers’ Union. ISS Institute also puts on record its gratitude to the former Chairman of Visy Industries, the late Richard Pratt, for his contribution as a member of the Trades Advisory Council.
Think and Work in an Holistic Approach along the Supply Chain - Collaboration and CommunicationOur experience has shown that most perceive that lack of skills is the principal factor related to quality and productivity. We believe that attitudes are often the constraint to turning ideas into product and a successful business; the ability to think laterally, to work and communicate across disciplines and industry sectors, to be able to take risks and think outside the familiar, to share – to turn competitors into partners.
Australia needs to change to thinking and working holistically along the entire Supply Chain; to collaborate and communicate across industries and occupations - designers with master artisans, trades men and women, Government agencies, manufacturers, engineers, farmers, retailers, suppliers to name a few in the Chain.
‘Design’ has to be seen as more than ‘Art’ discipline – it is a fundamental economic and business tool for the 21st Century Design is crucial to the economic future of our nation. Australia needs to understand and learn the value of design, the benefits of good design and for it to become part of everyday language, decision making and choice.
Design is as important to the child exploring the possibilities of the world, as it is to the architect developing new concepts, and as it is to the electrician placing power points or the furniture designer working with a cabinet-maker and manufacturer. As such, design is vested in every member of our community and touches every aspect of our lives.
Our holistic approach takes us to working across occupations and industry sectors and building bridges along the way. The result has been highly effective in the creation of new business, the development of existing business and the return of lost skills and knowledge to our workforce, thus creating jobs - whereby individuals gain; industry and business gain; the Australian community gains economically, educationally and culturally.
ISS Institute, Suite 101, 685 Burke Rd, Camberwell 3124, AustraliaP 61 3 9882 0055 F 61 3 9882 9866 E [email protected] W www.issinstitute.org.au
Acknowledgments

3Acknowledgments
Fellowship SupporterThe Pratt Foundation was established in 1978 by Richard and Jeanne Pratt with the shared vision of supporting charitable enterprises and adding value to philanthropy. The Foundation is now one of the largest private sources of philanthropy in Australia. In the words of its mission statement, it aims “to enrich the lives of our community” and, in the words of Jeremiah, it works to fulfil this aim in a spirit of “kindness, justice and equity”. Best would like to thank them for providing funding support for this Fellowship.
SupportersBest would also like to thank the people that made the Fellowship possible and for their assistance and support during the Fellowship:
• Kris Berglund, Michigan State University
• Alexander Plank, CARL Artisan Distilleries AG, Germany
• Peter J Warren, Whisky Consultant, Diageo, Moray, Scotland
• Jim and Jean Royan, Moray, Scotland
• Andrew Russel, Speyside Cooperage Ltd, Banffshire, Scotland
• Tim Dolan, ‘Training LLP for the Art & Science of Distilling’, Scotland

4About the Fellow
Adrian BestBest commenced his career in the hospitality industry where he has worked in tourism and hospitality businesses and organisations as a chef and production manager. He has worked in over 17 countries in all manner of food manufacturing organisations, with an emphasis in food manufacturing and production with several leading International airlines.
Best’s professional educational development began first with tertiary qualifications in butchery, pastry, confectionary and cookery and went on to gain an Associate Diploma in Tourism and Hospitality Management. He gained tertiary qualifications in business management, government, project management and finance, and undertook his business degree through the Australian International Hotel School (AIHS) in Adelaide with the Regency Institute of TAFE and University of South Australia. This was to build a foundation in production manufacturing and advisory services to the agri-business and training industries.
Best has worked as a production manager and food safety officer in several large manufacturing organisations and as a TAFE lecturer at Canberra Institute of Technology, before deciding to change direction in his career by choosing to work with the Australian Government. He has held several management roles within the Federal Government including the Department of Agriculture Fisheries and Forestry, and delivering several funding programs. This includes the National Food Industry Strategy Supply Chain Program, and the Food Processing in Regional Australia Program (FPRAP) for food businesses across rural and regional Australia.
These programs have led to building capacity and capability for small to medium businesses in the Australian food industry to be competitive internationally.
In his current consulting role in both private industry and Federal Government, the Fellow has worked with several national and international agri-business organizations, advising on how to be competitive in new and existing markets. Best has been responsible for project management to develop, direct and administer projects to achieve budgets and deliver targets. These projects have encouraged industry organisations to continue to develop new activities and build rural and regional capacity and capability in the Food Production and Manufacturing Industry.
During his career in the agri-food, education, food manufacturing and government sectors, Best has maintained strong networks within the industry. He has assisted with research projects for the Rural Industries and Research Development Corporation (RIRDC) providing leadership and direction to the agri-food industry. This has ensured that new innovation and industry projects are undertaken with a quality framework delivering positive outcomes for the food industry and Federal Government departments.
The Fellow has worked strategically with government, Industries, and education providers (both university and TAFE) to provide skills and knowledge development across all agri-food industries. He is an experienced project and program manager with extensive skills in developing and delivering skills and training within the Australian education framework. His knowledge and demonstrated practical industry manufacturing experience continues to provide benefits to industry in new product development and commercialisation.

5Aims of the Fellowship
Best was awarded this Fellowship, supported by the Pratt Foundation under the International Specialised Skills Institute Overseas Fellowship Program.
The aim of the Fellowship was to view the use of micro-distilleries for the production and distillation of spirits in the United States, United Kingdom and Europe in order to gain first hand knowledge of these processes and incorporate them into opportunities for new product development for rural and regional food producers in Australia.
The itinerary and activities of the Fellowship included visiting gourmet food and drink markets in USA, UK and Europe, attending an Artisan Distillers workshop and working in a micro-distillery operation in the USA. A visit to the Speyside Whisky School in Scotland and industry visits to small craft distilling operations in the UK, as well as undertaking visits to equipment manufacturers in Europe and craft distilling and manufacturing operations in Germany and Austria.
6The Australian Context
A Brief Description of the IndustryThe Australian distilled spirit manufacturing Industry purchases ingredients such as grapes (or grape juice), sugar, malt, maize, barley, rye, oats, fruit and vegetables, which are then fermented and distilled to produce spirit beverages including vodka, gin, whisky (whiskey), Brandy and liqueurs.
Industry participants also blend spirits. The spirits are then sold to alcoholic drink wholesalers and retailers. While the industry makes fortified spirits, it does not produce fortified wines; these are made by the wine manufacturing industry. This industry (Australia New Zealand Industry Classification ¬– ANZSIC Code C2184) consists mainly of businesses engaged in manufacturing or blending fortifying spirits, or potable spirits.
The primary activities of companies in this industry are:
• distillery residue manufacturing
• fortified spirits manufacturing
• liqueurs manufacturing
• spirit based mixed drinks manufacturing
• potable spirits manufacturing.
The major products covered by this industry are:
• bourbon based Ready-to-drink (RTDs)
• rum
• rum based RTDs
• vodka based RTDs
• other RTDs
• whisky, Gin, Vodka, Liqueurs
• Scotch whisky based RTDs
• brandy (fruit brandy).
Key Industry Statistics
Key Industry Figures 2008
Industry Revenue $422.6 Million
Revenue Growth 3.1 per cent
Industry Gross Product $82.6 Million
Number of Establishments 24 units
Number of Enterprises 13 units
Employment 300 units
Exports $109.9 Million
Imports $502.2 Million
Total Wages $18 Million
Spirit Manufacturing in Australian Industry Report IBISWorld 08 Apr 2009, 39 pages
7
Key Competitors in this Industry
Major Player
Diageo Australia Ltd
Coca-Cola Amatil Limited
Independent Distillers (Aust) Pty Ltd
Foster’s Group Ltd
Spirit Manufacturing in Australian Industry Report IBISWorld 08 Apr 2009, 39 pages
Commercial Micro-Distillery Operations Within the Australian Spirit Manufacturing Industry
Organisation Location
The Australian Distillery Gerringong, NSW
Lark Distillery Hobart, Tasmania
Great Southern Distilling Company Albany, Western Australia
Hoochery Kunnanurra, Western Australia
Thredbo Balley Distillery Alpine Way, NSW
Tasmania Distillery Cambridge, Tasmania
Hellyers Road Distillery Burnie, Tasmania
Spirit Manufacturing in Australian Industry Report IBISWorld 08 Apr 2009, 39 pages
Factors Affecting this Industry
Key Attitudinal Changes – Alcohol Consumption
Real Household Disposable Income
Domestic Price – Course Grains
TaxationTax paid on the manufacture of spirits is AUD$68.85 per litre of alcohol at the time of publishing this report. The amount is subjected to indexing under the Consumer Price Index (CPI) twice a year. For more up to date information contact the Australian Taxation Office in your state. The tax is due when the alcohol is bottled and ready for sale, and is paid through the Australian Tax Office. Further information can be obtained at www.ato.gov.au/alcohol.
Insurance Companies such as Zurich Insurance provide insurance on storage of newly made alcohol.
LicencingState and Federal licences required include approvals for building under Local Government health and planning regulations. Note that the dangerous goods act covers building requirements for hazardous goods and needs to be viewed before undertaking or refurbishing a building to be used as a distillery. The Federal Government regulations cover manufacturing requirements.
The Australian Context

8
The taxation office can provide assistance and guidance on requirements and have templates and formats for the paperwork to be prepared regarding the manufacturing of alcohol. The stills or manufacturing vessels must be calibrated (the Petroleum Industry can assist here).
The two methods of calibrating stills or production vessels include:
• Dipstick calibration at a cost of $2,500 per vessel. This has to be undertaken before using a still for manufacturing, and again if the still is moved
• Use of a Flow meter for automatic calibration.
Liquor LicencesThose people wishing to commence manufacturing can apply for a new liquor licence or transfer onto an existing licence. Each state or territory has different licensing requirements. These requirements, application forms and fees for individual licences can be accessed online through the following associations:
• Office of the Liquor and Gambling Commissioner – SA
• Office of Racing, Gaming and Liquor – WA
• Office of Liquor, Gaming and Racing – NSW
• Consumer Affairs Victoria – Liquor Section – VIC
• Northern Territory Licensing Commission – NT
• Office of Liquor, Gaming and Racing – QLD.
Examples of licences that may apply to a micro-distillery operation can include the following:
• On Licence, which authorises the licensee to sell liquor on the licensed premises for consumption on those premises
• Off Licence, which authorises the licensee to sell liquor on the licensed premises in sealed containers to persons for consumption away from those premises
• General Licence, which authorises the licensee to sell liquor on the licensed premises: (a) for the consumption on the premises (b) for consumption away from the premises.
• Special Licence, which authorises the sale of liquor: (a) at such times are as specified in the licence other than prescribed times (b) on such premises and in such places, and subject to such conditions, as are
specified in the licence.
Skills Needs and RequirementsTo enable spirit manufacturing industry growth in the specific micro-distillery sector requires training and development of hands-on skills. The larger industry players using full production whisky distilling require large vessels, machinery and computers. In micro-distilleries everything is done by hand and requires training and skills in goods handling, product development, manufacturing and blending to achieve the outcomes required of a beverage distilled in a niche plant—able to compete in the market against the international brands.
The Australian Context

9
Training and skills courses in understanding the process, from manufacturing through to maturation, and product integrity are not readily available in Australia. Industry associations support the development of recognised skills training and development to:
• encourage adoption of using micro-distilleries to supplement products from regional wineries
• provide further employment opportunities for rural and regional areas
• increase revenue for growers and producers
• provide growth opportunities in agri-tourism ventures and food and beverage trails
• brand a region with a niche product similar to Europe, underpinning the growth of regional food and reduction of carbon cost in climate change effects for global markets.
The need for additional skills was recognised after working with food producers and growers who are seeking new and alternative ways of increasing sustainability through the affects of drought and higher costs of food production. Fruit is an increasing example of the challenging market; increased exports from overseas, effects of climatic change and lack of available water has increased the percentage of crops that are of second-grade quality. Normally these crops are left on the tree as they are not readily used for other manufactured products and there are high costs in picking this fruit. However, the use of this fruit in the distillation process provides increased revenue back to the growers and producers for a stable and highly sought after niche product.
Training and skills development programs in the four major steps in the production of distilled spirits are required in the areas of:
• raw material
• fermentation
• distillation—flavour development
• aging.
SWOT AnalysisA SWOT analysis is a commonly used strategic planning tool to review strengths, weaknesses, opportunities and threats. The SWOT analysis may then be used to develop and review strategies and implementation plans by the Australian Micro-Distillation Industry.
With the SWOT analysis focussed upon the industry objective of being profitable and sustainable, the factors may be categorised as either internal or external factors.
(a) Internal factors – the strengths and weaknesses within the industry.
(b) External factors – the opportunities and threats affecting the industry.
Strategic Issue: Marketing and Commercial Focus
Strengths • Quality of Australian manufactured Spirits
• Australia’s clean and green reputation
• Diversification of income for rural farms
• Australian branded commercial source of micro-distilled beverages
The Australian Context

