Embed Size (px)
Citation preview

Ingersoll Cutting Tools for the AmericasMarketing & Technology Center845 S. Lyford Rd.Rockford, Illinois 61108-2749 U.S.A.Tel: 815-387-6600 Fax: 815-387-6337E-mail: [email protected]: www.ingersoll-imc.com
Ingersoll Cutting Tools de México S.A. de C.V.Carr. Saltillo Monterrey Km. 5.5, Local 2 y 3Saltillo, Coahuila C.P. 25200 MexicoTel: (8) 432-2546, (8) 432-2547Fax: (8) 432-2544E-mail: [email protected]
Ingersoll Cutting Tools for EuropeKalteiche-Ring 21-2535708 Haiger, GermanyTel: 02773-742 0Fax 02773-742 812/814Internet: www.ingersoll-imc.deE-mail: [email protected]
CAT-003-1 (4/04) 7800194Printed in ItalyCAT-003-1 (4/05) 7800194Printed in Italy

B ORINGSYSTEMS
INFO
3nd edition
April 2005


TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY
TECHNOLOGY FOR HIGH PRECISION
Ingersoll Cutting Tool Company has been a leader in the metal removal industry for over 100
years. We have maintained this leadership role by bringing our engineering and
manufacturing expertise together to provide our customers with superior products that, in
turn, give them the edge they need to compete in a global economy.
In our continuing effort to offer innovative tooling and systems that offer real value to our
customers, we are pleased to announce the addition of D'ANDREA high precision machine
tool accessories.
Known throughout the world, D'ANDREA has a full range of modular boring, balanceable
holders, milling chucks and special systems for turning, boring, grooving and facing a wide
variety of workpieces.
Since 1951, D'ANDREA has consistently lead their field in the development of new and
increasingly effective technologies.
Our network of direct Sales Engineers and Technical Distributors are an unparalleled
resource of customer support and tooling application.
These highly trained, skilled professionals work on-site in your facility to insure our
products are performing to your satisfaction.
Ingersoll Cutting Tools, U.S.A.

Y FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PR
A
The ISO 9001
certification
MHD’
U-CENTER
SENSITIV T-TA
AUTORADIAL
U-TRONIC
D’Andrea products
Balanceable tool holders,
up to G1 grade.
Simple, adjustable radial
mounted weights.
TOPRUN
CNC facing and boring heads
for machining centers.
Large CNC facing and boring
heads for boring machines
and machining centers.
Designed as part of a new
machine, new application.
Performs turning, boring,
back turning and more.
Can be “retrofit” to most
CNC’s.
Facing heads with
automatic feed.
No electronic interface
required.
Modular tool holding
system for boring, drilling,
tapping, milling.
Ultra rigid modular
connection.
Boring/facing/grooving
heads.
Designed for use on manual
machines.
Tool rotates while moving
radially.

TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY

INFO
D’ANDREA s.p.a.
Via Garbagnate 71
20020 Lainate (MI) - Italia
Tel. +39 02937532.1
Fax +39 0293753240
www.dandrea.com
3nd edition
April 2005
Y FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH P

TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY

Y FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PRECISION TECHNOLOGY FOR HIGH PR
2
THE COMPANY
TOPRUN
MODULHARD’ANDREA
SENSITIV T-TA
AUTORADIAL
U-CENTER
U-TRONIC
INSERTS
ACCESSORIES AND SPARE PARTS
TECHNICAL DATA
44
10
126
146
178
184
206
158
138
contents

HSK-E
ER p. 24PFS p. 25TR32 p. 26
TOPRUN
High speed balanceable toolholders
HSK-A
ER p. 14FORCE p. 15WLD p. 16WN p. 17PFS p. 18FITMILL p. 19CM p. 20MS p. 21TR50 p. 22
DIN 69871-A
ER p. 28FORCE p. 29WLD p. 30WN p. 31PFS p. 32FITMILL p. 33
270
210
240
21
0
300
330
01
2
p. 186

TOPRUN
High speed balanceable toolholders
MAS 403 BT
ER p. 34FORCE p. 35WLD p. 36WN p. 37PFS p. 38FITMILL p. 39
300
330
01
20
21
210
240
270
21
02
10
270
240
300
330
210
CAT
ER p. 40FORCE p. 41WLD p. 42PFS p. 43
Index
p. 186
p. 186

Balanceable toolholders - Balancing and PrecisionTOPRUN
12
electronic balancing unit;
a quick and easy balancing
of the toolholder complete
with tension rod and tool
according to the ISO
1940/1 standards.
For machining up to
8,000 RPM it is sufficient
to position the
counterweights
at 0° and at 180°.
ADVANTAGES
The use of TOPRUN
balanceable toolholders
provides the following
advantages:
• considerable extension
of spindle bearings life;
• considerable extension
of tool life;
• improved accuracy
and surface finish;
• drastic reduction
of vibrations and noise
level of the machining
centre.
High precision monobloc
toolholders for machining
centres, balanceable for
high speed machining.
QUALITY
TOPRUN toolholders are
manufactured and
guaranteed by design,
manufacturing and sales
procedures according
to the ISO 9001 standard
(certification no. 166/98).
Arbors are manufactured
within tolerance AT3 and
the concentricity with the
tool seat is lower than
0.003 mm.
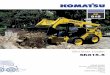
BALANCING
For high speed machining
with TOPRUN toolholders,
the two counterweights in
the graduated groove
(patented) have to be
positioned following the
indications provided by the

D’ANDREABalanceable toolholders - Balancing and Precision
13
The purpose of a
toolholder’s balancing is to
improve the masses’
distribution of its body in
order to produce
centrifugal forces within a
prescribed limit, when
spinning at a given spindle
speed (RPM).
The problem of toolholder
balancing has become
more evident with the
diffusion of high speed
machining: reduced life of
G 16
G 6.3
G 2.5
G 1
G 0.4
6,3
10
16
25
40
63
100
10
16
25
40
63
100
4 6 8 10 12 14 16 18 20 22 24 26 2830 35 40 45 50
0,1
0,16
0,25
0,4
0,63
1
1,6
2,5
4
0,1
RPM x 1000
0,16
0,25
0,4
0,63
1
1,6
2,5
4
6,3
4 6 8 10 12 14 16 18 20 22 24 26 2830 35 40 45 50
e = g.mm/kg
the spindle bearings, short
cutting tool life, vibrations
and poor surface finish.
The balancing operation
has the aim to bring the
original unbalance “U”
within the maximum
admissible level “G”. The
manufacturers of high
speed milling machines
usually prescribe a
balancing level “G 1” or
“G 2.5” for the toolholders
to be used on their
machines according
to the ISO 1940/1
standard.
From the value of the
maximum admissible
unbalance level “G” and
the spindle RPM, the value
“e” can be calculated,
corresponding to the
balancing defect
(expressed in g´mm/kg) or
the toolholder runout
(expressed in µm).
The patented TOPRUN
balancing system allows a
quick, easy and accurate
achievement of high
balancing standards
of the toolholder, within
0.5 g´mm/kg, without
any need to remove or
add material.
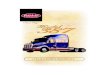
Specifically, the original
unbalance “U” of the tool
and toolholder is
neutralized by the
resulting centrifugal force
“C” produced by the two
balancing masses “T1”
and “T2”. The operator
is guided by the balancing
unit for the appropriate
positioning of the
two masses.
The TOPRUN toolholders
are essential for high
speed machining and they
will enhance machines
and modern tool’s
performance, extending
life and improving quality
standards.
0.003 0.003 0.005
T1
C
U
T2

Balanceable collet chucks holderTOPRUN
14
HSK-A REF. CODE TYPE d1 d2 d3 L L1 L2 kg fig.HSK-A63 ER16.80 41 0 10 16 563 20
ER 16 0.5 – 10 24- 80 40 - 0.9 1
HSK-A63 ER16.120 41 0 12 16 563 20 34 120 80 40 1.1 2
63 HSK-A63 ER25.80 41 0 08 25 563 20ER 25 1 – 16 38
- 80 40 - 1.2 1HSK-A63 ER25.140 41 0 12 25 563 20 45 140 100 50 1.6 2HSK-A63 ER32.90 41 0 08 32 563 20 ER 32 2 – 20 50 - 90 - - 1.5 1HSK-A80 ER25.90 41 0 10 25 580 20
ER 25 1 – 16 38- 90 48 - 1.7 1
HSK-A80 ER25.140 41 0 12 25 580 20 51 140 98 50 2.1 280 HSK-A80 ER32.95 41 0 10 32 580 20
ER 32 2 – 20 50- 95 53 - 2 1
HSK-A80 ER32.145 41 0 12 32 580 20 56 145 103 55 2.8 2HSK-A80 ER40.105 41 0 10 40 580 20 ER 40 3 – 26 63 - 105 - - 2.2 1HSK-A100 ER25.95 41 0 10 25 599 20
ER 25 1 – 16 38- 95 50 - 2.7 1
HSK-A100 ER25.140 41 0 12 25 599 20 53 140 95 50 3.1 2HSK-A100 ER32.100 41 0 10 32 599 20
ER 32 2 – 20 50- 100 55 - 3 1
100HSK-A100 ER32.150 41 0 12 32 599 20 60 150 105 55 3.8 2HSK-A100 ER40.110 41 0 10 40 599 20
ER 40 3 – 26 63- 110 65 - 3.2 1
HSK-A100 ER40.160 41 0 12 40 599 20 68 160 115 65 4.5 2
p. 187p. 212 p. 188-191p. 202
d1
L
L1
d2
01
22
10 33
030
027
024
021
0
L1
L2
L
d3d2d1
210
240
270
300
330
01
22
10
fig. 1
fig. 2
Supplied with coolant tube - without collets and clamping wrenches
NN The ring-nuts of the Toprun spindles allow the use of the ER collets with a working range of 0.5 mm.
HSK-AER - DIN 6499

D’ANDREAHigh precision ultra-tight balanceable toolholder
15
p. 194p. 187 p. 202 p. 212
HSK-A REF. CODE d1 d2 L L1 L2 kg
63HSK-A63 FORCE20.85 41 0 00 20 563 20 20 48 85 59 60 1.2HSK-A63 FORCE32.110 41 0 00 32 563 20 32 66 110 - 80 2
100 HSK-A100 FORCE32.110 41 0 00 32 599 20 32 66 110 81 80 3.6
Supplied with coolant tube - without clamping wrench
HSK-A REF. CODEKIT K01 FORCE 20 HSK63 61 000 20 563 20
63KIT K01 FORCE 32 HSK63 61 000 32 563 20
100 KIT K01 FORCE 32 HSK100 61 000 32 599 20
KIT FORCE
FORCE
ULTRA-TIGHT TIGHTENING
The FORCE ultra high
tightening power is
guaranteed by the reduced
allowance.
PRECISION
The concentricity precision
is always below 5 micron.
COOLANT OUTLET
VCR 20-32 screw for coolant
passage through the tool
(see p. 202) on request.
L
d1 d2
L1
21
02
10
270
240
300
330
210
L2
270
21
02
10
240
300
330210
60
70
80
90 10
20
30
4050
0
3xD
D
VCR 20 - 32
270330
g.2.5
00
1∞2∞
KIT K01 FORCE 20consisting of:1 FORCE 201 RC 20.061 RC 20.081 RC 20.101 RC 20.121 RC 20.161 CHV 50
KIT K01 FORCE 32consisting of:1 FORCE 321 RC 32.061 RC 32.081 RC 32.101 RC 32.121 RC 32.161 RC 32.201 RC 32.251 CHV 75
HSK-A

Balanceable Weldon toolholderTOPRUN
16
p. 187p. 203p. 211
HSK-A REF. CODE d1H5 d2 L L1 kg fig.
HSK-A63 WLD06.65 41 0 20 06 563 20 6 23 65 25 0.9 1HSK-A63 WLD08.65 41 0 20 08 563 20 8 25 65 25 1 1HSK-A63 WLD10.70 41 0 20 10 563 20 10 27 70 30 1 1HSK-A63 WLD12.70 41 0 20 12 563 20 12 34 70 30 1.1 1
63HSK-A63 WLD16.80 41 0 20 16 563 20 16 42 80 40 1.3 1HSK-A63 WLD20.80 41 0 20 20 563 20 20 50 80 - 1.4 1HSK-A63 WLD25.110 41 0 20 25 563 20 25 63 110 - 2.2 2HSK-A63 WLD32.110 41 0 20 32 563 20 32 70 110 - 2.4 2HSK-A80 WLD10.75 41 0 20 10 580 20 10 27 75 33 1.8 1HSK-A80 WLD12.75 41 0 20 12 580 20 12 34 75 33 2 1HSK-A80 WLD16.80 41 0 20 16 580 20 16 42 80 38 2.5 1
80HSK-A80 WLD20.80 41 0 20 20 580 20 20 50 80 38 2.7 1HSK-A80 WLD25.105 41 0 20 25 580 20 25 63.5 105 - 3.1 2HSK-A80 WLD32.105 41 0 20 32 580 20 32 70 105 - 3.3 2HSK-A100 WLD10.80 41 0 20 10 599 20 10 27 80 35 2.8 1HSK-A100 WLD12.80 41 0 20 12 599 20 12 34 80 35 3 1HSK-A100 WLD16.90 41 0 20 16 599 20 16 42 90 45 3.5 1
100 HSK-A100 WLD20.90 41 0 20 20 599 20 20 50 90 45 3.7 1HSK-A100 WLD25.110 41 0 20 25 599 20 25 63 110 65 4.1 2HSK-A100 WLD32.110 41 0 20 32 599 20 32 70 110 65 4.3 2HSK-A100 WLD40.120 41 0 20 40 599 20 40 80 120 - 4.7 2
d1 d2
L1
L
210
240
270
300
330
01
22
10
d2d1
L1
L
210
240
270
300
330
01
22
10
fig. 1
Supplied with coolant tube
HSK-AWLD - DIN 1835-B
fig. 2

D’ANDREABalanceable Whistle Notch toolholder
17
p. 203p. 187 p. 211
L
L1
a
d1 d2
330
300
270
240
210
01
22
10
2°
L1
L
a
d1 d2
210
240
270
300
330
01
22
10
2° 2°
fig. 1
HSK-A REF. CODE d1H5 d2 L L1 a kg fig.
HSK-A63 WN16.90 41 0 30 16 563 20 16 42 90 50 4 1.4 163 HSK-A63 WN20.90 41 0 30 20 563 20 20 50 90 - 4 1.5 1
HSK-A63 WN25.110 41 0 30 25 563 20 25 63 110 - 4 2.2 2HSK-A80 WN20.95 41 0 30 20 580 20 20 50 95 53 4 2.9 1
80 HSK-A80 WN25.105 41 0 30 25 580 20 25 63 105 - 4 3.1 2HSK-A80 WN32.110 41 0 30 32 580 20 32 70 110 - 4 3.3 2HSK-A100 WN20.100 41 0 30 20 599 20 20 50 100 55 4 3.9 1
100 HSK-A100 WN25.110 41 0 30 25 599 20 25 63 110 65 4 4.1 2HSK-A100 WN32.110 41 0 30 32 599 20 32 70 110 65 4 4.3 2
Supplied with coolant tube
HSK-AWN - DIN 1835-E
fig. 2

TOPRUN
18
p. 187p. 204p. 211
HSK-APFSBalanceable face mill holder
L1L
d2d1
330
300
210
240
270
01
21
20d3
M
fig. 1
fig. 2
Supplied with coolant tube
HSK-A REF. CODE d1 d2 d3 M L L1 kg fig.HSK-A63 PFS16.50 41 0 50 16 563 20 16 32 - - 50 15 1 1HSK-A63 PFS22.50 41 0 50 22 563 20 22 40 - - 50 17 1.1 1
63HSK-A63 PFS27.55 41 0 50 27 563 20 27 49.5 - - 55 19 1.3 1HSK-A63 PFS32.60 41 0 50 32 563 20 32 60 - - 60 21.5 1.7 1HSK-A80 PFS22.55 41 0 50 22 580 20 22 40 - - 55 17 1.8 1HSK-A80 PFS27.55 41 0 50 27 580 20 27 50 - - 55 19 2 1
80HSK-A80 PFS32.60 41 0 50 32 580 20 32 60 - - 60 21.5 2.2 1HSK-A80 PFS40.75 41 0 50 40 580 20 40 88 66.7 M12 75 24.5 3.2 2HSK-A100 PFS22.60 41 0 50 22 599 20 22 40 - - 60 17 2.8 1HSK-A100 PFS27.60 41 0 50 27 599 20 27 50 - - 60 19 3.0 1
100HSK-A100 PFS32.60 41 0 50 32 599 20 32 60 - - 60 21.5 3.2 1HSK-A100 PFS40.70 41 0 50 40 599 20 40 88 66.7 M12 70 24.5 3.6 2
L1
d1 d2
L
210
270
300
330
01
22
10

D’ANDREA
19
p. 187 p. 211
HSK-AFITMILL Balanceable toolholder for milling heads with threaded fitting
HSK-A REF. CODE M d1H6 d2 d3 L L1 L2 kg
HSK-A63 FM8.25 41 0 85 08 563 20 15 63 25 0.7HSK-A63 FM8.50 41 0 86 08 563 20 M 8 8.5 13 23 88 50 7 0.8HSK-A63 FM8.75 41 0 87 08 563 20 25 113 75 0.9HSK-A63 FM10.25 41 0 85 10 563 20 20 63 25 0.7HSK-A63 FM10.50 41 0 86 10 563 20
M 10 10.5 1825 88 50
80.8
HSK-A63 FM10.75 41 0 87 10 563 20 28 113 75 0.9HSK-A63 FM10.100 41 0 88 10 563 20 30 138 100 1
63HSK-A63 FM12.25 41 0 85 12 563 20 23 63 25 0.7HSK-A63 FM12.50 41 0 86 12 563 20
M 12 12.5 2125 88 50
8.50.8
HSK-A63 FM12.75 41 0 87 12 563 20 30 113 75 1HSK-A63 FM12.100 41 0 88 12 563 20 35 138 100 1.1HSK-A63 FM16.25 41 0 85 16 563 20 30 63 25 0.8HSK-A63 FM16.50 41 0 86 16 563 20 33 88 50 1HSK-A63 FM16.75 41 0 87 16 563 20 M 16 17 29 35 113 75 8.5 1.1HSK-A63 FM16.100 41 0 88 16 563 20 40 138 100 1.4HSK-A63 FM16.125 41 0 89 16 563 20 45 163 125 1.7HSK-A100 FM12.50 41 0 86 12 599 20 25 93 50 2.3HSK-A100 FM12.100 41 0 88 12 599 20 M12 12.5 21 35 143 100 8.5 2.6HSK-A100 FM12.150 41 0 90 12 599 20 45 193 150 3.9
100 HSK-A100 FM12.200 41 0 92 12 599 20 53 243 200 5.2HSK-A100 FM16.50 41 0 86 16 599 20 33 93 50 2.5HSK-A100 FM16.100 41 0 88 16 599 20 M16 17 29 40 143 100 8.5 2.9HSK-A100 FM16.150 41 0 90 16 599 20 53 193 150 4.2HSK-A100 FM16.200 41 0 92 16 599 20 53 243 200 5.5
Supplied with coolant tube
d2 d3M d1
L
L2
L1
210
240
330
300
270
21
02
01

TOPRUN
20
p. 211
HSK-ACMMorse taper toolholder
HSK-A REF. CODE MORSE d1 d2 L L1 kgHSK-A63 CM2.110 B 41 0 71 02 563 20 2 17.780 32 110 84 2
63 HSK-A63 CM3.130 B 41 0 71 03 563 20 3 23.825 40 130 104 2.2HSK-A63 CM4.155 B 41 0 71 04 563 20 4 31.267 48 155 129 2.6HSK-A80 CM2.110 B 41 0 71 02 580 20 2 17.780 32 110 84 3.6
80 HSK-A80 CM3.130 B 41 0 71 03 580 20 3 23.825 40 130 104 3.8HSK-A80 CM4.155 B 41 0 71 04 580 20 4 31.267 48 155 129 4.2HSK-A100 CM2.120 B 41 0 71 02 599 20 2 17.780 32 120 91 3.8
100 HSK-A100 CM3.140 B 41 0 71 03 599 20 3 23.825 40 140 111 4HSK-A100 CM4.160 B 41 0 71 04 599 20 4 31.267 48 160 131 4.6
LL1
d1 d2

D’ANDREA
21
p. 192-193 p. 211
HSK-AMS Tapping toolholder
HSK-A REF. CODE d1 d2 L L1 a kg
63HSK-A63 MS 1 M3-12 41 0 60 01 563 20 19 41 72 46 7.5 1HSK-A63 MS 2 M8-20 41 0 60 02 563 20 31 60 110 84 10 1.7HSK-A80 MS 1 M3-12 41 0 60 01 580 20 19 41 75 49 7.5 1.8
80 HSK-A80 MS 2 M8-20 41 0 60 02 580 20 31 60 95 69 10 2HSK-A80 MS 3 M14-33 41 0 60 03 580 20 48 86 141 115 17.5 2.3HSK-A100 MS 1 M3-12 41 0 60 01 599 20 19 41 80 51 7.5 2.7
100 HSK-A100 MS 2 M8-20 41 0 60 02 599 20 31 60 100 71 10 3HSK-A100 MS 3 M14-33 41 0 60 03 599 20 48 86 144 115 17.5 3.3
L
L1
a a
d1 d2

TOPRUN
22
p. 187p. 211 p. 195p. 204
INFO
p. 209
HSK-ATR50Balanceable micrometric boring head Testarossa
HSK-A REF. CODE Ø L L1 kg63 TR50 HSK-A63 45 50 050 3063 1 2.5 ~ 22 93.5 67.5 1.4
REF. CODE Ø L1 L2
B1.02 57 201 05 02 001 2.5 ~ 4 21 12.5B1.04 57 201 05 04 001 4 ~ 6 24 21
B1...
TR50 HSK-A63
Ø 2.5 ~ 22RPM MAX 20.000
HSK-A REF. CODE Ø L L1 lb63 TR50 HSK-A63 INCH 45 50 050 3663 1 .100 ~ .860 3.681 2.657 3.08
METRIC
INCH
ø 50
4
LL1
ø 16
H6
21
ø
330
300
270
240
210
01
22
10
Supplied with coolant tube
L1
L2
ø 8
g5
ø
D 08.16
96°
Carbide tools
2µm

D’ANDREA
23
p. 180-181
INFO
p. 209
REF. CODE Ø L L1
B3.06 57 201 05 06 001 6 ~ 8 29 21WCGT 0201.. -
TS 21TORX T06
B3.08 57 201 05 08 001 8 ~ 10 36 28 TS 211B3.10 57 201 05 10 001 10 ~ 12 43 35B3.11 57 201 05 11 001 11 ~ 13 48 40B3.12 57 201 05 12 001 12 ~ 14 48 42B3.14 57 201 05 14 001 14 ~ 16 52 50 - TPGX 0902.. CS 250 T TORX T08B3.16 57 201 05 16 001 16 ~ 18 58 50B3.18 57 201 05 18 001 18 ~ 22 63 -B3.22 57 201 05 22 001 22 ~ 30 68 -
REF. CODE Ø L
B5.06 57 201 05 06 105 6 ~ 8 36WCGT 0201.. -
TS 21TORX T06
B5.08 57 201 05 08 105 8 ~ 10 48 TS 211B5.10 57 201 05 10 105 10 ~ 12 60B5.12 57 201 05 12 105 12 ~ 14 72B5.14 57 201 05 14 105 14 ~ 16 84
- TPGX 0902.. CS 250 T TORX T08
B5.16 57 201 05 16 105 16 ~ 18 96
B3...
B5...
B8...
22 Lø1
6 g5
ø93
°
Vibration-damping tools
L22
ø16
g5
L1
ø93
°
Tools
REF. CODE Ø L L
B8.06 57 201 05 06 108 6 ~ 8 45WCGT 0201.. -
TS 21TORX T06
B8.08 57 201 05 08 108 8 ~ 10 60 TS 211B8.10 57 201 05 10 108 10 ~ 12 75B8.12 57 201 05 12 108 12 ~ 14 90
- TPGX 0902.. CS 250 T TORX T08B8.14 57 201 05 14 108 14 ~ 16 105B8.16 57 201 05 16 108 16 ~ 18 120
Tools with carbide shank
L22
ø16
g5
ø93
°

TOPRUN
24
p. 211 p. 188-191
HSK-EER - DIN 6499Balanceable collet chucks holder
HSK-E REF. CODE TYPE d1 d2 d3 L L1 L2 kg fig.HSK-E40 ER16.60 41 0 10 16 540 25
ER 16 0.5 - 10 24- 60 28.5 - 0.3 1
40 HSK-E40 ER16.100 41 0 12 16 540 25 28 100 68.5 36 0.4 2HSK-E40 ER25.70 41 0 10 25 540 25 ER 25 1 - 16 38 - 70 - - 0.7 1HSK-E50 ER16.70 41 0 08 16 550 25
ER 16 0.5 - 10 24- 70 31 - 0.7 1
50 HSK-E50 ER16.100 41 0 12 16 550 25 29 100 61 38 0.8 2HSK-E50 ER25.70 41 0 08 25 550 25 ER 25 1 - 16 38 - 70 31 - 1 1
p. 202
NN The ring-nuts of the Toprun spindles allow the use of the ER collets with a working range of 0.5 mm.
Supplied without collets and clamping wrenches
fig. 1
fig. 2
d3d2d1
L1
L
L2
01
22
10
270
240
300
330
210
L
L1
d1 d2
210
330
300
240
270
01
22
10

D’ANDREA
25
p. 204 p. 211
HSK-EPFS Balanceable face mill holder
HSK-E REF. CODE d1 d2 L L1 kg
40HSK-E40 PFS16.45 41 0 50 16 540 25 16 32 45 15 0.3HSK-E40 PFS22.46 41 0 50 22 540 25 22 40 46 17 0.5
50HSK-E50 PFS16.50 41 0 50 16 550 25 16 32 50 15 0.7HSK-E50 PFS22.50 41 0 50 22 550 25 22 40 50 17 0.9
L L1
d2d1
210
330
300
240
270
01
22
10

TOPRUN
26
HSK-E..TR32Balanceable micrometric boring head Testarossa
HSK-E REF. CODE Ø L L1 L2 kg40 TR32 HSK-E40 45 50 032 3040 5 2.5 ~ 18 70 50 38.5 0.550 TR32 HSK-E50 45 50 032 3050 5 2.5 ~ 18 80 54 38 0.8
TR32 HSK-E..Ø 2.5 ~ 18
RPM MAX 20.000
METRIC
INCH
HSK-E REF. CODE Ø L L1 L2 lb40 TR32 HSK-E40 INCH 45 50 032 3640 5 .10 ~ .70 2.755 1.968 1.515 1.10250 TR32 HSK-E50 INCH 45 50 032 3650 5 .10 ~ .70 3.149 2.125 1.496 1.764
p. 211
INFO
p. 209 p. 204
2µmL
L1
L2
16
Ø 8
H6
ø32ø
01
22
10
270
240
300
330
210
1.5

D’ANDREA
27
REF. CODE Ø L L1
B1.06 57 201 05 06 000 6 ~ 8 23 21WCGT 0201.. -
TS 21TORX T06
B1.08 57 201 05 08 000 8 ~ 10 28 - TS 211B1.10 57 201 05 10 000 10 ~ 12 36 - - TPGX 0902.. CS 250 T TORX T08
REF. CODE Ø L L1 L2
B1.02 57 201 05 02 001 2.5 ~ 4 22 21 12.5B1.04 57 201 05 04 001 4 ~ 6 24 24 21
Carbide tools
B1...
B1...
Tools
p. 180-181
INFO
p. 209
Ø
96°
L2
L1
Ø 8
g5
L
Ø 8
g5
L1
L16
Ø
95°
REF. CODE Ø L
B1.12 57 201 05 12 000 12 ~ 14 42B1.14 57 201 05 14 000 14 ~ 16 48 TPGX 0902.. CS 250 T TORX T08B1.16 57 201 05 16 000 16 ~ 18 54
B1...
Tools
93°
L14
Ø Ø 8
g5

