Embed Size (px)
Citation preview
I.CHEM.E. SYMPOSIUM SERIES NO. 110
I
H
T
NTERNATIONAL RISK MANAGEMENT WITHIN A FIXED PRICE CONTRACT
ugh Wakeling'
Risk management needs to be appropriate for the level of risk in the type of technology under consideration, and must take account of the geographical and legislative context of the project. In this paper it is shown how a variety of techniques may be used to assess the level of risk, as appropriate to the project concerned. When it comes to fixed price contracts, it is fairer to all concerned, to have very precise details of risk management strategy, in both the invitation to bid, and the actual contract documents.
THE CHANGING CLIMATE OF RISK MANAGEMENT
he Demands of Public Opinion
I don't need to tell the assembled company that two major events which the public remember and expect us to take into account occurred at Bhopal, India in 1984, and at Chernobyl, USSR in 1986.
In case we, who live in the UK and in the USA, tend to say, "Don't worry it will never happen here", we need to remember what happened at Flixborough, England in 1974, and at Three Mile Island, USA in 1979.
Now that we are getting towards the end of the 1980's the public may have allowed Flixborough and Three Mile Island to slip out of mind, but it is likely to be another decade before the stories of Bhopal and Chernobyl fade from public memory.
If we want the public to trust us more it is important for all of us who are involved in risk management to strive to achieve a better safety record in future. Two things need to be kept in mind:
* Design Safety Group, Foster Wheeler Energy Limited, Reading
13
I.CHEM.E. SYMPOSIUM SERIES NO. 110
a) Serious accidents do happen in the industrial west as well as in developing countries.
b) The "unthinkable" can happen, and must not be eliminated from our calculations.
Those of us who work in risk management have a major task ahead, if we are to make industry a safer place to work in.
High Finance and Discerning Insurance Cover
Both the Organisation for Economic Co-operation and Development (OECD) and the World Bank have taken steps to assess the safety of design in projects which they have agreed to finance.
The World Bank have published a book "Manual of Industrial Hazard Assessment Techniques" in which the methods for assessing the risks in new plant can be evaluated in a simple but standard way so that high risk areas can be identified, and modified if necessary.
The Organisation for Economic Co-operation and Development (OECD) is setting up a special high priority programme to reduce chemical accidents according to an article in Chemical Engineering on 13 April 1987.
Insurance companies have also come to realise that not all chemical plants, of the same type or same process, have the same level of risk. For instance a plant manufacturing acrylonitrile, owned by Company A, with a high level of intrinsic safety, tight operating procedures, and a strong discipline among the operating and maintenance staff, may be a very good insurance risk. While in contrast an acrylonitrile plant owned by Company B, using the same technology, may be a very poor risk because the level of design safety is low, the operating procedures are out of date, and there is poor discipline as far as the operators and maintenance staff is concerned.
Insurance companies want to reduce the premiums for companies like Company A, above, who can demonstrate that they take safety very seriously, and have a good track record, and so qualify for a suitable "no claims bonus". In order to assist their good customers they have to penalise companies like Company B.
Therefore it is clearly in the interest of operating companies to invest in safety at all levels, not only to protect their own equipment and personnel, but also to satisfy the requirements of their financial backers and their insurance companies.
14
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Strong Competition for Limited Work
Those who work for an engineering contracting company will be well aware of the tough competition which has caused some companies to reduce the size of their design and engineering organisations, and for others to draw stumps altogether.
There has also been a trend for operating companies to ask for fixed price contracts, rather than reimbursable ones. This tends to encourage an unscrupulous engineering contractor to cut back on what he offers, and on what he provides, in terms of design safety reviews and audits. The problem is that the contractor, who is prepared to offer least in the way of design safety work, is most likely to be awarded the contract, because his overall price is lower than the others.
While there is a general agreement between UK based contractors on what they would provide on a typical petrochemical project - See "A Guide to Safety Reviews and Audits for Process Plant Contractors" published by the Energy Industries Council in London - there is more scope for disagreement when, for instance, a UK Contractor finds himself competing for a fixed price contract with an overseas contractor.
The UK based contractor finds himself facing a moral dilemma, for if he provides manhours for all the safety reviews and associated follow up, which he feels appropriate, he may well price himself out of the job. He then has the difficult problem of trying to persuade the client company that he will get what he pays for, and he would be wise to pay more and to get a plant with more intrinsic safety built in.
