Embed Size (px)
Citation preview

Instrumented Molding Cell- Part 1) Interpretation- Part 2) Optimization
Priamus Users’ MeetingOctober 5th, 2005
David Kazmer

Motivation
Optimize molding processesFaster set-upFaster cycle timesHigher quality & fewer rejects
Automatic quality assurance100% fully automatic cyclesHuge labor savings

Frequently Asked Questions How do I interpret a cavity pressure trace? How do I interpret a cavity temperature trace? Which is better for detecting melt at end of flow? Can temperature sensors detect changes in melt
temperature? Can these sensors detect an underfill condition? Can these sensors detect underpack condition? Can these sensors detect an overfill or overpack
condition? How should we setup our molding machine (w.r.t
ram velocity, transfer, etc.)? If only one sensor is used, what/where should it be? What does the future look like?
Part 1
Part 2

Introduction tothe Instrumented
Molding Cell

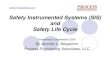
Test Cell 50 ton Electra
injection molding machine
Instrumented mold 2 temperature
sensorsat end of flow
4 pressure transducersnear gates
Priamus eDAQ data acquisition system

Close-up of Instrumented Mold

Close-up of Instrumented Mold

Close-up of eDAQ

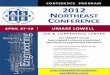
Sensor LocationsTemperature Sensors: Temperature 1 – Tensile Test Bar, End of Fill Temperature 2 – Flexural Test Bar, End of Fill
Pressure Sensors: Pressure 5 – Flexural Test Bar, Near Gate Pressure 6 – Primary/Secondary Runner Intersection Pressure 7 – Rectangular Stepped Plaque, Near
Gate Pressure 8 – Tensile Test Bar, Near Gate
Also adding:•Ram position transducer
•Nozzle pressure transducer•Digital input for switchover

Part with Sensor Locations

Process Data – Full CycleFilling Packing Cooling
Gate freeze-off
Mold closed

Part 1) Interpretation of an Instrumented
Molding Cell

How do I interpret a cavity pressure trace? Filling
Packing
4R
LQP
0
20
40
60
80
100
120
140
160
180
200
0 10 20 30 40
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact
4R
LQP flowup
4R
LQPP flowupdown

How do I interpret a cavity temperature trace?
Heat Transfer
Q high during filling k low during packing
Qdx
Td
C
k
dt
dT
P
2
2
45
47
49
51
53
55
57
59
61
63
65
0 10 20 30 40
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact

Which is better for detecting melt at end of flow? Pressure sensors may detect possible
short shot if: Cavity pressures
are low at ‘fill’ Cavity pressures
decay quicklyat end of pack
0
20
40
60
80
100
120
140
160
180
200
0 10 20 30 40 50
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact

Which is better for detecting melt at end of flow? Temperature sensors will indicate short
shot if: Melt doesn’t reach
transducer Impact specimen
was short
45
47
49
51
53
55
57
59
61
63
65
0 10 20 30 40 50
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact

Which is better for detecting melt at end of flow? Pressure transducer signal to noise ratio
Ramp rate: 5000 psi/s Variation: 19 psi Signal level: 100 psi S/N ratio: ~5:1 Response time: 0.02 s
With noise
0
20
40
60
80
100
120
140
160
180
200
0 10 20 30 40 50
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact

Which is better for detecting melt at end of flow? Temperature sensor signal to noise ratio
Ramp rate: 465 C/s Variation: 0.024 C Signal level: 0.2 C S/N ratio: 8.33 Response time: .001 s
45
47
49
51
53
55
57
59
61
63
65
0 10 20 30 40 50
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact

Can temperature sensors detect changes in melt temperature ? Heat Transfer
Fast injection meanshigh Q & low dt
Slow injection meanslow Q & high dt
Max temperature isvery meaningfulS/N=625!
Qdx
Td
C
k
dt
dT
P
2
2
40
45
50
55
60
65
70
75
0 20 40 60 80 100
Injection Velocity (mm/sec)
Tem
pera
ture
Sen
sor
Out
put (
C)
AverageDuringPacking
MaximumAfter Fill

Peak cavity pressure indicates over-fill
0
50
100
150
200
250
300
350
400
0 10 20 30 40 50
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact
0
50
100
150
200
250
300
350
400
0 10 20 30 40 50
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact
Can pressure sensors detect an overfill condition?

Not really, peak temp indicates melt temp
40
45
50
55
60
65
70
75
0 10 20 30 40
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact
40
45
50
55
60
65
70
75
0 10 20 30 40
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact
Hypothesis: Slope is indicative of rate of heat transfer, and possible thickness/flashing?
?
Can temperature sensors detect an overfill condition?

Can pressure sensors detect over or under packing? Usually indicated by pressure at end of pack
Traces for tensile& impact specimensdecay prior to end ofpack
Gate is frozen offTrace for stepped
part follows sprue Gate not frozen off
0
20
40
60
80
100
120
140
160
0 10 20 30 40
Time (sec)
Pre
ssur
e (b
ar)
P_sprue
P_step
P_tensile
P_impact

Not usually Heat Transfer
Q,k≠f(P)
In this extreme case, parts shrinkfrom wall so low Q
Qdx
Td
C
k
dt
dT
P
2
2
45
47
49
51
53
55
57
59
61
63
65
0 10 20 30 40
Time (sec)
Tem
pera
ture
(C
)
T_tensile
T_impact
Can temperature sensors detect under packing?