TOPRUN
28
p. 186p. 212 p. 188-191p. 202
DIN 69871-AER - DIN 6499Balanceable collet chucks holder
ISO REF. CODE TYPE d1 d2 d3 L L1 L2 kg fig.DIN69871-A40 ER16.70 41 0 08 16 140 20
ER 16 0.5 ~ 10 24- 70 30 - 1.1 1
DIN69871-A40 ER16.120 41 0 12 16 140 20 34 120 80 40 1.3 240 DIN69871-A40 ER25.70 41 0 08 25 140 20
ER 25 1 ~ 16 38- 70 30 - 1.4 1
DIN69871-A40 ER25.140 41 0 12 25 140 20 45 140 100 50 1.8 2DIN69871-A40 ER32.75 41 0 08 32 140 20 ER 32 2 ~ 20 50 - 75 - - 1.7 1DIN69871-A50 ER25.90 41 0 10 25 150 20
ER 25 1 ~ 16 38- 90 45 - 3.1 1
DIN69871-A50 ER25.140 41 0 12 25 150 20 55 140 95 45 3.4 250 DIN69871-A50 ER32.100 41 0 10 32 150 20
ER 32 2 ~ 20 50- 100 55 - 3.4 1
DIN69871-A50 ER32.150 41 0 12 32 150 20 58 150 105 55 4.2 2DIN69871-A50 ER40.110 41 0 10 40 150 20 ER 40 3 ~ 26 63 - 110 65 - 3.6 1
Supplied without collets and clamping wrenches
d2
L1
L
d1270
210
240
21
0
300
330
01
2
fig. 1
NN The ring-nuts of the Toprun spindles allow the use of the ER collets with a working range of 0.5 mm.
fig. 2
d1
L
L1
L2
d3d2
210
240
270
300
330
01
22
10

D’ANDREA
29
p. 194p. 186 p. 202 p. 212
DIN 69871-A
ISO REF. CODE d1 d2 L L1 L2 kg
40DIN69871-A40 FORCE20.75 41 0 00 20 140 20 20 48 75 55.9 60 1.3DIN69871-A40 FORCE32.105 41 0 00 32 140 20 32 66 105 - 80 2.1DIN69871-A50 FORCE20.90 41 0 00 20 150 20 20 48 90 70.9 60 3.2
50DIN69871-A50 FORCE32.100 41 0 00 32 150 20 32 66 100 80.9 100 4
High precision ultra-tight balanceable toolholder
ISO REF. CODE
40KIT K01 FORCE20 DIN40 61 0 00 20 140 20KIT K01 FORCE32 DIN40 61 0 00 32 140 20KIT K01 FORCE20 DIN50 61 0 00 20 150 20
50KIT K01 FORCE32 DIN50 61 0 00 32 150 20
d2d1
L
L1
210
330
300
240
270
01
20
12
L2
Without clamping wrench
FORCE
KIT FORCE
ULTRA-TIGHT TIGHTENING
The FORCE ultra high
tightening power is
guaranteed by the reduced
allowance.
PRECISION
The concentricity precision
is always below 5 micron.
COOLANT OUTLET
VCR 20-32 screw for coolant
passage through the tool
(see p. 202) on request.
210330
300
240
01
20
12
270 D
3xD
0
5040
30
20
1090
80
70
60
VCR 20 - 32
g.2.5
00
1∞2∞
210330
KIT K01 FORCE 20consisting of:1 FORCE 201 RC 20.061 RC 20.081 RC 20.101 RC 20.121 RC 20.161 CHV 50
KIT K01 FORCE 32consisting of:1 FORCE 321 RC 32.061 RC 32.081 RC 32.101 RC 32.121 RC 32.161 RC 32.201 RC 32.251 CHV 75

TOPRUN
30
p. 186p. 212 p. 203
DIN 69871-AWLD - DIN 1835-BBalanceable Weldon toolholder
ISO REF. CODE d1H5 d2 L L1 kg fig.
DIN69871-A40 WLD06.65 41 0 20 06 140 20 6 23 65 25 1 1DIN69871-A40 WLD08.65 41 0 20 08 140 20 8 25 65 25 1.1 1DIN69871-A40 WLD10.70 41 0 20 10 140 20 10 27 70 30 1.2 1
40DIN69871-A40 WLD12.70 41 0 20 12 140 20 12 34 70 30 1.3 1DIN69871-A40 WLD16.75 41 0 20 16 140 20 16 42 75 35 1.4 1DIN69871-A40 WLD20.75 41 0 20 20 140 20 20 50 75 - 1.5 1DIN69871-A40 WLD25.100 41 0 20 25 140 20 25 63 100 - 2.1 2DIN69871-A40 WLD32.110 41 0 20 32 140 20 32 70 110 - 2.7 2DIN69871-A50 WLD12.75 41 0 20 12 150 20 12 34 75 30 2.9 1DIN69871-A50 WLD16.80 41 0 20 16 150 20 16 42 80 35 3 1
50DIN69871-A50 WLD20.80 41 0 20 20 150 20 20 50 80 35 3.1 1DIN69871-A50 WLD25.105 41 0 20 25 150 20 25 63 105 60 3.7 2DIN69871-A50 WLD32.110 41 0 20 32 150 20 32 70 110 65 4 2DIN69871-A50 WLD40.115 41 0 20 40 150 20 40 80 115 - 4.2 2
fig. 2
d2d1
L1
L
20
1
210
240
270
21
0 330
300
fig. 1
d1 d2
L1
L
20
1
210
240
270
21
0 330
300

D’ANDREA
31
p. 186 p. 203 p. 212
DIN 69871-AWN - DIN 1835-E Balanceable Whistle Notch toolholder
ISO REF. CODE d1H5 d2 L L1 a kg fig.
DIN69871-A40 WN16.75 41 0 30 16 140 20 16 42 75 35 4 1.4 140 DIN69871-A40 WN20.75 41 0 30 20 140 20 20 50 75 - 4 1.5 1
DIN69871-A40 WN25.100 41 0 30 25 140 20 25 63 100 - 4 2.1 2DIN69871-A50 WN20.80 41 0 30 20 150 20 20 50 80 35 4 3.2 1
50 DIN69871-A50 WN25.105 41 0 30 25 150 20 25 63 105 60 4 3.8 2DIN69871-A50 WN32.105 41 0 30 32 150 20 32 70 105 60 4 4.2 2
fig. 2
L
L1
d2
a
d1
300
330
01
2
270
240
210
10
2
2° 2°
fig. 1
d1 d2
L
L1a
300
210
240
270
01
20
12
330
2°

TOPRUN
32
p. 186p. 212 p. 204
DIN 69871-APFSBalanceable face mill holder
ISO REF. CODE d1 d2 d3 M L L1 kg fig.DIN69871-A40 PFS16.50 41 0 50 16 140 20 16 32 - - 50 15 1.2 1DIN69871-A40 PFS22.55 41 0 50 22 140 20 22 40 - - 55 17 1.3 1
40DIN69871-A40 PFS27.60 41 0 50 27 140 20 27 50 - - 60 19 1.5 1DIN69871-A40 PFS32.65 41 0 50 32 140 20 32 60 - - 65 21.5 1.9 1DIN69871-A50 PFS22.60 41 0 50 22 150 20 22 40 - - 60 17 2.9 1
50DIN69871-A50 PFS27.60 41 0 50 27 150 20 27 50 - - 60 19 3.1 1DIN69871-A50 PFS32.60 41 0 50 32 150 20 32 60 - - 60 21.5 3.5 1DIN69871-A50 PFS40.70 41 0 50 40 150 20 40 88 66.7 M12 70 24.5 4.5 2
fig. 1
d1 d2
L L1
270
210
240
300
330
01
22
10
d3
M
L1L
d1 d2
01
22
10
6030
033
030
0
fig. 2

D’ANDREA
33
p. 186 p. 212
DIN 69871-AFITMILL Balanceable toolholder for milling heads with threaded fitting
ISO REF. CODE M d1H6 d2 d3 L L1 L2 kgDIN69871-A40 FM8.25 41 0 85 08 140 20 15 63 25 0.9DIN69871-A40 FM8.50 41 0 86 08 140 20 M 8 8.5 13 23 88 50 7 1DIN69871-A40 FM8.75 41 0 87 08 140 20 25 113 75 1.1DIN69871-A40 FM10.25 41 0 85 10 140 20 20 63 25 0.9DIN69871-A40 FM10.50 41 0 86 10 140 20
M 10 10.5 1825 88 50
81
DIN69871-A40 FM10.75 41 0 87 10 140 20 28 113 75 1.1DIN69871-A40 FM10.100 41 0 88 10 140 20 30 138 100 1.2
40DIN69871-A40 FM12.25 41 0 85 12 140 20 23 63 25 0.9DIN69871-A40 FM12.50 41 0 86 12 140 20
M 12 12.5 2125 88 50
8.51
DIN69871-A40 FM12.75 41 0 87 12 140 20 30 113 75 1.1DIN69871-A40 FM12.100 41 0 88 12 140 20 35 138 100 1.2DIN69871-A40 FM16.25 41 0 85 16 140 20 30 63 25 1DIN69871-A40 FM16.50 41 0 86 16 140 20 33 88 50 1.2DIN69871-A40 FM16.75 41 0 87 16 140 20 M 16 17 29 35 113 75 8.5 1.3
DIN69871-A40 FM16.100 41 0 88 16 140 20 40 138 100 1.6DIN69871-A40 FM16.125 41 0 89 16 140 20 45 163 125 1.9DIN69871-A50 FM12.50 41 0 86 12 150 20 25 93 50 2.1DIN69871-A50 FM12.100 41 0 88 12 150 20
M12 12.5 2135 143 100
8.52.4
DIN69871-A50 FM12.150 41 0 90 12 150 20 45 193 150 3.7
50DIN69871-A50 FM12.200 41 0 92 12 150 20 53 243 200 4.9DIN69871-A50 FM16.50 41 0 86 16 150 20 33 93 50 2.3DIN69871-A50 FM16.100 41 0 88 16 150 20
M16 17 2940 143 100
8.52.7
DIN69871-A50 FM16.150 41 0 90 16 150 20 53 193 150 4DIN69871-A50 FM16.200 41 0 92 16 150 20 53 243 200 5.3
L
M d3
L1
d2d1
L2
270
300
330
240
210
10
20
12

TOPRUN
34
p. 186p. 213 p. 188-191p. 202
MAS 403 BTER - DIN 6499Balanceable collet chucks holder
ISO REF. CODE TYPE d1 d2 d3 L L1 L2 kg fig.MAS403 BT30 ER16.60 41 0 10 16 130 30
ER 16 0.5 ~ 10 24- 60 25 - 0.8 1
30 MAS403 BT30 ER16.90 41 0 12 16 130 30 29 90 55 32 0.9 2MAS403 BT30 ER25.60 41 0 10 25 130 30 ER 25 1 ~ 16 38 - 60 25.5 - 1.1 1MAS403 BT40 ER16.70 41 0 08 16 140 30
ER 16 0.5 ~ 10 24- 70 30 - 1.1 1
MAS403 BT40 ER16.120 41 0 12 16 140 30 34 120 80 40 1.3 240 MAS403 BT40 ER25.70 41 0 08 25 140 30
ER 25 1 ~ 16 38- 70 30 - 1.4 1
MAS403 BT40 ER25.140 41 0 12 25 140 30 45 140 100 50 1.8 2MAS403 BT40 ER32.75 41 0 08 32 140 30 ER 32 2 ~ 20 50 - 75 32 - 1.7 1MAS403 BT50 ER25.90 41 0 10 25 150 30
ER 25 1 ~ 16 38- 90 37 - 4.2 1
MAS403 BT50 ER25.140 41 0 12 25 150 30 48 140 87 37 4.6 250 MAS403 BT50 ER32.100 41 0 10 32 150 30
ER 32 2 ~ 20 50- 100 47 - 4.6 1
MAS403 BT50 ER32.150 41 0 12 32 150 30 58 150 97 47 5.3 2MAS403 BT50 ER40.110 41 0 10 40 150 30 ER 40 3 ~ 26 63 - 110 57 - 4.7 1
L
L1
d2d1
300
330
01
20
21
210
240
270
L2
L1
L
d1 d2 d3270
240
210
12
02
10 33
030
0
fig. 1
fig. 2
Supplied without collets and clamping wrenches
NN The ring-nuts of the Toprun spindles allow the use of the ER collets with a working range of 0.5 mm.

D’ANDREA
35
p. 194p. 186 p. 202 p. 213
MAS 403 BTHigh precision ultra-tight balanceable toolholder
ISO REF. CODEKIT K01 FORCE20 BT40 61 0 00 20 140 30
40KIT K01 FORCE32 BT40 61 0 00 32 140 30KIT K01 FORCE20 BT50 61 0 00 20 150 30
50KIT K01 FORCE32 BT50 61 0 00 32 150 30
KIT FORCE
FORCE
ISO REF. CODE d1 d2 L L1 L2 kg
40MAS403 BT40 FORCE20.80 41 0 00 20 140 30 20 48 80 53.5 60 1.4MAS403 BT40 FORCE32.90 41 0 00 32 140 30 32 66 90 65 80 1.9MAS403 BT50 FORCE20.95 41 0 00 20 150 30 20 48 95 57 60 2.6
50MAS403 BT50 FORCE32.105 41 0 00 32 150 30 32 66 105 67 100 3.1
L1
L
d1 d2270
240
300
330
210
21
02
10
L2
Supplied without clamping wrenches
KIT K01 FORCE 20consisting of:1 FORCE 201 RC 20.061 RC 20.081 RC 20.101 RC 20.121 RC 20.161 CHV 50
KIT K01 FORCE 32consisting of:1 FORCE 321 RC 32.061 RC 32.081 RC 32.101 RC 32.121 RC 32.161 RC 32.201 RC 32.251 CHV 75
ULTRA-TIGHT TIGHTENING
The FORCE ultra high
tightening power is
guaranteed by the reduced
allowance.
PRECISION
The concentricity precision
is always below 5 micron.
COOLANT OUTLET
VCR 20-32 screw for coolant
passage through the tool
(see p. 202) on request.
270
21
02
10
240
300
330210
60
70
80
90 10
20
30
4050
0
D
3xD
VCR 20 - 32
330210
2∞1∞
00
g.2.5

TOPRUN
36
p. 186p. 213 p. 203
L1
L
d2d1270
240
210
12
02
10 33
030
0
L1
L
d1 d2270
240
210
12
02
10 33
030
0
MAS 403 BTWLD - DIN 1835-BBalanceable Weldon toolholder
BT REF. CODE d1H5 d2 L L1 kg fig.
MAS403 BT40 WLD06.65 41 0 20 06 140 30 6 23 65 25 1 1MAS403 BT40 WLD08.65 41 0 20 08 140 30 8 25 65 25 1.1 1MAS403 BT40 WLD10.70 41 0 20 10 140 30 10 27 70 30 1.2 1
40MAS403 BT40 WLD12.70 41 0 20 12 140 30 12 34 70 30 1.3 1MAS403 BT40 WLD16.75 41 0 20 16 140 30 16 42 75 35 1.4 1MAS403 BT40 WLD20.75 41 0 20 20 140 30 20 50 75 48 1.5 1MAS403 BT40 WLD25.100 41 0 20 25 140 30 25 63 100 - 2.1 2MAS403 BT40 WLD32.110 41 0 20 32 140 30 32 70 110 - 2.8 2MAS403 BT50 WLD12.85 41 0 20 12 150 30 12 34 85 32 4.1 1MAS403 BT50 WLD16.90 41 0 20 16 150 30 16 42 90 37 4.2 1
50MAS403 BT50 WLD20.90 41 0 20 20 150 30 20 50 90 37 4.4 1MAS403 BT50 WLD25.115 41 0 20 25 150 30 25 63 115 62 4.9 2MAS403 BT50 WLD32.115 41 0 20 32 150 30 32 70 115 62 5.4 2MAS403 BT50 WLD40.125 41 0 20 40 150 30 40 80 125 - 5.8 2
fig. 1
fig. 2

D’ANDREA
37
p. 186 p. 203 p. 213
d1
L1
L
a
d2
300
330
01
20
21
210
240
270
2°
d1 d2
L
L1
a
300
330
01
20
21
210
240
270
2° 2°
MAS 403 BTWN - DIN 1835-E Balanceable Whistle Notch toolholder
BT REF. CODE d1H5 d2 L L1 a kg fig.
MAS403 BT40 WN16.75 41 0 30 16 140 30 16 42 75 35 4 1.4 140 MAS403 BT40 WN20.75 41 0 30 20 140 30 20 50 75 - 4 1.5 1
MAS403 BT40 WN25.100 41 0 30 25 140 30 25 63 100 - 4 2.1 2MAS403 BT50 WN20.90 41 0 30 20 150 30 20 50 90 37 4 3.6 1
50 MAS403 BT50 WN25.110 41 0 30 25 150 30 25 63 110 57 4 4.1 1MAS403 BT50 WN32.115 41 0 30 32 150 30 32 70 115 62 4 4.8 2
fig. 1
fig. 2

TOPRUN
38
p. 186p. 213 p. 204
MAS 403 BTPFSBalanceable face mill holder
BT REF. CODE d1 d2 d3 M L L1 kg fig.
30MAS403 BT30 PFS16.45 41 0 50 16 130 30 16 32 - - 45 15 0.9 1MAS403 BT30 PFS22.45 41 0 50 22 130 30 22 39.5 - - 45 17 1 1MAS403 BT40 PFS16.50 41 0 50 16 140 30 16 32 - - 50 15 1.2 1MAS403 BT40 PFS22.55 41 0 50 22 140 30 22 40 - - 55 17 1.3 1
40MAS403 BT40 PFS27.60 41 0 50 27 140 30 27 50 - - 60 19 1.5 1MAS403 BT40 PFS32.65 41 0 50 32 140 30 32 60 - - 65 21.5 1.9 1MAS403 BT50 PFS22.65 41 0 50 22 150 30 22 40 - - 65 17 4 1
50MAS403 BT50 PFS27.65 41 0 50 27 150 30 27 50 - - 65 19 4.1 1MAS403 BT50 PFS32.70 41 0 50 32 150 30 32 60 - - 70 21.5 4.3 1MAS403 BT50 PFS40.75 41 0 50 40 150 30 40 88 66.7 M12 75 24.5 5 2
fig. 2
d3
M
L
d1 d2
L1
300
330
030
60
01
22
10
fig. 1
L1
d2d1
L
270
240
210
12
02
10 33
030
0

D’ANDREA
39
p. 186 p. 213
MAS 403 BTFITMILL Balanceable toolholder for milling heads with threaded fitting
BT REF. CODE M d1H6 d2 d3 L L1 L2 kg
MAS403 BT40 FM8.25 41 0 85 08 140 30 15 64 25 0.9MAS403 BT40 FM8.50 41 0 86 08 140 30 M 8 8.5 13 23 89 50 7 1MAS403 BT40 FM8.75 41 0 87 08 140 30 25 114 75 1.1MAS403 BT40 FM10.25 41 0 85 10 140 30 20 64 25 0.9MAS403 BT40 FM10.50 41 0 86 10 140 30
M 10 10.5 1825 89 50
81
MAS403 BT40 FM10.75 41 0 87 10 140 30 28 114 75 1.1MAS403 BT40 FM10.100 41 0 88 10 140 30 30 139 100 1.2
40 MAS403 BT40 FM12.25 41 0 85 12 140 30 23 64 25 0.9MAS403 BT40 FM12.50 41 0 86 12 140 30 25 89 50 1MAS403 BT40 FM12.75 41 0 87 12 140 30
M 12 12.5 2130 114 75
8.51.1
MAS403 BT40 FM12.100 41 0 88 12 140 30 35 139 100 1.2MAS403 BT40 FM16.25 41 0 85 16 140 30 30 64 25 1MAS403 BT40 FM16.50 41 0 86 16 140 30 33 89 50 1.2
MAS403 BT40 FM16.75 41 0 87 16 140 30 M 16 17 29 35 114 75 8.5 1.3MAS403 BT40 FM16.100 41 0 88 16 140 30 40 139 100 1.6MAS403 BT40 FM16.125 41 0 89 16 140 30 45 164 125 1.9MAS403 BT50 FM12.50 41 0 86 12 150 30 25 102 50 2.1MAS403 BT50 FM12.100 41 0 88 12 150 30
M12 12.5 2135 152 100
8.52.4
MAS403 BT50 FM12.150 41 0 90 12 150 30 45 202 150 3.7
50 MAS403 BT50 FM12.200 41 0 92 12 150 30 53 252 200 4.9MAS403 BT50 FM16.50 41 0 86 16 150 30 33 102 50 2.3MAS403 BT50 FM16.100 41 0 88 16 150 30
M16 17 2940 152 100
8.52.7
MAS403 BT50 FM16.150 41 0 90 16 150 30 53 202 150 4MAS403 BT50 FM16.200 41 0 92 16 150 30 53 252 200 5.3
L
M d3
L1
L2
d2d1
10
20
12
270
300
330
240
210

TOPRUN
40
p. 214 p. 202
CAT INCH
ER - DIN 6499Balanceable collet chucks holder
CAT REF. CODE TYPE d1 d2 d3 L L1 L2 kg fig.CAT40 UNC ER16.80 41 0 10 16 140 45
ER16 1/64 - 3/8 24- 80 40 - 1 1
CAT40 UNC ER16.120 41 0 12 16 140 45 34 120 80 40 1.2 240 CAT40 UNC ER25.90 41 0 10 25 140 45
ER25 1/32 - 5/8 38- 90 50 - 1.2 1
CAT40 UNC ER25.140 41 0 12 25 140 45 42 140 100 50 1.7 2CAT40 UNC ER32.100 41 0 10 32 140 45 ER32 5/64 - 3/4 50 - 100 - - 1.4 1CAT50 UNC ER32.100 41 0 10 32 150 45
ER32 5/64 - 3/4 50- 100 63.5 - 3.5 1
CAT50 UNC ER32.150 41 0 12 32 150 45 62 150 113.5 55 3.7 250
CAT50 UNC ER40.110 41 0 10 40 150 45ER40 1/8 - 1 63
- 110 73.5 - 4 1CAT50 UNC ER40.160 41 0 12 40 150 45 67 160 123.5 65 4.2 2
d2
L1
d1
L
21
02
10
270
240
300
330
210
fig. 1
Supplied without collets and clamping wrenches
NN The ring-nuts of the Toprun spindles allow the use of the ER collets with a working range of 0.5 mm.
210
330
300
240
270
01
20
12
d3
L2
d2d1
L
L1
fig. 2

D’ANDREA
41
p. 194 p. 202 p. 214
CAT INCH
High precision ultra-tight balanceable toolholder
CAT REF. CODE
40KIT K01 FORCE 3/4 CAT40 61 0 00 19 140 45KIT K01 FORCE 1-1/4 CAT40 61 0 00 31 140 45
50 KIT K01 FORCE 1-1/4 CAT50 61 0 00 31 150 45
KIT FORCE
FORCE
CAT REF. CODE d1 d2 L L1 L2 lb
40CAT40 UNC FORCE 3/4.75 41 0 00 19 140 45 .75 1.890 2.953 2.166 2.363 2.867CAT40 UNC FORCE 1-1/4.105 41 0 00 31 140 45 1.25 2.599 4.134 - 3.150 3.969
50 CAT50 UNC FORCE 1-1/4.100 41 0 00 31 150 45 1.25 2.599 3.937 3.544 3.150 6.615
Without clamping wrench
L1
d2d1
L
210
330
300
240
270
01
21
20
L2
0
5040
30
20
1090
80
70
60
01
20
12
210330
300
240
270
D
3xD
KIT K01 FORCE 3/4consisting of:1 FORCE 3/41 RC 3/4.1/41 RC 3/4.5/161 RC 3/4.3/81 RC 3/4.1/21 RC 3/4.5/81 CHV 50
KIT K01 FORCE 1-1/4consisting of:1 FORCE 1-1/41 RC 1-1/4.3/81 RC 1-1/4.1/21 RC 1-1/4.5/81 RC 1-1/4.3/41 RC 1-1/4.11 CHV 75
ULTRA-TIGHT TIGHTENING
The FORCE ultra high
tightening power is
guaranteed by the reduced
allowance.
PRECISION
The concentricity precision
is always below 5 micron.
COOLANT OUTLET
VCR 3/4, - VCR 1-1/4 screw for
coolant passage through the
tool (see p. 202) on request.
VCR 3/4VCR 1-1/4
330210
2∞1∞
00
g.2.5

TOPRUN
42
p. 214 p. 203
d1 d2
L
L1
01
2
210
330
300
240
270
01
2
CAT INCH
WLDBalanceable Weldon toolholder
CAT REF. CODE d1 d2 L L1 lb fig.CAT40 UNC WLD 3/8.70 41 0 20 09 140 45 .375 1.063 2.756 1.182 1.985 1CAT40 UNC WLD 1/2.70 41 0 20 13 140 45 .500 1.339 2.756 1.182 2.646 1
40CAT40 UNC WLD 5/8.75 41 0 20 15 140 45 .625 1.654 2.953 1.378 2.867 1CAT40 UNC WLD 3/4.75 41 0 20 19 140 45 .750 1.890 2.953 - 3.087 1CAT40 UNC WLD 1.105 41 0 20 26 140 45 1.000 2.205 4.134 - 4.190 2CAT40 UNC WLD 1-1/4.110 41 0 20 31 140 45 1.250 2.500 4.331 - 5.072 2CAT50 UNC WLD 3/4.75 41 0 20 19 150 45 .750 1.890 2.953 1.516 7.277 1
50 CAT50 UNC WLD 1.100 41 0 20 26 150 45 1.000 2.205 3.937 2.500 8.379 2CAT50 UNC WLD 1-1/4.100 41 0 20 31 150 45 1.250 2.500 3.937 2.500 8.820 2
fig. 1
fig. 2
d1 d2
L
L1
210
330
300
240
270
01
20
12

D’ANDREA
43
p. 204 p. 214
CAT INCH
PFS Balanceable face mill holder
CAT REF. CODE d1 d2 L L1 lbCAT40 UNC PFS 3/4.55 41 0 50 19 140 45 .750 1.575 2.166 0.611 2.646
40 CAT40 UNC PFS 1.60 41 0 50 26 140 45 1.000 1.969 2.363 0.611 3.087CAT40 UNC PFS 1-1/4.70 41 0 50 31 140 45 1.250 2.363 2.756 0.611 3.969CAT50 UNC PFS 3/4.55 41 0 50 19 150 45 .750 1.575 2.166 0.611 7.056CAT50 UNC PFS 1.60 41 0 50 26 150 45 1.000 1.969 2.363 0.611 7.497
50CAT50 UNC PFS 1-1/4.70 41 0 50 31 150 45 1.250 2.363 2.756 0.611 8.379CAT50 UNC PFS 1-1/2.70 41 0 50 38 150 45 1.500 3.465 2.756 0.867 10.364
d1 d2
L L1
210
330
300
240
270
01
20
12

MODULHARD’ANDREA
High precision modular toolholder system
300°
030
°60
°33
0°
g.6
01°
2°g.
60
1°2°
21024
027
030
0330
01
22
10
ARBORS EXTENSIONS REDUCTIONS
AND COOLANT FEED
CHUCKING TOOLS
p. 49-61 p. 62 p. 117
p. 49-61p. 186
p. 186
p. 186
p. 63 p. 117
p. 118-119
p. 49-61
p. 64
p. 120
p. 49-61 p. 66-67
p. 65
p. 65 p. 121
p. 49-61 p. 124
p. 122
p. 49-61 p. 125
p. 123
p. 123
p. 188

MODULHARD’ANDREA
High precision modular toolholder system
Index
BF
RD AENA'D
50/40.100MADE YLATIIN
¯ 48-630.002
05
0.1
0.00
263
TR
MRD
AE
NA '
DM
AD
E YL
AT
IIN
BF
RD AENA'D
50/40.100MADE YLATIIN
¯ 48-630.002
BF
RD AENA'D
50/40.100MADE YLATIIN
¯ 48-630.002
HS
TR
MNI
ITA
LYED
AM50
D'A
NE
AD
R
0.00
2ø330°
300°
270°
240°
210°
02°
2°1°
01°
NIIT
ALY
ED
AM
32
D'A
NE
AD
R
TR
MH
S
0.00
2
210°
240°
300°
330°
01°
2°0
1°2°
270°
HEADS AND DOUBLE-BIT
BORING BARS
p. 70
p. 82
p. 70
p. 83
p. 71-73
p. 83
p. 74-75p. 89-92
p. 86
p. 87
p. 88
p. 84-85
p. 76-77
p. 79
p. 93
p. 112-115p. 180-181
KIT
p. 180-181
p. 96
p. 98
p. 100
p. 102
p. 104
p. 108-109
p. 110
INFO
p. 208-209
WinTool
p. 218
TESTAROSSA AND
BORING BARS

MODULHARD’ANDREA
46
What is MHD’?
A modular toolholder
system for boring, milling,
drilling, tapping.
A rigid high precision system,
conceived and manufactured
with the most advanced
design and production
facilities, backed by an
experience over many
decades in boring operations.
A system of extreme
flexibility and simplicity
suitable for machine tools,
machining centres and
flexible manufacturing
systems.
A system for machining to
closest tolerances with a
high degree of surface
finish.
A system with a patented
cylindrical-conical coupling
and radial expanding pin
ensuring maximum rigidity
and concentricity in boring
and milling jobs.
A system with internal
coolant supply in all its
components.
A system available in 8 sizes
with full interchangeability
of all components.

