Embed Size (px)
Citation preview

Composites Science and Technology 68 (2008) 3208–3214
Contents lists available at ScienceDirect
Composites Science and Technology
journal homepage: www.elsevier .com/ locate /compsci tech
Interface correlation and toughness matching of phosphoric acid functionalizedKevlar fiber and epoxy matrix for filament winding composites
Gang Li a, Chen Zhang a, Yang Wang a, Peng Li a, Yunhua Yu a, Xiaolong Jia a, Haiyang Liu a,Xiaoping Yang a,*, Zhongmin Xue b, Seungkon Ryu c
a The Key Laboratory of Beijing City on Preparation and Processing of Novel Polymer Materials, Beijing University of Chemical Technology, Beijing 100029, PR Chinab Beijing FRP Research & Design Institute, Beijing 102101, PR Chinac Department of Chemical Engineering, Chungnan National University, Daejeon 305-764, Republic of Korea
a r t i c l e i n f o a b s t r a c t
Article history:Received 23 November 2007Received in revised form 18 April 2008Accepted 5 August 2008Available online 22 August 2008
Keywords:A. Aramid fibreA. Polymer–matrix composites (PMCS)B. InterfaceB. Interfacial strengthD. Photoelectron spectroscopy (XPS)
0266-3538/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.compscitech.2008.08.006
* Corresponding author. Tel./fax: +86 10 64412084E-mail address: [email protected] (X. Yang
Kevlar fiber was functionalized with phosphoric acid (PA) of different concentrations. The monofilamenttensile strength was constant with less than 40 wt% PA functionalization. The amount of surface oxygenfunctional groups was maximal at 20 wt% PA-functionalized Kevlar fiber, in which the surface roughnessof functionalized fiber approached to that of as-received fiber. Using optimally functionalized fiber, var-ious combinations of epoxy and hardener were studied. The composite mechanical properties were farenhanced when 40 wt% DGEBF were added to DGEAC/DDM/DETDA system, which was attributed tointerfacial adhesion between functional groups and resin matrix, and toughness matching between fiberand matrix. The interfacial shear strength (IFSS) and interlaminar shear strength (ILSS) were 76 and79 MPa, respectively, and the fiber strength conversion ratio of Naval Ordnance Laboratory (NOL) Ringsreached 95%. Microstructure analysis revealed that better interfacial adhesion resulted in higherimprovement of composite mechanical properties.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Kevlar fiber/epoxy composites with excellent mechanicalproperties have been widely used in the fields of aircraft, spaceand military [1–3]. However, high crystallinity of Kevlar fiberdecreases surface energy of the fiber [4–8], which reduced theactivity of fiber surface. Therefore, surface modification or func-tionalization of Kevlar fiber [9,10] is considerably urgent andnecessary to obtain high performance Kevlar fiber/epoxy com-posites from effective interfacial interaction. Various methodsof fiber surface modification or functionalization such as bromin-ation etching [11], chlorosulfonation [7], aceticanhydridetreatment [1], nitration and deoxidation [12] and acid function-alization [13,14] have been developed. At present, acid function-alization is known as an efficient method, because it could resultin the variation of surface functional groups and the improve-ment of wetting ability and interfacial bonding with resin matrix[1]. Especially, phosphoric acid (PA) functionalization is the mostfavorable due to minor damage of the fiber surface from weakoxidation [15].
On the other hand, the chemical structures of both fiber andresin matrix would determine the extent of interfacial adhesion
ll rights reserved.
.).
and the effect of reinforcement [16]. Therefore, a suitable combi-nation of epoxy matrix and functionalized fiber is essential inpreparing high performance composites [17,18]. According toMorgan’s reports [19,20], the toughness of resin matrix shouldbe matched with that of the fiber besides the strong interfacialinteraction. In addition, the viscosity of resin matrix would berelated to the wet-out ability of the fiber [21,22], further affect-ing the interfacial and mechanical properties of composites. Thematching of epoxy matrix with functionalized fiber is also cru-cial to form efficient interfacial adhesion. However, there werefew reports on the epoxy matrix that is special for filamentwinding of Kevlar fiber.