10
• Existing supply & distribution chains
• Growing capacity to supply
• Development of value-added distilled products
• Marketing skills & experience of Australian distilled beverage manufacturing group
• Reputation of niche distilled beverage products for excellent antioxidants and other properties
Weakness• Limited financial resources
• Lack of strategic market research
• Understanding of market requirements between retail and restaurants
• Lack of market education about distilling beverages
• Lack of quality assurance systems for distilled beverage makers
• Optimum yields and consistency and training for industry
• Understanding of packaging needs for distribution and export
• Lack of research and development facilities for product development
Opportunities• Demand for exotic and niche market beverages
• Continued limited supply of niche-market distilled beverages
• Asian market proximity and demand
• Australian market demand
• Market reputation of distilled beverage manufacture as a gourmet product
• Distilled Beverages can enhance a wide range of foods/sauces
• Exploitation of agri-tourism opportunities
Threats• Market non-acceptance of niche products
• Pricing fluctuations due to supply/demand
• Product substitution from similar products
• Strengthening of the AUD$ exchange rate
Strategic Issue: Industry Sustainability
Strengths
• Potential availability of new entrants to the micro distillery industry - growers and regional food producers
• Wide range of possible distilled beverages from different fruits and vegetables
• Biologically and chemically clean image of Australia Established distribution channels
The Australian Context
11
• Investment in technical resources by Australian Industry Group (AIG)
• Should new growers enter the market they will probably be from across Australia, thus providing seasonal fruit and vegetables which do not coincide with availability from other areas in Australia
• Decline in sales and traditional markets have been declining for Cognac in Asia; Cognac Manufacturers in France are now manufacturing Gin to create new markets.
• Consumers are looking for a ‘brand’ experience and are more accepting of niche market producers.
• Clean green image is important for consumers, Australia’s reputation as a safe environment is a plus.
Weakness• Non-established micro-distilleries
• Variable understanding on production and manufacture of different spirits
• Lack of strategic market projections and development
• Variable skill & management systems for micro- distillery production
• Disparate communications due to new industry
• Limited QA, technical and research resources
• Limited manufacturing and processing facilities in rural and regional areas
• Relatively limited application of technology and equipment
Opportunities• Development of strategic industry plans for sustainability
• Development of technical and research resources at an industry level
• Utilisation of international technology and research
• Michigan State University and the Michigan Brewing Company have demonstrated that public private partnerships can provide opportunities for manufacturing excellence.
Threats• No documented training practices for the introduction of new distillers
• Competition for export markets from other distillers internationally, who may have significant cost advantages due to cheaper land and labour
• Climate change issues and variability of rainfalls, temperatures and frosts.
The Australian Context

12
Definition – Skills DeficienciesAs already established, a skills deficiency is where a demand for labour has not been recognised and where accredited courses are not available through Australian higher education institutions. This demand is met where skills and knowledge are acquired on-the-job, gleaned from published material, or from working and/or study overseas.
There may be individuals or individual firms that have these capabilities. However, individuals in the main do not share their capabilities, but rather keep the IP to themselves; and over time they retire and pass away. Firms likewise come and go.
Skills Deficiencies Identified• Seasonal fruit based fermentation processes for alcohol products
• Management of a micro-distillery and processing operation
• Alcohol beverage maturation post handling
• Innovation and new product development for the beverage industry.
Identifying the Skills Deficiencies

13
To become skilled in understanding requirements in production and manufacture of spirits for smaller regional facilities.
Micro-Distillery and Processing SystemHands on Experience Gained with a Micro-Distillery and Processing System
The Fellow worked with licensed micro-distillers within their established production processes, enabling him to identify different types of spirit manufacture and production. He learnt handling techniques involved in the manufacturing process and how to differentiate between spirits and their production, by recognising ingredients and other inputs.
The Fellow also observed how to determine correct handling techniques to maintain the spirits in peak condition post manufacture, and how to understand options for storage and to then apply the correct method of storage.
The International Experience
Apple brandy still, Austria
Best with farmer
Class study goup
Close up of Best and 180 litre still
Class review showing new equipment
14
John, Alexander and Kris installing rectification columns
John with LWs production
John with 450 ltr potstill and Low Wines (LWs)
John with rectification columns and condenser at rear
The International Experience

15
These activities enabled the Fellow to become aware of the skills required to identify various spirits and their ingredients, and to establish a fundamental understanding in all aspects of the production of spirits.
Seasonal OpportunitiesRecord Seasonal Opportunities for Spirit Distillation and Manufacture
Kris explaining production to class Laboratory testing
Laboratory product development
Apple brandy distillery, Austria Apple brandy farm, Vienna
The International Experience

16
Alcohol Products
Neutral Grain Spirit Production—New Make Spirits (NMS)—Vodka, GinNew Make Spirits (NMS) are captured at between 68 per cent and 80 per cent ABV. Flavouring and finishing neutral grain spirits is achieved though soaking botanicals in the neutral grain spirit at 75 per cent ABV, or flushing the evaporated spirit through an overhead vessel that then flavours the spirit prior to condensing. Some botanicals need to be soaked for three to five hours and then heated to release their flavour. The pot-stills are calibrated and it is the skill and experience of the distiller to determine the actual temperature. Examples of some flavourings and their treatment in the distillation process include:
• raspberries require a time period, which depends on the size and calibration of the pot-still. Some pot-stills are up to 3,000 litres and these may take many hours whereas a 180 litre pot-still would take under one hour
• rose leaves should be soaked in water not alcohol
• juniper berries in gin production can be added to product in the pot-still for distillation
• lemon grass for flavouring is better placed in the overhead vessel and is mixed with the evaporated neutral grain spirit to provide flavour to the end product.
When flavouring neutral grain spirit it is best to keep in mind the final alcohol concentration of the finished product. For example flavouring a gin with botanicals will produce a product that is between 65-75 per cent ABV; this is then reduced to 40 per cent ABV through the addition of ‘softened water’. This will affect the flavour profile (ie strength and character) of the botanicals in the neutral grain spirit.
Ingredients for gin manufacture
The International Experience

17
Malt and Blended (Grain) WhiskyWhisky pot-stills are much bigger capacity than cognac stills and are from 2,000 to 6,000 litres in size.
Whether it is blended or single malt, whisky uses malted barley enzymes to convert starch into sugar and can be flavoured during the barley malting stage with the addition of peat smoke. This ‘roasting’ of the barley provides different flavour profiles of the finished spirit character. During the ‘mashing process’ the barley solids are removed before the fermentation in the mash tuns.
Single malt whisky is made out of 100 per cent malted barley and one batch production. Blended whisky is mixed with other batches (ie blended malt whisky), or mixed with other grain alcohol such as wheat. The mix is usually 30 per cent single malt and 70 per cent neutral grain alcohol.
In the manufacture of grain whisky there is a minimum of 10 per cent green or malted barley with 90 per cent wheat or maize, with the production of malt whisky there is 100 per cent malted barley used in the batch production process.
Corn Whisky DistillationBourbon is under 140 per cent proof, and is legislated in the USA as being 80 per cent corn and 20 per cent wheat. During the distillation process it will release 87 per cent ABV, which will end up 83 to 85 per cent ABV. Bourbon Is manufactured from maize and malt enzymes that provide flavour. The ratio of mix for both grain and malt whisky is one part cereal to three parts water.
BrandyWine and yeast (preferably locally sourced fresh brewers yeast) form the components in brandy production. The fermentation is usually between four to six weeks. CO2 is the foaming element in wine evaporation; a tablespoon of oil (such as Crisco) will bring down the foam within the pot-still. Direct fire (300 degrees celsius) can crack the structures in wine and create a burnt flavour to the resulting product produced. Cognac is 80 per cent wine (juice) and 20 per cent solids, primarily sourced from the solids remaining after the wine pressing (generally the skins and seeds of grapes). These are then fermented to form a higher concentration of alcohol, distilled to manufacture NMS, then aged in barrels to form flavour and colour characteristics.
Brandy is usually manufactured from maize; however, potatoes can be used in the production process. If potatoes are used they do not necessarily need to be peeled. Washed potato skin can be included in the distillation process. The amount of LWs produced from potatoes is about half of that from maize in the same distillation process. For the production of vodka, rectification columns are required to obtain 96 per cent alcohol. A double distilled product requires over 32 plates in the rectification column and triple distilled requires over 19 plates. The first run is the stripping run to produce LW at eight to ten per cent ABV. The second run (first rectification run) will produce LW at 30 per cent ABV. The third run (second rectification run) will produce LW at approximately 60 per cent ABV.
Vodka (single malt – ‘Absolute’ Vodka) is reputed to use 100 per cent malted barley in its manufacturing process.
The International Experience

18The International Experience
Fruit Brandy Varieties
Item Description
Fruit / Vegetable
Months of production
Characteristic
Alisier
Refined fragrance composed of marzipan and nougat, enhanced by a luring interplay of soft
sweetness and savoury spiciness; creamy and soft on the palate with an agreeable nutty
spiciness and delicate tanginess.
Apple in Oak Barrel
Apple
Reminiscent of biscuits, Panettone cake, vanilla and dried oranges, the palate displays flavours
of pomaceous fruit skins, sweet cinnamon flavours
Apricot
Apricot
Intense nose, fresh and fruity, very typical w
ith ripe and elegant stone‐fruit aromas, soft and
creamy on the palate.
Bartlett Pear
Pear
Ripe and juicy fruit flavours, discreet spiciness, savoury grassiness, lively and stimulating
youthful palate.
Black Currant
Black Currant
Aromas of ripe black currants in the nose, piquant spiciness on the palate, flavours of ripe cassis
berries.
Carrot
Carrot
Ideally typical carrot aromas, crisp freshness with slightly tart and earthy notes on the palate
Cherry
Cherry
Shows bright, slightly lactic aromas, discreet floral notes with a touch of marzipan, sw
eet cherry
and chocolate aromas
Elderberry
Elderberry
Delicate nose, bright lemony aromas with discreet spiciness, typical elderberry aromas on the
palate underlined with very spicy flavours, slightly piquant finish.
Kletzenbirne
Fully ripe flavours of the dried fruit and dark bread, elegant on the palate with a slight overripe
flavour.
Must Eau De Vie
Pears
Displays the apple and pear aromas typical of the regional fruit must, the slight tartness on the
palate originates from the pears, very fresh finish.
Plum
Plum
Flatteringly creamy nose, bright fruit and caramel pudding aromas, round and silky, reminiscent
of chocolate, without the slightest touch of stone flavours.
Quince
Quince
Sweet nose with distinctive spice aromas, a touch of vanilla, delicate menthol aromas discreet
varietal frit, piquant and lemony on the palate, displays its varietal character.
Raspberry
Raspberry
An authentic, balanced fruit aroma with a touch of lemon, slightly green leafy flavours, it has a
long powerful finish.
Rowanberry
Rowanberry
Delicious interplay of scents, savoury, spice and fruit backed by creamy chocolate flavour,
displays bright greenish spice flavours on the palate, enhanced by a finely distinguished varietal
almond aroma, equally powerful and elegant.
Sloe
Plum
Warm
and multilayered nose with aromas of Mirabelle and marzipan, and chocolate in the front
of the palate that are accompanied by darker aromas, as it spreads in the mouth.
Black W
alnut liqueur
Infuse local black English and Carpathian walnuts for 2 years with our brandy then finished with
a blend of herbs and spices. Rich and intense walnut aromas and flavours
Fruit Brandy Varieties

19
Fruit Brandy & Liqueurs (Schnapps/Grappa)These products are above 18 per cent alcohol
Fruit liqueurs – liqueur. A spirit flavoured or mixed with other foods, which contains more than 15 per cent alcohol by volume when measured at 20 degrees celsius, and is above 18 per cent alcohol. Some metropolitan liquor stores display a large range of brands and products with flavours such as banana, mango, melon and strawberry. They are used mainly in bars offering cocktails with fresh fruit and fruit liqueurs such as daiquiris. Tropical fruit liqueurs and brandies are seen as versatile and potential substitutes in cocktails. There is also potential demand for cream based liqueurs.
Fruit-flavoured spirits. A wide range of sweeter RTDs is made from spirits, mainly vodka, flavoured with tropical fruits such as passionfruit, pineapple and lime, and numerous temperate fruits. These have an alcohol content of about five per cent, and are retailed in small bottles or cans of 150 to 250 millilitres with colourful and fluoro labels, often in party packs.
Malt Preparation for Whisky ManufactureThe mash filter requires the use of a hammer mill to grind barley to a fine powder to enable the enzymes to react properly in the fermentation process. This ground barley is a fine powder that allows a mash filter to process the finer particles in the wort. This means that the first fermentation is low in alcohol production, and the second fermentation very high when the wort is transferred into the mash tun.
Organic malt will appeal to a niche market segment. Peat should be used in the kilning process for malting Barley to make a flavour difference in the end product (from zero point five or one point five to five per cent peat smoke depending on the flavour profile required). The application of peat smoke on barley at a smaller percentage transforms it into a different flavour profile (quality/nose and flavour) during the maturation process in barrels, due to the aging influence of the wood, which makes each whisky unique in flavour profile.
Peat is used at 0.5 parts per million, and in the kilning process air is blown across the barley at a temperature of 64-65 degrees centigrade. The moisture content of malted barley reduces from 40 per cent to 12 per cent and then down to four point to six per cent during this process.
Minimum malt quantity used in a still for whisky production in a Scottish distillery is 8 per cent of the batch recipe. The enzymes contained in this amount of malted barley can work on 12.5 times its own weight. When producing wheat or maize (grain) whisky, the batch contains 20 per cent green malt for enzyme production.
Apple brandy, Austria
The International Experience