D’ANDREA
47
The MHD’ coupling
S
Ø m
1
Ø d
1
MHD’ Ø d1 Ø m1 S NmMHD’ 16 16 10 2,5 2 - 2,5MHD’ 20 20 13 3 4 - 4,5MHD’ 25 25 16 3 6,5 - 7,5MHD’ 32 32 20 4 7 - 8MHD’ 40 40 25 5 16 - 18MHD’ 50 50 32 6 30 - 35MHD’ 63 63 42 8 80 - 90MHD’ 80 80 42 8 80 - 90
SIZES AND DRIVING TORQUE
The MHD’ coupling is the
heart of the tool system as it
ensures utmost rigidity and
concentricity during milling
and boring operations. This
is achieved by the
cylindrical-conical fit and by
a radial expanding bolt for
clamping and driving.
FITTING INSTRUCTIONS
• The conical and
cylindrical surfaces
should be carefully
cleaned before assembly.
This will ensure good
rigidity and coaxiality
and prevent any damage
to the surfaces.
• Assembly
-Secure the arbor to a
rigid support.
-Fit the required
component (adaptor,
extension, double-bit
boring bar, boring head
etc.) to the arbor
ensuring that the radial
expanding pin does not
project from the
cylindrical part.
-Clamp the component
by turning the radial pin
clockwise with the
hexagonal wrench
provided or with a
torque wrench.
Recommended torque:
MHD’ 16 = 2 – 2,5 Nm
MHD’ 20 = 4 – 4,5 Nm
MHD’ 25 = 6,5 – 7,5 Nm
MHD’ 32 = 7 – 8 Nm
MHD’ 40 = 16 – 18 Nm
MHD’ 50 = 30 – 35 Nm
MHD’ 63 = 80 – 90 Nm
MHD’ 80 = 80 – 90 Nm
• Disassembly
-Secure the arbor to a rigid
support.
-Unlock the radial pin by
turning it
counterclockwise.
• The above operations
should be carried out
using suitable tools.
MAINTENANCE
• The conical and
cylindrical surfaces of
each component should
be cleaned and
lubricated at periodic
intervals.
• The expanding radial pin
should be treated regularly
with an anti-souff lubricant.
• The slide guideway
of the micrometric
boring bars should be
cleaned and lubricated
at periodic intervals.
• The assembly tools
should be maintained
in perfect condition.

MODULHARD’ANDREA
48
Arbors Extensions Reductions
ARBORS
Arbors are manufactured in
accordance with
DIN 69871 A-B, MAS 403
BT, DIN 2080, ANSI-CAT,
DIN 69893-A and are made
of carburized steel,
hardened and ground to
AT3 tolerance. They are
available in three sizes,
MHD’ 50, MHD’ 63 and
MHD’ 80.
Taper ISO 40 is
recommended for size
MHD’ 50 only. Arbor
size MHD’ 80 is
recommended for heavy
milling and for bores
deeper than 250 mm
and exceeding 125 mm
diameter.
Special arbors areavailable on request.
EXTENSIONS
Extensions of various
lengths are available for
each MHD’ size, allowing
greater flexibility in
machining depth.
REDUCTIONS
MHD’ components of a
smaller size can be used by
means of adaptor sleeves
which allow greater
interchangeability and
ensure tool rigidity.

D’ANDREA
49
DIN 69893HSK-A Arbors
HSK-A REF. CODE MHD’ d1 L L1 kg50 HSK-A50 MHD’50.66 41 6 50 15 050 20 50 66 - 0.6
63HSK-A63 MHD’50.66 41 6 50 15 063 20 50 66 40 0.9HSK-A63 MHD’63.75 41 6 63 15 063 20 63 75 - 1.1HSK-A80 MHD’50.70 41 6 50 15 080 20 50 70 44 1.5
80 HSK-A80 MHD’63.80 41 6 63 15 080 20 63 80 54 1.8HSK-A80 MHD’80.86 41 6 80 15 080 20 80 86 - 2.1HSK-A100 MHD’50.72 41 6 50 15 100 20 50 72 43 2.4
100 HSK-A100 MHD’63.82 41 6 63 15 100 20 63 82 53 2.7HSK-A100 MHD’80.88 41 6 80 15 100 20 80 88 59 3
Supplied with coolant tube
L1
L
MHD
' d1
1)
1) Cutting edge position
HSK-A REF. CODE MHD’ d1 L L1 kg63 HSK-A63 MHD’50.120 41 6 50 15 063 28 50 120 94 1.7
HSK-A100 MHD’50.120 41 6 50 15 100 28 50 120 91 3.2100 HSK-A100 MHD’63.150 41 6 63 15 100 28 63 150 121 4.5
HSK-A100 MHD’80.180 41 6 80 15 100 28 80 180 151 6.5
Supplied with coolant tube
LL1
MHD
'd1
1)
1) Cutting edge position
p. 187 p. 211

MODULHARD’ANDREA
50
p. 186p. 212
ISO REF. CODE MHD’ d1 L L1 kg
30DIN69871-A30 MHD’32.30 41 6 32 01 030 20 32 30 10.5 0.4DIN69871-A30 MHD’50.60 41 6 50 01 030 20 50 60 - 0.6
40DIN69871-A40 MHD’50.48 41 6 50 01 040 20 50 48 29 0.9DIN69871-A40 MHD’63.80 41 6 63 01 040 20 63 80 - 1.5DIN69871-A45 MHD’50.48 41 6 50 01 045 20 50 48 29 1.7
45 DIN69871-A45 MHD’63.60 41 6 63 01 045 20 63 60 41 1.9DIN69871-A45 MHD’80.66 41 6 80 01 045 20 80 66 - 2.2DIN69871-A50 MHD’50.48 41 6 50 01 050 20 50 48 29 2.7
50 DIN69871-A50 MHD’63.56 41 6 63 01 050 20 63 56 37 2.8DIN69871-A50 MHD’80.62 41 6 80 01 050 20 80 62 43 3.4
ISO 7388/1DIN 69871Arbors
AD
1) Cutting edge position
L1
L
MHD
’ d1
1)
ISO REF. CODE MHD’ d1 L L1 kg40 DIN69871-AD+B40 MHD’50.120 41 6 50 01 040 28 50 120 101 1.7
DIN69871-AD+B50 MHD’50.120 41 6 50 01 050 28 50 120 101 3.550 DIN69871-AD+B50 MHD’63.150 41 6 63 01 050 28 63 150 131 5
DIN69871-AD+B50 MHD’80.180 41 6 80 01 050 28 80 180 161 6.9
AD+B
1) Cutting edge position
20° MHD
' d1
L1
L
1)

D’ANDREA
51
p. 186 p. 212
B
ISO 7388/1DIN 69871 Arbors
ISO REF. CODE MHD’ d1 L L1 kg
40DIN69871-B40 MHD’50.48 41 6 50 01 040 21 50 48 29 0.9DIN69871-B40 MHD’63.80 41 6 63 01 040 21 63 80 - 1.5DIN69871-B45 MHD’50.48 41 6 50 01 045 21 50 48 29 1.7
45 DIN69871-B45 MHD’63.60 41 6 63 01 045 21 63 60 41 1.9DIN69871-B45 MHD’80.66 41 6 80 01 045 21 80 66 - 2.2DIN69871-B50 MHD’50.48 41 6 50 01 050 21 50 48 29 2.7
50 DIN69871-B50 MHD’63.56 41 6 63 01 050 21 63 56 37 2.8DIN69871-B50 MHD’80.62 41 6 80 01 050 21 80 62 43 3.4
20° MHD
' d1
L1
1)
L
1) Cutting edge position

MODULHARD’ANDREA
52
p. 186p. 213
MAS 403 BTArbors
ISO REF. CODE MHD’ d1 L L1 kg
30MAS403-BT30 MHD’32.32 41 6 32 01 030 30 32 32 10.6 0.5MAS403-BT30 MHD’50.60 41 6 50 01 030 30 50 60 - 0.7
35 MAS403-BT35 MHD’50.60 41 6 50 01 035 30 50 60 36 0.8
40MAS403-BT40 MHD’50.48 41 6 50 01 040 30 50 48 21 0.9MAS403-BT40 MHD’63.66 41 6 63 01 040 30 63 66 - 1.2MAS403-BT45 MHD’50.62 41 6 50 01 045 30 50 62 29 1.7
45 MAS403-BT45 MHD’63.70 41 6 63 01 045 30 63 70 37 2.3MAS403-BT45 MHD’80.70 41 6 80 01 045 30 80 70 37 2.7MAS403-BT50 MHD’50.66 41 6 50 01 050 30 50 66 28 3.5
50 MAS403-BT50 MHD’63.75 41 6 63 01 050 30 63 75 37 3.7MAS403-BT50 MHD’80.75 41 6 80 01 050 30 80 75 37 4
ISO REF. CODE MHD’ d1 L L1 kg40 MAS403-BT40B MHD’50.120 41 6 50 01 040 38 50 120 93 1.9
MAS403-BT50B MHD’50.120 41 6 50 01 050 38 50 120 82 4.250 MAS403-BT50B MHD’63.150 41 6 63 01 050 38 63 150 112 5.8
MAS403-BT50B MHD’80.180 41 6 80 01 050 38 80 180 142 7.5
1) Cutting edge position
1) Cutting edge position
B
20° MHD
' d1
L1L
1)
L1L
MHD
' d1
1)

D’ANDREA
53
p. 186 p. 213
MAS 403 BTArbors
ISO REF. CODE MHD’ d1 L L1 kg
40MAS403-BT40B MHD’50.48 41 6 50 01 040 31 50 48 21 0.9MAS403-BT40B MHD’63.66 41 6 63 01 040 31 63 66 - 1.2MAS403-BT50B MHD’50.66 41 6 50 01 050 31 50 66 28 3.5
50 MAS403-BT50B MHD’63.75 41 6 63 01 050 31 63 75 37 3.7MAS403-BT50B MHD’80.75 41 6 80 01 050 31 80 75 37 4
1) Cutting edge position
B
L1
L
MHD
' d1
1)
20°

MODULHARD’ANDREA
54
ANSI/CATArbors
ISO REF. CODE MHD’ d1 L L1 M lb
40ANSI/CAT40 MHD’50.66 41 6 50 01 040 40 50 2.599 1.851
M162.426
ANSI/CAT40 MHD’63.100 41 6 63 01 040 40 63 3.937 - 4.190ANSI/CAT45 MHD’50.48 41 6 50 01 045 40 50 1.890 1.142 3.749
45 ANSI/CAT45 MHD’63.75 41 6 63 01 045 40 63 2.953 2.205 M20 4.631ANSI/CAT45 MHD’80.80 41 6 80 01 045 40 80 3.150 - 5.954ANSI/CAT50 MHD’50.48 41 6 50 01 050 40 50 1.890 1.142 6.395
50 ANSI/CAT50 MHD’63.56 41 6 63 01 050 40 63 2.205 1.145 M24 6.395ANSI/CAT50 MHD’80.62 41 6 80 01 050 40 80 2.441 1.693 7.056
ANSI/CATMETRIC
1) Cutting edge position
1)
MHD
' d1
L1
M
L
p. 214

D’ANDREA
55
ANSI/CATArbors
ISO REF. CODE MHD’ d1 L L1 M lb
40CAT40UNC MHD’50.66 41 6 50 01 040 45 50 2.599 1.851
UNC 5/8 - 112.426
CAT40UNC MHD’63.100 41 6 63 01 040 45 63 3.937 - 4.190CAT45UNC MHD’50.48 41 6 50 01 045 45 50 1.890 1.143 3.749
45 CAT45UNC MHD’63.75 41 6 63 01 045 45 63 2.953 2.295 UNC 3/4 - 10 4.631CAT45UNC MHD’80.80 41 6 80 01 045 45 80 3.150 - 5.594CAT50UNC MHD’50.48 41 6 50 01 050 45 50 1.890 1.142 6.395
50 CAT50UNC MHD’63.56 41 6 63 01 050 45 63 2.205 1.457 UNC 1 - 8 6.395CAT50UNC MHD’80.62 41 6 80 01 050 45 80 2.441 1.693 7.056
CATINCH
1) Cutting edge position
1)
MHD
' d1
L1
M
L
ISO REF. CODE MHD’ d1 L L1 M lb40 CAT40UNC MHD’50.120 41 6 50 01 040 49 50 4.724 3.976 UNC 5/8 - 1 4.55
CAT50UNC MHD’50.120 41 6 50 01 050 49 50 4.724 3.976 9.3750 CAT50UNC MHD’63.150 41 6 63 01 050 49 63 5.905 5.157 UNC 1 - 8 13.39
CAT50UNC MHD’80.180 41 6 80 01 050 49 80 7.086 6.338 18.48
1) Cutting edge position
p. 214
L1
L
MHD
'd1
1)
M
CATINCH

MODULHARD’ANDREA
56
DIN 2080-A ‘OTT’
NMTB
ISO REF. CODE MHD’ d1 L L1 M kg30 DIN2080-A30 MHD’50.58 41 6 50 01 030 00 50 58 - M12 0.6
40DIN2080-A40 MHD’50.48 41 6 50 01 040 00 50 48 36.5
M160.9
DIN2080-A40 MHD’63.60 41 6 63 01 040 00 63 60 - 1.2DIN2080-A45 MHD’50.48 41 6 50 01 045 00 50 48 33 1.6
45 DIN2080-A45 MHD’63.60 41 6 63 01 045 00 63 60 45 M20 1.9DIN2080-A45 MHD’80.66 41 6 80 01 045 00 80 66 - 2.2DIN2080-A50 MHD’50.48 41 6 50 01 050 00 50 48 33 2.6
50 DIN2080-A50 MHD’63.56 41 6 63 01 050 00 63 56 41 M24 2.7DIN2080-A50 MHD’80.60 41 6 80 01 050 00 80 60 45 3.2
ISO REF. CODE MHD’ d1 L L1 M kg
40NMTB40 MHD’50.48 41 6 50 01 040 05 50 48 36.5
UNC 5/8 - 110.9
NMTB40 MHD’63.60 41 6 63 01 040 05 63 60 - 1.2NMTB50 MHD’50.48 41 6 50 01 050 05 50 48 33 2.6
50 NMTB50 MHD’63.56 41 6 63 01 050 05 63 56 41 UNC 1 - 8 2.7NMTB50 MHD’80.60 41 6 80 01 050 05 80 60 45 3.2
1) Cutting edge position
1) Cutting edge position
L1
L
MHD
' d1
1)
MM
MHD
' d1
L
L1
1)
Arbors
p. 215

D’ANDREA
57MORSE REF. CODE MHD’ d1 L M kg4 MORSE4-A MHD’50.63 41 6 50 03 004 00
50 63M16
0.94 SIP MORSE4-A SIP MHD’50.63 41 6 50 03 004 01 M14
MORSE REF. CODE MHD’ d1 L kg4 MORSE4-B MHD’50.56 41 6 50 02 004 00 50 56 0.95 MORSE5-B MHD’63.65 41 6 63 02 005 00 63 65 1.5
DIN 228/A 2207
DIN 228/B 1806
MHD
' d1
L
M
MHD
' d1
L
Arbors
p. 216

MODULHARD’ANDREA
58
p. 217
L1
L
d2 h5
MHD
' d1
d2 h6
L1
L
MHD
' d1
fig. 2
fig. 1
Arbors
REF. CODE MHD’ d1 L M kgR 8 (M12) 41 6 50 05 008 00 50 50 M12x1.75 0.8R 8 (UNF 7/16-20) 41 6 50 05 008 05 50 50 UNF 7/16 - 20 0.8
R8METRIC/INCH
BR
1) Cutting edge position
METRIC
M
L
MHD
’ d1
1)
INCH
REF. CODE MHD’ d1 L L1 d2 fig. kgBR 16/16.100 65 70 816 0100 1 16 100 66 16 1 0.15BR 20/20.125 65 70 820 0125 1 20 125 85 20 1 0.3BR 25/32.35 41 6 32 08 025 00 32 100 35 25 2 0.7BR 32/50.60 41 6 50 08 032 00 50 140 60 32 2 1
REF. CODE MHD’ d1 L L1 d2 fig. lbBR 1 32.35 41 6 32 08 025 05 32 3.937 1.378 1.000 2 1.54BR 1-1/4 50.60 41 6 50 08 032 05 50 5.511 2.362 1.250 2 2.20

D’ANDREA
59
Arbors
REF. CODE MHD’ d1 d2 d3 d4 d5 L L1 L2 M kgDIN 2079-40.50 41 6 50 20 040 00 50 90 88.89 110 66.7 35 10 21 M12 1.8DIN 2079-40.63 41 6 63 20 040 00 63 90 88.89 110 66.7 47 10 31 M12 2DIN 2079-50.63 41 6 63 20 050 00 63 135 128.57 150 101.6 45 12 31 M16 5.4DIN 2079-50.80 41 6 80 20 050 00 80 135 128.57 150 101.6 50 12 36 M16 5.3
DIN 2079
MR
LL1
L2
d3d4 d2
MHD
' d1
d5
M
REF. CODE MHD’ d1 d2 d3 d4 L L1 M kgMR 50/80.80 45 02 080 0106 0 63 - 80 80 50 65 45 50 M6 1.5MR 63/98.80 45 02 098 0106 0 63 - 80 98 63 80 45 60 M8 3.1MR 80/130.80 45 02 130 0124 0 63 - 80 130 80 104.6 45 80 M10 6.1
L1
d3
d2
L
MHD
' d1
-0.0
1-0
.03
M
d4

MODULHARD’ANDREA
60
Carbide bars
CARBIDE BARS FOR
DEEP-HOLE MACHINING
D’Andrea solves the deep-
hole boring machining by
means of a wide programme
of BMD carbide bars having
diameter 16, 20, 25, 32 mm
and ending with MHD’ arbor.
BMD bars are built in three
different working lengths for
the machining of holes,
whose depth is 6.3, 8 and
10 times the diameter/bar.
BMD bars accept:
TS double-bit roughing heads,
TRM Testarossa finishing
heads and PE chucking tools
for ER collets.

D’ANDREA
61
Carbide bars
REF. CODE MHD’ d1 d2 L L1 kgBMD 16/16.110 65 70 816 0110 5 110 66 0.3BMD 16/16.140 65 70 816 0140 5 16 16 140 91 0.4BMD 16/16.170 65 70 816 0170 5 170 126 0.5BMD 20/20.135 65 70 820 0135 5 135 85 0.6BMD 20/20.170 65 70 820 0170 5 20 20 170 120 0.75BMD 20/20.210 65 70 820 0210 5 210 160 0.9BMD 25/25.160 65 70 825 0160 5 160 110 1BMD 25/25.205 65 70 825 0205 5 25 25 205 150 1.3BMD 25/25.255 65 70 825 0255 5 255 200 1.6BMD 32/32.195 65 70 832 0195 5 195 137 2.1BMD 32/32.250 65 70 832 0250 5 32 32 250 187 2.8BMD 32/32.315 65 70 832 0315 5 315 257 3.5
REF. CODE MHD’ d1 d2 L L1 lbBMD 5/8 16.110 65 70 816 6110 5 4.330 2.598 0.66BMD 5/8 16.140 65 70 816 6140 5 16 .625 5.511 3.582 0.88BMD 5/8 16.170 65 70 816 6170 5 6.692 4.960 1.10BMD 3/4 20.135 65 70 820 6135 5 5.314 3.346 1.32BMD 3/4 20.170 65 70 820 6170 5 20 .750 6.692 4.724 1.65BMD 3/4 20.210 65 70 820 6210 5 8.267 6.299 1.98BMD 1 25.160 65 70 825 6160 5 6.299 4.330 2.20BMD 1 25.205 65 70 825 6205 5 25 1.000 8.070 5.905 2.86BMD 1 25.255 65 70 825 6255 5 10.039 7.874 3.52BMD 1-1/4 32.195 65 70 832 6195 5 7.677 5.393 4.63BMD 1-1/4 32.250 65 70 832 6250 5 32 1.250 9.842 7.362 6.17BMD 1-1/4 32.315 65 70 832 6315 5 12.401 10.118 7.71
METRIC
INCH
BMD
MHD
' d1
L
L1
Ød2h
5

MODULHARD’ANDREA
62
p. 196
PRExtensions
REF. CODE MHD’ d1 L lbPR 16.25 65 69 016 0025 0 16 0.984 0.09PR 20.32 65 69 020 0032 0 20 1.260 0.15PR 25.25 65 69 025 0025 0
250.984 0.20
PR 25.40 65 69 025 0040 0 1.575 0.33PR 32.32 65 69 032 0032 0
321.260 0.44
PR 32.50 65 69 032 0050 0 1.968 0.66PR 40.40 65 69 040 0040 0
401.575 0.88
PR 40.63 65 69 040 0063 0 2.480 1.32
PR 50.50 65 69 050 0050 0 1.968 1.54
PR 50.80 65 69 050 0080 0 50 3.150 2.43PR 50.100 65 69 050 0100 0 3.937 3.31PR 63.63 65 69 063 0063 0 2.480 3.09PR 63.100 65 69 063 0100 0 63 3.937 4.85PR 63.125 65 69 063 0125 0 4.921 6.39PR 80.80 65 69 080 0080 0 3.150 6.61PR 80.125 65 69 080 0125 0 80 4.921 10.14PR 80.160 65 69 080 0160 0 6.299 13.45
MHD
' d1
L

D’ANDREA
63
p. 196
RD Reductions
REF. CODE MHD’ d1 MHD’ d2 L L1 lbRD 20/16.20 65 70 020 0016 0 20 16 0.788 0.630 0.111RD 25/16.20 65 70 025 0016 0
2516 0.788 0.591 0.155
RD 25/20.25 65 70 025 0020 0 20 0.985 0.788 0.177RD 32/16.24 65 70 032 0016 0 16 0.945 0.709 0.331RD 32/20.25 65 70 032 0020 0 32 20 0.985 0.788 0.331RD 32/25.28 65 70 032 0025 0 25 1.103 0.906 0.331RD 40/16.24 65 70 040 0016 0 16 0.945 0.670 0.397RD 40/20.26 65 70 040 0020 0
4020 1.024 0.788 0.441
RD 40/25.28 65 70 040 0025 0 25 1.103 0.867 0.552
RD 40/32.32 65 70 040 0032 0 32 1.260 1.063 0.662RD 50/16.24 65 70 050 0016 0 16 0.945 0.591 0.882RD 50/20.26 65 70 050 0020 0 20 1.024 0.709 0.882RD 50/25.28 65 70 050 0025 0 50 25 1.103 0.827 0.882RD 50/32.32 65 70 050 0032 0 32 1.260 0.985 0.993
RD 50/40.36 65 70 050 0040 0 40 1.418 1.182 1.103RD 63/50.40 65 70 063 0050 0 63 50 1.575 1.339 1.985RD 80/50.45 65 70 080 0050 0 50 1.771 1.417 2.666RD 80/63.60 65 70 080 0063 0
8063 2.363 2.048 3.749
MHD
' d2
MHD
' d1
L
L1

MODULHARD’ANDREA
64
RDReductions
REF. CODE MHD’ d1 MHD’ d2 L L1 lbRD 50/16.40 65 70 050 0016 2
161.575 1.260 0.441
RD 50/16.74 65 70 050 0016 3 2.914 2.559 0.552RD 50/20.70 65 70 050 0020 2
202.756 2.441 0.662
RD 50/20.93 65 70 050 0020 3 3.662 3.347 0.772RD 50/25.87 65 70 050 0025 2 50
253.426 3.150 1.323
RD 50/25.117 65 70 050 0025 3 4.607 4.331 1.434RD 50/32.87 65 70 050 0032 2
323.426 3.150 1.654
RD 50/32.144 65 70 050 0032 3 5.670 5.394 2.205RD 50/40.87 65 70 050 0040 2
403.426 3.150 1.985
RD 50/40.176 65 70 050 0040 3 6.930 6.693 3.969
p. 196
MHD
' d2
MHD
' d1
LL1

D’ANDREA
65
RAV Vibration-damping reductions
REF. CODE MHD’ d1 MHD’ d2 d3 L L1 lbRAV 50/16.74 65 70 050 0016 5 16 0.689 2.914 2.559 0.882RAV 50/20.93 65 70 050 0020 5 20 0.847 3.662 3.347 1.103RAV 50/25.117 65 70 050 0025 5 50 25 1.063 4.607 4.331 1.764RAV 50/32.144 65 70 050 0032 5 32 1.378 5.670 5.433 3.087RAV 50/40.176 65 70 050 0040 5 40 1.851 6.930 6.693 5.513RAV 63/50.220 65 70 063 0050 5 63 50 2.363 8.662 8.426 12.348RAV 80/63.280 65 70 080 0063 5 80 63 3.032 11.024 10.709 23.373
p. 196
d3
MHD
' d2
L1L
MHD
' d1
REF. CODE MHD’ d1 MHD’ d2 L lbRD 50/63.56 65 70 050 0063 0 50 63 2.205 2.42
MHD
'd1
L
MHD
'd2

MODULHARD’ANDREA
66
BLCBalancing rings
REF. CODE MHD’ de di (G6) LBLC 42.32 38 17 25 032 001 32 42 31.5 14BLC 50.40 38 17 25 040 001 40 50 39.5 15BLC 63.50 38 17 25 050 001 50 63.5 49.8 16BLC 80.63 38 17 25 063 001 63 80 62.8 18
ASSEMBLY
-Remove the plastic guard
ring
-Insert the BLC ring and
lock the A screws.
g.6
2 °1 °
0
60°
30°
0
L
dedi
A

D’ANDREA
67
Balancing rings
0 60°30°300° 330°
2°1°0g.6g.6 0 1° 2°
1
2
4
3
0 D'A
ED
RA
N
Ø 28-38
NI
IT
AL
ED
A
25/25.50BF
YM
0.002Ø
0
2°1°0g.6
60°30°300° 330°
g.6 0 1° 2°
0 60°30°300° 330°
2°1°0g.6g.6 0 1° 2°
The BLC balancing ring,
only by setting the two
incorporated graduated
counterweights, allows to
balance, in an accurate and
economical way, the
toolholder on which it is
mounted.
The use of the BLC ring
provides the following
advantages:
• improved accuracy and
surface finish
• considerable extension of
tool life
• considerable extension of
spindle bearings life
• drastic reduction of
vibrations and noise level
in the machining centre.
The purpose of the
balancing of a toolholder is
to improve the distribution
of the masses of the
different elements in order
to produce centrifugal
forces within a prescribed
limit, when spinning at a
given spindle speed (RPM).
The balancing operation for
a toolholder has the aim to
bring the original
unbalance within the
maximum admissible level
“G” prescribed by the ISO
1940/1 standards.