It is the contention of this paper that if the manhours spent on Design Safety are of the order of 1-3% of the design and engineering manhours, it can be money well spent. For a Nuclear type of project the figure for worthwhile safety work may be greater, say in the 5 to 10% range.
Obviously to spend an additional number of manhours will not bring the same improvement for the same increase in cost, but within the ranges indicated above it is well worth the Operating Company to get these manhours built into his fixed price contract, in one way or another.
VARIETY IN THE LEVEL OF RISK CREATED
Nuclear Installations
Chernobyl proved that what most people had feared was in reality all too possible. More people died at Bhopal, it is true, but the potential for a major disaster of international proportions is clearly present in a major nuclear installation.
15
I.CHEM.E. SYMPOSIUM SERIES NO. 110
However, nuclear power plants, for instance, make big money, and justify a considerable expenditure in terms of safety engineering and safety equipment, and no responsible person would argue otherwise.
Perhaps the real problem is that following the seemingly endless public enquiry for Sizewell B and the extent of the seemingly limitless fault trees and FMEA's have been revealed, the public now feel that similar analyses should be carried out on all Chemical and Petrochemical plants, where the level of risk is usually not nearly so great.
Chemical and Petrochemical Plants
In Europe the Seveso Directive requires members of the EEC to formulate legislation in connection with the location of certain refineries and chemical plant, to try to identify all potential hazards, and to take steps to eliminate or to mitigate these potential hazards.
In the UK the Seveso Directive is enforced as the Control of Industrial Major Accident Hazard (CIMAH) Regulations. The title of these regulations underlines the fact that there are real risks attached to the operation of chemical and petrochemical plant, many of which are classified as "Industrial Major Accident Hazard" plant, in terms of the CIMAH regulations.
However, it should be evident that in most chemical and petrochemical plant, the level of risk is of a much lower order than may be present in a nuclear reactor, and the public need to be educated to appreciate this lower level of risk.
Low Risk Installations
It is clear that there are a large number of installations in which the level of risk is much less than those discussed above. There may be the possibility of a serious accident, where one or two people may be injured or even killed, but there is no reasonable basis for supposing that a hundred or a thousand people would be killed, whatever happens.
I don't want to be flippant about the misfortune that might happen to a single individual, but it is clear that if at worst one person might get killed, the risk to the world at large is much less than if hundreds, or thousands, could be killed at a stroke.
It is a tragedy for one person to loose an arm or a leg or even a finger, and no effort should be spared in the prevention of this type of injury. But it is clear that even greater efforts should be made to avoid accidents in which multiple fatalities are possible.
16
I.CHEM.E. SYMPOSIUM SERIES NO. 110
In our strategy for risk management we will need to recognise that the effort involved must in some way be in proportion to the potential level of risk which is likely to be present.
VARIETY IN THE LEVEL OF RISK ALLOWED AND PERCEIVED
Geographical Location
A plant which is built in the middle of a desert, 50 miles from the nearest town, is unable to do much damage to the surrounding countryside and to local residents. It is a different matter in the case of a plant built in a major urban area surrounded by many buildings which provide housing and facilities for a large local population.
I believe we are entitled to insist that, if the same plant were to be built in these two locations, then the one built in the urban situation should be subject to a higher level of design safety scrutiny, and a higher level of protection should be provided.
Public Opinion
At the moment public opinion is apparently not very concerned about the daily death toll on our roads, or the relatively large number of miners who get killed in mining accidents. However, public opinion is remarkably sensitive to the thought that a few people, or perhaps many people, might die sometime in a nuclear accident.
Attitudes also vary from country to country and from time of peace to time of war. During the First World World War the vast number of deaths of young soldiers was apparently acceptable. If anything like this level of casualties had been suffered in the Falklands War, there would have been a public outcry and the British Government would certainly have lost the next election.
Unfortunately this variation in the perception of the value of a human life is sometimes reflected in the level of intrinsic safety which is built into a chemical plant.
Engineering Contracts
One needs to appreciate the profound difference between a reimbursable, and a fixed price contract, as far as safety work is concerned.
In a reimbursable contract, if the total number of manhours is not fixed, the contractor will be happy to spend a good number of manhours on items such as design safety. In a fixed price contract, on the other hand, an unscrupulous contractor will be tempted to do as little design safety work as he can.
17
I.CHEM.E. SYMPOSIUM SERIES NO. 110
In a reimbursable contract the operator and the contractor can agree as they go along how many manhours will be spent on design safety, but in a fixed price contract only work specified in detail in the original contract is likely to be done.