20
Grading Product and Marketing StrategiesIdentify US and European methods of Grading Product/Quality Control, and Marketing Strategies for the Traditional Local and the Competitive Overseas Markets
In order to gain an understanding of traditional and current methods of spirit manufacture and complementary products, and to inspire innovation in relation to the development of unique Australian distillation and spirit manufacturing products, the Fellow engaged in local market and dedicated seasonal festival activities. He observed grading, quality, handling and storage techniques used in those forums. He interviewed industry ‘agents’ in relation to marketing, quality control and the expectations of International markets. He was also able to determine packaging and shipping methods.
Exports are expected to grow as awareness of Australian spirits is raised in overseas markets through generic promotions by the Australian distillers. Current growing markets indicate strong demand for Australian branded distilled beverages and potential distribution channels for Australian liquors.
Australian growers and producers have ample supply of a variety of mainstream, exotic and native fruits that could be turned into distilled products; the capacity to store and ferment using existing facilities through year-round production; and flexibility to adjust their product offerings for distillation and spirit manufacture with variable harvests, crop seconds and demand variation for the fresh fruit from the market.
Discussions with wholesalers and end users emphasised that good packaging and labelling will be essential for the spirits, and labelling will need to communicate that it is of an Australian regional origin. Most distilleries offer gift boxes or bags with the use of waxed covers covering a traditional cork. Retailers expected gift boxes to appeal mainly to the tourist market. Discussions with industry representatives revealed distilled beverages are popular as a niche product, as a suitable gift for birthdays, special occasions and visitors, indicating wider potential for gift packaging.
People aged less than 40 years are most influenced by packaging and labelling. (Reference: Alcohol Advertising and Youth, Levine 2004 – http://www.camy.org/factsheets/index.php?FactsheetID=1)
Large manufacturers are focussing on young drinkers with bright packaging, messages about having fun, and product names to position RTD beverages in young lifestyles.
Regional branding, AustriaRegional marketing, Austria
The International Experience

21
Financially Viable Businesses, Agritourism and RegionalismIdentify Factors Related to Building and Sustaining Financially Viable Businesses, Agritourism and Regionalism in Relation to the Micro-Distillery Industry
Children’s entertainment area
Gift area and cider production area
Other tourism facilities
Regional products display
Fast food sales area
Children’s play area
Regional branding
Regional smoked meats
The International Experience

22
The benefits in obtaining the skills and/or the threat of not obtaining them are varied. The tourists seeking agri-tourism experiences have increasing expectations for new gourmet food and beverage products and services.
Micro-distillery operations provide leadership in innovation and product development, that properly supported by training and skills development, could provide increased growth in this sector for Australia and replace imports of manufactured spirit product. Job creation and agri-tourism opportunities are needed for increasing revenue and sustainability in rural and regional areas.
The International Experience
Regional tourism and products
Uncle John’s front view of full facility
Uncle John’s regional shop
Uncle John’s range of spirits
Uncle John’s view from the highway
Uncle John’s cider house regional shop
23
The industry growth in the USA due to changing legislation and licencing and the stable growth of the micro-distillery industry in Europe provide positive results in encouraging tourism and increased revenues in rural and regional areas.
The growth of ‘slow food’ and regional branding has increased the need for niche products to be provided in food and beverage trails and regional promotions to attract and retain tourism. Australia, due to legislation, lack of skills training and industry development has not met the growing demand for micro-distillery production and manufacturing.
The growth of micro-distillery operations has been driven by demand in Europe and America, sales of manufactured spirit products specifically vodka and whisky have grown significantly. There is a specific market for niche hand-made artisan manufactured spirit products supporting further micro-distillery industry growth overseas and in Australia. The potential profit margin for regional farmers will provide added sustainability for using second-quality crops to manufacture newly made spirit.
Food safety and quality assurance are relatively simple for distillation operations as the process of distillation provides less risk than other food manufacturing processes. The provision of skills and training for micro-distillery operations is reducing the ability of the Australian micro-distillery industry to be globally competitive.
The International Experience
Bauer street frontage, Germany
Bauer distillery, Vienna Bauer distillery, Vienna Bauer distillery, Vienna

24The International Experience
The Case for Micro-DistilleriesThe Artisan Distilling Workshop (ADW) Spring Session 2009 is now in its 11th year. Friday and Saturday 24th and 25th April 2009 were held at the Michigan Brewing Company. The workshop by CARL Artisan Distilleries and B&D Technologies was held in cooperation with Michigan State University’s Departments of Chemical and Agricultural Engineering.
CARL Artisan Distilleries, Goppingen, Germany (near Stuttgart) is a family business and Germany’s oldest distillery fabricator since 1869. It specialises in designing and fabricating all types and capacities of distilling equipment, from small batch copper pot-stills to continuous plants. CARL Artisan Distilleries sell their stills to distilleries to finish alcohol manufacture. They have 25 copper smith hand-made tanks with double jacket walls and ship tanks worldwide. B&D Technologies is CARL Artisan Distilleries’ American office.
Artisan spirit range
Michigan brewing company Michigan brewing company
Michigan brewing company outdoor tourism facility
Michigan brewery production area
Michigan company fermentation tanks

25
ADW provided hands-on distilling experience performed on three commercial-scale copper pot-stills, presented jointly by Michigan distilling Professor, Kris Berglund Ph. D., of Michigan State University (MSU) author of ‘Artisan Distilling – A guide for Small Distilleries’, Alexander Plank of CARL Artisan Distilleries Germany, and Nicolas Haase of B&D Technologies.
The focus of this workshop was grain-mash whisky double-distillation and high proof vodka distillation. In addition to the main hands-on distillation manufacture, comprehensive discussion and evaluation was undertaken on aspects and techniques of artisan distillation, including brandy and eau-de-vie production—the two spirits that led to the origin of Michigan’s artisan distilleries ten years ago.
This workshop not only provided theoretical background lectures on distillation principles, processes, raw materials and product analysis, it also enabled hands-on experience in batch distillation production and the process and techniques applied. Several batch distillations were undertaken including high-proof rectification that included product-specific capacity determinations and process issues. This was an extremely valuable element of the workshop as most attendees to the workshop were undertaking feasibility studies prior to investing in micro-distillery operations.
After the workshop an independent visit was undertaken on Sunday 26th April to Uncle John’s Cider Mill, one of Michigan’s artisan distilleries. Mike Beck at Uncle John’s Cider Mill demonstrated fruit brandy distillation and provided a tour of his cider and distillery operations. This consisted of the Fellow being guided on a walk-through of the facility, with a review of each stage of the process and an on-the-spot discussion of the type of machinery used. The walk-through lasted two hours finishing with a tasting of both pear and apple brandy from barrels that had been matured for six months.
Workshop OverviewFriday’s workshop provided theoretical background lectures on distillation principle, processes, raw materials and product analysis followed by batch production distillation runs with instruction on the process and techniques applied. Due to the totally ‘oral’ nature of the workshop, no notes or materials were available—all learning was experiential.
The Alexander Plank session on distillery systems applications provided background and theory on distillery design evolution. This outlined the requirements and processes for whisky(s), brandies, eau-de-vie, grappa, rum, vodka, and gin/absinthe.
The Nicholas Haase demonstration of distilling covered primary batch distillation and outlined processes and procedures for using the pot-still ‘stripping’ run to produce LWs for further distillation. This was followed by Professor Berglund covering distillation science, fermentation and flavour chemistry.
A further distilling demonstration by Haase looked at secondary batch distillation—single-pass, fine distillation and sensory evaluation of fractions (head, heart and tail cuts).
Saturday provided further opportunities to run additional product batches, including high-proof rectification, and further workshops on product-specific capacity determinations for different beverage manufacturing and process issues.
A third distilling demonstration by Haase covered batch high-proof distillation—high rectification of LWs accompanied by explanations on the ongoing processes and further sensory evaluations.
The International Experience

26
Distillery systems applications continued here specifically working on batch and continuous high rectification systems. The workshop centred on technical start-up considerations for an Artisan distillery including systems, capacity sizing and production calculations (Alexander Plank, Nicolas Haase, Prof Kris Berglund).
The workshop finished with a final distilling demonstration on distillate finishing for bottling, the provision of activated carbon treatment and evaluation and other alcohol finishing techniques.
In a broader sense, the publication ‘Artisan Distilling, A Guide for Small Distilleries, 25 Mar 2004, Kris Arvid Berglund, Ph.D.,Michigan’ contains information for further reading and to the operation and learning from this workshop
The International Micro-Distillery IndustryThere is an increase in micro-distilleries worldwide, with increased care and attention to craft or niche products. This has also fuelled interest in tourism and a perception that tourists have an interest in trying regional produce.
United States of AmericaThe agency for licensing distilleries in the USA is the alcohol and tobacco Tax and Trade Bureau (TTB) under the Department of Treasury. All spirits are defined in the ‘Code of Formal Registration’ (CFR)–part 5.21. All products must be defined under this act (called ‘standards of Identity’). Classes 1–12 are the recognised classes of spirits. Tax paid is US$13.50 proof per gallon. USA, particularly Michigan, now has inexpensive production licensing and is passing legislation to sell on-site not previously allowed. Their licence allows up to 100,000 litres of production, and has provided an influx of interest of parties wishing to establish micro-distilleries around the State of Michigan and the US.
EuropeAustria, Germany and Hungary have restricted output to 100 gallons ABV maximum. They are also required to use a farmer still that is restricted to three rectification plates. Every village has one or two stills and must sell this distilled product (categorised to an ABV value) to a wholesaler. The French Government legislates cognac stills to be used in that region only.
The International Experience

27Knowledge Transfer: Applying the Outcomes
Implications for Relevant Stakeholders• The findings of this report have implications for industry members, communities, policy
makers and other interested individuals and agencies.
• As there are no large producers, development of the domestic market will have to gradually expand from regional niches.
• Market development should focus on local residents and visitors to the established food trails and known food regions in the short term as a platform for expansion into the national market.
• Communities can support their local Micro-distillery industries by developing interest in the various products, trying them, and promoting them to visitors.
• Development of the International visitor market should focus on visitors from countries that offer potential export markets, with both Australian and the visitors’ markets developed together. This should begin with the Unites States and Asian markets.
• Development of the Australian Distilled Beverage market will require high and consistent product quality to compete with alternative drinks. The confidence of distributors and consumers needs to be fostered.
• Research and development facilities and Micro-distillery making education will be needed to support new product development and product quality.
• As other countries develop their Micro-Distilled beverage industries, markets and retail categories, opportunities will be created for Australian products. At the same time competition will develop in overseas and domestic markets.
The skills deficiencies identified are the basis of a logical training delivery series to promote distillation training and manufacturing:
• seasonal fruit and vegetable-based fermentation processes for alcohol products
• fermentation processes for mash-based formulas
• distillation process for newly made spirits (NMS)
• management of a micro-distillery and processing operation
• alcohol beverage maturation post handling
• filtration and bottling of spirits
• innovation and new product development for the beverage industry.
28Recommendations
The following recommendations are for relevant government bodies, education/training and industry organisations to follow up and review. Government, education/training organisations, and industry will need to identify applicable and achievable specific actions relevant to the local environment.
Government• Assist the industry, through tourism development organisations and agencies, to
develop regional branding in order to raise awareness in domestic and international visitors to micro-distilleries in regional food producing regions.
• Assist the industry to develop a wider Australian market through activities such as distilled agri-tourism venture maps and trails, industry brochures and food and beverage events.
• Assist producers to develop export markets by identifying, qualifying and developing market opportunities and including the industry in government assisted promotions in these markets.
• Assist the industry to develop common product standards that comply with Australian food and wine standards and develop a process to regulate these standards.
• Support the provision of education and training in distilled beverage making through micro-distilleries.
• Assist producers to access product research and development facilities and services to maximise product quality and innovation.
IndustryAustralian Producers for the Domestic Market• Develop key market segments through promotion of product quality and value for
money, including promotion of individual and regional brands.
• Develop pro-active supply chains to appropriate sales outlets, with pricing strategies to expand usage beyond special occasions and gifts.
• Promote distilled beverages in key markets as products with high and consistent quality, supported by industry-wide quality standards.
• Develop an appropriate retail category in collaboration with retailers and possibly other micro-distilled beverage producers.
• Stage development of the national market, focusing initially on the most promising market segments starting locally and expanding region-by-region and niche-by-niche.
• Build awareness and interest for distilled beverages in new markets through generic industry activities, including food and beverage events with tastings, agri-tourism trails, regional food and beverage maps and brochures, and media publicity, as well as individual promotions.
• Position the distilled beverages through usage occasions to introduce them to new markets while avoiding competing directly with major international brands.
• Jointly promote the category of distilled beverages in new markets to build demand through activities such as tastings, consumer education and media publicity.
• Establish an industry-wide financial base for activities of mutual benefit, such as joint marketing and product research and development.
29
Australian Producers for International Markets:
• Develop identified niches in the Asian market in the short to medium term through specialist distributors to key beverage markets, using marketing strategies focused on the specific requirements of that market.
• Further investigate other promising markets, starting with the United States and Asia, for potential niche segments to develop.
• The Australian Government to assist rural and regional producers through establishing a program to purchase a nominated quantity of neutral spirit from individual rural or regional growers/producers annually.
• Newly made spirit purchased by the Australian Government is to be free of customs and excise duty as it will be further manufactured or refined (finished) through wholesale or retail manufacturers.
• The government to provide a tax concession to micro-distillers on sales of up to AUD$200,000 to assist in the growth and development of the industry.
• The Australian Government to undertake a study into the advantages of promoting agri-tourism through development of micro-distillery enterprises in rural and regional Australia.
Education and Training (Universities, TAFEs and Schools)TAFE training providers and Universities are to consider short courses in seasonal fruit-based fermentation processes for alcohol products; management of a micro-distillery and processing operation; and alcohol beverage maturation post-handling courses to complement those existing wine and brewing courses currently available.
Fully accredited courses are subject to the usual regulations, and up to the appropriate training provider and their expertise to deliver. This should be the responsibility of an accredited training provider working with the relevant industry body to identify the course components and electives in forming the training certification.
It is assumed that a training provider capable of delivering the training in distillation would have the competencies in Supply Chain management (planning, marketing, branding, packaging, etc.) already available and where there are actual differences would adjust the training content to reflect the different requirements for distilling, rather than, say, for winemaking.
CommunityRural and regional food producer groups are to encourage clustering of producer-manufactured spirits through micro-distilleries. This can be done by engaging and supporting networks of primary producers to enable 12-month production of seasonal fruits into spirit manufacture.
Recommendations

30Recommendations
ISS Institute IncThe ISS Institute can assist in passing on the skills learned and the recommendations from this report to training providers and state primary industry departments to engage the government and industry in discussion on the opportunities available for increasing revenue streams for producers in rural and regional Australia.
Without a still or access to a setup it is difficult to undertake workshops or activities, as it requires government licensing and is regarded as a hazardous substance. A location with existing facilities could be identified and ISS Institute could assist with development of such programs, and support for overseas experts.