MODULHARD’ANDREA
68
Heads and double-bit boring bars
COMPONENTS
1. Setting screw
2. Tools clamp screws
3. Coolant outlets
4. Body
5. Bit holders
FEATURES
The double-bit boring bars
are simple and extremely
stable due to serrated
mating surfaces between
the bit holder and the
boring bar itself and also to
the constant spacing
between the bit holder
clamp screw and the cutting
edge.
4 3 1
5
2

D’ANDREA
69
Heads and double-bit boring bars
ø 1
SMC SSCC
AA1
ø 2
PT SSCC
ø
SSCCSSCC
AA
ø
USE
The radial setting of the
cutting edges should be
carried out with tool
presetting equipment.
The boring bars are fitted
with two bit holders for
roughing operations
involving heavy chip
removal.
The double-bit boring bars
may include:
- (fig. a) two SSCC bit
holders on the same plane
and with the two cutting
edges set at identical radial
distance for high feed rate
roughing operations.
- (fig. b) an SSCC bit holder
and an SMCC bit holder
not at the same plane and
with the two cutting edges
set at different radial
distances for high cutting
depth roughing
operations.
- (fig. c) The boring bars are
fitted with a single bit
holder for roughing and
finishing operations
involving normal chip
removal. The serrated
surface protection plate PT
should always be fitted.
IMPORTANT NOTE
Bit holders and inserts
should be firmly fixed.
fig. a fig. b fig. c

MODULHARD’ANDREA
70
INFO
p. 208 p. 180-181 p. 196
REF. CODE Ø MHD’ d1 d2 L L1 S… lb
BS 50/25.63 45 53 025 0063 0 28 ~ 38 0.985 2.855 2.481 S…25 • 1.323BS 50/32.80 45 53 032 0080 0 35.5 ~ 50 50 1.260 3.485 3.150 S…32-33 • • 1.764BS 50/40.100 45 53 040 0100 0 50 ~ 68 1.575 4.233 3.937 S…40-41 • • 2.646BS 63/25.100 45 54 025 0100 0
28 ~ 38 0.9854.390 3.937
S…25• • 2.426
BS 63/25.160 45 54 025 0160 0 6.752 6.300 • • 2.867BS 63/32.125 45 54 032 0125 0
35.5 ~ 50 63 1.2605.335 4.922
S…32-33• • 3.087
BS 63/32.200 45 54 032 0200 0 8.288 7.874 • • 4.190BS 63/40.160 45 54 040 0160 0
50 ~ 68 1.5756.674 6.300
S…40-41• • 4.631
BS 63/40.250 45 54 040 0250 0 10.217 9.843 • • 6.395
Heads and double-bit boring bars
TS Ø 18 ~ 200
REF. CODE Ø MHD’ d1 d2 L L1 S... lb
TS 16/16 45 55 016 0034 0 18 ~ 22 16 0.630 1.339 - S…16 • 0.111TS 20/20 45 55 020 0040 0 22 ~ 28 20 0.788 1.575 - S…20 • 0.199TS 25/25 45 55 025 0050 0 28 ~ 38 25 0.985 1.969 - S…25 • 0.441TS 32/32 45 55 032 0063 0 35.5 ~ 50 32 1.260 2.481 - S…32-33 • • 0.772TS 40/40 45 55 040 0080 0 50 ~ 68 40 1.575 3.150 - S…40-41 • • 1.544TS 50/50 45 53 050 0100 0 68 ~ 90 50 2.166 3.937 1.969 S…50 • • 3.308TS 50/63 45 53 063 0080 0 90 ~ 120 50 2.835 3.150 2.363 S…63 • • • 4.410TS 63/63 45 54 063 0125 0 90 ~ 120 63 2.835 4.922 2.481 S…63 • • • 6.615
TS 80/80 45 54 080 0140 0120 ~ 160
80 3.741 5.512 2.953S…80 • • •
11.687160 ~ 200 S…90 • • •
BS Ø 28 ~ 68
L
L1
ø
MHD
' d1
d2 ø ø
SSTCSSSCSSCCSMCC
d2
MHD
' d1
ø ø
L
L1
SSCCSMCC SSSC

D’ANDREA
71
p. 197
INFO
p. 208
BPS Ø 200 ~ 500 Double-bit boring crossbars
REF. CODE Ø A S… 90 kgBPS 200 43 55 40 88 198 0 200 ~ 300 198 SSCC 90 5.2
SMCC 90BPS 300 43 55 40 88 298 0 300 ~ 400 298
SSSC 907.7
BPS 400 43 55 40 88 398 0 400 ~ 500 398 SSTC 90 10.1
80A
Ø 66.7
MHD
' 80
PF 80/40
n°4 M12 x 35
SSCC 90SSTC 90SSSC 90SMCC 90
Ø 4
0 H7
24
110
54
27.5
Ø
PF 80/40 excluded

MODULHARD’ANDREA
72
Double-bit boring crossbars
INFO
p. 208 p. 197
REF. CODE Ø A S..90 kgBPS 500 43 55 60 88 494 0 500 ~ 600 494 SSCC 90 7.5BPS 600 43 55 60 88 594 0 600 ~ 700 594 SMCC 90 9BPS 700 43 55 60 88 694 0 700 ~ 800 694
SSSC 9010.5
MHD
'80
A
80
128 31.5
39.5
Ø 60
H7
91
59
PF 80/60
SMCC 90 SSSC 90 SSTC 90SSCC 90
N 4 M16 x 50
Ø 101.6
Ø
1/4
GAS
SSTC 90

D’ANDREA
73
p. 197
INFO
p. 208
Back-facing machining
REF. CODE REF. TS/BS/BPS d d2 L
SSQC 16 47 050 05 16 261 TS 16/16 20 - 24 16 27.5SSQC 20 47 050 05 20 261 TS 20/20 23.5 - 30 20 32.5
TS 25/25 39BS 50/25.63 52
SSQC 25 47 050 05 25 261BS 63/25.100
29.5 - 40 2589
BS 63/25.160 149TS 32/32 50BS 50/32.80 67
SSQC 33 47 050 05 33 261BS 63/32.125
39 - 52 32112
BS 63/32.200 187TS 40/40 63.5BS 50/40.100 83.5
SSQC 41 47 050 05 41 261BS 63/40.160
51 - 70 40143.5
BS 63/40.250 233.5SSQC 50 47 050 05 50 261 TS 50/50 69 - 92 55 80.5
TS 50/6391 - 122 72
55.5SSQC 63 47 050 05 63 261
TS 63/63 100.5SSQC 80 47 050 05 80 261 TS 80/80 121 - 162 95 110.5
TS 80/80 161 - 202 95 110.5BPS 200 202 - 302 198BPS 300 302 - 402 298 56.5
SSQC 90 47 050 05 90 261 BPS 400 402 - 502 398BPS 500 502 - 602 494BPS 600 602 - 702 594 61.5BPS 700 702 - 802 694
SSQC… roughing
bit-holders perform
roughing machining
of holes back-facing.
The bit-holders can
be mounted on the TS
double-bit roughing heads,
on BS double-bit boring bars
and on BPS bars,
thus allowing a working
range from 20 to 802 mm
diameter. For back-facing
machining use only one
SSQC… bit-holder. In order
to protect from the chips
the part of the TS and BS
L
d2
L
d
d1
L
dd
d1 d1
d2 d2
BS... BPS...TS...
d1 min = (d+d2+1) : 2
serration groove remaining
exposed, it is advisable
to use a PT protection plate
(see p. 78).

MODULHARD’ANDREA
74
INFO
p. 208 p. 180-181
REF. CODE Ø A1 B
SMCC 25 47 050 05 25 203 1.103 ~ 1.496 0.485 0.906CCMT 0602.. TS 25 TORX T08
SMCC 32 47 050 05 32 203 1.398 ~ 1.969 0.583 1.260SMCC 33 47 050 05 32 205 1.398 ~ 1.969 0.583 1.260
CCMT 09T3.. TS 4 TORX T15SMCC 40 47 050 05 40 203 1.969 ~ 2.678 0.737 1.575SMCC 41 47 050 05 40 205 1.969 ~ 2.678 0.737 1.575SMCC 50 47 050 05 50 205 2.678 ~ 3.544 0.855 2.126SMCC 63 47 050 05 63 203 3.544 ~ 4.725 1.052 2.776 CCMT 1204.. TS 5 TORX T25SMCC 80 47 050 05 80 203 4.725 ~ 6.300 1.248 3.721SMCC 90 47 050 05 90 203 6.300 ~ 31.496 1.248 5.119
Bit-holders for double-bit items
SMCC
SSCC
REF. CODE Ø A B
SSCC 16 47 050 05 16 201 0.709 ~ 0.867 0.315 0.591SSCC 20 47 050 05 20 201 0.867 ~ 1.103 0.374 0.748
CCMT 0602.. TS 25 TORX T08SSCC 25 47 050 05 25 201 1.103 ~ 1.496 0.493 0.906SSCC 32 47 050 05 32 201 1.398 ~ 1.969 0.591 1.260SSCC 33 47 050 05 32 204 1.398 ~ 1.969 0.591 1.260
CCMT 09T3.. TS 4 TORX T15SSCC 40 47 050 05 40 201 1.969 ~ 2.678 0.748 1.575SSCC 41 47 050 05 40 204 1.969 ~ 2.678 0.748 1.575SSCC 50 47 050 05 50 204 2.678 ~ 3.544 0.867 2.126SSCC 63 47 050 05 63 201 3.544 ~ 4.725 1.063 2.776 CCMT 1204.. TS 5 TORX T25SSCC 80 47 050 05 80 201 4.725 ~ 6.300 1.260 3.721SSCC 90 47 050 05 90 201 6.300 ~ 31.496 1.260 5.119
90˚
A
B
90 ˚A1
B

D’ANDREA
75
p. 180-181
INFO
p. 208
Bit-holders for double-bit items
Bit-holders for back-facing machining
SSSC
SSTC
REF. CODE Ø A B
SSTC 63 47 050 05 63 206 3.544 ~ 4.725 1.063 2.776SSTC 80 47 050 05 80 206 4.725 ~ 6.300 1.260 3.721 TCMT 2204.. TS 5 TORX T25SSTC 90 47 050 05 90 206 6.300 ~ 31.496 1.260 5.119
REF. CODE Ø A B C
SSQC 16 47 050 05 16 261 0.787 ~ 0.944 0.078 0.629 0.393SSQC 20 47 050 05 20 261 0.925 ~ 1.181 0.059 0.767 0.433 CCMT 0602.. TS 25 TORX T08SSQC 25 47 050 05 25 261 1.161 ~ 1.574 0.098 0.944 0.570SSQC 33 47 050 05 33 261 1.535 ~ 2.047 0.118 1.259 0.669 CCMT 09T3.. TS 4 TORX T15SSQC 41 47 050 05 41 261 2.007 ~ 2.755 0.137 1.653 0.826SSQC 50 47 050 05 50 261 2.716 ~ 3.622 0.137 2.244 0.964SSQC 63 47 050 05 63 261 3.582 ~ 4.803 0.137 2.992 1.122 CCMT 1204.. TS 5 TORX T25SSQC 80 47 050 05 80 261 4.763 ~ 6.377 0.137 3.976 1.240SSQC 90 47 050 05 90 261 6.338 ~ 31.574 0.137 4.803 1.240
90°
A
C
B
75˚
A
B
90°
A
B
SSQC
REF. CODE Ø A B
SSSC 32 47 050 05 32 202 1.398 ~ 1.969 0.591 1.260SCMT 09T3.. TS 4 TORX T15
SSSC 40 47 050 05 40 202 1.969 ~ 2.678 1.063 1.575SSSC 50 47 050 05 50 202 2.678 ~ 3.544 0.867 2.126SSSC 63 47 050 05 63 202 3.544 ~ 4.725 1.063 2.776
SCMT 1204.. TS 5 TORX T25SSSC 80 47 050 05 80 202 4.725 ~ 6.300 1.260 3.721SSSC 90 47 050 05 90 202 6.300 ~ 31.496 1.260 5.119

MODULHARD’ANDREA
76
p. 196
REF. CODE Ø MHD’ d1 d2 L L1 PC.. lb
TP 80/90.50 46 04 080 50 0 013.937 ~ 5.512
80 3.544 3.347 1.575PC 11.50
5.0725.512 ~ 7.914 PC 12.505.512 ~ 7.914 PC 12.50
TP 80/125.50 46 04 080 50 0 028.268 ~ 12.205
80 3.544 3.347 1.575PC 13.50
7.05612.205 ~ 16.142 PC 14.5016.142 ~ 19.685 PC 15.50
TP
Toolholder heads and toolholders
L2
L L1
d2
MHD
' d1
TU
REF. CODE MHD’ d1 L L1 L2 d2 lbTU 50/60.16 46 05 050 16 001 50 1.733 0.630 0.630 2.363 2.646TU 63/75.20 46 05 063 20 001 63 2.166 0.788 0.788 2.953 5.292TU 80/95.25 46 05 080 25 001 80 2.559 0.985 0.985 3.741 7.938
L
L1
d2
MHD
' d1
ø

D’ANDREA
77
Toolholder heads
REF. CODE B lbPC 11.50 43 30 50 16 095 0 3.741 2.867PC 12.50 43 30 50 16 135 0 5.315 4.410PC 13.50 43 30 50 16 200 0 7.874 7.056PC 14.50 43 30 50 16 300 0 11.811 10.584PC 15.50 43 30 50 16 400 0 15.748 13.892
PC
16CA ISO5611
On request
16
50
50
20
59
B
55
REF. CODE L F B E
PTGNL 16CA-16 48 3 01 016 1 001 2.481 0.985 0.788 0.985 TNM. 1604..PCLNL 16CA-12 48 3 01 016 1 002 2.481 0.985 0.788 0.985 CNM. 1204..PSSNL 16CA-12 48 3 01 016 1 003 2.087 0.985 0.788 0.985 SNM. 1204..PSRNL 16CA-12 48 3 01 016 1 004 2.481 0.985 0.788 0.985 SNM. 1204..
L
PTGNL 16CA-16
PSSNL 16CA-12
PCLNL 16CA-12
PSRNL 16CA-12
95°
95°
90°
45°
75°
L
EE
E
L L
E
FBB F
B F B F

MODULHARD’ANDREA
78
PT
Cover plates
REF. CODE d H L MPT 16 38 47 65 000160 16 0.276 0.552 M 3x12PT 20 38 47 65 000200 20 0.335 0.670 M 4x14PT 25 38 47 65 000250 25 0.402 0.827 M 4x16PT 32 38 47 65 000320 32 0.548 1.103 M 5x20PT 40 38 47 65 000400 40 0.685 1.378 M 6x25PT 50 38 47 65 000500 50 0.843 1.870 M 8x25PT 63 38 47 65 000630 63 1.040 2.441 M 10x30PT 80 38 47 65 000800 80 1.335 3.248 M 12x35
H
L
d
M

D’ANDREA
79
Chamfering tools
AS...45°
REF. CODE Ø d1 d2 L lb
AS 16.45 65 56 016 0013 0 0.709 ~ 1.103 0.630 1.103 0.512 0.077AS 20.45 65 56 020 0015 0 0.867 ~ 1.260 0.788 1.260 0.591
DCMT 0702.. TS 25 TORX T080.099
AS 25.45 65 56 025 0018 0 1.103 ~ 1.693 0.985 1.693 0.709 0.220AS 32.45 65 56 032 0022 0 1.378 ~ 2.126 1.260 2.126 0.867 0.441AS 40.45 65 56 040 0030 0 1.811 ~ 2.835 1.575 2.835 1.182
DCMT 11T3.. TS 4 TORX T151.102
AS 50.45 65 56 050 0038 0 2.205 ~ 3.741 1.969 3.741 1.496 2.425AS 63.45 65 56 063 0046 0 2.953 ~ 4.922 2.481 4.922 1.811
DCMT 1504.. TS 5 TORX T255.071
AS 80.45 65 56 080 0058 0 3.741 ~ 6.496 3.150 6.496 2.284 11.466
45°�
d2
L
d1 ø m
ax
ø m
in

MODULHARD’ANDREA
80
Testarossa and micrometric boring bars
FEATURES
High precision work to IT6
tolerance, with excellent
surface finish, is achieved
using TRM boring heads
and micrometric boring
bars. These are very
sensitive and radial
correction of 1 micron can
be effected directly on the
machine and easily read on
the vernier scale.
COMPONENTS
1. Body
2. Slide toolholder
3. Expanding radial pin
4. Micrometric vernier scale
5. Slide clamp screw
6. Coolant outlet
7. Tool clamp screw
8. Oiler
IMPORTANT NOTE
- Tool and toolholder should
be firmly fixed to the slide.
The only screws to be used
for the operations with
heads and micrometric
boring bars are those
listed at point
Components.
- The screws not listed at
the point Components
should not be touched in
order not to compromise
the correct operation of
boring bars and heads.
- Bit holders and boring
bars should be assembled
with the insert turned on
the same direction of the
vernier scale (see photo).
2 m
6 2 8
5
4
3
26
1
7
5
4
3
4
6
5
2
1
3
1
7 7

D’ANDREA
81
Testarossa and micrometric boring bars
- Loosen the screw (5) before
the vernier setting (4).
Fix the screw (5) at the
end of the adjustment.
The POSITIVE micrometricadjustment should becarried out turning thethe verniercounterclockwise (4).
- Resume the radial
clearance between vernier
and slide toolholder every
time the vernier’s direction
of rotation is inverted.

MODULHARD’ANDREA
82
INFO
p. 209 p. 180-181 p. 196-204
Balanceable Testarossa
B1...
REF. CODE Ø L L1 kgTRM32 HS 45 51 032 0060 1 2.5 ~ 18 60 38 0.8
METRIC
INCH
REF. CODE Ø L L1 lbTRM32 HS INCH 45 51 032 6060 1 .10 ~ .70 2.363 1.496 1.764
REF. CODE Ø L L1 L2
B1.02 57 201 05 02 001 0.099 ~ 0.158 0.867 0.827 0.493B1.04 57 201 05 04 001 0.158 ~ 0.237 0.945 0.945 0.788
Carbide tools
REF. CODE Ø L L1
B1.06 57 201 05 06 000 0.237 ~ 0.315 0.906 0.827WCGT 0201.. -
TS 21TORX T06
B1.08 57 201 05 08 000 0.315 ~ 0.394 1.103 - TS 211B1.10 57 201 05 10 000 0.394 ~ 0.473 0.418 - - TPGX 0902.. CS 250 T TORX T08
B1...
Tools
REF. CODE Ø L
B1.12 57 201 05 12 000 0.473 ~ 0.551 1.653B1.14 57 201 05 14 000 0.551 ~ 0.630 1.889 TPGX 0902.. CS 250 T TORX T08B1.16 57 201 05 16 000 0.630 ~ 0.708 2.125
B1...
Tools
210
240
270
300
330
01
22
10
Ø32
Ø 8 H
6
14
1.5
L
MHD
' 50
L1
Ø
B1...
Ø96
°
L2L1
Ø 8 g5
L
Ø 8 g
5
L1
L16
95°
93°
L14
Ø Ø 8
g5
TRM 32 HSØ 2.5 ~ 12
RPM MAX 20.000
2 mm

D’ANDREA
83
p. 195 p. 196-204
INFO
p. 209
Balanceable Testarossa
REF. CODE Ø L kgTRM50 HS 45 51 050 0070 1 2.5 ~ 22 68.5 1.4
METRIC
INCH
REF. CODE Ø L lbTRM50 HS INCH 45 51 050 6070 1 .10 ~ .86 2.697 3.087
REF. CODE Ø L kgTRM50/50 45 50 050 0050 0 2.5 ~ 30 60 1
METRIC
INCH
REF. CODE Ø L lbTRM50/50 INCH 45 50 050 6050 0 .10 ~ 1.20 2.363 2.205
210
240
270
300
330
01
22
10
21
Ø 16H
6
4
MHD
' 50
L
Ø 50
B...
Ø
MHD
’50
L
4
Ø 16
H6
B...
Ø
TRM 50 HSØ 2.5 ~ 22
RPM MAX 20.000
TRM 50/50Ø 2.5 ~ 30 (84)
2 mm

MODULHARD’ANDREA
84
INFO
p. 209 p. 195p. 180-181
B3...
Tools
B1...
REF. CODE Ø L1 L2
B1.02 57 201 05 02 001 0.099 ~ 0.158 0.827 0.493B1.04 57 201 05 04 001 0.158 ~ 0.237 0.945 0.827
Carbide tools
REF. CODE Ø L L1
B3.06 57 201 05 06 001 0.237 ~ 0.315 1.142 0.827WCGT 0201.. -
TS 21TORX T06
B3.08 57 201 05 08 001 0.315 ~ 0.394 1.418 1.103 TS 211B3.10 57 201 05 10 001 0.394 ~ 0.473 1.693 1.378B3.11 57 201 05 11 001 0.433 ~ 0.512 1.890 1.575B3.12 57 201 05 12 001 0.473 ~ 0.552 1.890 1.654B3.14 57 201 05 14 001 0.552 ~ 0.630 2.048 1.969 - TPGX 0902.. CS 250 T TORX T08B3.16 57 201 05 16 001 0.630 ~ 0.709 2.284 1.969B3.18 57 201 05 18 001 0.709 ~ 0.867 2.481 -B3.22 57 201 05 22 001 0.867 ~ 1.182 2.678 -
Tools
Ø 8
g5
L2
L1
D 08.16
Ø
96°
93°
L22
L1
ØØ16g
5

D’ANDREA
85
p. 180-181
INFO
p. 209
B5...
Vibration-damping tools
REF. CODE Ø L
B5.06 57 201 05 06 105 0.237 ~ 0.315 1.418WCGT 0201.. -
TS 21TORX T06
B5.08 57 201 05 08 105 0.315 ~ 0.394 1.890 TS 211B5.10 57 201 05 10 105 0.394 ~ 0.473 2.363B5.12 57 201 05 12 105 0.473 ~ 0.552 2.835
- TPGX 0902.. CS 250 T TORX T08B5.14 57 201 05 14 105 0.552 ~ 0.630 3.307B5.16 57 201 05 16 105 0.630 ~ 0.709 3.780
B8...
Tools with carbide shank
REF. CODE Ø L
B8.06 57 201 05 06 108 0.237 ~ 0.315 1.172WCGT 0201.. -
TS 21TORX T06
B8.08 57 201 05 08 108 0.315 ~ 0.394 2.363 TS 211B8.10 57 201 05 10 108 0.394 ~ 0.473 2.953B8.12 57 201 05 12 108 0.473 ~ 0.552 3.544
- TPGX 0902.. CS 250 T TORX T08B8.14 57 201 05 14 108 0.552 ~ 0.630 4.134B8.16 57 201 05 16 108 0.630 ~ 0.709 4.725
22
Ø 1
6 g5
L
Ø
93°
L22
Ø 1
6 g5
Ø
93°

MODULHARD’ANDREA
86
2 mmTRMTestarossa
INFO
p. 209 p. 198p. 180-181
Ø 18 ~ 84
REF. CODE Ø MHD’ d1 L C SF… kg
TRM 16/16 45 50 016 0034 0 18 ~ 23 16 34 1 SF.. 16 • 0.05TRM 20/20 45 50 020 0040 0 22 ~ 29 20 40 2 SF.. 20 • 0.1TRM 25/25 45 50 025 0050 0 28 ~ 38 25 50 2 SF.. 25 • • 0.2TRM 32/32 45 50 032 0063 0 35.5 ~ 50 32 63 3 SF.. 32 • • 0.35TRM 40/40 45 50 040 0080 0 48 ~ 63 40 80 4 SF.. 40 • • 0.7TRM 50/50 45 50 050 0050 0 54 ~ 84 50 79 4 SF.. 50 • • 1
METRIC
INCH
REF. CODE Ø MHD’ d1 L C SF… lb
TRM 16/16 INCH 45 50 016 6034 0 .70 ~ .90 16 1.339 0.040 SF.. 16 • 2.316TRM 20/20 INCH 45 50 020 6040 0 .87 ~ 1.14 20 1.575 0.079 SF.. 20 • 0.221TRM 25/25 INCH 45 50 025 6050 0 1.10 ~ 1.50 25 1.969 0.079 SF.. 25 • • 0.441TRM 32/32 INCH 45 50 032 6063 0 1.40 ~ 2.00 32 2.481 0.119 SF.. 32 • • 0.772TRM 40/40 INCH 45 50 040 6080 0 1.90 ~ 2.50 40 3.150 0.158 SF.. 40 • • 1.544TRM 50/50 INCH 45 50 050 6050 0 2.12 ~ 3.30 50 3.111 0.158 SF.. 50 • • 2.205
MHD
' d1
L
C
SFTP SFCC
Ø

D’ANDREA
87
2 mmMicrometric boring bars
p. 198 p. 180-181
INFO
p. 209
Ø 28 ~ 63
REF. CODE Ø MHD’ d1 d2 L L1 C SF.. kg
BF 50/25.63 45 51 025 0063 0 28 ~ 38 25 72.5 63 2 SF.. 25 • • 0.6BF 50/32.80 45 51 032 0080 0 35.5 ~ 50 50 32 89 80 3 SF.. 32 • • 0.8BF 50/40.100 45 51 040 0100 0 48 ~ 63 40 108 100 4 SF.. 40 • • 1.2BF 63/25.100 45 52 025 0100 0
28 ~ 38 25111 100
2 SF.. 25• • 1.1
BF 63/25.160 45 52 025 0160 0 171 160 • • 1.4BF 63/32.125 45 52 032 0125 0
35.5 ~ 50 63 32135 125
3 SF.. 32• • 1.5
BF 63/32.200 45 52 032 0200 0 210 200 • • 2BF 63/40.160 45 52 040 0160 0
48 ~ 63 40168.5 160
4 SF.. 40• • 2.1
BF 63/40.250 45 52 040 0250 0 258.5 250 • •
METRIC
INCH
REF. CODE Ø MHD’ d1 d2 L L1 C SF.. lb
BF 50/25.63 INCH 45 51 025 6063 0 1.10 ~ 1.50 0.985 2.855 2.481 0.079 SF.. 25 • • 1.323BF 50/32.80 INCH 45 51 032 6080 0 1.40 ~ 2.00 50 1.260 3.504 3.150 0.119 SF.. 32 • • 1.764BF 50/40.100 INCH 45 51 040 6100 0 1.90 ~ 2.50 1.575 4.252 3.937 0.158 SF.. 40 • • 2.646BF 63/25.100 INCH 45 52 025 6100 0
1.40 ~ 2.00 0.9854.370 3.937
0.079 SF.. 25• • 2.426
BF 63/25.160 INCH 45 52 025 6160 0 6.733 6.300 • • 3.087BF 63/32.125 INCH 45 52 032 6125 0
1.10 ~ 1.50 63 1.2605.315 4.922
0.119 SF.. 32• • 3.308
BF 63/32.200 INCH 45 52 032 6200 0 8.268 7.874 • • 4.410BF 63/40.160 INCH 45 52 040 6160 0
1.90 ~ 2.50 1.5756.634 6.300
0.158 SF.. 40• • 4.631
BF 63/40.250 INCH 45 52 040 6250 0 10.178 9.843 • • 6.615
d2
MHD
' d1
L1
C
L
SFTP SFCC
Ø

MODULHARD’ANDREA
88
INFO
p. 209 p. 198
REF. CODE Ø MHD’ d1 d2 L L1 PS kg
TRM 50/63 45 50 050 0063 077 ~ 100
50PS 11.30 1.7
95 ~ 12563 87.5 49
PS 12.30 1.8
TRM 63/63 45 50 063 0063 077 ~ 100
63PS 11.30 2
95 ~ 125 PS 12.30 2.1
TRM 50/80 45 50 050 0080 095 ~ 140
50PS 12.30 2.6
140 ~ 16080 96.5 58
PS 13.30 2.8
TRM 80/80 45 50 080 0080 095 ~ 140
80PS 12.30 3.1
140 ~ 160 PS 13.30 3.3135 ~ 210 PS 11.40 7.2
TRM 80/125 45 50 080 0125 0205 ~ 310
80 125 115 63PS 12.40 8.1
305 ~ 410 PS 13.40 9.2405 ~ 500 PS 14.40 10.3
2 mmTRMTestarossa
Ø 77 ~ 500
METRIC
INCH
REF. CODE Ø MHD’ d1 d2 L L1 PS lb
TRM 50/63 INCH 45 50 050 6063 03.00 ~ 3.90
50PS 11.30 3.749
3.70 ~ 4.902.481 3.445 1.930
PS 12.30 3.969
TRM 63/63 INCH 45 50 063 6063 03.00 ~ 5.90
63PS 11.30 4.410
3.70 ~ 4.90 PS 12.30 4.631
TRM 50/80 INCH 45 50 050 6080 03.70 ~ 5.50
50PS 12.30 5.733
5.50 ~ 6.303.150 3.800 2.284
PS 13.30 6.174
TRM 80/80 INCH 45 50 080 6080 03.70 ~ 5.50
80PS 12.30 6.836
5.50 ~ 6.30 PS 13.30 7.2775.30 ~ 8.30 PS 11.40 15.876
TRM 80/125 INCH 45 50 080 6125 08.10 ~ 12.20
80 4.922 4.489 2.481PS 12.40 17.861
12.00 ~ 16.10 PS 13.40 20.28615.90 ~ 19.70 PS 14.40 22.712
5
MHD
' d1
d2
L
L1
PS....
SFTP 50 SFCC 50
ø

D’ANDREA
89
p. 198
INFO
p. 209
2 mmDouble-bit crossbars for large diameters finishing
BPSØ 200 ~ 500
REF. CODE Ø A SF..50 kgBPS 200 43 55 40 88 198 0 200 ~ 300 198 5.2BPS 300 43 55 40 88 298 0 300 ~ 400 298
SFTP 507.7
BPS 400 43 55 40 88 398 0 400 ~ 500 398SFCC 50
10.1
02
810
64
CW 2
00
1
23
45
6
7 8
90
002RTNI I T A L YEDAM
AERDNA'D0.002 Ø
LOCK
24
MHD
' 80
A
Ø 40
H7
27.5
54
144
80
N 4 M12x35
PF 80/40
CW 200
TR 200
SFCC 50
SFTP 50
ø 66.7

MODULHARD’ANDREA
90
INFO
p. 209 p. 198
2 mmDouble-bit crossbars for large diameters finishing
BPSØ 500 ~ 800
REF. CODE Ø A SF..50 kgBPS 500 43 55 60 88 494 0 500 ~ 600 494 7.5BPS 600 43 55 60 88 594 0 600 ~ 700 594
SFTP 509
BPS 700 43 55 60 88 694 0 700 ~ 800 694SFCC 50
10.5
CW
200
46
108
20
156.5
59
Ø 60
H7
40.5
31.5
128
80
A
MHD
'80
CW 200
SFTP 50
SFCC 50
TR 200
N 4 M16 x 50
PF 80/60
Ø 101.6
LOC
K
0.002 Ø
D 'A N D R E AM A D E YLATIINT R 2 0 0
09
87
65
4
3 2
1
1/4
GAS
PF 80/60 excluded

D’ANDREA
91
p. 198 p. 209
Testarossa for back-facing machining
d1 min = (d+d2+1) : 2
REF. CODE REF. TRM/BF/BPS d d2 L
SFQC 16 47 050 05 16 062 TRM 16/16 20 ~ 25 16 27.5SFQC 20 47 050 05 20 062 TRM 20/20 24.5 ~ 32 20 33.5
TRM 25/25 41.5BF 50/25.63 54.5
SFQC 25 47 050 05 25 062BF 63/25.100
31.5 ~ 40 2591.5
BF 63/25.160 151.5TRM 32/32 53BF 50/32.80 70
SFQC 32 47 050 05 32 062BF 63/32.125
39 ~ 52 32115
BF 63/32.200 190TRM 40/40 68BF 50/40.100 88
SFQC 40 47 050 05 40 062BF 63/40.160
51 ~ 65 40147
BF 63/40.250 237TRM 50/50 56 ~ 86 50 62TRM 63 + PS 11.30 82 ~ 102 75 70.5TRM 80 + PS 12.30 100 ~ 142 93 79.5TRM 125 + PS 11.40 140 ~ 240 135 98BPS 200 + TR 200 202 ~ 302 198
SFQC 50 47 050 05 50 062BPS 300 + TR 200 302 ~ 402 298 103BPS 400 + TR 200 402 ~ 502 398BPS 500 + TR 200 502 ~ 602 494BPS 600 + TR 200 602 ~ 702 594 108BPS 700 + TR 200 702 ~ 802 694
d1
d2d2
d1
d d d
d1
d2
L
L
L
BPS...TRM...TRM - BF
SFQC… bit-holders perform
back-facing applications.
The bit-holders
can be mounted
on Testarossa
micrometric heads,
thus allowing
a working range
from 20 to 802 mm
diameter.