It is with this problem in mind that I welcome the recent appearance of the leaflet published by the Oil Industry Advisory Committee called, "The Preparation and Operation of Contracts in the Petroleum Industry". While this leaflet focuses in particular on construction work, rather than on engineering and design activities, it points out that the safety capabilities of the contractor should be carefully assessed before the award of contract.
In a fixed price contract the exact responsibilities for design safety for the Operating Company and for the Contractor must then be spelt out in detail in the contract. If everyone followed this rule the world of industry would be a safer place to work in.
A VARIETY OF HAZARD IDENTIFICATION AND EVALUATION TECHNIQUES
A Wide Variety of Projects
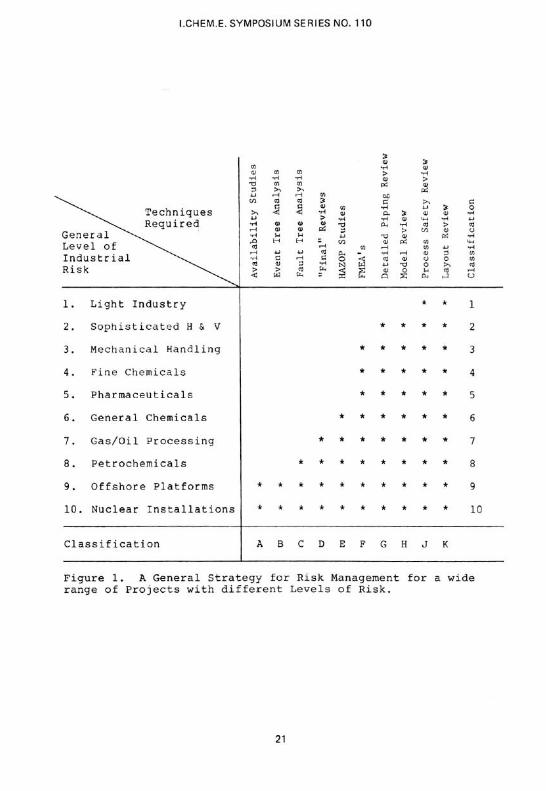
A large contractor working in a variety of fields has a wide variety of types of risks to identify and assess. A very rough general guide to projects with an increasing level of risks might be as follows:-
1. Light Industry 2. Sophisticated H & V 3. Mechanical Handling 4. Fine Chemicals 5. Pharmaceuticals 6. General Chemicals 7. Gas/Oil Processing 8. Petrochemicals 9. Offshore Platforms 10. Nuclear Installations
This list is not intended to be definitive, and obviously there will be examples of individual projects where the level of risk would be far greater, or far less, than the position on the above list would suggest.
Other individuals would tend to put these types of plant in a slightly different order, or a very different order, depending on their experience of each type of industry. However, most of us will agree that overall, whatever the exact order of the list, there are a variety of risks to be catered for, and an increasing level of risk as one gets towards the bottom of the list.
18
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Hazard Identification Techniques
At a very early stage in a project it is important to conduct a Process Safety Review. This involves the answering of very fundamental questions such as:
a) Is there an altogether safer process to be used?
b) Could we not use a safer solvent or cooling medium?
c) What about reducing the inventories of toxic or flammable materials?
d) Could we eliminate the storage of toxic or flammable intermediates?
Further details of the sort of questions which should be asked are given in Professor T.A. Kletz's book "Cheaper, Safer Plants", published by the Institution of Chemical Engineers.
Once the Process and Instrument Diagrams (P & ID's) have been completed, and frozen, the identification of hazards should be done in more detail using a Hazard and Operability (HAZOP) Study. This technique is well known and will not be described here in detail. Details can be obtained from the book "A Guide to Hazard of Operability Studies" published by the Chemical Industries Association.
For lesser risk plant a HAZOP Study may be inappropriate, and too expensive, and a form of Failure Mode and Effect Analysis (FMEA) may be used primarily to identify potential hazards. For some details of this method see the following section.
Hazards associated with the layout of a plant are unlikely to be identified in either a Process Safety Review or a HAZOP Study. A Layout Review, sometimes called a Plot Plan Review, may be sufficient in the case of a simple plant. For a more complicated plant a detail model should be made, and a thorough Model Review will be needed to evaluate these hazards. If a model is not available a very detailed review of Piping General Arrangement Drawings may be undertaken instead.