Therefore, the purpose of this study is the functionalization ofKevlar fiber with phosphoric acid (PA) and the development ofepoxy matrix for preparing high performance PA-functionalizedKevlar fiber composites. To obtain the purpose, (i) Kevlar fiberwas functionalized by various concentrations of phosphoric acidand surface properties in relation to interfacial adhesion wereanalyzed, (ii) PA-functionalized Kevlar fiber/epoxy compositeswere prepared, and characterized according to various combina-tions of epoxy and hardener, (iii) the relationship betweensurface functionalization and the interfacial shear strength (IFSS)of Kevlar fiber monofilament composites, the mechanicalproperties of unidirectional Kevlar fiber composites wereinvestigated.

G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214 3209
2. Experimental
2.1. Materials
The aramid fiber used in this study was supplied by Akzo NobelCo., Netherland (Kevlar 1680, diameter, 12 lm, monofilamentstrength, 2.0 GPa). Phosphorous acid (PA, analytical) was suppliedby Beijing Chemical Plant.
Three epoxy types used were: (i) DGEBA (diglycidyl ether ofbisphenol A, Wuxi resin plant, China, epoxy value 0.51), (ii) DGEAC(diglycidyl ester of aliphatic cyclo, Tianjin Jindong chemical fac-tory, China, epoxy value 0.85), (iii) DGEBF (diglycidyl ether ofbisphenol F, SHELL Co., epoxy value 0.54). Also, three hardenertypes used were: (i) MeHHPA (Jiaxing ALFI Chemical Co., China),(ii) DDM (Tianjin Synthetic Material Research Institute), (iii) DET-DA (a mixture hardener of two diethyltoluene diamines, Lonza,Switzerland). 2,4-EMI (Tianjin Synthetic Material Research Insti-tute) was used as an accelerator when MeHHPA was used. Theusage was 1 phr, corresponding to one hundred resins. DETDA
Table 1Chemical structures of the materials
Materials Chemical structure
Epoxy DGEBA
CH2 CH CH2
O
DGEAC
DGEBF CH2CHCH2
O
Hardener MeHHPA
DDM
DETDAH3
Accelerator 2,4-EMI
was mixed with DDM in a specific ratio according to our previouswork [18]. The chemical structures of the materials are shown inTable 1.
2.2. Functionalization of Kevlar fiber with phosphoric acid
Kevlar fibers were wound onto cylindrical glass holder andcleaned with acetone by ultrasonic agitation for 2 h. After evapora-tion of acetone at room temperature, Kevlar fibers were function-alized with 10, 20, 40, 60, 85 wt% phosphoric acid at 40 �C for2 h, respectively. Then the Kevlar fibers were washed with distilledwater repeatedly, until to be neutralized, and dried at 105 �C for5 h.
2.3. Preparation of Kevlar fiber/epoxy composites
2.3.1. Kevlar fiber monofilament/epoxy compositeFig. 1 shows the schematic view of monofilament composite
preparation. One end of Kevlar fiber monofilament was fixed to
O C O CH2 CH CH2
OHCH3
CH3
nO C O CH2 CH CH2
OCH3
CH3
C O CH CH2
C O CH CH2
O
O O
O
O
O CH2 O CH2 CH
OH
CH2 O CH2 CH2
OCH
n
C
C
O
O
OH3C
H2N CH2 NH2
(2,6-isomer) + (2,4-isomer)
C2H5
C
H2N
H2N C2H5
NH2
C2H5
H3C
H2N C2H5
N
N
C2H5
CH3

Fig. 1. Schematic view of monofilament composite preparation.
Fig. 2. Surface element composition (C and O) and the ratio of C/O of as-receivedand PA-functionalized Kevlar fiber.
Fig. 3. XPS spectra separation results: (a) as-received, (b) 10, (c) 20, (d) 40, (e) 60,(f) 85 wt% PA-functionalized Kevlar fiber.