MODULHARD’ANDREA
92
2 mmMicrometric head
REF. CODE Ø L L1 kgTR 200 45 50 200 0200 0 200 ~ 800 67 47.8 1.3
TR 200
CW 200
REF. CODE lbCW 200 39 20 110 105 01 2.87
105
30x56.5
CW 2
004
610
82
0
METRIC
REF. CODE Ø L L1 lbTR 200 INCH 45 50 200 6200 0 7.87 ~ 31.50 2.637 1.881 2.87
INCH
INFO
p. 209 p. 198p. 180-181
REF. CODE A B E lbPS 11.30 43 30 30 26 075 0 2.953 0.882PS 12.30 43 30 30 26 095 0 0.985 3.662 1.201 1.103PS 13.30 43 30 30 26 140 0 5.315 1.544PS 11.40 43 30 40 35 150 0 5.237 3.308PS 12.40 43 30 40 35 230 0
1.5757.874
1.5755.292
PS 13.40 43 30 40 35 330 0 11.811 7.718PS 14.40 43 30 40 35 400 0 15.748 10.143
110
L1
5
L
SFCC 50
SFTP 50
Ø
0987
65
4 3 2
1
PSB
AE

D’ANDREA
93
p. 180-181
INFO
p. 209
2 mmBit-holders for double-bit items
REF. CODE Ø A B
SFTP 25 47 050 05 25 001 1.103 ~ 1.496 0.394 1.044TPGX 0902.. CS 250T TORX T08
SFTP 32 47 050 05 32 001 1.398 ~ 1.969 0.453 1.359SFTP 40 47 050 05 40 001 1.890 ~ 2.481 0.552 1.733
TPGX 1103.. CS 300890T TORX T08SFTP 50 47 050 05 50 001 2.126 ~ 31.496 0.748 2.048
91°
B
A SFTP
REF. CODE Ø A B
SFCC 16 47 050 05 16 002 0.709 ~ 0.906 0.315 0.670SFCC 20 47 050 05 20 002 0.867 ~ 1.142 0.335 0.827
CCGT 0602.. TS 25 TORX T08SFCC 25 47 050 05 25 002 1.103 ~ 1.496 0.394 1.044SFCC 32 47 050 05 32 002 1.398 ~ 1.969 0.453 1.359SFCC 40 47 050 05 40 002 1.890 ~ 2.481 0.552 1.733
CCGT 09T3.. TS 4 TORX T15SFCC 50 47 050 05 50 002 2.126 ~ 31.496 0.748 2.048
90°
A
B
SFCC
90°
B
C
ASFQC
REF. CODE Ø A B C
SFQC 16 47 050 05 16 062 0.787 ~ 0.984 0.078 0.708 0.393SFQC 20 47 050 05 20 062 0.964 ~ 1.259 0.078 0.885 0.413SFQC 25 47 050 05 25 062 1.240 ~ 1.574 0.098 1.122 0.472
CCMT 0602.. TS 25 TORX T08
SFQC 32 47 050 05 32 062 1.535 ~ 2.047 0.098 1.397 0.531SFQC 40 47 050 05 40 062 2.007 ~ 2.559 0.118 1.811 0.649SFQC 50 47 050 05 50 062 2.204 ~ 31.574 0.118 2.086 0.807
CCMT 09T3.. TS 4 TORX T15
Bit-holders for back-facing machining

Testarossa kit
KIT K01 TRM 50/63KIT K01 TRM 63/63
KIT K01 TRM 50/80KIT K01 TRM 80/80
MODULHARD’ANDREA
94

SUPPLY
TESTAROSSA boring heads
are supplied in a robust
metal box with a wide range
of toolholders, tools,
inserts and service
wrenches.
FEATURES
High precision work to IT6
tolerance and with
excellent surface finish is
achieved using TRM boring
heads. These are very
sensitive and radial
correction of 1 micron can
be effected directly on the
machine and easily read on
the vernier scale.
FLEXIBILITY
The series of TRM heads
permits high precision
boring works from 6 to
500 mm diameter.
Testarossa kit
KIT K01 TRM 50/50
D’ANDREA
95

MODULHARD’ANDREA
96
KITK01 TRM 32 HSBalanceable kit
REF. CODE ØK01 TRM32 HS 65 50 050 3032 1 2.5 ~ 12K01 TRM32 HS INCH 65 50 050 8032 1 .10 ~ .47
2 mmØ 2.5 ~ 12
RPM MAX 20.000
TRM 32 HS COMPONENTS
6 1 2
3 74 5
WCGT020102L DC100
B1.06B1.08
B1.02B1.04
TPGX090202L DC100
B1.10
01
22
10 33
030
027
024
021
0
0.0
02 Ø
HSTR
M
RD
AE
NA'D
32M
AD
EY
LA
TIIN
0
1
23
4
consisting of:1 TRM 32 HS1 B1.021 B1.041 B1.061 B1.081 B1.105 TPGX 090202L DC1002 WCGT 020102L DC100

D’ANDREA
97
COMPONENTS
1. Body
2. Tool slide
3. Expanding pin
4. Micrometric vernier scale
5. Slide lock screw
6. Coolant outlet
7. Tool lock screw
210 240 270 300 330
0 1 2210
0.002 Ø
I I T A L YEDA'A E AD R
N32
D N
TRM HSM
3660
212
2012
16.5
Ø 50
28
12.5
Ø 2.5-4
Ø 4-6
Ø 10-12
Ø 8-10
Ø 6-8
B1.02
B1.04
B1.06
B1.08
B1.10
The boring head TRM 32 HS
bores diameters from 2.5 to
12 mm.
- Fit the tool B.. into seat
and lock with screw (7).
The cutting tool must be on
the slide longitudinal axis.
KITWorking range

MODULHARD’ANDREA
98
KITK01 TRM 50 HSBalanceable kit
REF. CODE ØK01 TRM50 HS 65 50 050 3050 1 6 ~ 22K01 TRM50 HS INCH 65 50 050 8050 1 .23 ~ .86
2 mmØ 6 ~ 22
RPM MAX 20.000
TRM 50 HS COMPONENTS
6 8 21
54 73
TPGX090202L DC100
B3.10B3.12B3.14B3.16B3.18
B3.06B3.08
WCGT020102L DC100
0.0
02 Ø
01
22
10 33
030
027
024
021
0
HSTR
MNI
ITA
LY
AM
50
D'A
EA
DR
ND
E
54
32
1 09
87
6
consisting of:1 TRM 50 HS1 B3.061 B3.081 B3.101 B3.121 B3.141 B3.161 B3.185 TPGX 090202L DC1002 WCGT 020102L DC100

D’ANDREA
99
E A
HS50TRMNM I I T A L YAD E
AD NDR'
0 1 2 2 10
330300270240210
0.002 Ø
60
6368
.5
8
ø 50
35
21
28
42
50
ø 6-8
ø 8-10
ø 10-12
ø 12-14
ø 14-16
ø 18-22
ø 16-18
B3.18
B3.16
B3.14
B3.12
B3.10
B3.08
B3.06
KITWorking range
COMPONENTS
1. Body
2. Tool slide
3. Expanding pin
4. Micrometric vernier scale
5. Slide lock screw
6. Coolant outlet
7. Tool lock screw
8. Oiler
The boring head TRM 50 HS
bores diameters from 6
to 22 mm.
- Fit the tool B.. into seat
and lock with screw (7).
The cutting tool must be on
the slide longitudinal axis.

MODULHARD’ANDREA
100
KITK01 TRM 50/50
REF. CODE ØK01TRM50/50 65 50 050 1050 1 6 ~ 84K01TRM50/50 INCH 65 50 050 6050 1 .23 ~ 3.30
2 mmØ 6 ~ 84
TRM 50/50 COMPONENTS
P 25..63
BM10
SFTP25SFTP32
SFTP50
TPGX110302L DC100
TPGX090202L DC100
WCGT020102L DC100
B3.06B3.08
B3.11B3.16B3.22
TPGX090202L DC100
1 2
6 8
4 73 5
NI I T A LEDAMD 'AN ED R
YTRM 50/50
A
0.002 ØØ 54-84
54
32
1 09
87
6
consisting of:1 TRM 50/501 B3.061 B3.081 B3.111 B3.161 B3.221 P25.631 SFTP251 SFTP321 SFTP50 1 BM105 TPGX 090202L DC1001 TPGX 110302L DC1002 WCGT 020102L DC100

D’ANDREA
101
KITWorking range
COMPONENTS
1. Body
2.Tool slide
3.Expanding pin
4.Micrometric vernier scale
5. Slide lock screw
6.Coolant outlet
7. Tool lock screw
8.Oiler
Ø 6 - 30 Ø 54 - 84Ø 28 - 54
BM10
B3.06
* B3.08
* B3.11
* B3.16
* B3.22
SFTP 32
SFTP 25
P25.63 SFTP 50
TRM 50/50
DA
NA
DR
Ø 54-84
0.002 Ø
IIT
AL
ED
A 'E
NY
M
0.002 ØØ
54-84
RD
AE
NA'
DTRM
50/50M
AD
EY
LA
TIIN NI
ITA
LE
DA
M D'A
NE
DR
TRM 50/50 A
0.002 ØØ
54-84 Y
68
8
6360
19
50
40
28
21
Ø 50
Ø 28-44
Ø 36-54
Ø 6-8
Ø 16-23
Ø 22-30
Ø 11-17
Ø 8-12 Ø 54-84
The boring head TRM 50/50
bores diameters from 6
to 84 mm.
- For bores from Ø 6 to
30 mm fit the tool B.. into
seat and lock with screw
(7). The cutting tool must
be on the slide
longitudinal axis.
- For bores from Ø 28
to 54 mm fit extension
P25.63 into seat and
lock with screw (7).
- For bores from Ø 54 to
84 mm fit sleeve BM10 into
seat. Before tightening the
screw (7) make sure that
the latter engages the
recess provided in sleeve
BM10 which shall not
project from the tool slide;
if so, fit the sleeve
overturned into seat. Fit the
bit holder SF.. and secure it
by the appropriate screw.
* For a best flexibility of the
TRM 50/50 kit, the
working range of the
B3.08, B3.11, B3.16, B3.22
tools is different from
those suggested and
reported on page 82.

MODULHARD’ANDREA
102
KITK01 TRM 50/63 - K01 TRM 63/63
2 mmØ 6 ~ 125
REF. CODE MHD’ ØK01 TRM50/63 65 50 050 1063 1 50 6 ~ 125K01 TRM63/63 65 50 063 1063 1 63 6 ~ 125K01 TRM50/63 INCH 65 50 050 6063 1 50 .23 ~ 4.92K01 TRM63/63 INCH 65 50 063 6063 1 63 .23 ~ 4.92
TRM 50/63-63/63 COMPONENTS
86543
921
TPGX110302L DC100
SFTP50
PS11.30
P02.30P03.30
SFTP25SFTP32
TPGX090202L DC100
WCGT020102L DC100
B3.06B3.08
B3.11B3.16B3.22
TPGX090202L DC100
P20.30
7
54
32
1 09
87
6
consisting of:1 TRM ../631 B3.061 B3.081 B3.111 B3.161 B3.221 P20.301 P02.301 P03.301 PS11.301 SFTP251 SFTP321 SFTP505 TPGX 090202L DC1001 TPGX 110302L DC1002 WCGT 020102L DC100

D’ANDREA
103
Ø 28 - 80 Ø 77 - 125Ø 6 - 30
P20.30
B3.06
*B3.08
*B3.11
*B3.16
*B3.22
P02.30
P03.30
SFTP 25
SFTP 32
SFTP 50
PS 11.30
21
8
6816
780
49
28
40
50
Ø 63
50
Ø 77-125
Ø 28-70
Ø 36-80
Ø 8-12
Ø 22-30
Ø 16-23
Ø 11-17
Ø 6-8
87.5
The boring head TRM 63
bores diameters from
6 to 125 mm.
- For bores from Ø 6 to
30 mm fit the toolholder
P20.30 at the centre of the
slide and secure it by
screws (9). Fit the tool B..
and secure it by screws
(7). The cutting tool must
be on the slide
longitudinal axis.
- For bores from Ø 28 to
80 mm fit the toolholder
P.. in the slide and secure
it by screws (9).
- For bores from Ø 77 to
125 mm fit the toolholder
PS11.30 in the slide and
secure it by screws (9).
Fit the bit holder SF.. on
the toolholder and secure
it by the screw.
KITWorking range
COMPONENTS
1. Body
2. Tool slide
3. Expanding pin
4. Micrometric vernier scale
5. Slide lock screw
6. Coolant outlet
7. Tool lock screw
8. Oiler
9. Toolholder lock screws
* For a best flexibility of the
TRM 50/63 and 63/63
kits, the working range of
the B3.08, B3.11, B3.16,
B3.22 tools is different
from those suggested and
reported on page 82.

MODULHARD’ANDREA
104
KITK01 TRM 50/80 - K01 TRM 80/80
2 mmØ 6 ~ 220
REF. CODE MHD’ ØK01 TRM50/80 65 50 050 1080 1 50 6 ~ 220K01 TRM80/80 65 50 080 1080 1 80 6 ~ 220K01 TRM50/80 INCH 65 50 050 6080 1 50 .23 ~ 8.66K01 TRM80/80 INCH 65 50 080 6080 1 80 .23 ~ 8.66
TRM 50/80 - 80/80 COMPONENTS
TPGX110302L DC100
SFTP50
PS12.30PS13.30
P02.30P03.30P04.30
TPGX090202L DC100
SFTP32SFTP25
P20.30
B3.06B3.08
WCGT020102L DC100
TPGX090202L DC100
B3.11B3.16B3.22
3 4 5 6 8
7
1 2 9
6
78
901
23
45
consisting of:1 TRM ../801 B3.061 B3.081 B3.111 B3.161 B3.221 P20.301 P02.301 P03.301 P04.301 PS12.301 PS13.301 SFTP251 SFTP321 SFTP505 TPGX 090202L DC1001 TPGX 110302L DC1002 WCGT 020102L DC100

D’ANDREA
105
Ø 6 - 30 Ø 30 - 96
125
7
50
58
80
Ø 80
P20.30
B3.06 Ø 6-8
*B3.22
*B3.16
*B3.11
*B3.08 Ø 8-12
Ø 22-30
Ø 16-23
Ø 11-17
SFTP 32
SFTP 25
P04.30
P02.30
P03.30
Ø 30-86
Ø 36-96
Ø 95 - 220
PS 12.30
PS...
PS 13.30 Ø 140-220
Ø 95-140
68
50
40
28
21
16
SFTP50
96.5
8
The boring head TRM 80
bores diameters from 6 to
220 mm.
- For bores from Ø 6 to
30 mm fit the toolholder
P20.30 at the centre of the
slide and secure it by
screws (9). Fit the tool B..
and secure it by screws
(7). The cutting tool must
be on the slide
longitudinal axis.
- For bores from Ø 30 to
96 mm fit the toolholder
in the slide and secure
it by screws (9).
- For bores from Ø 95 to
220 mm fit the toolholder
PS.. in the slide and
secure it by screws (9).
Fit the bit holder SF.. on
the toolholder and secure
it by the screw.
KITWorking range
COMPONENTS
1. Body
2. Tool slide
3. Expanding pin
4. Micrometric vernier scale
5. Slide lock screw
6. Coolant outlet
7. Tool lock screw
8. Oiler
9. Toolholder lock screws
* For a best flexibility of the
TRM 50/80 and 80/80
kits, the working range of
the B3.08, B3.11, B3.16,
B3.22 tools is different
from those suggested and
reported on page 82.

MODULHARD’ANDREA
106
KITK03 (TRM 80/125)Toolholders kit for TRM 80/125
2 mmØ 36 ~ 410
REF. CODE ØK03 TRM80/125 65 50 125 0003 0 36 ~ 410
TRM 125 COMPONENTS
921
6543 8
SFTP 50
PS11.40PS12.40PS13.40
P02.40P03.40P04.40
SFTP32SFTP40
54
32
1 09
87
6
consisting of:1 P02.401 P03.401 P04.401 PS11.401 PS12.401 PS13.401 SFTP321 SFTP401 SFTP50

D’ANDREA
107
KITWorking range
ø 135-210
PS...
PS11.40
ø 405-500
ø 305-410
ø 205-310PS12.40
PS13.40
PS14.40
ø 46-137
ø 40-123
P04.40
P03.40
P02.40
SFTP 32
SFTP 40
80
920
0
125
63
Ø 125
115
Ø 36 - 137 Ø 135 - 500
SFTP 50
ø 36-123SFTP32
The boring head TRM 125
bores diameters from 36 to
500 mm.
- For bores from Ø 36 to
137 mm fit the toolholder
P.. in the slide and secure
it by screws (9).
- For bores from Ø 135 to
500 mm fit the toolholder
PS.. in the slide and
secure it by screws (9).
Fit the bit holder SF.. on
the toolholder and secure
it by the screw.
COMPONENTS
1. Body
2. Tool slide
3. Expanding pin
4. Micrometric vernier scale
5. Slide lock screw
6. Coolant outlet
7. Tool lock screw
8. Oiler
9. Toolholder lock screws

MODULHARD’ANDREA
108
KITK01 BORE 18-28Boring kit for mold makers
2 mmØ 18 ~ 28
REF. CODE ØK01 BORE 18-28 65 50 018 0028 0 18 ~ 28
WORKING RANGE
66
74
102
110
ø 18-22
ø 16
ø 50
ø 22-28
ø 50
ø 20
ø 22-28
ø 18-22
consisting of:1 RD 50/16.401 TRM 16/161 SFCC 161 TS 16/162 SSCC 161 RD 50/20.701 TRM 20/201 SFCC 201 TS 20/202 SSCC 2010 CCGT 060202L DC100

D’ANDREA
109
REF. CODE ØK01 BORE 28-50 65 50 028 0050 0 28 ~ 50
KITK01 BORE 28-50 Boring kit for mold makers
2 mmØ 28 ~ 50
WORKING RANGE
Ø 50
Ø 25
Ø 50
Ø 32
130
Ø 28-38
143
Ø 35.5-50 Ø 35.5-50
Ø 28-38
137
150
consisting of:1 RD 50/25.871 TRM 25/251 SFTP 251 TS 25/252 SSCC 251 RD 50/32.871 TRM 32/321 SFTP 321 TS 32/322 SSCC 3210 TPGX 090202L DC100

MODULHARD’ANDREA
110
BMD kit
K01 BMD 18-282 mm
Ø 18 ~ 28
REF. CODE ØK01 BMD 18-28 65 50 218 0028 0 18 ~ 28
K01 BMD 28-382 mm
Ø 28 ~ 38
REF. CODE ØK01 BMD 28-38 65 50 228 0038 0 28 ~ 38
REF. CODE ØK01 BMD 36-50 65 50 236 0050 0 36 ~ 50
K01 BMD 36-502 mm
Ø 36 ~ 50
consisting of:1 BMD 16/16.1401 BMD 16/16.1701 TRM 16/161 BMD 20/20.1701 BMD 20/20.2101 TRM 20/201 SFCC 161 SFCC 20
consisting of:1 BMD 25/25.1601 BMD 25/25.2051 BMD 25/25.2551 TRM 25/251 SFCC 25
consisting of:1 BMD 32/32.1951 BMD 32/32.2501 BMD 32/32.3151 TRM 32/321 SFTP 32

D’ANDREA
111
BMD kit
K01 BMD 18-28
160
200
125
160
SFCC 20
TRM 20/20
BMD 20/20.210
BMD 20/20.170
BMD 16/16.170
SFCC 16
TRM 16/16
BMD 16/16.140
Ø 18
- 22
Ø 22
- 28
K01 BMD 28-38
250
200
160
BMD 25/25.255
SFTP 25
TRM 25/25
BMD 25/25.205BMD 25/25.160
Ø 28
- 38
K01 BMD 36-50
200
250
320
BMD 32/32.195 BMD 32/32.250
BMD 32/32.315
TRM 32/32
SFTP 32
Ø 36
- 50
WORKING RANGE
WORKING RANGE
WORKING RANGE

MODULHARD’ANDREA
112
Tools and toolholders for Testarossa kit
REF. CODE A B C D E kgP02.30 43 10 30 25 040 0 25 40 52.5 0.3P03.30 43 10 30 25 070 0 25 70 82.5 43 30.5 0.4P04.30 43 10 30 25 115 0 27 115 127.5 0.7P02.40 43 10 40 32 070 0 32 69 86 0.7P03.40 43 10 40 32 115 0 32 114 131 56 40 1P04.40 43 10 40 32 190 0 38 189 206 2
REF. CODE A B E kgPS 11.30 43 30 30 26 075 0 75 0.4PS 12.30 43 30 30 26 095 0 25 93 30.5 0.5PS 13.30 43 30 30 26 140 0 135 0.7PS 11.40 43 30 40 35 150 0 133 1.5PS 12.40 43 30 40 35 230 0
40200
402.4
PS 13.40 43 30 40 35 330 0 300 3.5PS 14.40 43 30 40 35 400 0 400 4.6
PS
P..
B
AE
C
B
D
A
E
p. 199

D’ANDREA
113
Tools and toolholders for Testarossa kit
REF. CODE kgP25.63 43 51 16 25 063 0 0.3
REF. CODE A B
SFTP 25 47 050 05 25 001 10 26.5TPGX 0902.. CS 250T TORX T08
SFTP 32 47 050 05 32 001 11.5 34.5SFTP 40 47 050 05 40 001 14 44
TPGX 1103.. CS 300890T TORX T08SFTP 50 47 050 05 50 001 19 52
P 25.63
SFTP
p. 180-181p. 199
INFO
p. 209
Ø 16g6
21.5
53
Ø 25
91°
B
A

MODULHARD’ANDREA
114
Tools and toolholders for Testarossa kit
REF. CODE L L1
B1.06 57 201 05 06 000 23 21WCGT 0201.. -
TS 21TORX T06
B1.08 57 201 05 08 000 28 - TS 211B1.10 57 201 05 10 000 36 - - TPGX 0902.. CS 250 T TORX T08
REF. CODE L1 L2
B1.02 57 201 05 02 001 21 12.5B1.04 57 201 05 04 001 24 21
B1...
REF. CODE kgP20.30 43 10 30 16 030 0 0.2
P 20.30
INFO
p. 209 p. 195p. 180-181 p. 199
Carbide tools
Tools
Ø 39
Ø 30 Ø 16 H6
30.5
25
L1
L2
ø 8
g5
D 08.16
96°
REF. CODE L
B1.12 57 201 05 12 000 42B1.14 57 201 05 14 000 48 TPGX 0902.. CS 250 T TORX T08B1.16 57 201 05 16 000 54
Tools
93°
L14
Ø Ø 8
g5
B1...
Ø 8 g
5
L1
L16
95°
B1...

D’ANDREA
115
K 20.50Ø 6 ~ 30
REF. CODE ØK20.50 65 50 001 0020 0 .236 ~ 1.180
REF. CODE L L1
B3.06 57 201 05 06 001 29 21WCGT 0201.. -
TS 21TORX T06
B3.08 57 201 05 08 001 36 28 TS 211B3.10 57 201 05 10 001 43 35B3.11 57 201 05 11 001 48 40B3.12 57 201 05 12 001 48 42B3.14 57 201 05 14 001 52 50
- TPGX 0902.. CS 250 T TORX T08
B3.16 57 201 05 16 001 58 50B3.18 57 201 05 18 001 63 -B3.22 57 201 05 22 001 68 -
B3...
93°
L22
L1
ØØ16g
5
p. 180-181
INFO
p. 209
Tools
consisting of:1 B3.061 B3.081 B3.111 B3.161 B3.225 TPGX090202L3 WCGT020102L

MODULHARD’ANDREA
116
Chucking tools
ER 25, ER 32, ER 40,
including axial
adjustment screw.
Supplied without collets.
Tapping chuck holders
for high production thread
cutting. Large length
compensation in response
CHUCKING TOOLS
Combi-toolholders
Weldon (DIN 1835 B)
and Whistle Notch
(DIN 1835 E) with axial
adjustment screw.
Collet chucks to DIN 6499
sizes ER 11, ER 16, ER 20,
to tension and
compression.
With quick-change clutch
for tap holders with or
without torque clutch.
Universal milling cutter-
holders for disc cutters
and facing cutters.
Toolholders with
internal morse taper
for tools with thread
to DIN 228-A and tang
to DIN 228-B.
Drill chuck-holders
with internal taper B16
to DIN 238.
Semi-finished
toolholders for special
tools with hardened
and ground MHD’
coupling part and
cylindrical part with
hardness HRC 22-25.
Coolant chucking tools.