Hazard Assessment Techniques
Failure Mode and Effect Analysis (FMEA). Failure Mode and Effect Analysis (FMEA) may be used either to identify potential hazards or to evaluate the risk which particular known hazards may involve.
The basic method of FMEA is to divide the plant up into individual items of equipment, and to list these down the left hand side of the page. In a second column, one lists against each item of equipment, the ways in which it could fail to operate, or leak, etc. In the third and fourth columns, one tabulates the immediate and more distant, or delayed effects, on the overall system.
19
I.CHEM.E. SYMPOSIUM SERIES NO. 110
By looking at the likelihood of the individual equipment failures, and the effect which these individual failures have on the overall system, it is possible to highlight the most serious risks, and to link them to individual equipment failures. Having pinpointed the hazards it is possible either to quantify the level of risk, or to redesign the system to reduce the risks.
Fault Tree and Event Tree Analysis. Fault Tree and Event Tree Analysis are two other ways of drawing attention to the elements of a system which make the most significant contributions to the overall risk.
In both techniques a graphical representation is used to define the logic which the design of the system, the interaction of instrumentation, and operator intervention, brings into play.
By drawing attention to specific factors it may be possible to reduce the level of risk, or to evaluate what the overall level of risk is, if one is able to allocate values to the individual elements of the risk.
Availability Calculations
In certain kinds of installation it is important to be able to estimate the availability or reliability of different systems. For instance on offshore platforms it is important tobe able to maintain electrical power, fire fighting, fire and gas detection systems with a high degree of reliability.
In a nuclear plant, and in some pharmaceutical plant, it is important to be able to provide a high level of reliability in the ventilation system to protect personnel from being contaminated or injured by air borne radioactive, or toxic, gases and particles.
By estimating the availability of the design, as proposed,it is possible to decide whether more or less redundant equipment is required to achieve an acceptable level in terms of its effect on the continuity of supply.
A STRATEGY FOR FIXED PRICE CONTRACTS
A Strategy for different types of Project
If we take the list of different types of project suggested above, and put them against the lists of hazard identification techniques and hazard assessment techniques, it is possible to construct a chart in which the trend to undertake more design safety work corresponds to an increasing level of potential risk in the type of project concerned. The following chart illustrates how the design safety strategy could be varied though individual plants could, demand more or less attention.
20
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Figure 1. A General Strategy for Risk Management for a wide range of Projects with different Levels of Risk.
21
I.CHEM.E.SYMPOSIUM SERIES NO. 110
We now look at three examples of how the above strategy can be applied in practice:
Example 1: Petrochemical Plant in Middle East
This was a plant in which relatively large quantities of toxic materials were being handled on a site where there was reasonably good plant discipline, and the local population were kept a long way from the plant location.
A Process Safety Review was useful in defining the real priorities of the operating company, and it was agreed to eliminate the storage of one highly toxic intermediate.
A HAZOP Study and a Model Review were used to identify hazards and to make appropriate adjustments to the basic design. At the Model Review the detailed firefighting requirements were verified, including the use of remotely operated water monitors.
No FMEA's, Fault and Event Trees or Availability Studies were considered to be necessary.
Example 2: Toothpaste Plant in Eastern Europe
This was a pseudo pharmaceutical plant with low risks apart from the risk of dust explosions, and the risk that the product might harm those who used it.
An informal Process Safety Review was used to identify the locations of the risk of possible dust explosions, and to define the actions necessary to protect the plant from this danger. Otherwise the only review that was considered necessary was a layout review. This ensured among other things that there was a suitable segregation of the dusty and dust-free working areas.
Example 3: Salt Purification Plant in Middle East
This plant was largely a matter of mechanical handling and no formal design safety reviews were carried out. I think on present day standards I would recommend at least a layout review and an FMEA to look at the different types of failure.
At the time, the amount of installed spare equipment was decided on a rather arbitrary basis, with no calculation of the effects this redundancy would have on overall availability. In retrospect it would have been worthwhile to estimate the plant availability with various combinations of extra equipment.
A TIMETABLE FOR RISK ANALYSIS
We have been discussing the different levels of risk management which should be applied to projects with a variety of different technologies and subsequent variations in the level of risk.
22
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Whatever level of risk management is adopted it is vital to carry out the safety reviews at an appropriate time in the life of the project. In particular it is important to carry out the early reviews so that sensible decisions can be made about the plant location and the process to be used, etc., before it is too late to change these parameters.