3210 G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214
the silicone mold and the other end was fixed to a refitted ele-vator platform. Then, the elevator platform was raised up to setthe monofilament straight. After the monofilament was coatedwith various epoxy matrixes, the monofilament composites wereobtained from three stage curing: 80 �C/2 h, 120 �C/2 h and150 �C/1 h.
2.3.2. Unidirectional Kevlar fiber/epoxy compositeUnidirectional Kevlar fiber/epoxy prepregs were prepared by
filament winding machine (MAW 20-LS1-6, MIKROSAM Co.) aftera bundle of Kevlar fiber was coated with various epoxy matrixes.Average resin matrix content of the prepregs was 40 wt%. 16 plies80 mm � 80 mm prepregs and 24 plies 175 mm � 150 mmprepregs were stacked, and cured at three stages: 80 �C/2 h,120 �C/2 h and 150 �C/1 h to prepare unidirectional compositelaminates with 2 or 3 mm thickness.
The capability to transfer load and the interfacial adhesion ofthe composite can be reflected and assessed by Naval OrdnanceLaboratory (NOL) Ring [17,23]. In this study, NOL-rings were pre-pared by filament winding machine (MAW 20-LS1-6, MIKROSAMCo.) with a winding tension of 25 N. The curing cycles were thesame as those of the unidirectional prepregs.
2.4. Analysis and characterization
The surface element and functional group analysis of Kevlarfiber were performed by XSAM800 X-ray photoelectron spectros-copy (XPS) equipped with a Mg-Ka (1253.6 eV) X-ray source. Thescanning interval was 275.00–295.00 eV.
According to ASTM D3379, the monofilament strength of Kevlarfiber was measured with YG-001A monofilament tensile machineat a crosshead speed of 0.02 mm/s. The interfacial shear strengthwas tested according to a previous report [8].
According to ASTM D2344 and ASTM D790, the interlaminarshear strength and flexural strength were measured by tensiletesting machine (Instron 1121). The specimens with 80 mm �6 mm � 2 mm dimensions were cut from 2 mm composites.
According to ASTM 5528, mode I interlaminar fracture tough-ness (GIC) was measured by tensile testing machine (Instron1121) with a standard double-cantilever beam (DCB) specimen.The specimens of dimension 175 mm � 25 mm were preparedfrom 3 mm composites, and tested at a rate of 2 mm/min using50 kN load.
According to GB/T 1458, the tensile strength of the NOL-ringwas measured by tensile testing machine (Instron 1196) at a rateof 5 mm/min [18]. The strength conversion ratio of Kevlar fiber
was calculated by the ratio of the strength of NOL-rings and thefiber strength [17].
The surface of Kevlar fiber and the pull-out surface morphologyof monofilament composites were observed with atomic forcemicroscope (AFM, Sunnyvale CA). The split surface morphologyof unidirectional Kevlar fiber composites was observed by scanningelectron microscope (SEM, S4700, HITACHI).
3. Results and discussion
3.1. Surface analysis of PA-functionalized Kevlar fiber
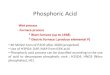
X-ray photoelectron spectroscopy (XPS) is known as an effec-tive analytical technique to evaluate the surface composition ofKevlar fiber [5,24]. Fig. 2 shows the surface element composition(C and O) and the atomic ratio of C/O of as-received and PA-functionalized Kevlar fiber. The amount of surface oxygen in-creased with increasing PA concentration up to 20 wt%, and de-creased as the PA concentration continued to rise. The identicalvariation of the atomic ratio of C/O was observed. This result

Fig. 5. Monofilament tensile strength of Kevlar fiber as increasing PA concentration.
G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214 3211
suggested that the optimum functionality of Kevlar fiber surfacesoccurred with 20 wt% PA.