31References
Australia• Cameron Symes, Australian Distillers Association, Great Southern Distilling Organisation,
South Australia
• Australian Associated Brewers, or Brewers Association of Australia and New Zealand, Manuka Canberra ACT, Australia
• Australian Beverages Council Ltd, Roseberry, New South Wales
• Barley Australia, Adelaide, South Australia
• Licensed Clubs Association of the ACT, Kingston, ACT
• Restaurant and Caterers Association, Kingston, ACT
• Liquor Stores Association of New South Wales, Sydney, NSW 2000
• Department of Justice and Community Safety, Office of Regulatory Services, Business and Industry, Licensing, Liquor licences and Permits.
http://www.ors.act.gov.au/BIL/WebPages/Industries/liquor.html
• Timboon Distillery, Timboon, Victoria
• Lark Distillery, Hobart, Tasmania
• St Helyers Distillery, Burnie, Tasmania
America• Professor Kris Berglund Ph. D., Department of Biosystems and Agricultural Engineering,
Department of Chemical Engineering & Materials Science, Michigan State University
• Nicolas Haase – Director of Technical Sales, Brewing & Distilling Technologies Corporation, Philadelphia, CARL Artisan Distilleries Americas office
• Bobby Mason, Michigan Brewing Company, Webberville, Michigan
Michigan’s Artisan Distilleries• Mike Beck, Uncle John’s Cider Mill, St John’s, Michigan, USA
• Matthew Moersch, The Round Barn Winery, Baroda, Michigan, USA
• Dayton Hubbard, Corey Lake Orchards, Three Rivers, Michigan, USA
• Benjamin Fris, New Holland Brewing Co, Holland, Michigan, USA
• Lee Lutes, Black Star Winery and Distillery, Suttons Bay, Michigan, USA
• Mark Johnson, Chateau Chantal Winery, Traverse City, Michigan, USA
• Kent Rabish, Grand Traverse Distillery, Traverse City, Michigan, USA

32
UK and Europe• Alexander Plank, CARL Artisan Distilleries GmbH, Eislingen, Germany
• Professor Paul Hughes, Director of Research, International Centre for Brewing and Distilling, School of Life Sciences Heriot-Watt University, Edinburgh, Scotland
• The Institute of Brewing and Distilling (IBD), London, UK
• Ros Lewis, Spirit of Speyside Whisky Festival, Aberlour, Banff , UK
• Jamie Walker,E, Ladybank Company of Distillers Club Ltd, Edinburgh, UK
• Karakasevic’s Yugoslavia manufacturers of grappa
• Effective micro-distillery operation for brandy
• Swedish manufacturers of whisky
Courses• General Certificate in Distilliing, accredited by City & Guilds UK, offered by the Institute
of Brewing and Distilling
Publications• United States Ethanol Plant production guidelines: www.ep.gov/region07/priorities/agriculture
• IBIS World Report, Spirit Manufacturing in Australia O8 April 2009, 39 pages
• IBISWorld Report, Liqueur & Spirits Production in the US
• Turning a good idea into a profitable venture, A guide to success for new rural industries and enterprises,’ Publication No: 09/003 Rural Industries Research and Development Corporation, March 2009, ISBN: 1 74151 802 4
• Safe Food Australia – A guide to the Food Safety Standards: http://www.foodstandards.gov.au/_srcfiles/complete_safefood.pdf
• Dangerous Substances (General) Regulation 2004: http://www.legislation.act.gov.au/
• Artisan Distilling, A Guide for Small Distilleries, 25 Mar 2004, Kris Arvid Berglund, Ph.D, Michigan
References

33Attachments
Attachment 1: Equipment and Site Plan Requirements for Micro-Distillery Operations
Equipment and Site Plan Suitable for a Micro-Distillery for Rural and Regional AustraliaIt is important when planning a new or upgrading an existing building for distillery manufacture to:
• thoroughly read and understand the information on Dangerous Substances (General) Regulation 2004, SL2004-56 made under the Dangerous Substances Act 2004. The information contained in this ACT deals with the building and permit requirements for establishing facilities such as a micro-distillery
• consult Safe Food Australia, 2nd Edition January 2001, ‘A Guide to the Food Safety Standards’
• identify, and estimate the type and quantity of distillation to be manufactured - weekly, monthly and annually
• vodka production requires the use of high rectification columns. To install these columns may necessitate the building height to be a minimum of 8m in the area above these columns.
Micro-Distillery Operation, Listing Equipment and Workflow Requirements
Utilities
Water Reticulation and Cooling
Distillation requires a water recirculation cooling system for the operation of a pre-condenser that allows the condensation of alcohol to cool and form back into a liquid. The temperature of the water affects the cooling time and amount of water required. Cold water is fed into the final condenser then to phlegmeters and then to the water outlet. As a result of the cooling process for the pre-condenser, water is heated and can be re-circulated to be used for heating the mashing process (wort production).
When designing a distillery, it is practical to estimate water usage during production (cooling the pre-condenser) as this must be reused. Appropriate sized stainless steel tanks should be provided for water recovery after cooling down outside using existing atmospheric conditions.
The filling up of the cold-water tank is to be balanced against the start-up costs of using fresh water against chilling and recycling reticulation of water during the process.
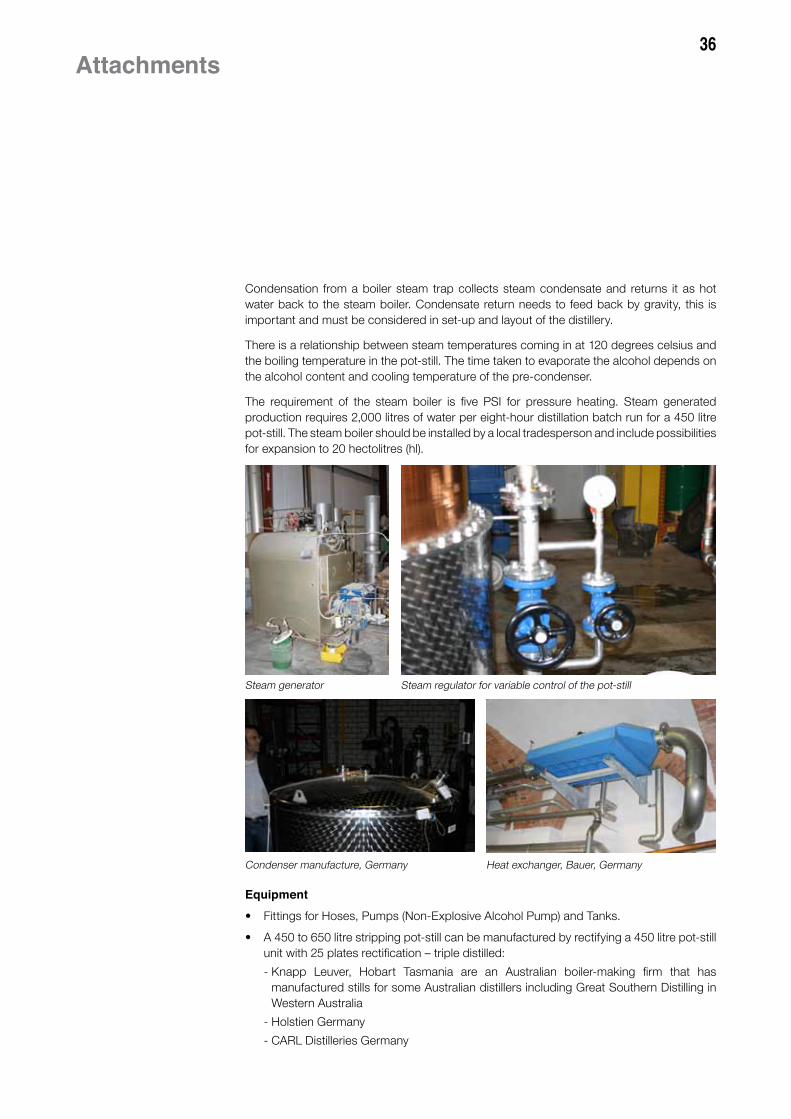
Steam Generation
Safe operation of the pot-still, fermentation tanks, and other heating for the distillery requires a 150,000 to 200,000 BTU net capacity steam boiler. This is a low-pressure steam boiler that allows variation and fine-tuning for heating requirements. It has two control valves, a master valve to heat the distillation product and a smaller valve for fine variation and tuning temperature control.