D’ANDREA
117
Collets chucking tools
Collet chucks to DIN 6499
sizes ER 11, ER 16, ER 20,
ER 25, ER 32, ER 40
supplied with axial
adjustment screw and
without collets.
REF. CODE MHD’ d1 d L L1 lb N.m
PE 16 / ER11M 65 57 016 0011 0 16 0.020 ~ 0.276 0.985 0.099 0.067 ER-11M E11M 30PE 20 / ER16M 65 57 020 0016 0 20 0.020 ~ 0.040 1.260 0.040 0.133 ER-16M E16M 40PE 25 / ER20M 65 57 025 0020 0 25 0.040 ~ 0.512 1.575 0.099 0.331 ER-20M E20M 80PE 32 / ER25M 65 57 032 0025 0 32 0.040 ~ 0.630 1.654 0.059 0.552 ER-25M E25M 160PE 40 / ER25 65 57 040 0025 0 40 0.040 ~ 0.630 1.772 0.197 0.882 UM/ER25 E25 200PE 50 / ER25 65 57 050 0025 0
500.040 ~ 0.630 1.890 0.276 1.544 UM/ER25 E25 200
PE 50 / ER32 65 57 050 0032 0 0.079 ~ 0.788 2.166 0.315 2.205 UM/ER32 E32 220PE 63 / ER32 65 57 063 0032 0
630.079 ~ 0.788 2.323
0.4732.867 UM/ER32 E32 220
PE 63 / ER40 65 57 063 0040 0 0.119 ~ 1.024 2.520 3.308 UM/ER40 E40 250
Supplied without collets and clamping wrenches
REF. CODE MHD’ d1 d2 d3 L L1 kgFORCE 50/20 HS 65 63 050 0020 5 50 20 48 60 60 1FORCE 63/32 HS 65 63 063 0032 5 63 32 66 80 80 2
REF. CODE MHD’ d1 d2 d3 L L1 lbFORCE 50 3/4 HS 65 63 050 0019 5 50 .750 1.890 2.362 2.362 2.67FORCE 63 1-1/4 HS 65 63 063 0031 5 63 1.250 2.599 3.149 3.149 5.35
p. 188-191 p. 196-202
METRIC Without clamping wrench
INCH
PEER DIN 6499
MHD’ FORCE
L1
L
d2 d3
MHD
' d1
01
22
10
33030
027
024
0210
2L1
MHD
' d1
L
d

MODULHARD’ANDREA
118
AWDIN 1835 B-EWeldon Whistle Notch chucking tools
L2
L1
L3
MHD
' d1
L
d3d2
DIN 1835-BWELDON
DIN 1835-EW.-NOTCH2°
L3L2
LM
HD' d
1
d3d2
DIN 1835-EW.-NOTCH
DIN 1835-BWELDON
2° 2°
fig. 2
fig. 1
METRIC
REF. CODE MHD’ d1 d2H5 d3 L L1 L2 L3 fig. kg
AW 50/6 65 58 050 0006 0 6 25 44 32.5 7 2 1 0.5AW 50/8 65 58 050 0008 0 8 28 44 33 7 2 1 0.5AW 50/10 65 58 050 0010 0 10 35 52 42 11 3 1 0.7AW 50/12 65 58 050 0012 0
5012 42 57 48 11 3 1 0.8
AW 50/14 65 58 050 0014 0 14 42 57 48 11 3 1 0.8AW 50/16 65 58 050 0016 0 16 48 67 61 17 4 1 1.1AW 50/20 65 58 050 0020 0 20 51 67 - 16 4 1 1.2AW 50/25 65 58 050 0025 0 25 63 80 - 22 4 2 1.8
AW 63/16 65 58 063 0016 0 16 48 64 53 14 4 1 1.4AW 63/20 65 58 063 0020 0 63 20 52 66 56 14 4 1 1.5AW 63/25 65 58 063 0025 0 25 64 74 - 16 4 2 2.1AW 63/32 65 58 063 0032 0 32 72 76 - 14 4 2 2.5AW 80/40 65 58 080 0040 0 80 40 80 83 - 12 4 2 3.2
p. 196-200
Combi-toolholders Weldon
(DIN 1835 B) and Whistle
Notch (DIN 1835 E) with
axial adjustment screw.

D’ANDREA
119
AWINCH Weldon Whistle Notch chucking tools
L2
L1
L3
MHD
' d1
L
d3d2
WELDON
W.-NOTCH2°
L3L2
L
MHD
' d1
d3d2
W.-NOTCH
WELDON
2° 2°
fig. 2
fig. 1
INCH
REF. CODE MHD’ d1 d2H5 d3 L L1 L2 L3 fig. lb
AW 50 1/4 65 58 050 6063 0 .250 0.985 1.378 0.926 0.276 0.079 1 1.103AW 50 3/8 65 58 050 6095 0 .375 1.378 2.048 1.654 0.433 0.119 1 1.544AW 50 1/2 65 58 050 6127 0 50 .500 1.654 2.244 1.890 0.433 0.119 1 1.764AW 50 5/8 65 58 050 6158 0 .625 1.890 2.638 2.402 0.670 0.158 1 2.426AW 50 3/4 65 58 050 6190 0 .750 1.969 2.638 - 0.630 0.158 1 2.646AW 63 1/2 65 58 063 6127 0 .500 1.654 2.244 1.890 0.433 0.119 1 3.087AW 63 5/8 65 58 063 6158 0 .625 1.890 2.520 2.087 0.552 0.158 1 3.087AW 63 3/4 65 58 063 6190 0 63 .750 1.969 2.599 2.205 0.552 0.158 1 3.308AW 63 1 65 58 063 6254 0 1.000 2.481 3.071 - 0.591 0.158 2 4.631AW 63 1-1/4 65 58 063 6317 0 1.250 2.756 3.071 - 0.552 0.158 2 5.292AW 80 1-1/2 65 58 080 6381 0
801.500 3.150 3.268 - 0.433 0.158 2 7.056
AW 80 2 65 58 080 6508 0 2.000 3.741 3.937 - 0.473 0.158 2 10.143
p. 196-200

MODULHARD’ANDREA
120
p. 196-201
PFDisc and facing cutter holders
METRIC
REF. CODE MHD’ d1 d2 d3 d4 d5 M L L1 fig. kgPF 40/22 65 59 040 2022 5 40 M10 22 40 - - 19 13 1 0.4PF 50/16 65 59 050 0016 0 M8 16 32 - - 17 15 1 0.5PF 50/22 65 59 050 0022 0
50M10 22 40 - - 19 15 1 0.5
PF 50/27 65 59 050 0027 0 M12 27 50 - - 21 15 1 0.6PF 50/32 65 59 050 0032 0 M16 32 60 - - 24 15 1 0.7PF 63/27 65 59 063 0027 0
63M12 27 60 - - 21 15 1 1.1
PF 63/32 65 59 063 0032 0 M16 32 70 - - 24 15 1 1.2PF 80/32 65 59 080 0032 0 M16 32 88 - - 24 24 1 1.9PF 80/40 65 59 080 0040 0 80 M20 40 88 66.7 M12 27 24 2 2.1PF 80/60 65 59 080 0060 0 M30 60 128.5 101.6 M16 40 31.5 2 3.5
Combi-chucking tools
for disc and facing cutter
holders.
L1 L
d2 d3 d4
MHD
' d1
d5
M
fig. 2
LL1
d2 d4d3
MHD
' d1
fig. 1
INCH
REF. CODE MHD’ d1 d2 d3 d4 L L1 fig. lbPF 50 3/4 65 59 050 6190 0
503/8 - 24 .750 1.575 0.689 0.591 1 1.103
PF 50 1 65 59 050 6254 0 1/2 - 20 1.000 1.969 0.689 0.591 1 1.323PF 63 3/4 65 59 063 6190 0 3/8 - 24 .750 1.575 0.689 0.650 1 1.985PF 63 1 65 59 063 6254 0 63 1/2 - 20 1.000 2.363 0.689 0.591 1 2.205PF 63 1-1/4 65 59 063 6317 0 5/8 - 18 1.250 2.756 0.689 0.748 1 2.867PF 80 1-1/2 65 59 080 6381 0
803/4 - 16 1.500 3.465 0.945 0.945 1 4.951
PF 80 2 65 59 080 6508 0 1 - 12 2.000 3.859 0.945 1.063 1 6.615

D’ANDREA
121
p. 196-201
CMDIN 228 A-B Morse taper chucking tools
d2
L
L1
MHD
' d1
d3F
2
3 1
MT DIN 228-A
To chuck a morse taper tool
with thread proceed as
follows:
a. Drive in screw 1.
b. Remove expanding pin 2
and sleeve 3 to allow the
Allen wrench to be
introduced from the rear.
c. Fit the tool and tighten
screw 1 clockwise.
d. Reassemble expanding
pin 2 and sleeve 3.
MT DIN 228-B
To chuck a morse taper
tool with tang remove
screw 1.
Combi-chucking tools for
morse taper with DIN 228-A
thread bore and with
DIN 228-B tooth.
REF. CODE MHD’ d1 MORSE d2 d3 L L1 F lbCM 50/1 65 60 050 0001 0 1 0.788 0.475 3.150 2.678 M6 1.323CM 50/2 65 60 050 0002 0 50 2 1.182 0.700 3.937 3.386 M10 1.544CM 50/3 65 60 050 0003 0 3 1.418 0.938 4.725 4.331 M12 2.205CM 63/3 65 60 063 0003 0
633 1.418 0.938 4.725 4.252 M12 2.867
CM 63/4 65 60 063 0004 0 4 1.890 1.231 5.906 5.237 M16 4.410
DIN 228 B
DIN 228 A

MODULHARD’ANDREA
122
p. 192-193p. 196-200
AMTapping chuck holders
Tapping chuck holders
suitable for high
production. Great axial
adjustment both in
compression and tension.
There is the possibility of
using quick change clutches
with or without torque
clutch.
REF. CODE MHD’ d1 WFLK Capacity L L1 d2 d3 a lbAM 50/M3-12 65 65 050 0010 0
50WFLK 115B/A 308 M 3 ~ 12 2.835 2.363 0.748 1.418 0.296 1.985
AM 50/M8-20 65 65 050 0020 0 WFLK 225B/A 308 M 8 ~ 20 4.174 - 1.221 2.087 0.493 2.646AM 63/M3-12 65 65 063 0010 0
63WFLK 115B/A 308 M 3 ~ 12 2.756 2.284 0.748 1.418 0.296 2.205
AM 63/M8-20 65 65 063 0020 0 WFLK 225B/A 308 M 8 ~ 20 4.095 3.662 1.221 2.087 0.493 2.867
aa
L
L1
d2 d3
MHD
' d1
WFLK

D’ANDREA
123
p. 196
Drilling chuck holders and semifinished chuck holders
REF. CODE MHD’ d1 L lbB 50/16 65 61 050 0016 0 50 0.394 0.882B 63/16 65 61 063 0016 0 63 0.532 1.764
REF. CODE MHD’ d1 d2 L lbNS 50 65 72 050 0160 0 50 2.481 6.300 9.261NS 63 65 72 063 0200 0 63 3.150 7.864 19.184NS 80 65 72 080 0250 0 80 3.937 9.843 35.280
B16
DIN 23824L
Ø 1
5.73
3
MHD
' d1
B16
Semifinished chucking
holders for special tools,
manufactured with
the tempered and ground
part of the MHD’ coupling
and the cylindrical neutral
part with a hardness
of HRC 22-25.
Drilling chuck holders
with B16 DIN 238 thread.
NS
L10
MHD
' d1
d2
HRC 22-25

MODULHARD’ANDREA
124
p. 196
Coolant chucking tools
REF. CODE MHD’ d1 R d2 L L1 L2 RPM max BAR lbACR/NC 50/50 65 67 050 0050 1 50 2.559 3.150 2.835 1.122 1.693 7000 max 10 4.190ACR/NC 50/50 65 67 050 0050 0 50 3.150 3.150 2.835 1.122 1.693 7000 max 10 5.513ACR/NC 63/63 65 67 063 0063 0 63 3.150 3.937 3.465 1.457 2.008 5600 max 10 11.025
ACR/NC
NN Activate coolant prior to starting spindle to prevent damage to internal components.
LL2
ø 18
R
MHD
' d1
d2
MHD
' d1
L15
-0.0
3-0
.05

D’ANDREA
125
p. 196
Coolant chucking tools
REF. CODE MHD’ d1 d2 L L1 RPM max BAR lbACR 63/63 65 67 063 1063 0 63 0.591 2.481 1.378 3500 max 10 6.395
ACR
NN Activate coolant prior to starting spindle to prevent damage to internal components.
MHD
' d1
d2
15
R 3/8
L
L1
MHD
' d1

SENSITIV T-TA
Boring and facing heads with manual and automatic feed

SENSITIV T-TA
Boring and facing heads with manual and automatic feed
Index
GENERAL FEATURES p. 128
COMPONENTS AND ASSEMBLY p. 129
SUPPLY p. 130
ARBORS p. 131
ACCESSORIES p. 132-135
TECHNICAL DATA p. 136

SENSITIV T-TA
128
General features
The line of T-TA boring and
facing heads is provided
with radial feed movement
of the radial slide while
the head rotates. The
radial feed can be either
manually operated by a
crank or automatic.
Via an interchangeable
taper, these heads can be
utilized on milling
machines, boring
machines, jig boring
machine, radial drills and
will allow to perform a
wide range of machining
operations such as facing,
back-facing, boring, taper
boring, grooving both on
ID or OD.
The T-TA line of heads
includes 4 models: T 100
provided with manual
radial feed only; TA 120,
TA 170 and TA 220 provided
with manual and automatic
radial feed.
A wide range of
toolholders is available for
these heads to allow the
widest range of machining
operations.

D’ANDREA
129
Components and assembly
ASSEMBLY
The SENSITIV are mounted
on the machine via the
taper. The check rod 14,
inserted in fork 18 and
locked onto the machine
COMPONENTS
1. Stationary body
2. Rotating body
3. Interchangeable body
4. Feed crank
5. Quick return crank
6. Automatic feed crank
7. Automatic feed disengage
button
8. Crank lock
9. Micrometric vernier scale
10. Centesimal vernier scale
11. Tool slide
12. Position stop
13. Toolholder clamp screw
14. Check rod
15. Transparent guard
16. Slide clamp screw
17. Toolholder check pins
18. Fork
head, prevents the fixed
body from rotating.
For severe, heavy tooling,
it is advisable to apply a
flange to block the
SENSITIV onto the sleeve
or the head of the machine
tool. The type of flange to
be used depends on the
machine model and on
whether or not there are
threaded holes in the front
of the spindle or machine
head. The flange may be
easily built by the
customer or supplied by
D’Andrea.

SENSITIV T-TA
130
Supply
The standard K01 Kit
includes the following in a
case: 1 T or TA head;
1 transparent guard; 2
boring toolholders (P102,
P103), 2 facing toolholders
(P11, P12), 3 heads (T01,
T02, T03), 10 carbide tools;
1 check rod; 1 set of
wrenches; 1 instruction
booklet; 1 warranty card.
Other accessories are also
available upon request.
Fitting tapers are optional.
SAFETY
The T-TA are equipped with
a transparent guard that
ensures safe use.
In addition, the toolholder
slide is fitted with a safety
device that prevents the
toolholder from being
released.T03UT02RT01L
P11 P12P103P102
INFO
KIT K01
REF. T100 TA 120 TA 170 TA 220CODE CODE CODE CODE
K01 50 01 100 21 001 50 02 120 21 001 50 02 170 21 001 50 02 220 21 001
consisting of:1 T../TA..1 P 1021 P 1031 P 111 P 12
1 T 01L1 T 02R1 T 03U10 Tools M20
REF. T 100 - TA 120 TA 170 TA 220CODE CODE CODE
K03 50 02 120 23 000 50 02 170 23 000 50 02 220 23 000
consisting of:1 P 1021 P 1031 P 111 P 12
1 T 01L1 T 02R1 T 03U10 Tools M20
KIT K03

D’ANDREA
131
Arbor
REF. T 100 - TA 120 TA 170 TA 220CODE CODE CODE
ISO 40 41 1 22 01 040 00 41 1 32 01 040 00 -
DIN 2080 “OTT”ISO 40 inch 41 1 22 01 040 04 41 1 32 01 040 04 -ISO 50 41 1 22 01 050 00 41 1 32 01 050 00 41 1 50 01 050 00ISO 50 inch 41 1 22 01 050 04 41 1 32 01 050 04 41 1 50 01 050 04
REF. T 100 - TA 120 TA 170 TA 220CODE CODE CODE
DIN 69871/CAT ISO 40 41 1 22 01 040 35 41 1 32 01 040 35 -ISO 7388 ISO 50 41 1 22 01 050 35 41 1 32 01 050 35 41 1 50 01 050 35
MAS-BTISO 40 41 1 22 01 040 36 41 1 32 01 040 36 -ISO 50 41 1 22 01 050 35 41 1 32 01 050 35 41 1 50 01 050 35
REF. T100 - TA 120 MHD’ d1CODE
MHD’ 50 T100 / TA120 41 1 22 00 050 00 50
REF. TA 170 MHD’ d1CODE
MHD’ 63 TA 170 41 1 32 00 063 00 63
REF. TA 220 MHD’ d1CODE
MHD’ 80 TA 220 41 1 50 00 080 00 80
CHUCKING TOOL FOR MHD’ ARBORS
MHD
' d1

SENSITIV T-TA
132
Accessories
T and TA heads are
designed for applying
modular toolholders and
interchangeable fitting
tapers. All heads are made
with dovetail guides on the
slide for mounting the tool
holders. This allows
optimum positioning of the
toolholders and ensures
REF. CODE A B D Ø min.P102 43 10 30 25 055 1 45 32,5
T 100 - TA 120P103 43 10 30 25 090 1 80 67,5 25 31P104 43 10 30 25 125 1 115 102,5P105 43 10 30 28 160 1 150 137,5 28 33P102 43 10 40 32 080 1 67 51
TA 170P103 43 10 40 32 125 1 112 96
32 40P104 43 10 40 32 160 1 147 131P105 43 10 40 32 200 1 187 171P102 43 10 50 40 100 1 83.5 63,5
TA 220P103 43 10 50 40 160 1 143.5 123.5
40 50P104 43 10 50 40 200 1 183.5 163.5P105 43 10 50 40 250 1 233.5 213.5
BORING TOOLHOLDERS
REF. CODE L A ØP11 43 30 30 30 096 0 95
T 100 - TA 120 P12 43 30 30 30 135 0 135 25 16P13 43 30 30 30 175 0 175P11 43 30 40 40 140 0 140
TA 170 P12 43 30 40 40 200 0 200 40 20P13 43 30 40 40 260 0 260P11 43 30 50 50 190 0 190
TA 220 P12 43 30 50 50 290 0 290 50 25P13 43 30 50 50 390 0 390
FACING TOOLHOLDERS
that they are very securely
fastened in place. The
toolholders have a tapered
fitting for inserting the
interchangeable heads
available in right and left
versions, screw-locking
positive inserts and for
round tools specifically
made of carbide (M20).
ø min.
A B
D
P103P102 P104 P105
A
D
L
P11 P12 P13

D’ANDREA
133
Accessories
HEADS
REF. CODE D A ØT01 L 46 01 020 08 4 10
T 100 - TA 120 T02 R 46 01 020 08 4 20 22 23.5 8T03 U 46 01 020 08 7 30T01 L 46 01 025 10 4 10
TA 170 T02 R 46 01 025 10 4 20 27 29.5 10T03 U 46 01 025 10 7 30T01 L 46 01 032 12 4 10
TA 220 T02 R 46 01 032 12 4 20 34 37 12T03 U 46 01 032 12 7 30
TOOLSM20
T 100 TA 120 TA 170 TA 220REF. CODE Ø L REF. CODE Ø L REF. CODE Ø L
A1 08 M20 47 201 02 08 001 A1 10 M20 47 201 02 10 001 A1 12 M20 47 201 02 12 001A2 08 M20 47 201 02 08 002 A2 10 M20 47 201 02 10 002 A2 12 M20 47 201 02 12 002A3 08 M20 47 201 02 08 003 A3 10 M20 47 201 02 10 003 A3 12 M20 47 201 02 12 003A4 08 M20 47 201 02 08 004 A4 10 M20 47 201 02 10 004 A4 12 M20 47 201 02 12 004A5 08 M20 47 201 02 08 005 A5 10 M20 47 201 02 10 005 A5 12 M20 47 201 02 12 005A6 08 M20 47 201 02 08 006 8 30 A6 10 M20 47 201 02 10 006 10 45 A6 12 M20 47 201 02 12 006 12 56B1 08 M20 47 201 02 08 101 B1 10 M20 47 201 02 10 101 B1 12 M20 47 201 02 12 101B2 08 M20 47 201 02 08 102 B2 10 M20 47 201 02 10 102 B2 12 M20 47 201 02 12 102B3 08 M20 47 201 02 08 103 B3 10 M20 47 201 02 10 103 B3 12 M20 47 201 02 12 103B4 08 M20 47 201 02 08 104 B4 10 M20 47 201 02 10 104 B4 12 M20 47 201 02 12 104
60°60°
ø
A
D
T01L T02R T03U
60°30
° 45° 30° 30°
L
ø
A1 A2 A3 A4 A6A5 B1 B2 B3 B4

SENSITIV T-TA
134
Accessories
REF. CODE D A F
T 100 - TA 120T21 L 46 01 020 11 0 10
20 22.5 17 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T22 R 46 01 020 11 0 20
TA 170T21 L 46 01 025 16 0 10
25 29 22 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T22 R 46 01 025 16 0 20
TA 220T21 L 46 01 032 16 0 10
32 36.5 27 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T22 R 46 01 032 16 0 20
HEADS
REF. CODE D A F
T 100 - TA 120T23 L 46 01 020 11 7 10
20 22.5 17 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T24 R 46 01 020 11 7 20
TA 170T23 L 46 01 025 16 7 10
25 29 22 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T24 R 46 01 025 16 7 20
TA 220T23 L 46 01 032 16 7 10
32 36.5 27 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T24 R 46 01 032 16 7 20
HEADS
REF. CODE D A F
T 100 - TA 120T27 L 46 01 020 09 9 10
20 22.5 17 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T28 R 46 01 020 09 9 20
TA 170T27 L 46 01 025 09 9 10
25 29 22 CCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T28 R 46 01 025 09 9 20
TA 220T27 L 46 01 032 12 9 10
32 36.5 27 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T28 R 46 01 032 12 9 20
90°
D
A
F
T23L T24R
90°
A
D
F
T21L T22R
5°
80° 5°
D
A
F
T27L T28R
HEADS

D’ANDREA
135
Accessories
HEADS
REF. CODE D A F
T 100 - TA 120T25 L 46 01 020 09 3 10
20 22.5 17 SCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T26 R 46 01 020 09 3 20
TA 170T25 L 46 01 025 09 3 10
25 29 20 SCMT 09T3.. 49 40 1 0004008 10 150 09 0150 0T26 R 46 01 025 09 3 20
TA 220T25 L 46 01 032 12 3 10
32 36.5 25 SCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T26 R 46 01 032 12 3 20
HEADS
REF. CODE D A F
T 100 - TA 120T41.06 L 46 01 020 06 8 10
20 22.5 17 X61 0602.. 49 20 1 0025050 10 150 09 0070 0T42.06 R 46 01 020 06 8 20T41.06 L 46 01 025 06 8 10
X61 0602.. 49 20 1 0025050 10 150 09 0070 0TA 170
T42.06 R 46 01 025 06 8 2025 29 22
T41.09 L 46 01 025 09 8 10X61 09T3.. 49 20 1 0030080 10 150 09 0090 0
T42.09 R 46 01 025 09 8 20T41.06 L 46 01 032 06 8 10
X61 0602.. 49 20 1 0025050 10 150 09 0070 0TA 220
T42.06 R 46 01 032 06 8 2032 36.5 27
T41.09 L 46 01 032 09 8 10X61 09T3.. 49 20 1 0030080 10 150 09 0090 0
T42.09 R 46 01 032 09 8 20
On right heads (R) left inserts (L) are used and vice versa
p. 180-182
45°
D
A
F
T25L T26R
D
A
F
T42 06RT42 09R
T41 06LT41 09L

SENSITIV T-TA
136
Technical data
TECHNICAL DATA T 100 TA 120 TA 170 TA 220A mm inch 102 4.01” 120 4.72” 170 6.69” 220 8.66”
B mm inch 100 3.93” 103 4.05” 128 5.03” 168 6.61”
C mm inch M6 M6 M8 M12
D mm inch 88 3.46” 102 4.01” 144 5.66” 190 7.48”
E mm inch 160 6.29” 178 7.00” 248 9.76” 283 11.14”
F max P 11 standard mm inch 140 5.51” 150 5.90” 220 8.66” 320 12.6”
P 12 standard mm inch 200 7.87” 210 8.26” 300 11.81” 420 16.53”
P 13 mm inch 250 9.84” 300 11.81” 400 15.74” 500 19.68”
G mm inch 47 1.85” 47 1.85” 61 2.40” 77 3.03”
H P102 standard mm inch 55 2.16” 55 2.16” 80 3.14” 100 3.93”
P103 standard mm inch 90 3.54” 90 3.54” 125 4.92” 160 6.29”
P104 mm inch 125 4.92” 125 4.92” 160 6.29” 200 7.87”
P105 mm inch 160 6.29” 160 6.29” 200 7.87” 250 9.84”
I max. mm inch 115 4.52” 125 4.92” 190 7.48” 280 11.02”
Radial trasverse mm inch 30 1.18” 40 1.57” 60 2.36” 100 3.93”
• Feed mm/ inch/ - - 0.05 .002” 0.05 .002” 0.062 .0025”
• • Feed mm/ inch/ - - 0.15 .006” 0.15 .006” 0.186 .0073”
Rapid return mm/ inch/ - - 0.4 .015” 1 .039” 1.24 .048”
Max. speed RPM RPM 1000 1000 800 800 630 630 500 500
Net weight kg pound 4.6 10.12 6.5 14.3 19 41.8 36 79.2
Torque Nm Ib ft. 400 296 400 296 800 592 1500 1110
Motor power Kw hp 2 ÷ 6 2.68 ÷ 8.04 2 ÷ 6 2.68 ÷ 8.04 3.5 ÷ 11 4.69 ÷ 14.74 7.5 ÷ 22 10.05 ÷ 29.48
Ø F P11 P12 P13
C D E
GB
H
A
P103
P104
P102
P105
45° 45°
Ø I

D’ANDREA
137

AUTORADIAL
Automatic facing heads

AUTORADIAL
Automatic facing heads
Index
AUTORADIAL p. 140
COMPONENTS AND ASSEMBLY p. 141
SUPPLY p. 142
TOOLHOLDERS-INTERCHANGEABLE FEEDS p. 143
TECHNICAL DATA p. 144

AUTORADIAL
140
Autoradial
Facing heads with
automatic feed and quick
return of the slide without
stopping or reversing the
spindle of the machine tool.
Available in 3 models:
AR 100, AR 125 and AR 160;
they have got a feed and
quick return. To change the
feed, some interchangeable,
optional, gear blocks (F) are
available, for feeds in
mm/rev. of: 0.05; 0.10; 0.20;
0.40; 0.60 and a quick
return of 0.08 mm/rev. The
interchangeable arbor uses
the same locking system
used in the MHD’ modular
system. A simple
attachment of the
toolholders to the slide
favours the manufacturing
of special toolholders. The
AUTORADIAL heads are
applicable on machining
centres and on N.C.
machines and, without the
need of any electronic
interface, they can execute
automatically a working
cycle of:
• Facing
• Backfacing
• Internal or external
grooving for spring
washers and O-rings
• Record spiral cutting on
flanges.
The cycle is composed of
the working feed and of
the quick return of the
slide without ever
stopping or reversing the
rotation of the spindle.
To reset the cycle, merely
reverse the spindle
rotation for a few
revolutions.
START
STOPREVERSE
CW
CCWA R
AR 100
D’ANDREA
RPM max
serial no.
80098080001 MADE IN ITALY
800RPM max
serial no.98080001
RA
AR 100
D’ANDREAMADE IN ITALY