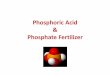
Fig. 3 shows XPS spectra separation results of as-received andPA-functionalized Kevlar fiber. The wide-scan C1s peak could bedivided into five peaks, which represents the major constitute offiber surface [10,25]. The peak centered at 285 eV originated fromthe aromatic carbons (C–C) and hydrogen bound carbon atoms.The peak at 285.9 eV were assigned to the C1s of nitrogen boundcarbon (C–N) atoms and hydroxyl carbon (C–O) [25,26]. The smallpeak at 288 eV was corresponding to the C1s of amide functionality(CONH) [24]. The peak at 289.1 eV was assigned to the C1s of car-boxyl carbon. According to the areas of these peaks, the amountof surface functional groups of as-received and PA-functionalizedKevlar fiber is shown in Table 2. The amount of hydroxyl groups in-creased with increasing PA concentration up to 20 wt%, whereas itdecreased when the PA concentration continued to rise, whichexhibited the same variation tendency as that of oxygen content.The amount of carboxyl was constant when PA concentrationwas not more than 85 wt%. However, Park has reported that theamount of carboxyl increased with PA modification [15]. Thisinconsistent result implied that the oxidization of fiber surfacewith PA was minor in our work, resulting in less damage of fibersurface.
According to the variation of surface functional groups, we pro-posed that the increase of hydroxyl amount might result from thereaction progress. The scheme of such reactions is illustrated inFig. 4. The amide groups could donor electron and improve thereactivity of ortho and para hydrogen bonded to aromatic carbons.Therefore, electrophilic substitution could occur once subjecting toelectrophilic agents (e.g. Lewis acid) [7,12] and subsequentlyhydroxyl groups could be generated. Meanwhile, a small amountof amide groups could be hydrolyzed, leading to the generationof polar amino groups [27].
3.2. Monofilament tensile strength and surface morphology of Kevlarfiber
Fig. 5 shows the relationship between monofilament tensilestrength of Kevlar fiber and PA concentration. The monofilamenttensile strength was constant until the functionalization of40 wt% PA. However, it linearly increased as the PA concentrationincreased over 40 wt%. To further understand the tendency, Fig. 6
Table 2Surface functional groups of Kevlar fiber as increasing PA concentration
Groups PA concentration (wt%)
0 10 20 40 60 85
C–C 72.01 75.97 67.32 77.54 75.93 71.13C–N/C–O 11.59 11.77 17.65 10.96 9.56 11.09CONH 4.77 3.25 3.99 3.85 4.68 6.47COOH 11.63 9.01 11.04 7.65 9.83 11.31
Fig. 4. Scheme of the reaction progress on PA-functionalized Kevlar fiber surface.
shows AFM photographs and surface roughness analysis resultsof as-received and 20, 85 wt% PA-functionalized Kevlar fiber,where Ra is the mean surface roughness value and Rmax is the max-imum height roughness value [18]. For the as-received fiber, thesurface grooves resulted from liquid crystal spinning were clear,where Ra was 4.733 nm and Rmax was 32.32 nm. The surface rough-ness of 20 wt% PA-functionalized fiber approached to that ofas-received fiber, in which Ra was 4.683 nm and Rmax was33.02 nm. Moreover, it is difficult to recognize the surface ravinebut slight bulges could be observed. Whereas the surface of85 wt% PA-functionalized fiber is relatively smooth with fewdefects, in which Ra was 0.655 nm and Rmax was 7.971 nm. Thislow roughness was attributed to the inaction and elimination ofthe defects on the fiber surface. With the increase of PA concentra-tion, the effects of acid on the fiber surface increased, resulting inthe smooth fiber surface and the reduction of stress–concentrationpoints [15]. As a result, the possibility of fiber surface damagedecreased and monofilament tensile strength increased. Therefore,PA-functionalized Kevlar fiber could be used to prepare highperformance composites.
3.3. Mechanical properties of Kevlar fiber/epoxy composites
Table 3 shows the mechanical properties of as-received and20 wt% PA-functionalized Kevlar fiber/epoxy composites. Themechanical properties of PA-functionalized Kevlar fiber-reinforcedcomposites were obviously higher than those of as-received fibercomposite. This was attributed to the increase of surface functionalgroups and surface energy that in turn improved the compatibilitybetween fiber and matrix [15]. The PA-functionalized Kevlar fiberwas used as a reinforcing material to evaluate various epoxymatrixes. It is well known that epoxy matrix used in filamentwound composite should possess low viscosity and long gel-time[18,19]. Therefore, three types of epoxy with low viscosity wereused as matrix resin, and each epoxy was responded to three kindsof curing agents.