34
MICRO‐DISTILLERY EQUIPMENT AND SITE LAYOUT
RECEIVING DOCK Air curtain Adjustable enclosed dock for receiving vehicles Ramp for pallet floorwalker or for forklift Recharging and parking area for equipment Floor walker or forklift
PREPARATION ROOM Potato Processor (mincer) Fruit cutter Crusher Steamer Sanitization area Preparation area and benches Stainless Steel Shelving Weighing machine
FERMENTATION TANK STORAGE 2 X 2000 liter fermentation tanks 1 X 2500 liter agitator /mixing / fermentation tank
MASH ROOM Micro Brewery ‘Beer Wort’ manufacture Kilning room for peat?
DISTILLATION ROOM 3 X 120‐180 rectifying still 2 X 800 liter stripping still S/S storage tanks for fraction cuts
NEW ALCHOHOL STORAGE
6 X 200 LTR Tank storage 1 X Non explosive Pump
BOTTLING / PACKAGING AREA Barrel filling 6 Bottle filler unit Cork / stenning cap unit Floor mounted capping unit Bottle labeling unit Hot glue gun Cardboard boxes & ‘made up box storage Storage shelving S/S Benches Pallet wrapper / height adjusted / shrink wrapping Bottle sanitizing unit
LONG TERM ALCHOHOL STORAGE
BARRELS
TASTING ROOM
CAFÉ / TOURISM CENTRE
Cold storage and refrigerated area Staff amenities and change room Laboratory test area Office Training Area
EFFLUENT AND WATER TREATMENT Filtered water, solids storage and disposal, Air filtering Reverse osmosis water Settling ponds Stock feed Pelletizer
WATER PREPARATION AREA
Filtered water, Soft water preparation Reverse osmosis water Water pre‐chilling for condensers Steam recirculation
STEAM / POWER GENERATION
Steam Generator
LOADING DOCK Workshop
LEGEND
→ ‘Soft’ treated filtered water … Steam for manufacturing operation
→ Effluent and affected water treatment
− Pre‐cooled Re‐circulated condenser water
− Heated condenser water for heating /cooling
Workflow and flow of product
Attachments
Micro-Distillery Equipment and site layout
35Attachments
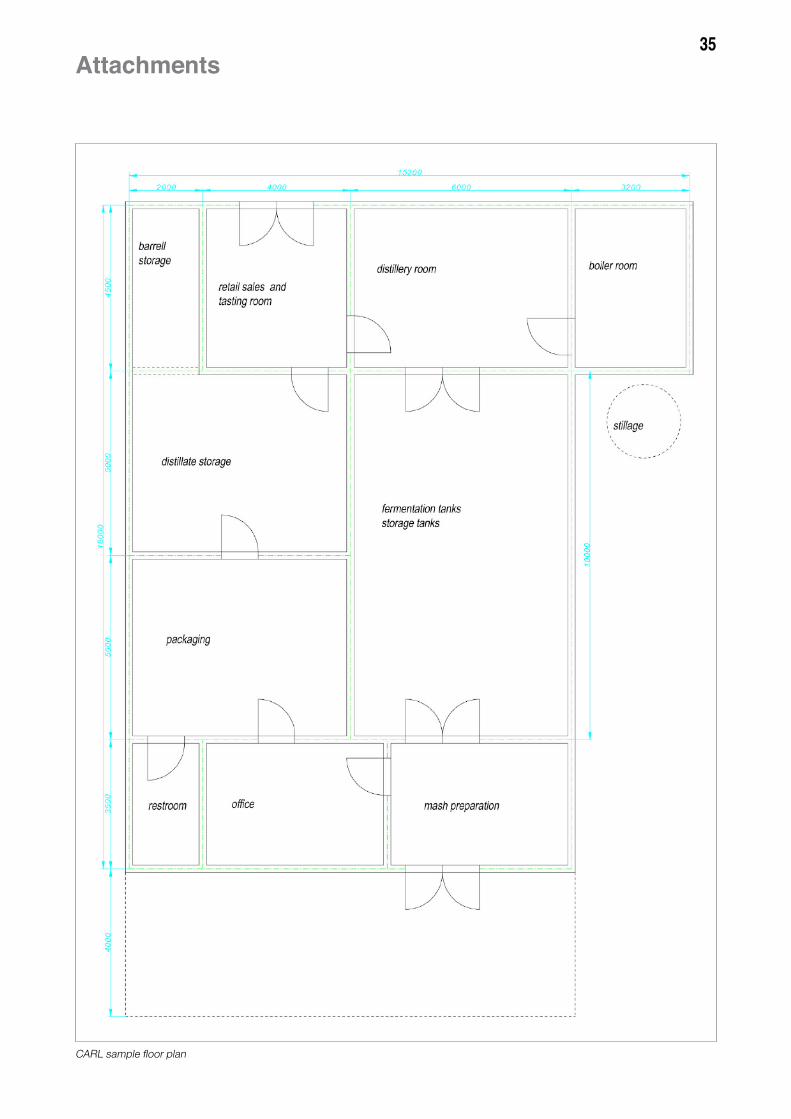
Sample Floor Plan
CARL sample floor plan
36
Condensation from a boiler steam trap collects steam condensate and returns it as hot water back to the steam boiler. Condensate return needs to feed back by gravity, this is important and must be considered in set-up and layout of the distillery.
There is a relationship between steam temperatures coming in at 120 degrees celsius and the boiling temperature in the pot-still. The time taken to evaporate the alcohol depends on the alcohol content and cooling temperature of the pre-condenser.
The requirement of the steam boiler is five PSI for pressure heating. Steam generated production requires 2,000 litres of water per eight-hour distillation batch run for a 450 litre pot-still. The steam boiler should be installed by a local tradesperson and include possibilities for expansion to 20 hectolitres (hl).
Attachments
Steam generator Steam regulator for variable control of the pot-still
Condenser manufacture, Germany Heat exchanger, Bauer, Germany
Equipment• Fittings for Hoses, Pumps (Non-Explosive Alcohol Pump) and Tanks.
• A 450 to 650 litre stripping pot-still can be manufactured by rectifying a 450 litre pot-still unit with 25 plates rectification – triple distilled:
- Knapp Leuver, Hobart Tasmania are an Australian boiler-making firm that has manufactured stills for some Australian distillers including Great Southern Distilling in Western Australia
- Holstien Germany
- CARL Distilleries Germany
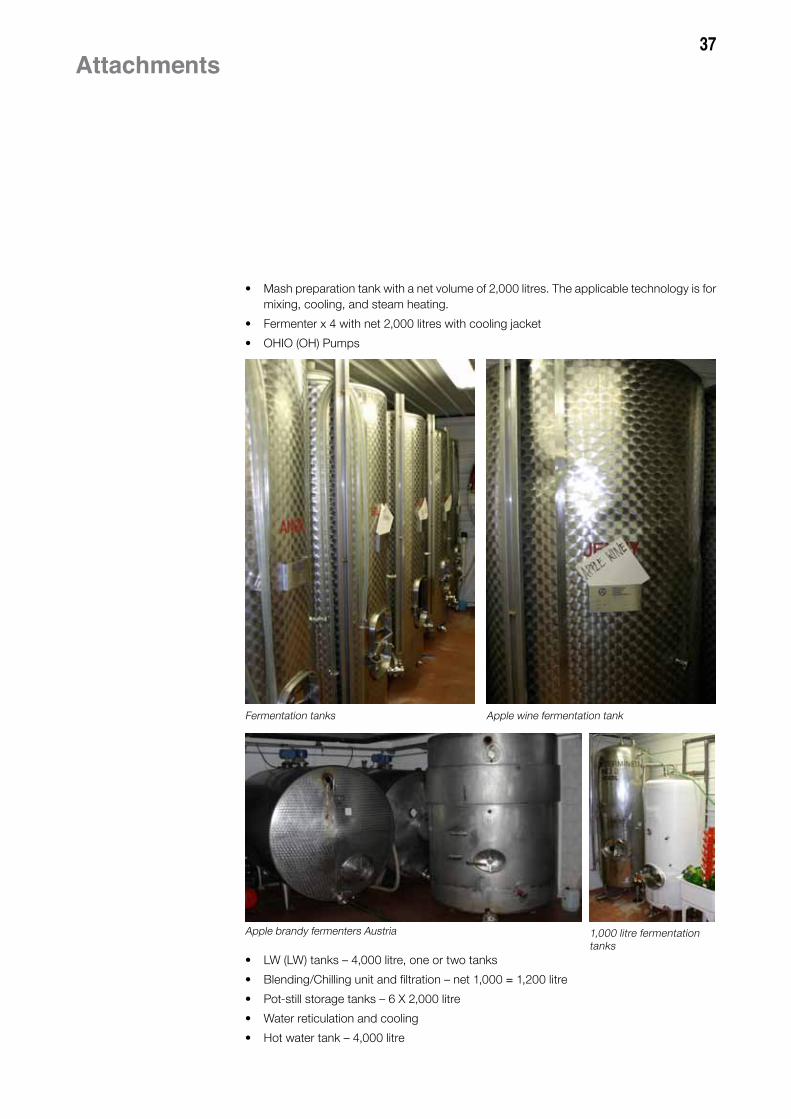
37
• Mash preparation tank with a net volume of 2,000 litres. The applicable technology is for mixing, cooling, and steam heating.
• Fermenter x 4 with net 2,000 litres with cooling jacket
• OHIO (OH) Pumps
Attachments
Fermentation tanks
1,000 litre fermentation tanks
Apple brandy fermenters Austria
Apple wine fermentation tank
• LW (LW) tanks – 4,000 litre, one or two tanks
• Blending/Chilling unit and filtration – net 1,000 = 1,200 litre
• Pot-still storage tanks – 6 X 2,000 litre
• Water reticulation and cooling
• Hot water tank – 4,000 litre
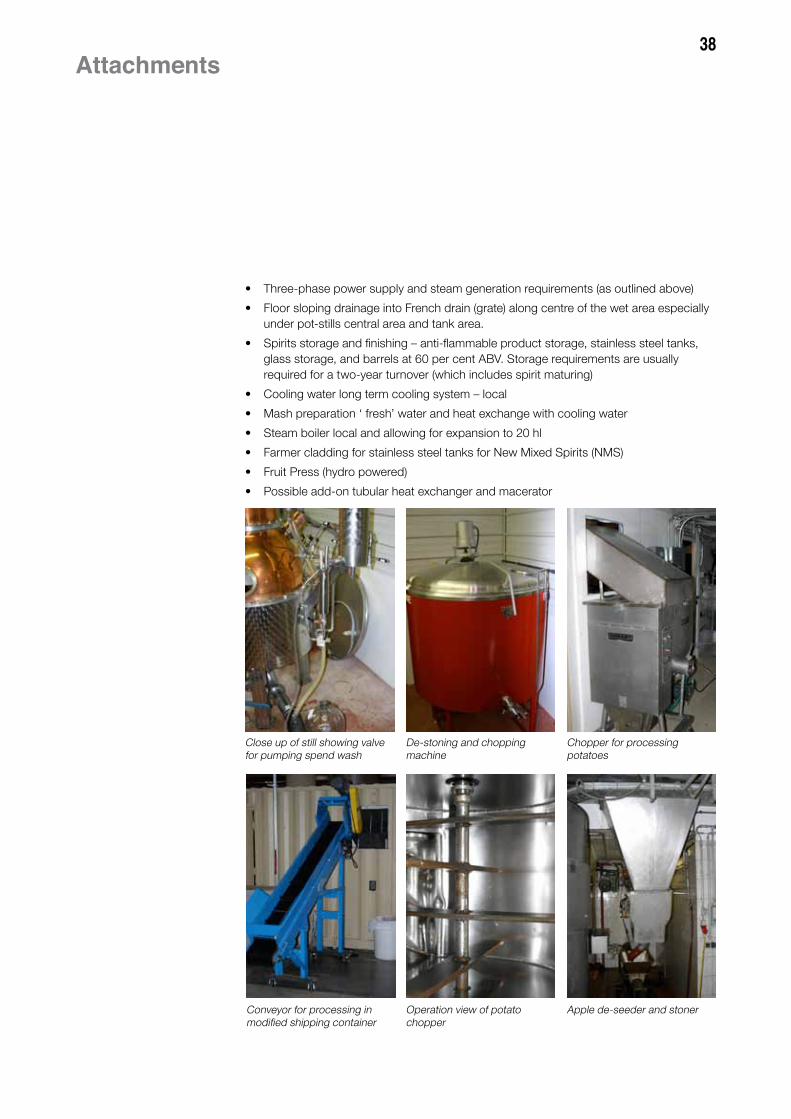
38
• Three-phase power supply and steam generation requirements (as outlined above)
• Floor sloping drainage into French drain (grate) along centre of the wet area especially under pot-stills central area and tank area.
• Spirits storage and finishing – anti-flammable product storage, stainless steel tanks, glass storage, and barrels at 60 per cent ABV. Storage requirements are usually required for a two-year turnover (which includes spirit maturing)
• Cooling water long term cooling system – local
• Mash preparation ‘ fresh’ water and heat exchange with cooling water
• Steam boiler local and allowing for expansion to 20 hl
• Farmer cladding for stainless steel tanks for New Mixed Spirits (NMS)
• Fruit Press (hydro powered)
• Possible add-on tubular heat exchanger and macerator
Close up of still showing valve for pumping spend wash
Chopper for processing potatoes
De-stoning and chopping machine
Operation view of potato chopper
Apple de-seeder and stonerConveyor for processing in modified shipping container
Attachments
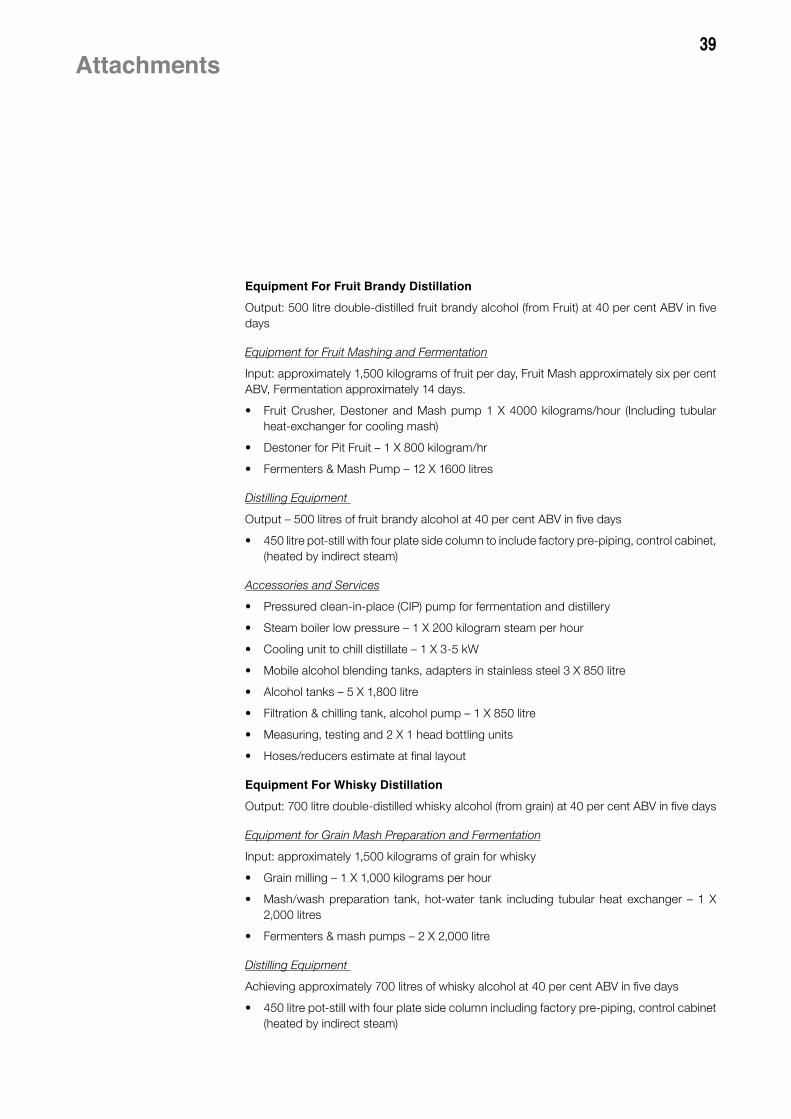
39Attachments
Equipment For Fruit Brandy DistillationOutput: 500 litre double-distilled fruit brandy alcohol (from Fruit) at 40 per cent ABV in five days
Equipment for Fruit Mashing and Fermentation
Input: approximately 1,500 kilograms of fruit per day, Fruit Mash approximately six per cent ABV, Fermentation approximately 14 days.
• Fruit Crusher, Destoner and Mash pump 1 X 4000 kilograms/hour (Including tubular heat-exchanger for cooling mash)
• Destoner for Pit Fruit – 1 X 800 kilogram/hr
• Fermenters & Mash Pump – 12 X 1600 litres
Distilling Equipment
Output – 500 litres of fruit brandy alcohol at 40 per cent ABV in five days
• 450 litre pot-still with four plate side column to include factory pre-piping, control cabinet, (heated by indirect steam)
Accessories and Services
• Pressured clean-in-place (CIP) pump for fermentation and distillery
• Steam boiler low pressure – 1 X 200 kilogram steam per hour
• Cooling unit to chill distillate – 1 X 3-5 kW
• Mobile alcohol blending tanks, adapters in stainless steel 3 X 850 litre
• Alcohol tanks – 5 X 1,800 litre
• Filtration & chilling tank, alcohol pump – 1 X 850 litre
• Measuring, testing and 2 X 1 head bottling units
• Hoses/reducers estimate at final layout
Equipment For Whisky DistillationOutput: 700 litre double-distilled whisky alcohol (from grain) at 40 per cent ABV in five days
Equipment for Grain Mash Preparation and Fermentation
Input: approximately 1,500 kilograms of grain for whisky
• Grain milling – 1 X 1,000 kilograms per hour
• Mash/wash preparation tank, hot-water tank including tubular heat exchanger – 1 X 2,000 litres
• Fermenters & mash pumps – 2 X 2,000 litre
Distilling Equipment
Achieving approximately 700 litres of whisky alcohol at 40 per cent ABV in five days
• 450 litre pot-still with four plate side column including factory pre-piping, control cabinet (heated by indirect steam)
40Attachments
Accessories and Services
• Pressured CIP pump for fermentation & distilling
• Steam boiler low pressure – 1 X 350 kilogram Steam/hr
• Cooling unit to chill distillate – 1 X 3 – 5 kW
• Mobile alcohol blending tanks, Adapters in stainless steel – 3 X 850 litres
• Alcohol tanks – 3 X 1,800 litre
• Filtration & chilling tank, alcohol pump – 1 X 850 litre
• Measuring, testing – 2 x 1 head bottling unit
• Hoses/reducers estimate at final layout
Equipment For Vodka DistillationOutput: 450 litre triple-distilled grain vodka type alcohol (from grain) at 40 per cent ABV in five days
Equipment for Grain Mash Preparation and Fermentation
Input: approx. 1,000 kilogram of grain for vodka type alcohol
• Grain milling 1 X 1,000 kilogram/hr
• Mash/wash preparation tank, hot water including tubular heat exchanger – 1 X 2,000 litres
• Fermenters & mash pumps – 2 X 2,000
Distilling Equipment
Achieving approx. 450 litres of vodka type alcohol at 40 per cent ABV in five days
• 450 litre pot-still with 4 Plate & 19 Plates Side Rect. Columns incl: factory pre-piping, control cabinet, intermedia alcohol tanks (heated by indirect steam)
Accessories and Services
• Pressured CIP pump for fermentation & distilling
• Steam boiler, low pressure – 1 X 350 kilogram Steam/hr
• Cooling unit to chill distillate – 1 X 3 – 5 kW
• Mobile alcohol blending tanks, adapters in stainless steel
• Alcohol tanks – 3 X 1,800 litres
• Filtration & chilling tank, alcohol pump – 1 X 850 litres
• Measuring, testing & 2 x 1 head bottling unit
• Hoses/reducers estimate at final layout
Pot-Still• 120/180/ 450/600 litre pot-stills
The end product effects the pot-still design and is an important consideration. A horizontal outlet provides for more viscous materials - grape mark for grappa production as an example.
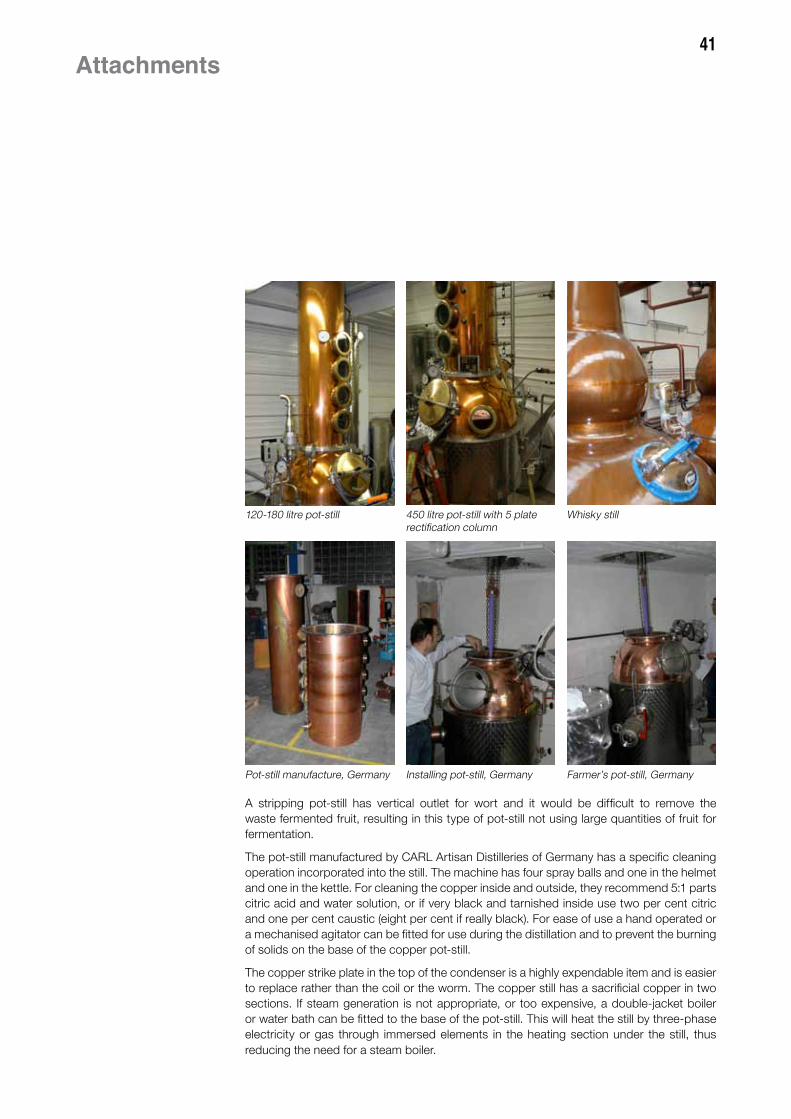
41Attachments
A stripping pot-still has vertical outlet for wort and it would be difficult to remove the waste fermented fruit, resulting in this type of pot-still not using large quantities of fruit for fermentation.
The pot-still manufactured by CARL Artisan Distilleries of Germany has a specific cleaning operation incorporated into the still. The machine has four spray balls and one in the helmet and one in the kettle. For cleaning the copper inside and outside, they recommend 5:1 parts citric acid and water solution, or if very black and tarnished inside use two per cent citric and one per cent caustic (eight per cent if really black). For ease of use a hand operated or a mechanised agitator can be fitted for use during the distillation and to prevent the burning of solids on the base of the copper pot-still.
The copper strike plate in the top of the condenser is a highly expendable item and is easier to replace rather than the coil or the worm. The copper still has a sacrificial copper in two sections. If steam generation is not appropriate, or too expensive, a double-jacket boiler or water bath can be fitted to the base of the pot-still. This will heat the still by three-phase electricity or gas through immersed elements in the heating section under the still, thus reducing the need for a steam boiler.
120-180 litre pot-still
Pot-still manufacture, Germany
450 litre pot-still with 5 plate rectification column
Installing pot-still, Germany
Whisky still
Farmer’s pot-still, Germany