D’ANDREA
141
Components and assembly
COMPONENTS
1. Override (A), return (R)
2. Limit blocks
3. Control screw
4. Check pin
5. Interchangeable feed
block
6. Tool slide
7. Interchangeable arbor
8. Drive flange
9. Rotating body
ASSEMBLY
In the AUTORADIAL the
slide is moved forward by
holding back the drive
flange 8 while the spindle
is rotating.
The T-block supplied with
the K-NC KIT is to be
applied to a fixed part
around the spindle,
observing the
measurements indicated.
If the stroke of the check
pin is not 5 ± 0.25, you must
adjust the position of the
T-block using the spacer S.
The angle α is freely
adjustable by loosening
the 3 screws A, turning the
flange 8 to the desired
angle and tightening the
screws A.
1
2
3
5
6
4
9
8
7
X
5
Ø 18 -0.03-0.05 S
A
T
98080001800RPM max
serial no. ' RD AEADA D E YLATII N
100AR
8
RPM max
serial no.
80098080001
A R
NI I T A L YEDAD 'A E AD R
AR 100M
N
RA
NM
α
α
±0.2
5

AUTORADIAL
142
Supply
REF. F CODEmm/ inch/ K02 AR 100 K02 AR 125 K02 AR 160
K02 AR... - F. 0.05 0.05 .002 50 06 100 20 050 50 06 125 20 050 50 06 160 20 050K02 AR... - F. 0.1 0.1 .004 50 06 100 20 100 50 06 125 20 100 50 06 160 20 100K02 AR... - F. 0.2 0.2 .0078 50 06 100 20 200 50 06 125 20 200 50 06 160 20 200K02 AR... - F. 0.3 0.3 .012 50 06 100 20 300 50 06 125 20 300 50 06 160 20 300K02 AR... - F. 0.4 0.4 .0157 50 06 100 20 400 50 06 125 20 400 50 06 160 20 400K02 AR... - F. 0.6 0.6 .024 50 06 100 20 600 50 06 125 20 600 50 06 160 20 600
AR 100 AR 125 AR 160MHD’ CODE X CODE X CODE X
mm inch mm inch mm inch
DIN 69871 - A40 41 6 50 01 040 20 36.5 1.44 41 6 63 01 040 20 68.5 2.7 - - -DIN 69871 - A50 41 6 50 01 050 20 36.5 1.44 41 6 63 01 050 20 44.5 1.75 41 6 80 01 050 20 50.5 2MAS 403 BT 40 41 6 50 01 040 30 36.5 1.44 41 6 63 01 040 30 54.5 2.15 - - -MAS 403 BT 50 41 6 50 01 050 30 54.5 2.15 41 6 63 01 050 30 63.5 2.5 41 6 80 01 050 30 63.5 2.5CAT 40 UNC 41 6 50 01 040 45 54.5 2.15 41 6 63 01 040 45 88.5 3.48 - - -CAT 50 UNC 41 6 50 01 050 45 36.5 1.44 41 6 63 01 050 45 44.5 1.75 41 6 80 01 050 45 50.5 2HSK - A63 41 6 50 15 063 20 54.5 2.15 41 6 63 15 063 20 63.5 2.5 - - -HSK - A100 41 6 50 15 100 20 60.5 2.38 41 6 63 15 100 20 70.5 2.77 41 6 80 15 100 20 76.5 3DIN 2080 - A40 ‘OTT’ 41 6 50 01 040 00 36.5 1.44 41 6 63 01 040 00 48.5 1.9 - - -DIN 2080 - A50 ‘OTT’ 41 6 50 01 050 00 36.5 1.44 41 6 63 01 050 00 44.5 1.75 416 80 01 050 00 44.5 1.75
REF. CODER.65 R.80 R.110
K-NC R... - AR 100 39 41 100 065 02 39 41 100 080 02 -K-NC R... - AR 125 - 39 41 125 080 02 39 41 125 110 02K-NC R... - AR 160 - 39 41 160 080 02 39 41 160 110 03
RD AENA'DM A D E YLATII N
100AR630RPM max
RA
serial no.98080001
R
X
K02
K-NC
MHD’ ARBOR

D’ANDREA
143
Toolholders-Interchangeable feeds
m¯3.5
3
2.5
2
1.5
1
0.50
Av 0.1Av 0.05
AR 160
12
REF. F CODEmm/ inch/ AR 100 AR 125 AR 160
F 0.05 - AR... 0.05 .002 38 20 060 05 001 38 20 061 05 001 38 20 062 05 001F 0.1 - AR... 0.1 .004 38 20 060 10 001 38 20 061 10 001 38 20 062 10 001F 0.2 - AR... 0.2 .0078 38 20 060 20 001 38 20 061 20 001 38 20 062 20 001F 0.3 - AR... 0.3 .012 38 20 060 30 001 38 20 061 30 001 38 20 062 30 001F 0.4 - AR... 0.4 .0157 38 20 060 40 001 38 20 061 40 001 38 20 062 40 001F 0.6 - AR... 0.6 .024 38 20 060 60 001 38 20 061 60 001 38 20 062 60 001
REF. CODE G H Ømm inch mm inch mm inch
P110 - AR 100 43 30 50 30 096 0 96 3.78 30 1.18 20 .79P110 - AR 125 43 30 56 38 120 0 121 4.76 39 1.53 25 .98P110 - AR 160 43 30 63 48 160 0 164 6.46 49 1.93 32 1.26
H
G
Ø
INSTRUCTIONS TO REPLACE THE FEED BLOCK
a. Loosen the screw 1
b. Extract block 2
c. Insert new block 2 lubricated with ISO-UNI XM2 grease
d. Lock screw 1
TOOLHOLDERS P110
INTERCHANGEABLE FEEDS
F...

AUTORADIAL
144
Technical data
TECHNICAL DATA AR 100 AR 125 AR 160ø A mm inch 100 3.94” 125 4.92” 160 6.30”
B mm inch 100 3.94” 110 4.33” 125 4.72”
R mm inch 65-80 2.56”-3.15” 80-110 3.15”-4.33” 80-110 3.15”-4.33”
Y mm inch 31.5 1.25” 39.5 1.55” 45.5 1.79”
X mm inch p. 142
D1 x L1 mm inch 148x125 5.8x4.9” 190x160 7.5x6.3” 270x200 10.6x7.9”
D2 x L2 mm inch 250x31 9.8x1.2” 320x40 12.6x1.5” 400x50 15.7x1.2”
C mm inch 40 1.57” 40 1.57” 50 1.97”
V mm inch 12.5 0.49” 12.5 0.49” 15 0.59”
M mm inch M5 M5 M6
E x P mm inch 10 x 2.5 0.39x0.1” 10 x 2.5 0.39x0.1” 12 x 2.5 0.47x0.1”
MHD’ 50 63 80
Radial trasverse mm inch 25 1” 40 1.57” 70 2.76”
Interchangeable feeds mm/ inch/ p. 143
Quick return mm/ inch/ 0.8 .0315” 0.8 .0315” 0.8 .0315”
Max. rotation RPM RPM 630 500 400
Weight without arbor Kg pounds 5.5 12 9 20 14 31
100
AR
RD
AE
A'D A
DE
YL
ATI
INNM
RA
seria
l no.
9808
0001
800
RPM
max
X
R
B L1
L2
MHD
'
5 ± 0.25
Y
-0.0
3-0
.05
Ø 1
8
Ø D
1
Ø D
2
E x P
C
M
V
Ø A

D’ANDREA
145
AR 100 AR 125 AR 160

U-CENTER
NC heads for facing, boring, threading and radiusing for machining centres

U-CENTER
NC heads for facing, boring, threading and radiusing for machining centres
Index
GENERAL FEATURES p. 148-149
U-DRIVE p. 150
ASSEMBLY p. 151
SIZES p. 152
CHIP REMOVAL CAPACITY p. 153
SUPPLY p. 154
TOOLHOLDERS AND HEADS p. 155
TECHNICAL DATA p. 156-157

U-CENTER
148
U-CENTER
U-CENTER boring and
facing heads are designed
for use on machines with
automatic tool change, thus
essentially on machining
centres. The feed movement
of the toolholder slide and
the tool position, even
during rotation, is
controlled by a U-DRIVE
motor drive unit.
This unit is managed
directly by an axis, known
as “U”, of the machining
centre numerical control.
A machining centre set up
in this way allows to carry
out a series of different
tooling procedures such as
inner and outer turning,
cutting grooves, tapered
bores (even variable),
concave and convex spokes,
cylindrical and tapered
threading, phonographic
spirals, etc.
1. Power take-off
2. Servomotor
3. Transducer
4. Limit microswitches
5. Arbor
6. U-CENTER head
General features
KINEMATIC SYSTEM
OF THE U-CENTER
The kinematic system of all
U-CENTERS is made up of a
differential unit where one
revolution of the power take-
off “A” corresponds to one
0.25 mm radial shift of the
slide. The maximum allowed
rate of 2000 RPM at power
take-off corresponds to a slide
feed speed of 500 mm/min.
The rated torque necessary
for power take-off is 2 Nm.
Between the servomotor
mounted in the U-DRIVE unit
and the toolholder slide of the
U-CENTER is a radial reversal
play of approximately 0.05
mm, thus in order to be
precise positioning must take
place in a single direction, and
be included during
programming.
CNC
U
W
Z
Y
X
23
4
1
6
5
–o +A

D’ANDREA
149
General features
COMPONENTS
1. Stationary body
2. Rotating body
3. Tool slide
4. Interchangeable arbor
5. Counterweights
6. Toolholders with
interchangeable head
7. Coolant outlets
8. Power take-off ‘A’;
locking-release system
ensures that the rotating
body is secured to the
fixed body when the
U-CENTER is
automatically removed
from the spindle of the
machining centre and
placed in the tool
magazine.
BALANCING
U-CENTER heads are
designed with two
counterweights (5) for
automatic balancing, which
move in the opposite
direction to the slide (3) to
allow to work at a high RPM
without noticeable sways.
The balanced heads are
especially suited for
precision tooling and to
create diameters that
require high rotation speed.
A
5
1
3
7
8
2
4
6

U-CENTER
150
U-DRIVE
The U-DRIVE unit has to be
properly mounted on the
machine’s headstock to
allow for a safe
engagement with the
U-CENTER head (fig.3).
The U-DRIVE unit contains
the U axis servomotor (1), a
transducer (2), the end of
stroke (3), zero reference
proximity switches and the
drive system to the
U-CENTER head.
The U-DRIVE can take
different patterns according
to the application on the
machining centre; the most
common are: angle (fig.4)
or in line (fig.5)
fig. 5fig. 4
4
3
2
13
4
2
1
fig. 3

D’ANDREA
151
Assembly
ASSEMBLY
The manufacture and
installation of the U-DRIVE
must observe the
measurements and
tolerances indicated on the
drawings.
DATA
1. Spacer to adapt the
U-DRIVE according to the
measurement (X+0.5) mm
2. Preload spring (max
load 20N)
3. Air intake for cleaning
the power take-off
4. Wedge clutch axial
stroke from 1 to 2 mm
5. Spring (max load 50 N)
6. Rotation lock disengage
stroke
7. Lock-release lever
8. Reference peg
9. Positioning ring
A. Distance between the
taper reference line and the
surface of the U-CENTER
head
H. Height of the U-CENTER
power take-off
+ 0.5 0
2 3 max 2000 RPM1 4
7(X + 0.5)
5
6
9
7
8
6.5
8
XA
H
8.5
6 0- 0.5
175
±0.0
2
30°
15°
30°
Ø 4
6
10
2 3
24
- 0.0
1- 0
.025
Ø 5
0±
0.05
Ø 5
5 0 - 0
.05
Ø 4
6+
0.0
3
0
0.5 - 1HA
U-DRIVE U-CENTER
8.5

U-CENTER
152
Sizes
DATA
1. Maximum overall
dimensions of balancing
weights
2. Measurements for
hollows
3. Rotation lock disengage
stroke
4. Coolant intake
5. Coolant outlet
6. Centre of gravity
DATA UC 140 BH UC 160 BH UC 180 BH UC 200 BHØA mm 175 200 223 275ØB mm 100 116 125 200C mm 20 22.5 25 37.5D mm 12.5 12.5 15 15E mm 10 10 12 12F mm 40 40 50 50G (da N) 11.7 19 22.5 26.5H mm 50 51 63 63I mm 10 10 12 12L mm 25 37.5 30 60
M mm n° 14 M 5x11 n° 18 M 5x11 n° 14 M 6x12 n° 26 M 6x12 ØN mm 40 50 50 50O mm 55 67.5 67.5 67.5P mm 29.5 35 35 35Q mm 59.5 63.5 73 73R mm 117 133.5 143 143ØS mm 140 160 180 200T mm 278 288 298 298ØU mm 142 162 182 182Xmm 55 65 74 85
Ø B
CC
D
Ø A
R32
1 5
5°Ø
18
±0.0
1±0
.01
I+0.
02+
0.04
prof 2
H
F0.01 M
8.5
22
3
R49
X
QP
Ø S
46
T 175
±0.0
2 19.5
±0.0
5
Ø U
± 0
.05
8
24
51.5 O
76
G
4 5(75)
+0.02+0.04
6 0-0.5
+0.03 0
E +0.1 0
Ø 7
0 -0.1
Ø 5
8-0
.02
-0.0
6
Ø 5
5 0 -0
.05
Ø N
-0.0
05-0
.008
LL

D’ANDREA
153
Chip removal capacity
L
D
0 50 100 150 200 250
0 50 100 150 200 250 300 400
0
50
100
150
200
0
50
100
150
L m
m
D mm
U-CENTER 140/BH
U-CENTER 160/BH - 180/BH - 200/BH
U-C
ENTE
R 18
0/BH
- 20
0/BH
U-C
ENTE
R 14
0/BH
-160
/BH
U-CENTER 140/BH
U-CENTER 160/BH
U-CENTER 180/BHU-CENTER 200/BH
0.750.85
0.50.6
0.751
These parameters are
indicative for normal
working conditions on steel
with a hardness of 160-200
HB, positive insert and
cutting speed of 120 m/min.
U-CENTER 160/BH - 180/BH - 200/BH
U-CENTER 140/BH
D mm
400300250200150100500
250200150100500
U-C
ENTE
R 14
0/BH
-160
/BH
U-C
ENTE
R 18
0/BH
- 20
0/BH
L m
m
150
100
50
0
150
100
50
0
L
D
U-CENTER 140/BH
U-CENTER 160/BH
U-CENTER 180/BHU-CENTER 200/BH
0.50.65
0.30.4
0.50.75
Chip section in mm2
Chip section in mm2

U-CENTER
154
Supply
REF. K03 UC 140/BH K03 UC 160/BH K03 UC 180/BH K03 UC 200/BHCODE 50 04 142 03 000 50 04 142 03 000 50 04 182 03 000 50 04 182 03 000
REF. UC 140/BH UC 160/BH UC 180/BH UC 200/BHISO 45 / 50 ISO 45 / 50 ISO 45 / 50 ISO 45 / 50
REF. K02 UC 140/BH K02 UC 160/BH K02 UC 180/BH K02 UC 200/BHCODE 50 04 142 02 300 50 04 162 02 300 50 04 182 02 300 50 04 202 02 300
To order the U-CENTER arbor, it is necessary to draw-up the form on p. 156
consisting of:P 100P 101P 110
P 111T 214 LT 214 R
K02
K03
ARBORS

D’ANDREA
155
Toolholders and heads
REF. CODE S L
UC 140 - 160/BHP 110 43 35 50 32 095 0
3095
P 111 43 35 50 32 140 1 140
UC 180 - 200/BHP 110 43 35 60 40 120 0
35120
P 111 43 35 60 40 180 0 180
REF. CODE D H
UC 140 - 160/BHP 100 43 15 50 32 080 1
3280
P 101 43 15 50 32 125 1 125
UC 180 - 200/BHP 100 43 15 60 40 100 0
40100
P 101 43 15 60 40 160 0 160
95°
A
D
F
T 214 L T 214 R
P100P101
P110P111
T 214LT 214R
D
H
S
L
REF. CODE A D F
UC 140 - 160/BHT 214 L 46 02 032 12 9 10
30 32 22 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T 214 R 46 02 032 12 9 20
UC 180 - 200/BHT 214 L 46 02 040 12 9 10
40 40 28 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T 214 R 46 02 040 12 9 20

U-CENTER
156
Technical data
To order the U-CENTER supplied with arbor (A) it is necessary to enclose a filled copy of the following design, or the application layout.
REQUESTED DATA
U-CENTER mod.: ________________________________________________________________________________________________________________________
Type of arbor (A): ______________________________________________________________________________________________________________________
MACHINING CENTRE
Trademark: ___________________________________________________________________________________________________________________________
Model: ________________________________________________________________________________________________________________________________
Spindle: ______________________________________________________________________________________________________________________________
Max. tool weight: ______________________________________________________________________________________________________________________
Ø max
A

D’ANDREA
157
Technical data
TECHNICAL DATA UC 140 BH UC 160 BH UC 180 BH UC 200 BHH mm inch 117 4.60” 133.5 5.25” 143 5.62” 143 5.62”
K mm inch 49 1.93” 49 1.93” 49 1.93” 49 1.93”
I mm inch 175 6.89” 175 6.89” 175 6.89” 175 6.89”
L mm inch 140 5.5” 160 6.3” 180 7” 200 7.87”
Tool slide trasverse mm inch 40 1.57” 45 1.77” 50 1.97” 75 2.95”
Feed mm/min. inch/min. 1÷500 .04”÷19.68” 1÷500 .04”÷19.68” 1÷500 .04”÷19.68” 1÷500 .04”÷19.68”
Rapid motion mm/min. inch/min. 500 19.68” 500 19.68” 500 19.68” 500 19.68”
Maximum speed RPM RPM 1200 1200 1200 1200 1000 1000 600÷800 600÷800
Torque Nm lb ft. 600 444 800 592 1000 740 1000 740
Max. torque on take-off shaft Nm lb ft. 1.5 1.11 2 1.48 2 1.48 2 1.48
Radial force daN pound 150 337.5 200 540 250 562.5 250 562.5
Unidirec. repeatability accuracy RP mm inch 0.005 .0002” 0.005 .0002” 0.005 .0002” 0.005 .0002”
Weight with shank Kg pound 15 33.75 22 49.5 27 60.75 31 69.75
Ø A mm inch 125 4.92” 160 6.3” 160 6.3” 180 7”
Ø B mm inch 100 3.94” 125 4.92” 125 4.92” 140 5.5”
Ø C mm inch 180 7” 200 7.87” 220 8.66” 250 9.84”
Ø D mm inch 250 9.84” 300 11.8” 320 12.6” 350 13.78”
E mm inch 110 4.33” 110 4.33” 140 5.5” 140 5.5”
F mm inch 155 6.1” 155 6.1” 200 7.87” 200 7.87”
G mm inch 60 2.36” 60 2.36” 75 2.95” 75 2.95”
Boring accuracy H7 H7 H7 H7 H7 H7 H7 H7
Facing accuracy on tot. slide stroke mm inch 0.01 .00039” 0.01 .00039” 0.01 .00039” 0.01 .00039”
Max. chip removal on C40 steel
Facing mm2 inch2 0.5 .00078” 0.6 .00094” 0.75 .00117” 0.75 .00117”
Boring mm2 inch2 0.75 .00117” 0.85 .00133” 1 .00156” 1 .00156”
Roughness Ra µin 1.6 63” 1.6 63” 1.6 63” 1.6 63”
G
P 11
0
I
Ø C
H FK
E
P 10
1
P 10
0
P 11
1Ø D
Ø L
Ø B
Ø A

U-TRONIC
Medium and large-sized NC heads for facing,
boring, threading and radiusing

U-TRONIC
Medium and large-sized NC heads for facing,
boring, threading and radiusing
Index
GENERAL FEATURES p. 160
COMPONENTS AND IMPORTANT WARNINGS p. 161
SIZES p. 162-165
ELECTRIC COMPONENTS p. 166-167
ASSEMBLY/GENERALITIES p. 168
U-TRONIC 180-200 BH ASSEMBLY p. 169
FLANGE-CONSTRUCTION EXAMPLE p. 170
CHIP REMOVAL CAPACITY p. 171
TOOLHOLDERS p. 172-175
TECHNICAL DATA p. 176-177

U-TRONIC
160
CNCXYZWU
U
U T
RON
ICW
T M
T M
U-TRONIC are medium and
large NC heads, controlled
by the U axis of the CNC of
the machine tool for inner
and outer facing,
undercutting, cylindrical
and conical boring and
threading, concave and
convex radiusing
machining, by interpolation
with other machine axis.
These heads can be fitted to
boring machines, to
machining centres and to
special machines manually,
automatically or by means
of palletized systems.
These heads are
manufactured in 8 models,
from ø 180 mm to 1000 mm
and all of them have
internal coolant supply. The
versions ø 180 and 200 BH
are provided with two
counterweights which allow
machining at high RPM with
unsignificant vibrations.
U-TRONIC special versions,
with two slides and with
self-balance counterweights
can be supplied on request.
Fixed toolholders are
applied on the slide, with
manual or automatic tool
change.
General features
AXES
INTE
RFAC
E
M= motorT= transducer

D’ANDREA
161
Components and important warnings
COMPONENTS
1. Stationary body
2. Rotating body
3. Tool slide
4. Gears
5. Bearings
6. Coolant way
7. Servomotor
8. Rotary transducer
9. Limit switches
10. Connectors
11. Interchangeable arbor
12. Flange
9 8 10 1 7
9 8 10 7
11 2 312 4 5
6
12 21 5 3
4 6
IMPORTANT NOTE
The kinematic system of the
U-TRONIC is made up of a
kinematic chain complete
with differential or
epicycloidal unit where:
- U-TRONIC 180 and
200 BH one motor
revolution=0.125 mm radial
shift of the slide. One
revolution of the transducer =
0.25 mm radial shift of the
slide.
- U-TRONIC 325, 400, 500 and
630 one motor revolution=0.1
mm radial shift of the slide.
One revolution of the
transducer = 2 mm radial
shift of the slide.
- U-TRONIC 800, 1000 one
motor revolution=0.4 mm
radial shift of the slide. One
revolution of the transducer =
2 mm radial shift of the slide.
Between the transducer and
the toolholder slide there is a
max radial reversal play in the
kinematic chain of
approximately 0.05 mm, thus
in order to be precise
positioning must take place in
a single direction, and be
included during programming.
For safety reasons, install
a microswitch on the machine
that signals when the
U-TRONIC is mounted and
limits spindle rotation as
follows:UT 180 BH max. RPM 1000
UT 200 BH max. RPM 800:per stroke +- 25 mm RPM 600:per stroke from 25 to 37.5 mm
UT 3-325 S max. RPM 500UT 5-400 S max. RPM 400UT 5-500 S max. RPM 315UT 5-630 S max. RPM 250UT 8-800 S max. RPM 200UT 8-1000 S max. RPM 160

U-TRONIC
162
Sizes
0 5050
10 255
M12 prof.fil.20
190
25
E2
45°45°
184
29.5
140
6380
324 21
.5
Ø 44
33
11.5
62
177
28
D
Ø 16
0 H6
Ø 50
Ø 81
15
ø 125 2525
2525
Ø 22
0
30 ±0.01 30 ±0.01
12
12
12
Ø 22
3
A
CC
M6 prof
.fil.12
E1
0.01
0 -0.0
05
-0.0
05-0
.008
+0.
02+
0.04
prof
.2
+0.02+0.04
+0.02+0.04
1
45°45°
184
140
10
6380
25
324
29.5
21.5
Ø 44
255
M12 prof.fil.20
E2
E1
190
60 ±0.01
15
Ø 200 37.537.5
2525
12
1212
28
62
Ø 22
0
11.5
177
60 ±0.01
33
Ø 275
1
D A
CC
Ø 81
Ø 16
0 H6
Ø 50
M6 prof.fil.12
0 75
0.01
0 -0.0
05
-0.0
05-0
.008
+0.
02+
0.04
prof
.2
+0.02+0.04
+0.02+0.04
U-TRONIC 180 BH
U-TRONIC 200 BH
A = Coolant outlet
C = Radial trasverse
D = Coolant way
E1 = Electric connectors
Encoder-Limit stop
E2= Electric connectors
Servomotor

D’ANDREA
163
Sizes
120
120
M10
x1
16
10
8
18
4
12 H
8
125
155
180
130
9838 F Ø 8.5
M8 prof.fil.16
130
9898
98
3838
38
2222
Ø7
G Ø 25
23513278
252
40
15 44
9.5
E2
1
D
E1
17
13
7°7'30''
25.5
Ø 19
6.86
9
Ø 70
H7
Ø 14
0
27 Ø 32
5
M16
x1.5
Ø 22
.2
100325
15
C
A B
+0.
10
H gr.6
105
105
210
210
6060
190.
5
45
208G Ø 57.5
M10 pr
of.fil.
16
20
19
12
9
181.86181.86
110110
60 60
146
146
160
1
230
200
Ø 40
0
82
4.5
12 H
8
F Ø 8.5
M10 prof.fil.16
25 H
7 pr
of.9
D
E1
5
9.5
274.5
95.5
46
299.5
136
M10
x1 7°7'30''
50.7
20
25Ø
25.4
M20
x1.5
Ø 50
0
Ø 24
2
40
Ø 21
0Ø
131
H7
Ø 28
5.77
5
13
25.5
E2
20
Ø 400
125
C
BA
105
0 -0.1
+0.
10
H gr.8
U-TRONIC 3/325 S
U-TRONIC 5/400 S
A = Coolant outlet
B = Presetting block
C = Radial trasverse
D = Coolant way
E1 = Electric connectors
Encoder-Limit stop
E2= Electric connectors
Servomotor
F = 0.5-1 BAR air intake for
inner pressurization
G = Cables way
H = Camlock

U-TRONIC
164
Sizes
9
20
19
12
208G Ø 57.5
6060
105
105
210
210
190.
5
45
181.86181.86110110
60 60 82
146
146
160
1
230
200
25 H
7 pr
of.9
12 H
8
4.5
E1
D
F Ø 8.5
M10 prof.fil.16
M10 pr
of.fil.
16
59.5
278.5103.5
50
303.5
136
7°7'30''
25
M20
x1.5
Ø 50
0
Ø 24
2Ø
210
40 Ø 13
1 H7
Ø 28
5.77
5
25.5
13
50.720
Ø 25
.4
E2
H
BA
20500
C160
M10
x1
105
0
0 -0.1
+0.
10
6060
210
210
105
105
Ø 500
208
45
190.
5
9
20
19
12
G Ø 57.5
M10
pro
f.fil.1
6
6060110110
181.86181.86
105
146
82
160
230
200
M10 prof.fil.16
25 H
7 pr
of.9
146
1
12 H
8
4.5
E1
D
F Ø 8.5
59.5
25278.5
M20
x1.5
103.5
50
303.5
136
M10
x1
50.720
Ø 25
.4
Ø 24
2Ø
210
Ø 13
1 H7
Ø 28
5.77
5
E2
H
7°7'30''
25.5
13
BA
63020
C200
40
0 -0.1
+0.
10
0
U-TRONIC 5/500 S
U-TRONIC 5/630 S
A = Coolant outlet
B = Presetting block
C = Radial trasverse
D = Coolant way
E1 = Electric connectors
Encoder-Limit stop
E2= Electric connectors
Servomotor
F = 0.5-1 BAR air intake for
inner pressurization
G = Cables way
H = Camlock gr.8