The mechanical properties of Kevlar fiber composites ofDGEAC/DDM/DETDA system were enhanced greatly. The interfa-cial shear strength (IFSS) of monofilament composite was70.6 MPa. The interlaminar shear strength (ILSS) and the flexuralstrength of unidirectional composite were 72 and 560 MPa,respectively. The mechanical properties of PA-functionalizedfiber composites mainly depended on the chemical structureand properties of epoxy matrix. The polarity of DGEAC was rel-atively high because of lots of ester groups in the molecularchain. As discussed in Section 3.1, owing to the increased

Fig. 6. AFM images and surface roughness analysis results of Kevlar fibers: (a) as-received, (b) 20 wt%, (c) 85 wt% PA-functionalized.
Table 3Mechanical properties of as-received and 20 wt% PA-functionalized Kevlar fiber/epoxy composites
Epoxy Kevlar fiber Hardener IFSS (MPa) ILSS (MPa) Flexural strength (MPa)
DGEBA As-received MeHHPA 53.1 ± 1 51 ± 3 359 ± 10DDM 49.2 ± 1 47 ± 3 316 ± 10DDM/DETDA 54.5 ± 1 53 ± 3 377 ± 10
DGEBA PA-functionalized MeHHPA 60.0 ± 1 62 ± 3 391 ± 10DDM 55.5 ± 1 57 ± 3 355 ± 10DDM/DETDA 61.3 ± 1 64 ± 3 403 ± 10
DGEBF PA-functionalized MeHHPA 61.0 ± 1 65 ± 3 423 ± 10DDM 59.5 ± 1 61 ± 3 413 ± 10DDM/DETDA 68.5 ± 1 68 ± 3 540 ± 10
DGEAC PA-functionalized MeHHPA 64.2 ± 1 66 ± 3 441 ± 10DDM 58.4 ± 1 60 ± 3 415 ± 10DDM/DETDA 70.6 ± 1 72 ± 3 560 ± 10
3212 G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214
amount of surface oxygen and hydroxyl groups, the polarity ofPA-functionalized Kevlar fiber was also high. Therefore, DGEACwas easily incorporated with PA-functionalized Kevlar fiber.Moreover, Kevlar fiber was easily impregnated by epoxy matrixdue to the flexibility and low viscosity of DGEAC. These factorsresulted in good interfacial interaction between fiber and matrix,leading to the enhancement of the mechanical properties ofcomposite [28].
For ductile Kevlar fiber-reinforced composites, it is essentialto enhance the toughness of resin matrix to match the toughnessof fiber. As shown in Table 3, the mechanical properties of com-posites of DGEBF systems were lower than those of compositesof DGEAC systems, but obviously higher than those of compos-ites of DGEBA systems. This was attributed to good toughnessof DGEBF, resulted from higher flexibility of methyl group inmolecular chain of DGEBF, compared to isopropyl group in
Table 4Mechanical properties of composites of various ratios of DGEAC/DGEBF blending systems
DGEAC/DGEBF IFSS (MPa) GIC(kJ/m2) ILSS (MPa) Flexural strengt
100/0 70.6 ± 1 0.644 72.3 ± 3 560 ± 1080/20 71.2 ± 1 0.646 72.1 ± 3 565 ± 1060/40 76.0 ± 1 0.679 79.1 ± 3 615 ± 1020/80 68.5 ± 1 0.587 70.4 ± 3 596 ± 10
molecular chain of DGEBA. It is necessary to blend DGEAC withDGEBF to improve the toughness of resin matrix owing to thehigh crosslink density of DGEAC. Table 4 shows the interfacialshear strength (IFSS) of monofilament composites, mode I frac-ture toughness (GIC), interlaminar shear strength (ILSS), NOL-ringtensile strength of unidirectional composites of various ratios ofDGEAC/DGEBF blending systems, in which DDM/DETDA wasused as the curing agent. The Kevlar fiber strength conversionratios were also calculated.