42Attachments
Heat ExchangersAllow additional use of spent wash for heating and also for steam generation. At 80 degrees celsius condensate turns back into liquid state and is returned back into the steam generation system to save energy.
Wooden Wash-Back Traditional whisky manufacturers in Scotland prefer Oregan Pine Tubs as they provide insulation for fermentation as opposed to using a stainless steel wash-back, which requires additional heating.
Alex explaining about the mechanical agitator
Still manufacture
Still manufacture
Still manufacture
Still manufacture

43Attachments
Oregan pine washtun Washtun, Scotland Wort fermentation
In winter for example where stainless steel wash-backs are used the temperature is set at 1.5 degrees celsius higher temperature than the wooden wash-backs. Oregon pine is the wood used for the wash-backs due to the insulation and watertight qualities of the wood used.
The wood insulating quality in the wash-back provides a beneficial affect on the character of the fermentation. Stainless steel is considered to be better, through cost and no possibility of bacteria leeching into the wood, especially at the discharge point. Wash-backs are cleaned using steam. Other problems with wooden wash-back include leakage through the wooden stave, the hoops tend to rust if moisture gets behind them, and a burst hoop could lead to a major loss of product through spillage, and having to replace or repair the wash-back. Wooden wash-backs last between five and 50 years and needs be filled with water three to four days before usage to swell the wood to ensure no leakage
DensitometerAnton Paar DMA 5000 Densitometer is used for assessing a proof value of alcohol. The relevant legislation in Scotland allows only a tenth of one per cent tolerance on measurement errors.
CasksDifferent cask sizes are used in the maturation of whisky, they also have previously contained different other alcohols including port, sherry, bourbon and contribute to the nose and colour of the maturing whisky. Casks should be heavily toasted at 190 degrees celsius for 30–45 minutes. Bourbon casks are made from European or American oak and are 190 litres in capacity. Kiln dried wood, used in cask manufacture, is 1/3 the cost of natural dried wood or €680 pounds for French casks compared to €180 for American kiln dried casks.
The wood can be charred on the inside of the barrel; the degree of charring is from 1–4 with 4 being the most heavily charred or referred to as American charred crocodile. Barrels are 80-litre capacity and barriques are 225-litre capacity.
Environmental TreatmentCitric acid is used to clean copper internally and externally. There is a presence of copper in spent wash and lees that must be considered in the treatment of effluence. Pelletises are used for waste barley from the wort process to convert the solids in the spent wash into animal feed. Problems occur with spent wash developing bacteria after two days if not kept refrigerated. The industry is now concerned with limiting levels of glycosidic nitrile (precursor of European Community) limits.
Bourbon seconds barrels, Scotland
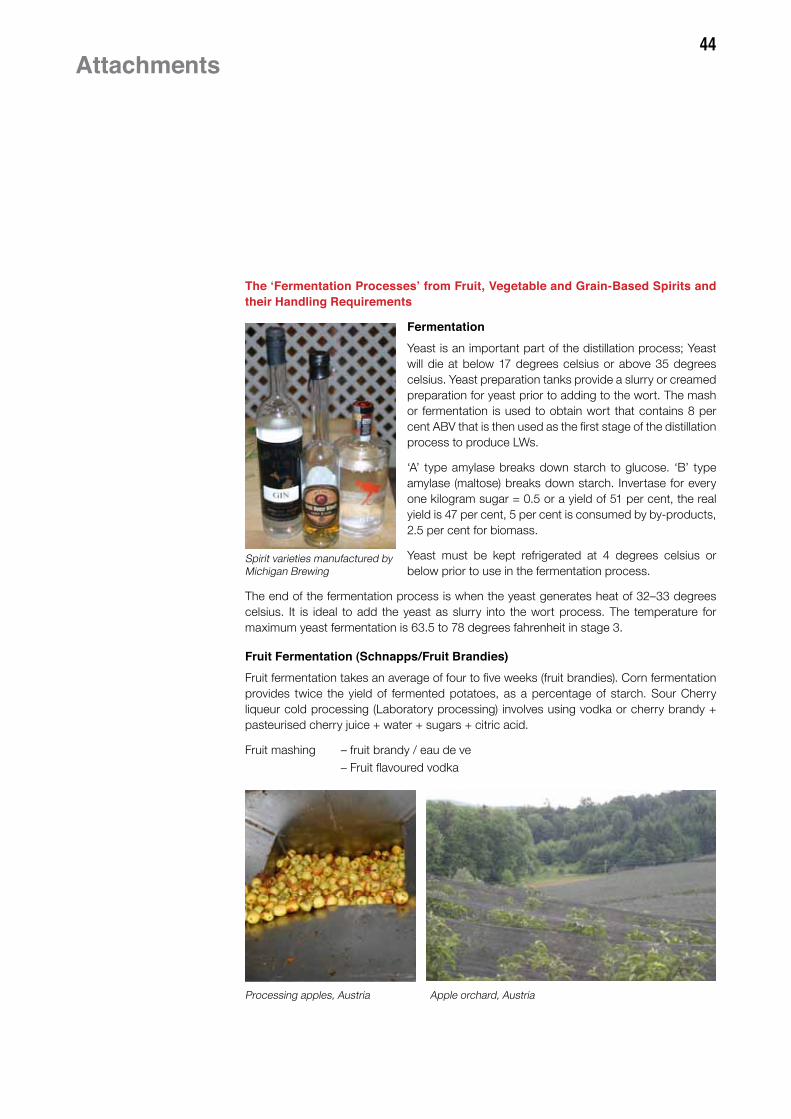
44Attachments
The ‘Fermentation Processes’ from Fruit, Vegetable and Grain-Based Spirits and their Handling Requirements
Fermentation Yeast is an important part of the distillation process; Yeast will die at below 17 degrees celsius or above 35 degrees celsius. Yeast preparation tanks provide a slurry or creamed preparation for yeast prior to adding to the wort. The mash or fermentation is used to obtain wort that contains 8 per cent ABV that is then used as the first stage of the distillation process to produce LWs.
‘A’ type amylase breaks down starch to glucose. ‘B’ type amylase (maltose) breaks down starch. Invertase for every one kilogram sugar = 0.5 or a yield of 51 per cent, the real yield is 47 per cent, 5 per cent is consumed by by-products, 2.5 per cent for biomass.
Yeast must be kept refrigerated at 4 degrees celsius or below prior to use in the fermentation process.
The end of the fermentation process is when the yeast generates heat of 32–33 degrees celsius. It is ideal to add the yeast as slurry into the wort process. The temperature for maximum yeast fermentation is 63.5 to 78 degrees fahrenheit in stage 3.
Fruit Fermentation (Schnapps/Fruit Brandies)Fruit fermentation takes an average of four to five weeks (fruit brandies). Corn fermentation provides twice the yield of fermented potatoes, as a percentage of starch. Sour Cherry liqueur cold processing (Laboratory processing) involves using vodka or cherry brandy + pasteurised cherry juice + water + sugars + citric acid.
Fruit mashing – fruit brandy / eau de ve – Fruit flavoured vodka
Spirit varieties manufactured by Michigan Brewing
Processing apples, Austria Apple orchard, Austria