It sometimes can happen that in the final stages of the design of a project, potential hazards are identified which cannot easily be eliminated or reduced. However they could have been eliminated, or significantly reduced, quite easily if risk management reviews had been carried out earlier in the life of the project.
For a high risk petrochemical complex type project it is appropriate to carry out risk management in six stages as follows:
Conceptual Review
This is a very early review of the outline proposals to ensure that the proposed process is as safe as it can be, and that the proposed location for the plant takes into account the level of risk that is involved. It should be established that all foreseen safety problems are able to be solved.
Process Safety Review
By this stage there are process flow diagrams, or process flow charts, and these should be reviewed in some detail. Policies for ensuring safety in design should be established. Questions such as those listed in 'Hazard Identification Techniques' above, should be asked. Investigations should be set in motion to solve any significant safety problems which still need to be solved.
Review of Detailed Design
Here there need to be a series of very thorough reviews such as HAZOP Studies (Hazard and Operability Reviews) of the P & ID'S. Layout or Plot Plan Reviews should be carried out early in the Detailed Design stage. Later the required access and escape routes should be verified at a Model Review or a Piping General Arrangement Review.
Final Design Safety Review
Prior to the release of the "For Construction" drawings there should be a complete review by the design team to make sure that all actions raised at the various Detailed Design Reviews have been implemented. They should agree together that sufficient and thorough reviews have been carried out, or else determine what further work needs to be done.
23
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Pre-commissioning Safety Review
Before start-up, a new high risk plant should be subject to very detailed inspections, possibly by each of the engineering disciplines who were involved in the design. A system of documentation and certification is needed, so that every line or section of plant is systematically inspected, and all inspecting engineers sign for each item they have examined.
However the commissioning team may then conduct additional checks, as they feel necessary, to satisfy themselves of the safety of the plant, as built.
Post Commissioning Safety Review
After commissioning has occurred, and the plant is successfully on line, it is prudent to have one more review. It will be necessary to modify drawings and operating instructions to take account of late modifications made and lessons learnt during commissioning. But at this stage the long term safety of the plant should be considered and recommendations made to the plant and engineering management.
CONCLUSIONS AND RECOMMENDATIONS
Conclusions
The conclusions of this paper are as follows:
a) The increased concern and interest in Industrial Safety expressed by the general public is largely justified by the spectacular accidents which have taken place in the recent past.
b) Engineering contracts can relate to a great variety of technologies and there is a wide range in the level of risk in the plants which will be built. The amount of time and money to be spent on risk management should relate to the level of risk, as well as to the overall cost of the project.
c) The geographical location of a plant - certainly the relative nearness or distance from a residential area -significantly affects the level of risk, and should affect the level of risk management provided.
d) The hazard identification technique which should be used on a particular project, is the one that is most suited to the technology, and has a cost that is appropriate to the level of risk under consideration.
e) Similarly hazard assessment techniques need to be used in a cost effective way, but non-nuclear projects can sometimes benefit by the use of methods which in the past have been used only for nuclear projects.
24
I.CHEM.E. SYMPOSIUM SERIES NO. 110
Recommendations
This paper recommends that:
a) In a fixed price contract it is fairer to all concerned to have very precise details of the risk management strategy defined both in the invitation to bid, and in the actual contract documents.
b) The providers of international finance and the managers of large insurance companies should make increasing use of the techniques outlined in this paper, to assess the level of risks in projects in which they are involved, or in which they are considering becoming involved.
c) Risk Management should be started very early in the life of a project. Often the most cost saving contribution can be made before the location of the site is finalised.
d) When projects are short of capital, and only a limited number of items can be provided with installed spares, availability estimates should be used to help to decide the way in which the limited capital should be spent most effectively.
REFERENCES
1. "A Guide to Safety Audits and Reviews for Process Plant Contractors." Published by the Energy Industries Council, London. (This book is currently being revised and updated).
2. "Manual of Industrial Hazard Assessment Techniques." Published by the Office of Environmental and Scientific Affairs, the World Bank, October 1985.
4. "OECD Meeting highlights several Safety Concerns." Chemical Engineering, April 13 1987.
5. "The Preparation and Operation of Contracts in the Petroleum Industry." Published by the Oil Industry Advisory Committee in 1987.
6. Kletz, T.A., 1984, "Cheaper Safe Plants or Wealth and Safety at Work," Institution of Chemical Engineers.
7. "A Guide to Hazard and Operability Studies." Published by the Chemical Industries Association, 1977.
25





