When 40 wt% DGEBF were added, mode I fracture toughness(GIC) of composites was 0.679 kJ/m2 and the fiber strength conver-sion ratio was 95%, showing obvious improvement compared tothose of system without DGEBF. Meanwhile, the interfacial shearstrength, interlaminar shear strength and NOL-ring tensilestrength were increased to 76, 79 and 1380 MPa, demonstratinggood synergism effects. We attributed this enhancement to
h (MPa) NOL Tensile strength (MPa) Fiber strength conversion ratio (%)
1281 ± 15 881367 ± 15 941380 ± 15 951227 ± 15 84

G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214 3213
toughness matching of fiber and matrix, which was resulted fromthe reduction of crosslink density as well as seldom affecting theviscosity of blending systems.
3.4. Pull-out surface morphology of Kevlar fiber monofilament/epoxycomposites
Fig. 7 shows AFM images, surface phase and roughness analysisresults of pull-out surface of as-received and PA-functionalized Kev-lar fiber monofilament/epoxy composites. In Fig. 7a and b, DGEBA/MeHHPA was used as the resin matrix. There only existed a single fi-ber phase in Fig. 7a, where Ra was 5.639 nm and Rmax was 37.48 nm.This result implied that the interfacial bonding between fiber andmatrix was poor, and the interfacial layer in composite was thin[6]. Consequently, the interface between fiber and matrix was firstlydamaged, resulting in low interfacial shear strength of monofila-ment composite. In Fig. 7b, the pull-out surface exhibited obviouslytwo-phase structure, in which Ra was 6.862 nm and Rmax was70.47 nm. Small resin blocks were adhered on Kevlar fiber surface,suggesting strong interfacial interaction between fiber and matrix.In Fig. 7c, DGEAC/DGEBF/DDM/DETDA was used as the resin matrix.The fiber surface exhibited wave-shape fluctuation and large quan-tity of resin matrixes were covered on the fiber surface. As a result,the surface roughness was rather high, in which Ra was 18.17 nm,Rmax was 210 nm. This indicated that the interfacial layer in compos-ite of blending systems was thick and the interfacial adhesion be-tween fiber and matrix was far enhanced, which resulted in higherinterfacial shear strength of monofilament composite. These resultswere in good agreement with the mechanical properties of monofil-ament composites, as discussed in Section 3.3.
Fig. 7. AFM images, surface phase and roughness analysis of pull-out surface of Kevlar fi(b) DGEBA/MeHHPA/PA-functionalized fiber, (c) DGEAC/DGEBF/DDM/DETDA/PA-functio
Fig. 8. SEM images of split surface of Kevlar fiber composites of (a) DGEBA/MeHHPA/as-rDETDA/PA-functionalized fiber.
3.5. Split surface morphology of unidirectional Kevlar fiber/epoxycomposites
It is established that the mechanical properties of compositesdepend strongly on the degree of interfacial adhesion between fi-ber and matrix [16,29]. To observe the interfacial adhesion, SEMimages of the split surface of as-received and PA-functionalizedKevlar fiber/epoxy composites are shown in Fig. 8. In Fig. 8a andb, DGEBA/MeHHPA was used as the resin matrix. The fracture ofas-received fiber composite occurred at the interface between fiberand matrix. Thus the fiber surface was rather smooth, which meantthat the interfacial bonding was poor and the interface structurecould not transfer stress effectively [7]. However, the surface offunctionalized fiber composite, shown in Fig. 8b, was obviously dif-ferent. The fracture surface showed some fiber skin and resin ma-trix was embedded in the middle of fibers, which demonstrated theimprovement of interfacial adhesion. In Fig. 8c, DGEAC/DGEBF/DDM/DETDA was used as the resin matrix. It can be seen that largequantity of resin matrixes were covered on the fiber surface andthe fiber surface exhibited ductile fracture, which indicated stronginterfacial adhesion between fiber and matrix.