FAQ Answers How do I interpret a cavity pressure trace?
Carefully, confounding of temperature, gate freeze, full cavity How do I interpret a cavity temperature trace?
Readily Which is better for detecting melt at end of flow?
Temperature, higher signal to noise ratio & response time Can temperature sensors detect changes in melt temperature?
Yes, by looking at the peak temperature sensed This result is not 1:1, more modeling being done…
Can these sensors detect an underfill condition? Temperature: definitely, by no increase in local mold temperature Pressure: sometimes, by looking at slopes after switchover
Can these sensors detect an underpack condition? Temperature: not usually, sometimes in extreme cases Pressure: usually, by looking at cavity pressure decay
Can these sensors detect an overfill or overpack condition? Pressure: usually, by looking at peak cavity pressure Temperature: not easily, but maybe
Part 1

Part 2) Optimization of an Instrumented
Molding Process

How should we setup our molding machine? Scientific molding is:
Necessary but not sufficient We can and need to do better
Integrated product, mold, and process design Developing mold designs that are fit for purpose, and Relating quality requirements to control strategies
Formal procedures for instrumentation & setup
Lights out is only achieved in small minorityof vertical applications of captive molders!

If only one sensor is used, what/where should it be? One sensor is not sufficient
Lack of observability Recommend:
Screw positionNozzle/hydraulic pressureCavity pressure sensor near gateTemperature sensor at end of fill
Together, a single control strategy may be able to satisfy many molding applicationsFamily molds & multi-gated/cavity molds?

Setup of molding machine1. Short shot study at constant ram velocity
Find required shot size
2. Start with single stage, no packing Adjust VP transfer point for melt to reach key junction Optimize one velocity step, similar to “scientific molding” Add additional stages for each juncture (position vs. velocity)
3. Find required pack pressure to satisfy tolerances, using long pack times
4. Find the minimum packing time for gate freeze-off5. Perform a packing pressure vs. cooling time study to find minimum
cooling time6. Adjust mold/melt temperatures to verify long term stability
Collect parts & identify process fingerprints
7. Implement centered molding process, relying on human validation until process fingerprints & QA system are validated
8. Implement fully automatic quality assurance

1. Short shot study at constant ram velocity Find required shot size
90 mm plastication20 mm switchover point10 mm cushion
Cushion could be reduced, but shot size is OK

2. 1st Stage Optimization Adjust VP transfer point for melt to reach
key junction2 mm stroke
All pressures about the sameSmall lengthLarge diameter
50 mm/sec selected
0
1
2
3
4
5
6
7
8
9
10
0 0.05 0.1 0.15 0.2
Time (sec)
Pre
ssur
e (b
ar)
12 mm/sec
25 mm/sec
50 mm/sec

2. 2nd Stage Optimization Adjust VP transfer point for melt to reach
next key junction2 mm first stageNext 28 mm stroke
Optimize velocity12 mm/sec25 mm/sec50 mm/sec100 mm/sec

Optimization Criterion:Integral of pressure (energy) Pressure varies with velocity
0
10
20
30
40
50
60
70
80
90
0 1 2 3 4
Time (sec)
Pre
ssur
e (b
ar)
12 mm/sec
25 mm/sec
50 mm/sec
100 mm/sec
0
10
20
30
40
50
60
70
80
0 20 40 60 80 100 120
Injection Velocity (mm/sec)
Inte
gral
Pre
ssur
e (B
ar s
)
50 mm/sec is best.

2. 3rd Stage Optimization Adjust VP transfer point for melt to reach
next key junction2 mm first stageNext 28 mm stroke
Optimize velocity12 mm/sec25 mm/sec50 mm/sec100 mm/sec

0
50
100
150
200
250
300
0 20 40 60 80 100 120
Injection Velocity (mm/sec)
Inte
gral
Pre
ssur
e (B
ar s
)
0
20
40
60
80
100
120
140
160
180
200
0 1 2 3 4 5
Time (sec)
Pre
ssur
e (b
ar)
12 mm/sec
25 mm/sec
50 mm/sec
100 mm/sec
Optimization Criterion:Integral of pressure (energy) Pressure varies with velocity
100 mm/sec is best.

Setup of molding machine1. Short shot study at constant ram velocity
Find required shot size
2. Start with single stage, no packing Adjust VP transfer point for melt to reach key junction Optimize one velocity step, similar to “scientific molding” Add additional stages for each juncture (position vs. velocity)
3. Find required pack pressure to satisfy tolerances, using long pack times
4. Find the minimum packing time for gate freeze-off5. Perform a packing pressure vs. cooling time study to find minimum
cooling time6. Adjust mold/melt temperatures to verify long term stability
Collect parts & identify process fingerprints
7. Implement centered molding process, relying on human validation until process fingerprints & QA system are validated
8. Implement fully automatic quality assuranceFurther development warranted & on-going.

What does the future look like? Technology trends
Better, smaller, and cheaper sensorsHigher precision and faster data acquisitionCheaper & faster computers/storage
Application trendsMore applications will use sensors & DAQAutomated control will improve, providing
More capability & lower barrier to entry
Outsourcing will plateau, limited by Capability, infrastructure, shipping & other costs

Acknowledgements
We wish to thank Priamus System Technologies for their generous support and excellent capabilities