45
Apple/Pear/Brandy
Pool/washing bath
Conveying belt crusher
Funnel extruding screw pump
Fermenters Stainless steel or hard plastic fermentation (wine industry)
Attachments
29
barleyfromthewortprocesstoconvertthesolidsinthespentwashintoanimalfeed.Problems
occurwithspentwashdevelopingbacteriaaftertwodaysifnotkeptrefrigerated.Theindustryis
nowconcernedwithlimitinglevelsofglycosidicnitrile(precursorofEuropeanCommunity)limits.
The‘FermentationProcesses’fromFruit,VegetableandGrain‐BasedSpiritsandTheirHandling
Requirements.
SpiritvarietiesmanufacturedbyMichiganbrewingjpg
Fermentation[KATHEADINGTYPE3]
Yeastisanimportantpartofthedistillationprocess;Yeastwilldieatbelow17degreescelsiusor
above35degreescelsius.Yeastpreparationtanksprovideaslurryorcreamedpreparationforyeast
priortoaddingtothewort.Themashorfermentationisusedtoobtainwortthatcontains8percent
ABVthatisthenusedasthefirststageofthedistillationprocesstoproduceLWs.
‘A’typeamylasebreaksdownstarchtoglucose.‘B’typeamylase(maltose)breaksdownstarch.
Invertaseforeveryonekilogramsugar=.5orayieldof51percent,therealyieldis47percent,5
percentisconsumedbyby‐products,2.5percentforbiomass.
Yeastmustbekeptrefrigeratedat4degreescelsiusorbelowpriortouseinthefermentation
process.Theendofthefermentationprocessiswhentheyeastgeneratesheatof32–33degrees
celsius.Itisidealtoaddtheyeastasslurryintothewortprocess.Thetemperatureformaximum
yeastfermentationis63.5to78degreesfahrenheitinstage3.
FruitFermentation(Schnapps/FruitBrandies)[KATHEADINGTYPE4]
Fruitfermentationtakesanaverageoffourtofiveweeks(fruitbrandies).Cornfermentation
providestwicetheyieldoffermentedpotatoes,asapercentageofstarch.SourCherryliqueurcold
processing(Laboratoryprocessing)involvesusingvodkaorcherrybrandy+pasteurisedcherryjuice
+water+sugars+citricacid.
ProcessingapplesAustria‐2jpg
AppleorchardAustriajpg
Fruitmashing →fruitbrandy/eaudeve
→Fruitflavouredvodka
Apple/Pear/Brandy
Pool/
washing
bath
Conveying
beltcrusher
Funnelextrudingscrew
pump
Fermenters Stainlesssteelorhard
plasticfermentation
(wineindustry)
InsertBaggedpotatoesreadyforfermentationjpg
Pittedfruits–Apricots/
Peachesarefermentedinblue
plasticdrumsatfarmwithCO2
lock.
→Yeast→Destoner/Pureemaker→
Stainlesssteelfermentationtankwith
differentsieves
ISS Institute! 9/2/10 11:37 AM
ISS Institute! 9/2/10 11:38 AM
ISS Institute! 9/2/10 11:40 AM
ISS Institute! 9/2/10 11:40 AM
ISS Institute! 9/2/10 11:41 AM
ISS Institute! 9/2/10 11:41 AM
ISS Institute! 9/2/10 11:45 AM
ISS Institute! 9/2/10 11:46 AM
Deleted: B…W
Deleted: f…p…f……/…v…/…g…
b…s…t…h…r
Deleted: ERMENTATION
Deleted: W…W
Deleted: ,…1
Deleted: esheatbetween…‐…W…⁰F
Deleted: f……
Deleted: F…B……o…‘…’…V…C…B…
... [1]
... [2]
... [3]
... [4]
... [5]
... [6]
... [7]
Cereal Based FermentationCereals mashing into a fermentation liquid for distillation: cereals are a base for vodka, whisky and gin production
Dry storage of malt, rye, wheat, corn, etc
Dry mill Steam Mash prep tank with agitator
Cooling jacket enzymes A&B amylase
Fermenters
Cereal based fermentation occurs at an average of four to five days. Setting fermentation temperatures provide the basis of a resulting flavour profile for the distilled spirit. The fermentation is completed when it reaches the required alcohol level of eight to ten per cent which is usually at a minimum of 48 hours.
If the fermentation is allowed to continue, then less than 60 hours provides a biscuity flavour, over 90 hours to a maximum 102 hours provides more fruity flavours for the wort. The fermentation used by smaller distilleries is usually over 72 hours and below 90 hours.
Mashing-in temperature for wort manufacture is critical, and water-mixing temperature should be between 63–65 degrees celsius, the run-off mash filter for the wash-back is important as when the Wort is transferred through the filter to the wash-tun, the particles are removed and the wort is ‘clarified’. This process contributes up to 15 per cent more fermentation.
As a rule of thumb, the recommended smallest viable volume for operating a pot-still requires a mash of at least 500 litres per day, which provides 200 litres of wort over an eight-hour period. Clarity of wort affects wash distillation to produce LW and also distillation and flavour characteristics.
46
Bagged potatoes ready for fermentation
Barley grist
Barley malting floor
Barley delivery, Scotland
Barley grist mill
Barley malting process
Attachments