The amount of oxygen functional groups on Kevlar fiber surfacewas significantly changed by PA functionalization. However, a fewpolar functional groups were difficult to react with resin matrix be-cause of the steric effect of polymer molecular. As a result, fiberand matrix were incorporated mainly through the adhesion be-tween polar functional groups and resin matrix, which resultedfrom strong adhesion between epoxy groups and rich-oxygen fibersurfaces [1,30]. With the matching of toughness and polarity offiber and matrix, mechanical interlock effect became stronger,
ber monofilament reinforced composites of (a) DGEBA/MeHHPA/as-received fiber,nalized fiber.
eceived fiber, (b) DGEBA/MeHHPA/PA-functionalized fiber, (c) DGEAC/DGEBF/DDM/

3214 G. Li et al. / Composites Science and Technology 68 (2008) 3208–3214
resulting in enhancement of interfacial adhesion between fiber andmatrix.
4. Conclusion
The amount of surface oxygen and hydroxyl groups of Kevlarfiber can be much increased by 20 wt% phosphorus acid (PA) func-tionalization. The monofilament tensile strength of Kevlar fiberwas constant until the functionalization of 40 wt% PA, while itlinearly increased as PA concentration was over 40 wt%. Owing tothe increase of polar functional groups on the fiber surface, thecompatibility between resin matrix and PA-functionalized Kevlarfiber can be improved greatly. Compared to various combinationsof epoxy and hardener, Kevlar fiber composite of DGEAC/DGEBF/DDM/DETDA system exhibited excellent mechanical properties.This enhancement in mechanical properties was attributed to thestrong interfacial adhesion between fiber surface functional groupsand resin matrix, and the suitable toughness matching betweenductile fiber and toughened matrix.
References
[1] Yue CY, Padmanabhan K. Interfacial studies on surface modified Kevlar fibre/epoxy matrix composites. Composites Part B 1999;30:205–17.
[2] Yue CY, Sui GX, Looi HC. Effects of heat treatment on the mechanical propertiesof Kevlar-29 fiber. Compos Sci Technol 2000;60:421–7.
[3] Anton JJS, Pradas MM, Ribelles JLG. The effect of Kevlar fiber reinforcement onthe curing, thermal, and dynamic-mechanical properties of epoxy/anhydridesystem. Polym Eng Sci 2000;40:1725–35.
[4] Lee SP, Chian KS, Mullarky RH. Effects of bromination and hydrolysistreatments on the morphology and tensile properties of Kevlar-29 fibers.J Mater Sci Lett 1994;13:305–9.
[5] Wu SR, Sheu CS, Shyu SS. Kevlar fiber-epoxy adhesion and its effect oncomposite mechanical and fracture properties by plasma and chemicaltreatment. J Appl Polym Sci 1996;62:1347–60.
[6] Rebouillat S, Peng JCM, Dommet JB. Surface structure of Kevlar fiber studied byatomic force microscopy and inverse gas chromatography. Polymer1999;40:7341–50.
[7] Lin TK, Wu SJ, Lai JG, Shyu SS. The Effect of chemical treatment onreinforcement/matrix interaction in Kevlar-fiber/bismaleimide composites.Compos Sci Technol 2000;60:1873–8.
[8] Park JM, Kim DS, Kim SR. Improvement of interfacial adhesion andnondestructive damage evaluation for plasma-treated PBO and Kevlar fibers/epoxy composites using micromechanical techniques and surface wettability.J Colloid Interface Sci 2003;264:431–45.
[9] Kim EY, An SK, Kim HD. Graft copolymerization of e-caprolactam onto Kevlar-49 fiber surface and properties of grafted Kevlar fiber reinforced composite.J Appl Polym Sci 1997;65:99–107.
[10] Inagaki N, Tasaka S, Kawai H, Yamada Y. Surface modification of aromaticpolyamide film by remote oxygen plasma. J Appl Polym Sci 1997;64:831–40.
[11] Breznick M, Banbaji J, Baklagina YG. Surface treatment technique for aramidfibres. Polym Commun 1987;28:55–60.
[12] Ramazan B, Tesoro CG. Effect of surface-limited reaction on the properties ofKevlar fibers. Text Res J 1990;7:334–44.
[13] Wu Z, Pittman Jr CU, Gardner SD. Nitric acid oxidation of carbon fibers and theeffects of subsequent treatment in refluxing aqueous NaOH. Carbon1995;33:597–605.
[14] Pamula E, Rouxhet PG. Bulk and surface chemical functionalities of type IIIPAN-based carbon fibres. Carbon 2003;41:1905–15.
[15] Park SJ, Seo MK, Ma TJ, Lee DR. Effect of chemical treatment of Kevlar fibers onmechanical interfacial properties of composites. J Colloid Interface Sci2002;252:249–55.
[16] Saikrasun S, Amornsakchai T, Sirisinha C, Meesiri W, Bualek-limcharoen S.Kevlar reinforcement of polyolefin-based thermoplastic elastomer. Polymer1999;40:6437–42.
[17] Urbaczewski-Espuche E, Gerard JF. Toughness improvement of an epoxy/anhydride matrix: influence on processing and fatigue properties ofunidirectional glass–fiber composites. J Appl Polym Sci 1993;47:991–1002.
[18] Chen W, Yu Y, Li P, Wang C, Zhou T, Yang X. Effect of new epoxy matrix forT800 carbon fiber/epoxy filament wound composites. Compos Sci Technol2007;67:2261–70.
[19] Morgan RJ. Structure–property relations of epoxies used as compositematrices. Epoxy resins and composites I, vol. 72. Berlin/Heidelberg: Springer;1985.
[20] Morgan RJ, Walkup CM. Epoxy matrices for filament-wound carbon fibercomposites. J Appl Polym Sci 1987;34:37–46.
[21] Park S, Kim M, Lee J, Choi S. Effect of fiber–polymer interactions on fracturetoughness behavior of carbon fiber-reinforced epoxy matrix composite.J Colloid Interface Sci 2000;228:287–91.
[22] DeCarli M, Kozielski K, Tian W, Varley R. Toughening of a carbon fiberreinforced epoxy anhydride composite using an epoxy terminatedhyperbranched modifier. Compos Sci Technol 2005;65:2156–66.
[23] Zhang JS, Karbhari VM, Wu L, Reynaud D. Field exposure based durabilityassessment of FRP column wrap systems. Composites Part B 2003;34:41–50.
[24] Cuesta A, Martinez-Alonso A, Tascon JMD, Bradley RH. Chemicaltransformations resulting from pyrolysis and CO2 activation of Kevlar flocks.Carbon 1997;35:967–76.
[25] Montes-Moran MA, Paredes JI, Martinez-Alosno A, Tascon JMD. Surfacecharacterization of PPTA fibers using inverse gas chromatography.Macromolecules 2002;35:5085–96.
[26] Ren Y, Wang C, Qiu Y. Influence of aramid fiber moisture regain duringatmospheric plasma treatment on aging of treatment effects on surfacewettability and bonding strength to epoxy. Appl Surf Sci 2007;253:9283–9.
[27] Mosquera MEG, Jamond M, Martinez-Alosno A, Tascon JMD. Thermaltransformation of Kevlar aramid fiber during pyrolysis: infrared and thermalanalysis studies. Chem Mater 1994;6:1918–24.
[28] Wang C, Li P, Yu Y, Yang X. UHMWPE fibers with surface treatment and itscomposites properties. Acta Mater Compos Sinica 2006;2:30–4.
[29] Varelidis PC, Papakostopoulos DG, Pandazis CI, Papaspyrides CD. Polyamidecoated Kevlar fiber in epoxy resin: mechanical properties and moistureabsorption studies. Composites Part A 2000;31:549–58.
[30] Kalantar J, Drzal LT. The bonding mechanism of aramid fibers to epoxymatrices. J Mater Sci 1990;25:4186–202.