47Attachments
Fermentation of wort for distillation into a spirit product is usually four days; in comparison to four weeks needed to bring beer on tap. When using different styles of beer the following is a general outcome in the fermentation process:
• for Pilsner usually five days
• for Lager usually seven days.
Principles of Small Batch Production Small batch production using a 120/180 litre pot-still refers to the total volume of liquid and foam (fermentation) that a specific pot-still can hold. A 120/180 pot-still (120 litres with foaming mash) mitigated will allow greater volume. A typical batch will produce 1.5 litres of solvents (heads), between five to 20 litres of ethanol (hearts), and a final production batch of 40 litres of alcohol (Tails). A double-jacket kettle allows handling of cleaner mash at a lower temperature. As a general rule alcohol starts evaporating at 78.5 degrees celsius and flows through the condenser and is cooled to form a liquid where the production is then separated into fractions or cuts.
Heads are aceda aldehydes. In order to assess the heads released it is advised to let it sit for a day then cut with water at 100 per cent or 50 per cent (to reduce sensory damage). Hearts are the required alcohol used for further production, and ‘tails’ are the remnants of the batch. Heads and ‘tails’ are used in further manufacturing batch runs.
It takes 12 to 16 hours for a batch-finishing run to produce 40 litres of alcohol. It is recommended to take time readings, ABV readings and temperature readings to develop a standard batch time. This will allow standards for adjusting temperature, steam pressure and time during different phases of distillation.
The first set of tails is collected in a separate tank for re-distillation. LWs can be kept for four to five days from production date. A stripping run in an 800-litre pot-still will take seven to nine hours, or in a 400-litre pot-still it will take five to seven hours. The cost of power and labour would make using an 800 litre pot-still for stripping runs more feasible, providing enough LWs for two 120/180 rectifying still operations. Using a pot-still fitted with a rectification column will allow a finishing run within seven to eight hours in a 120/180 rectification pot-still.
Quality Control in Whisky ManufactureControl elements required in the production of whisky to ensure that it does not go above 94.8 per cent ABV in small still production. The ‘spirit character’ changes significantly with the spirit cut. The spirit cut must be the same each time for consistency and quality issues of the final product.
Stripping RunHeated mash is pumped into the pot-still that stops ‘baking-on’ on the inside of the still and reduces the distillation time. Alcohol is a more volatile component than water and therefore evaporates at a lower temperature. During the condensation process, condensing water is used to chill the evaporated alcohol and then utilised to heat the next batch of fermented wort prior to pumping into the pot-still. Traditional methods of cooling include mechanical (using water), thermical (using air-cooling and also chemical cooling.
Alcohol mash can be used in the condenser to chill the evaporated spirit and assist in the rectification of the alcohol.
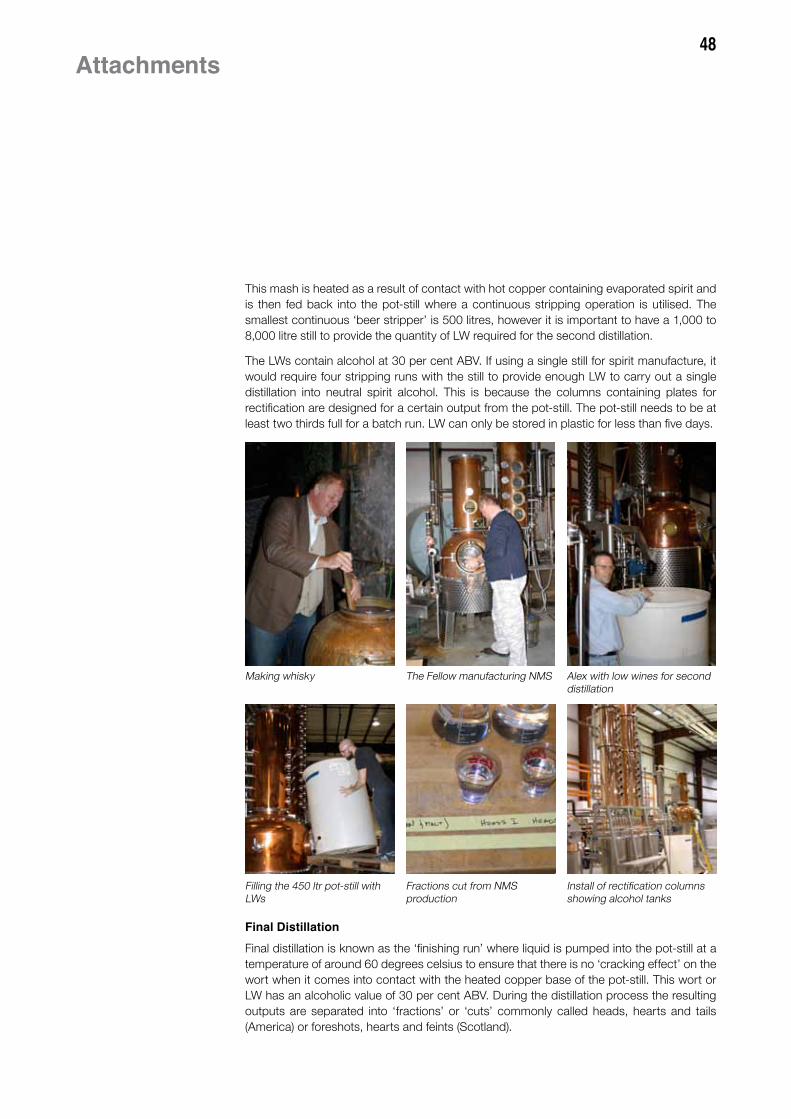
48Attachments
This mash is heated as a result of contact with hot copper containing evaporated spirit and is then fed back into the pot-still where a continuous stripping operation is utilised. The smallest continuous ‘beer stripper’ is 500 litres, however it is important to have a 1,000 to 8,000 litre still to provide the quantity of LW required for the second distillation.
The LWs contain alcohol at 30 per cent ABV. If using a single still for spirit manufacture, it would require four stripping runs with the still to provide enough LW to carry out a single distillation into neutral spirit alcohol. This is because the columns containing plates for rectification are designed for a certain output from the pot-still. The pot-still needs to be at least two thirds full for a batch run. LW can only be stored in plastic for less than five days.
Making whisky
Filling the 450 ltr pot-still with LWs
The Fellow manufacturing NMS
Fractions cut from NMS production
Alex with low wines for second distillation
Install of rectification columns showing alcohol tanks
Final DistillationFinal distillation is known as the ‘finishing run’ where liquid is pumped into the pot-still at a temperature of around 60 degrees celsius to ensure that there is no ‘cracking effect’ on the wort when it comes into contact with the heated copper base of the pot-still. This wort or LW has an alcoholic value of 30 per cent ABV. During the distillation process the resulting outputs are separated into ‘fractions’ or ‘cuts’ commonly called heads, hearts and tails (America) or foreshots, hearts and feints (Scotland).
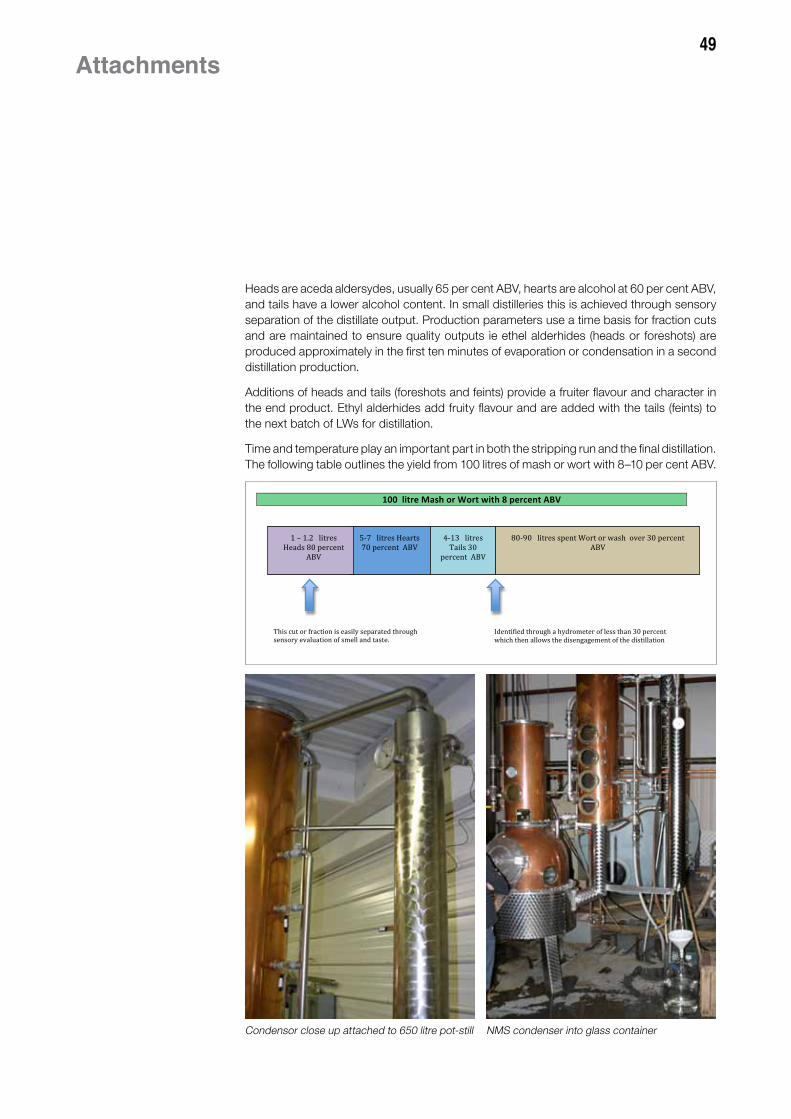
49
Heads are aceda aldersydes, usually 65 per cent ABV, hearts are alcohol at 60 per cent ABV, and tails have a lower alcohol content. In small distilleries this is achieved through sensory separation of the distillate output. Production parameters use a time basis for fraction cuts and are maintained to ensure quality outputs ie ethel alderhides (heads or foreshots) are produced approximately in the first ten minutes of evaporation or condensation in a second distillation production.
Additions of heads and tails (foreshots and feints) provide a fruiter flavour and character in the end product. Ethyl alderhides add fruity flavour and are added with the tails (feints) to the next batch of LWs for distillation.
Time and temperature play an important part in both the stripping run and the final distillation. The following table outlines the yield from 100 litres of mash or wort with 8–10 per cent ABV.
Attachments
32
whenitcomesintocontactwiththeheatedcopperbaseofthepotstill.ThiswortorLWhasan
alcoholicvalueof30percentABV.Duringthedistillationprocesstheresultingoutputsareseparated
into‘fractions’or‘cuts’commonlycalledheads,heartsandtails(America)orforeshots,heartsand
feints(Scotland).Headsareacedaaldersydes,usually65percentABV,heartsarealcoholat60
percentABV,andtailshavealoweralcoholcontent.Insmalldistilleriesthisisachievedthrough
sensoryseparationofthedistillateoutput.Productionparametersuseatimebasisforfractioncuts
andaremaintainedtoensurequalityoutputsieethelalderhides(headsorforeshots)areproduced
approximatelyinthefirsttenminutesofevaporationorcondensationinaseconddistillation
production.
Additionsofheadsandtails(foreshotsandfeints)provideafruiterflavourandcharacterintheend
product.Ethylalderhidesaddfruityflavourandareaddedwiththetails(feints)tothenextbatchof
LWsfordistillation.
Timeandtemperatureplayanimportantpartinboththestrippingrunandthefinaldistillation.The
followingtableoutlinestheyieldfrom100litresofmashorwortwith8–10percentABV.
100litreMashorWortwith8percentABV
Condensorcloseupattachedto650litrepotstilljpg
NMScondenserintoglasscontainerjpg
Furtheropportunitiesforfinaloutputincludeblendingonepartheartswithtwoparttailstoforma
40percentABVspirit,ortailscanbeusedforfruitmaturationandsteepingforfruitbasedspirits.
PostDistillationMaturationandHandlingofSpirits[KATHEADINGTYPE2]
PearbrandyinOakCaskjpg
PearbrandymaturationinOakcasksjpg
Applebrandymaturedforsixmonthsinahogsheadcaskjpg
Fortifiedandciderproductsjpg
Fruitbrandiesjpg
Barrelmanufacturejpgs1‐9
Thereisaminimumofthreeyearsmaturationforwhiskyandsomebrandiesincasks.Maturationis
notrequiredforclearspiritssuchvodka,grappa,andgin.
Spiritsthatrequirematurationareusuallyplacedinbarrelsandstoredat12–15⁰Cforanythingupto
25years.ThebarrelsaremainlyAmericanorEuropeanOak(RoyalOak),whichinsomecaseshave
beentoastedtoprovidecolourandflavourforthespirit.
5‐7litresHearts
70percentABV
4‐13litres
Tails30
percentABV
80‐90litresspentWortorwashover30percent
ABV
1–1.2litres
Heads80percent
ABV
Thiscutorfractioniseasilyseparatedthrough
sensoryevaluationofsmellandtaste.
Identifiedthroughahydrometeroflessthan30percent
whichthenallowsthedisengagementofthedistillation
process
ISS Institute! 9/2/10 12:12 PM
ISS Institute! 9/2/10 12:13 PM
ISS Institute! 9/2/10 12:13 PM
ISS Institute! 9/2/10 12:13 PM
ISSI iMac! 19/1/10 9:41 AM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:16 PM
ISS Institute! 9/2/10 12:17 PM
Deleted: W
Deleted: A
Deleted: A
Deleted: H
Deleted: i.e.
Deleted: d
Deleted: m
Deleted: h
Deleted: s
Deleted: V
Deleted: G
Deleted: G
Deleted: M
Deleted: ‐
Condensor close up attached to 650 litre pot-still NMS condenser into glass container
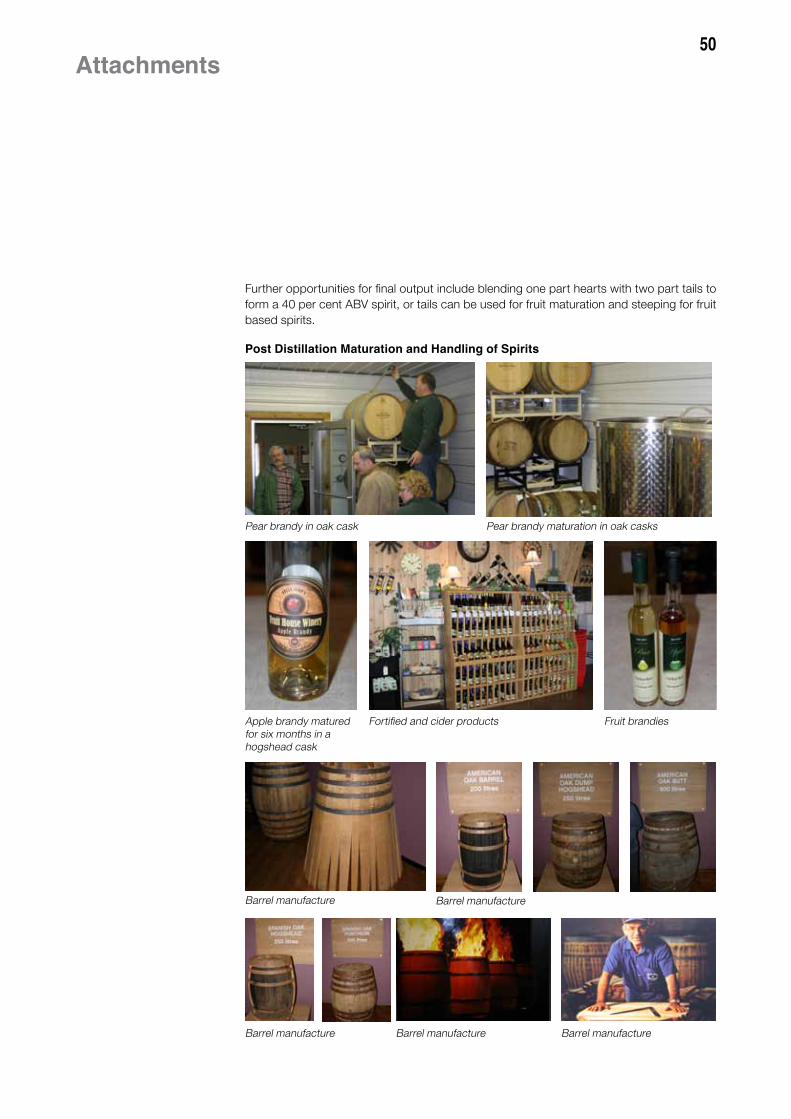
50
Further opportunities for final output include blending one part hearts with two part tails to form a 40 per cent ABV spirit, or tails can be used for fruit maturation and steeping for fruit based spirits.
Post Distillation Maturation and Handling of Spirits
Attachments
Pear brandy in oak cask Pear brandy maturation in oak casks
Apple brandy matured for six months in a hogshead cask
Barrel manufacture
Barrel manufacture
Barrel manufacture Barrel manufacture
Barrel manufacture
Fortified and cider products Fruit brandies
51
There is a minimum of three years maturation for whisky and some brandies in casks. Maturation is not required for clear spirits such vodka, grappa, and gin.
Spirits that require maturation are usually placed in barrels and stored at 12–15oC for anything up to 25 years. The barrels are mainly American or European Oak (Royal Oak), which in some cases have been toasted to provide colour and flavour for the spirit.
Mike Beck from Uncle John’s Cider Mill stated: “The use of smaller barrels is recommended to achieve the required colour and flavour profile in NMS as quickly as possible. An example is where Apple Brandy from Uncle John’s Cider mill was ready for bottling with the required oak flavour (to the distiller’s satisfaction) in three months using smaller new French oak barrels, in comparison to two years in larger used barrels”.
Heads and tails added in the second distillation may add a positive affect for maturation in the oak casks over time. Losses during maturation are three per cent from filling the cask and bottling, and zero point five per cent alcohol and two per cent volume from evaporation per year for up to ten years. A 40-litre capacity Firkin (small oak barrel) is supposed to provide high-speed maturation. A warm environment accelerates the maturation time, but also increases the evaporation of the spirit.
Maturation time in the various casks include an average of seven years in a bourbon cask, or eight years in an ex sherry cask. The alcohol is 55.7 per cent in strength after this period of time, from a starting strength of 63.5 per cent ABV when it was originally placed in the cask. For reducing the effects of temperature on the storage of whisky, the preferred method is dunnage storage. (ie storing the barrels on cradles on bare earthen floors with the barrels stacked on top of each other to remain as close to the earth as possible.)
Smaller casks mature faster, and the higher the alcoholic volume; the higher the evaporation. For this reason, they don’t store whisky at 68–68 per cent ABV but rather at 55 per cent ABV. It is recommended to use casks previously used for sherry, bourbon, rum, or brandy for maturation of the whisky in order to gain the final characteristics. The storage time and conditions in the cask provide the final finishing colour and essences, and are crucial at this stage of the manufacturing process. Other spirits are usually held in storage at 60–77 per cent ABV and require blending to achieve the final product.
Distillers use a Hydrometer to measure the final alcohol volume and use data sheets accessible online to provide the blending quantities of water to alcohol. One litre of water equals one kilogram of water through the use of a weigh scale. Note that the water is ‘softened water’, low in minerals, is organoleptic, fine with no chlorides and a PH of 7.1. Distillers use reverse osmosis or an ion exchanger. When ‘softened water’ is added to alcohol on the scale, it will go cloudy for a few minutes until thoroughly mixed then it will clear. This is done prior to bottling.
Filtering of alcohol must be done chilled from minus two degrees centigrade through a sheet or plate filter into a storage tank ready for bottling. Bottling, however, must not be done chilled but at an ambient temperature of 20 degrees celsius. Filters used in the plate or sheet filter are paper sheets with active charcoal cartridge filters. Note: some spirits can be stained brown by different varieties of cork. Michigan Brewing Company uses black rubber corks to avoid this problem with their gin and vodka production.
Attachments
52Attachments
Bonded whisky warehouse, Scotland
Artisan spirit range
CO2 TanksIn-line six-bottle filler Hand operated carbonation machine
Whisky stored dunnage style
Sheet filter
Air compressor to provide CO2 for carbonation Flow bottling line

53
Cherry and Rum artisan spirits More sample spirit products
Attachments
Attachment 2: Dangerous Substances Regulations ActThe relevant legislation regarding the handling and usage of materials necessary for small distillery operations can be found at the following website. Due to its lengthy content it is not practical to include it in the body of this report.
‘Dangerous Substances (General) Regulation, 2004’: http://www.legislation.act.gov.au/
Attachment 3: Safe Food Handbook for Manufacturing Food Safety Safe Food Australia (2001), A Guide to the Food Safety StandardsThe relevant legislation regarding safe food handling that is necessary within small distillery operations can be found at the following website. Due to its lengthy content it is not practical to include it in the body of this report.
http://www.foodstandards.gov.au/_srcfiles/complete_safefood.pdf
Attachment 4: Artisan DistillingA Guide for Small Distilleries,’ by Kris Arvid Bergland, PhD, 25 Mar 2004The electronic version of ‘Artisan Distilling – A Guide for Small Distilleries’ can be downloaded from the following address. Due to its lengthy content it is not practical to include it in the body of this report.
http://books24-7.com/en/free-distillation-19/english-20/artisan-distilling-a-guide-for-small-distilleries-142.html



























![Adding value to_your_degree[1]](https://img.pdfslide.us/doc/110x75/559755c61a28abd2238b4603/adding-value-toyourdegree1.jpg)