D’ANDREA
165
Sizes
14
26
10
22
G45
365.5
5555
25 H7 prof.8M24 prof.fil.40
M10 prof.fil.20
555580
8030
0
15°
50
M12 prof.fil.24
F Ø 8.5
100100
247.5247.5
350350
175
10°
E210
010
0
100
100
247.
524
7.5
350
350
95
250
310
M14
x1.5
D Ø 10
501
414 H
9
M24 prof.fil.40
35395
232 43
250
250
90
153
430
21
Ø 20
5 H7
Ø 32
0Ø
382
Ø 50
0 H4
Ø 80
0
17 32.2
H8
A B
280C
800
25
M24 prof.fil.40
35
43223
21
2610
G
22
45
14
5555
365.5
Ø 800
5555
300
F Ø 8.5
15°
100100
247.5247.5
350350
8080
50
175
M12 prof.fil.24M24 pr
of.fil.
40
10°
350
247.
510
010
024
7.5
350
320
260 10
010
0M
14x1
.5
E2
14 H
9
5
D Ø 10
1 50
17 32.2
H8
Ø 20
5 H7
Ø 32
0Ø
382
Ø 50
0 H4
250
250
400
95
158
435
950
25
C350
A B
Ø 1000
95
25 H7 prof.8
M10 prof.fil.20
U-TRONIC 8/800 S
U-TRONIC 8/1000 S
A = Coolant outlet
B = Presetting block
C = Radial trasverse
D = Coolant way
E2= Electric connectors
Servomotor
F = 0.5-1 BAR air intake for
inner pressurization
G = Cables way

U-TRONIC
166
Electric components
A= END OF STROKEB= EMERGENCYC= RESET
(E): For digital servomotor,encoder on request
6FX2003-OCE126FX2003-OCE17
6FX2003-OCE10
UTG6 14-12 SN
ROD 426-E/500 pulse/rev
KW4203K6U375
1FT5046-1AK71
UTG6 16-19 SN
UTG0 16-19 PH
UTG0 14-12 PH
UTG0 14-12 PHCOD. 30.141.1.03.1412
UTG6 14-12 SNCOD. 30.141.1.02.1412
MLKJHGFEDCB
Ua2
Ua2
Ua1Ua1
Ua0Ua0
+5V
+5VV
_
A
+
+_
_
UTG6 16-19 SNCOD. 30.141.1.02.1619
UTG0 16-19 PHCOD. 30.141.1.03.1619
C
B
A
EFDRGHJACBTSMLPKNVU
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
KW4203K6U375
0.5 mm2
0.5 mm2
ROD 426-E/125 pulse/rev
V
U-TRONIC 180 - 200 BH
UTG0 16-19 PH
UTG0 14-12 PH
6FX2003-OCE126FX2003-OCE17
6FX2003-OCE10
UTG6 14-12 SN
UTG6 16-19 SN
KW4203K6U1500
ROD 426-E/500 pulse/rev
1FT5034-1AK71
UTG6 16-19 SNCOD. 30.141.1.02.1619
UTG0 16-19 PHCOD. 30.141.1.03.1619
UTG0 14-12 PHCOD. 30.141.1.03.1412
UTG6 14-12 SNCOD. 30.141.1.02.1412
C
B
A
EFDRGHJACBTSMLPKNVU
MLKJHGFEDCB
Ua2
Ua2
Ua1Ua1
Ua0Ua0
+5V
+5V¯
¯
A
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
KW4203K6U1500
0.5 mm 2
0.5 mm 2
ROD 426-E/500 pulse/rev
+
+_
_
¯
U-TRONIC 3/325 S
PINKBLUEREDBLACKBROWNGREENYELLOWGRAYWHITE-BROWN
WHITEBROWN
WHITE
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTORSIEMENS CONNECTOR
(DIGITAL)
SIEMENS CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
SIEMENS A.C. SERVOMOTOR
SIEMENS A.C. SERVOMOTOR1FT6044-A4K71 DIGITAL
ENCODER (E)
LIMIT SWITCH
LIMIT SWITCH
ENCODER (E)
screen
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
SIEMENS CONNECTOR
SIEMENS CONNECTOR
(DIGITAL)
BURNDY CONNECTOR
SIEMENS A.C. SERVOMOTOR
SIEMENS A.C. SERVOMOTOR1FT6034-4AK71 DIGITAL
ENCODER (E)
LIMIT SWITCH
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
LIMIT SWITCH
ENCODER (E)
PINKBLUEREDBLACKBROWNGREENYELLOWGRAYWHITE-BROWN
WHITEBROWN
WHITE
screen

D’ANDREA
167
Electric components
(E): For digital servomotor,encoder on request
1FT5046-1AK71
KW4203K6U1500
ROD 426-E/500 pulse/rev
UTG0 16-19 PH
UTG0 14-12 PH
UTG6 16-19 SN
UTG6 14-12 SN
6FX2003-OCE12
6FX2003-OCA10
COD. 30.141.1.02.1619
UTG0 16-19 PHCOD. 30.141.1.03.1619
UTG0 14-12 PHCOD. 30.141.1.03.1412
UTG6 14-12 SNCOD. 30.141.1.02.1412
C
B
A
EFDRGHJACBTSMLPKNVU
MLKJHGFEDCB
Ua2
Ua2
Ua1Ua1
Ua0Ua0
+5V
+5V¯
¯
A
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
KW4203K6U1500
0.5 mm2
0.5 mm2
ROD 426-E/500 pulse/rev
+
+_
_
¯
U-TRONIC 5/400 - 5/500 - 5/630 S
MLKJHGFEDCB
Ua2
Ua2
Ua1Ua1
Ua0Ua0
+5V
+5V-
A
C
B
A
EFDRGHJACBTSMLPKNVU
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
KW4203K6U1500
0.5 mm2
0.5 mm2
ROD 426-E/500 pulse/rev
-
-
ROD 426-E/500 pulse/rev
KW4203K6U1500
1 m
0.3 m
6FX2003-OCA12
6FX2003-OCA10 1FT5 074-1AF71
+
+_
_
U-TRONIC 8/800 - 8/1000 S
A= END OF STROKEB= EMERGENCYC= RESET
PINKBLUEREDBLACKBROWNGREENYELLOWGRAYWHITE-BROWN
WHITEBROWN
WHITE
BURNDY CONNECTORUTG6 16-19 SN
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
LIMIT SWITCH
ENCODER (E)
LIMIT SWITCH
ENCODER (E)
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
BURNDY CONNECTOR
SIEMENS CONNECTOR
6FX2003-0CE17 (DIGITAL)
SIEMENS CONNECTOR
SIEMENS A.C. SERVOMOTOR
SIEMENS A.C. SERVOMOTOR1FT6044-4AK71 DIGITAL
screen
PINKBLUEREDBLACKBROWNGREENYELLOWGRAYWHITE-BROWN
WHITEBROWN
WHITE
screen
SIEMENS CONNECTOR
6FX2003-OCB10 (DIGITAL)
SIEMENS CONNECTOR
6FX2003-OCE17 (DIGITAL)
SIEMENS A.C. SERVOMOTOR
SIEMENS A.C. SERVOMOTOR1FT6084-84F71 DIGITAL
LIMIT SWITCH
ENCODER (E)
LIMIT SWITCH
ENCODER (E)
CABLES LENGTH = 0,3 m.
CABLES LENGTH = 1 m.

U-TRONIC
168
Assembly/Generalities
The BH U-TRONICS are applied manually
or automatically using the taper for
rotation and a flange for fastening.
The other U-TRONICS, fitted with rotation
plate in place of the taper, are applied:
a. manually, with a camlock flange for
quick fastening
b. automatically with palletized systems
and special connectors.
U-TRONIC BH
U-TRONIC S
CAMLOCK

D’ANDREA
169
U-TRONIC 180-200 BH assembly
X
C
B
D
A
0.8
0.8
0.8
0.01
0.005 A
0.8
E
On machines with fixed
spindle
- Mount the U-TRONIC
with the taper and without
flange on the machine
spindle and measure
exactly the ‘X’ distance
with a tolerance of ±0.005
mm.
- Make the flange with ‘X’
distance and a tolerance
of ±0.005 mm.
- Mount the U-TRONIC with
the taper and the flange on
the machine spindle and
tighten the screws.
On machines with axial
spindle stroke (boring
machines)
- Make the flange with
support surfaces parallel
in 0.01 mm tolerance.
- Mount the U-TRONIC with
the taper and the flange
on the machine spindle.
- Retract the spindle until
the flange rests lightly
against the front surface
of the boring machine head.
- Block the axial stroke of the
boring machine spindle.
- Tighten the flange screws.
B = Center the boring
machine spindle
C = Flange
D = Arbor
E = Stud Bolt

U-TRONIC
170
FLANGE - Construction example
B = Center the boring
machine spindle
C = Eyebolt
D = Control with Gauge
E = Size to control
depending on the
spindle protrusion
F = Control wrench
10.150.07.01200 F
10.160.1.02.06.00
10.055.1.060.023G n°4 23
E
D
20.010.0.15.0817
A
0.01
0.8
0.8
0.8
10.054.1.1.0010.0
C
0.8
0.01
0.01
A
A
+0.05 0
+0.0
15 0
7°7'
30"
6°35
'16"
45°
1423.8
98 ±
0.05
98 ±0.0598 ±0.05
57B
ø 32
5
5.3
ø 25.6 +0.04+0.08
46 min.
ø 13
.5M
8
196.
869
ø 16
5
98 ±
0.05
15.9 ±0
.1
ø 227.8
10.150.07.01400 F
10.160.1.02.08.00
10.055.1.060.023 20.010.0.15.0818
10.054.1.1.0016.0
C
0.01 A
E
0.01
0.8
0.8
A0.8
0.8
A0.01
D
+0.05 0H n°6 26
15° 15°
4°59'8"
7°7'
30"
181.86 ±0.05181.86 ±0.05
105
±0.0
510
5 ±0
.05
1527
210
±0.0
521
0 ±0
.05
ø 50
0
76
ø 25
0
ø 28
5.77
5
ø 13
.5
M8
B
5.3
ø 28.5
53 min.
18.25 ±0.1
ø 365
+0.0
2
0
+0.04 +0.08
U-TRONIC 325 S
U-TRONIC 5-... S
G = Bores min. depth 46
H= Bores min. depth 53
CAMLOCK KIT
39.42.001.325.00consisting of:n°4 camlock camsn°4 pins for camsn°4 springs for camsn°1 keyn°1 M10 eyebolt
CAMLOCK KIT
39.42.001.500.00consisting of:n°6 camlock camsn°6 pins for camsn°6 springs for camsn°1 keyn°2 M16 eyebolt

D’ANDREA
171
Chip removal capacity
These parameters are
indicative for normal
working conditions on steel
with a hardness of 160-200
HB, tool with a positive
rake angle y= + 6° and lead
angle = 75° (average
Ks = 2000N/mm2)
cutting speed = 120 m/min.
Optimal value and working
time will be determined
by tests.
200
150
100
50
0
250
60
140
360
310225
180 260
D mm
4500
UT 180/BH
UT 200/BH
0
2 mm2 1,4 mm2 0,8 mm2
UT 5-630 S
0 1250630 940320
250 750500 10000
UT 5-500 S
600
500
UT 5-400 S
0
100
200
300
400
0 800
D mm
400 600200
9 mm2
6 mm2
4 mm2
5 mm2
165 485325
D mm
6500
400
300
200
100
0
UT 325 S
500
4 mm2
3 mm2
14 mm2
10 mm2
7 mm2
5 mm2
200
0
300
400
500
600
700
800
UT 8-800 S
UT 8-1000 S
D mm
1600
0 200 400
320 480
600 800
640 800
1000 1200
960 1120
1400 1600
1280 1440
1800 2000
1600
U-TRONIC 800-1000 S
U-TRONIC 325 SU-TRONIC 180-200 BH
U-TRONIC 400-500-630 S
For a good chip removal
and for the chip break
control, it is advised:
a : f = 6 ÷ 8
a = cutting depth (mm)
f = feed (mm/rev)
TOO
L LE
NG
THm
m
TOO
L LE
NG
THm
mTO
OL
LEN
GTH
mm
TOO
L LE
NG
THm
m

U-TRONIC
172
Toolholders
REF. K03 UT 180/BH K03 UT 200/BHCODE 50 04 182 03 000 50 04 182 03 000
T 214 L
T 214 R
P111P110
P101
P100
U-TRONIC
ARBOR
FLANGE
U-TRONIC 180 - 200 BH
consisting of:P 100P 101P 110
P 111T 214 LT 214 R
K03
ARBORS
REF. UT 180/BH UT 200/BHISO 40 - ISO 45 - ISO 50 ISO 40 - ISO 45 - ISO 50

D’ANDREA
173
Toolholders and heads
REF. CODE D H
UT 180 - 200/BHP 100 43 15 60 40 100 0
40100
P 101 43 15 60 40 160 0 160
REF. CODE S L
UT 180 - 200/BHP 110 43 35 60 40 120 0
35120
P 111 43 35 60 40 180 0 180
95°
A
D
F
T 214 L T 214 R
D
H
S
L
P100P101
P110P111
T 214LT 214R
REF. CODE A D F
UT 180 - 200/BHT 214 L 46 02 040 12 9 10
40 40 28 CCMT 1204.. 49 40 1 0005009 10 150 09 0250 0T 214 R 46 02 040 12 9 20

U-TRONIC
174
Toolholders
B 02
B 01
B 15
MR
U-TRONIC
B50
TU 80/95.25
TP 80/90.50
PC 11.50
PC 12.50
16CA ISO5611
25x25
U-TRONIC 325 - 400 - 500 - 630 - 800 - 1000 S
REF.UT3/325S 50 17 0325 9 3 00UT5/400SUT5/500S 50 17 0500 9 3 00UT5/630SUT8/800S
50 17 0800 9 3 00UT8/1000S
REF.UT5/400S
UT5/500S B50 HSK - A63 - A100
UT5/630S B50 DIN69871-A - B50
UT8/800S B50 MAS BT50
UT8/1000S
K03
B50Toolholder with automatic
tool change
FLANGE
consisting of:
B01
B02
B15
MR
TU

D’ANDREA
175
Toolholders
REF. CODE A d1 d2 H L L1 kg
UT3/325SB01 UT 3 44 3 0 050 0115 0 150 50 80 135 100 23 5.5B02 UT 3 44 3 0 050 0275 0 150 50 80 135 260 23 8.5
UT5/400S B01 UT 5 44 3 0 063 0155 0 200 63 100 170 155 30 11UT5/500SUT5/630S B02 UT 5 44 3 0 063 0365 0 200 63 100 170 400 30 19
UT8/800S B01 UT 8 44 3 0 080 0230 0 250 80 130 200 230 30 25UT8/1000S B02 UT 8 44 3 0 080 0720 0 250 80 130 250 720 30 60
REF. CODE A d1 d2 H H1 L L1 kgUT3/325S B15 UT 3 44 5 0 050 0190 0 150 50 80 190 135 60 23 3.7UT5/400SUT5/500S B15 UT 5 44 5 0 063 0250 0 200 63 100 270 170 70 30 7.5UT5/630SUT8/800S
B15 UT 8 44 5 0 080 0300 1 250 80 130 300 200 85 30 30UT8/1000S
REF. CODE d1 d2 L L1 L2 kgUT3/325S MR 50/80.80 45 02 080 0106 0 50 80 95 50 45 1.6UT5/400SUT5/500S MR 63/98.80 45 02 098 0106 0 63 98 105 60 45 3UT5/630SUT8/800S
MR 80/130.80 45 02 130 0124 0 80 130 125 78 45 7UT8/1000S
REF. CODE kgUT3/325SUT5/400SUT5/500S TU 80/95.25 46 05 080 25 0 01 4UT5/630SUT8/800SUT8/1000S
REF. CODE d2 kgUT3/325SUT5/400S
TP 80/90.50 46 04 080 50 0 01 90 2.3UT5/500SUT5/630SUT8/800S
TP 80/125.50 46 04 080 50 0 02 125 3.2UT8/1000S
REF. CODE B kgUT3/325S
PC 11.50 43 30 50 16 095 0 95 1.3UT5/400SUT5/500S PC 12.50 43 30 50 16 135 0 135 2
UT5/630S PC 13.50 43 30 50 16 200 0 200 3.2UT8/800SUT8/1000S
PC 14.50 43 30 50 16 300 0 300 5
B01/B02
B15
MR
TU
TP
PC
Use 16CA ISO5611 cartridges (see p.77)
A
L1
L
H Ø d
1 H7
Ø d
2
Ø d2
A
H1
H
L1
L
Ø d1 H7
2565
90
MHD
' 80
25
Ø 9
5
16
50
50
20
59
B
55
16CA
40
MHD
' 80
85
d2
L2L1
Ø d
2
Ø d
1-0
.01
-0.0
3
L
MHD' 80

U-TRONIC
176
Technical data
Radial trasverse C mm inch 50 1.97” 75 2.95” 100 3.94”
Feed mm/min. inch/min. 1÷500 .04”÷19.7” 1÷500 .04”÷19.7” 1÷400 .04”÷15.75”
Rapid trasverse mm/min. inch/min. 500 19.7” 500 19.7” 400 15.75”
Maximum rotation min-1 RPM 1000 800 500
Torque da Nm lb ft. 100 740 100 740 350 2590
Radial force da N pound 250 562.5 250 562.5 300 675
Weight Kg pound 32 70.4 40 88 110 242
Ø B mm inch - - - - 325 12.8”
Ø D mm inch 180 7.090” 200 7.87” 325 12.8”
H mm inch - - - - 235 9.25”
S mm inch - - - - 125 4.92”
Ø E x P mm inch 240 x 75 9.45”x 3” 350 x 75 13.78”x 3” - -
Ø F x P mm inch 360 x 75 14.17”x 3” 450 x 75 17.7”x 3” 650 x 140 25.5”x 10.5”
Ø M x P2 mm inch 125 x 200 4.92”x 7.87” 180 x 200 7”x 7.87” 360 x 400 13.9”x 15.75”
Ø N x P1 mm inch 165 x 140 6.5”x 5.5” 250 x 140 9.84”x 5.5” 560 x 240 20”x 9.45”
Repeatibility accuracy mm inch 0.003 .00012” 0.003 .00012” 0.003 .00012”
Boring accuracy H7 H7 H7 H7 H7 H7
Facing accuracy mm inch 0.010 .0004” 0.010 .0004” 0.010 .0004”
Max. chip removal on C40 steel mm2 inch2 2 .0031” 2.5 .0039” 5 .0078”
Roughness Ra µin 1.6 63” 1.6 63” 1.6 63”
325
DC/
2C/
212
.8"
10"255
325
DC/
2C/
212
.8"
10"255
ø E
max
.
ø F
max
.
P
P111
D
P110 P100
P101
H P2
P1
ø M
max
.
ø N
max
.
B
H
P
ø F
max
.
DC
S
P2
P1
ø M
max
.
ø N
max
.
TECHNICAL DATA UT 180 BH UT 200 BH UT 325 S

D’ANDREA
177
Technical data
125 4.92” 160 6.3” 200 7.87” 280 11.03” 350 13.78”
1÷400 .04”÷15.75” 1÷400 .04”÷15.75” 1÷400 .04”÷15.75” 1÷500 .04”÷19.7” 1÷500 .04”÷19.7”
400 15.75” 400 15.75” 400 15.75” 500 19.7” 500 19.7”
400 315 250 200 160
800 5920 800 5920 800 5920 1000 7400 1000 7400
500 1125 500 1125 500 1125 1000 2250 1000 2250
200 440 230 506 350 770 1200 2700 1500 3375
500 19.7” 500 19.7” 500 19.7” 800 31.5” 800 31.5”
400 15.75” 500 19.7” 630 24.8” 800 31.5” 1000 39.37”
274.5 10.8” 278.5 10.96” 278.5 10.96” 395 15.55” 400 15.75”
160 6.3” 160 6.3” 160 6.3” 200 7.87” 200 7.87”
- - - - - - - - - -
800 x 150 31.5”x 6” 1000 x 150 39.5”x 6” 1250 x 150 49”x 6” 1600 x 160 63”x 6.3” 2000 x 160 79”x 6.3”
450 x 540 17.7”x 21.26” 560 x 540 22”x 21.26” 700 x 540 27.6”x 21.26” 850 x 860 33.5”x 33.8” 1050 x 860 41.5”x 33.8”
680 x 295 26.8”x 11.6” 850 x 295 33.5”x 11.6” 1050 x 295 41.4”x 11.6” 1250 x 370\ 49.2”x 14.5” 1600 x 370 63”x 14.5”
0.003 .00012” 0.003 .00012” 0.003 .00012” 0.005 .0002” 0.005 .0002”
H7 H7 H7 H7 H7 H7 H7 H7 H7 H7
0.01 .0004” 0.015 .0006” 0.015 .0006” 0.020 .0008” 0.020 .0008”
9 .014” 9 .014” 9 .014” 14 .0217” 14 .0217”
1.6 63” 1.6 63” 1.6 63” 1.6 63” 1.6 63”
UT 5 400 S UT 5 500 S UT 5 630 S UT 8 800 S UT 8 1000 S

INSERTS

INSERTS

INSERTS
180
WCGT L
SIZES CARBIDE CERMET COATEDREF. CERMET
d s r DP 300 DK100 DC100 DC100TWCGT 020102L
3.97 1.590.2 TS 21-TS 211
TORX T06• • • •
WCGT 020104L 0.4 * • • • •
CCGT L
SIZES CARBIDE CERMET COATEDREF. CERMET
d s r DP 300 DK100 DC100 DC100TCCGT 060200 L10° 0 • • • •CCGT 060202 L 6.35 2.38 0.2 TS 25 TORX T08 • • • •CCGT 060204 L 0.4 • • • •CCGT 09T302 L
9.525 3.970.2
TS 4 TORX T15• • • •
CCGT 09T304 L 0.4 • • • •
TPGX L
SIZES CARBIDE CERMET COATEDREF. CERMET
d s r DP 300 DK100 DC010 DC100 DC100TTPGX 090200 L10° 0 • • • • •TPGX 090202 L 5.56 2.38 0.2 CS 250 T TORX T08 • • • • •TPGX 090204 L 0.4 • • • • •TPGX 110300 L10° 0
CS 300890T TORX T08• • • • •
TPGX 110302 L 6.35 3.18 0.2 • • • • •TPGX 110304 L 0.4 • • • • •
80°
d
r
7°
s
80°
d
r
s
7°
60°
11°
d
r
s
* TS 21 for B...06 / TS 211 for B...08

D’ANDREA
181
SIZES SINTERED CUBIC BORONREF. DIAMOND NITRIDE
d s r D20 MDC D20 CBN D25 CBNTPGX 090202 0.2 • • •TPGX 090204
5.56 2.380.4
CS 250 T TORX T08• • •
TPGX 110302 0.2 • •TPGX 110304
6.35 3.180.4
CS 300890T TORX T08• • •
SIZES CARBIDE CVD COATEDREF. CARBIDE
d s r DP 300 DP 100RCCMT 060202 0.2 • •CCMT 060204
6.35 2.380.4
TS 25 TORX T08• •
CCMT 09T304 0.4 • •CCMT 09T308
9.525 3.970.8
TS 4 TORX T15• •
CCMT 120404 0.4 • •CCMT 120408
12.7 4.760.8
TS 5 TORX T25• •
TPGX
CCMT
REF. CODE M L D REF. CODE
TS 21 49 40 1 0002034 M 2x0.4 3.7 2.7 TORX TO6 10 150 09 0 0600TS 211 49 40 1 0002040 M 2x0.4 4 2.7 TORX TO6 10 150 09 0 0600CS 250 T 49 40 1 0002565 M 2.5x0.45 6 3.7 TORX TO8 10 150 09 0 0800CS 300890 T 49 40 1 0003008 M 3x0.5 8 4.1 TORX TO8 10 150 09 0 0800TS 25 49 40 1 0002555 M 2.5x0.45 5.7 3.45 TORX TO8 10 150 09 0 0800TS 4 49 40 1 0004008 M 4x0.7 10 5.5 TORX T15 10 150 09 0 1500TS 5 49 40 1 0005009 M 5x0.8 11.5 7 TORX T25 10 150 09 0 2500
TORX SCREW
dr
60°
11°
s
80°
d r s
7°
D M
L TORX WRENCH

INSERTS
182
X61...R X61...L
REF. CODE S P REF. CODE S P
X61 0602-110R 14 5 30 440 11 49 1.10 1.20 X61 0602-110L 14 5 30 445 11 49 1.10 1.20X61 0602-130R 14 5 30 440 13 49 1.30 1.40 X61 0602-130L 14 5 30 445 13 49 1.30 1.40X61 0602-160R 14 5 30 440 16 49 1.60 1.70 X61 0602-160L 14 5 30 445 16 49 1.60 1.70X61 0602-185R 14 5 30 440 18 49 1.85 2.00 X61 0602-185L 14 5 30 445 18 49 1.85 2.00X61 0602-215R 14 5 30 440 21 49 2.15 2.20 X61 0602-215L 14 5 30 445 21 49 2.15 2.20X61 0602-265R 14 5 30 440 26 49 2.65 2.70 X61 0602-265L 14 5 30 445 26 49 2.65 2.70X61 0602-300R 14 5 30 440 30 49 3.00 3.00 X61 0602-300L 14 5 30 445 30 49 3.00 3.00X61 0602-315R 14 5 30 440 31 49 3.15 3.00 X61 0602-315L 14 5 30 445 31 49 3.15 3.00X61 09T3-415R 14 5 30 440 41 49 4.15 5.50 X61 09T3-415L 14 5 30 445 41 49 4.15 5.50X61 09T3-515R 14 5 30 440 51 49 5.15 5.50 X61 09T3-515L 14 5 30 445 51 49 5.15 5.50X61 09T3-550R 14 5 30 440 55 49 5.50 5.50 X61 09T3-550L 14 5 30 445 55 49 5.50 5.50
REF. CODE R P REF. CODE R P
X61 0602-R100R 14 5 30 446 10 49 1.003.00
X61 0602-R100L 14 5 30 447 10 49 1.003.00
X61 0602-R150R 14 5 30 446 15 49 1.50 X61 0602-R150L 14 5 30 447 15 49 1.50X61 09T3-R200R 14 5 30 446 20 49 2.00
5.50X61 09T3-R200L 14 5 30 447 20 49 2.00
5.50X61 09T3-R250R 14 5 30 446 25 49 2.50 X61 09T3-R250L 14 5 30 447 25 49 2.50
X61...R..R X61...R..L
On request
On request
S
P
R
P
REF. CODE M L D REF. CODE
TS 255 49 20 1 0025050 M 2.5 x 0.45 5 3.4 TORX T07 10 150 09 0 0700TS 308 49 20 1 0030080 M 3 x 0.5 8 4.4 TORX T09 10 150 09 0 0900
TORX SCREW
M
L
D
TORX WRENCH

D’ANDREA
183
Grades for inserts
ISOP01
P10
P20
P30
P40
K01
K10
K20
K30
COATED CERMET CVD COATED CARBIDECERMETCEMENTED CARBIDE
DP300
DK100
DP300
DC010
DC100
DC100 DP100R
DC100T
DC100T
DP100R
QUALITY APPLICATIONS
DP300 Roughing and finishing Low carbon steel - stainless steels
Cemented carbide
DK100
Roughing and finishing Aluminium alloy
Finishing Cast iron
CVD coated carbide DP100R Roughing Steels, alloy steels and cast iron
Cermet
DC010 Finishing High alloyed steel
DC100 Finishing Alloy steels and cast iron
Coated Cermet DC100T Finishing Alloy steels, stainless steels and cast iron
Polycrystalline diamond D20 MDC Finishing Aluminium alloys, non-ferrous materials and non-metals
D20 CBN FinishingHigh hardness steels (over 50 HRC)
Cubic boron nitride(it may replace the grinding)
D25 CBN Finishing High hardness steel (over 50 HRC) and interrupted cutting(it may replace the grinding)

ACCESSORIES AND SPARE PARTS

ACCESSORIES AND SPARE PARTS

ACCESSORIES AND SPARE PARTS
186
REF. CODE ISO d1 d2 d3 d4 L L1 a
ISO 7388/2-A20 143 025 0401 40 19 14 M16 17 54 26
DIN6987220 143 025 0451 45 23 17 M20 21 65 30 15°20 143 025 0501 50 28 21 M24 25 74 34
ISO 7388/2-A - DIN 69872
REF. CODE ISO d1 d2 d3 d4 L L1 a
ISO 7388/2-B20 143 025 1401 40 18.95 12.95 M16 17 44.50 16.40
ANSI B.5 5020 143 025 1451 45 24.05 16.30 M20 21 56 20.95 45°20 143 025 1501 50 29.10 19.60 M24 25 65.50 25.55
REF. CODE ISO d1 d2 d3 d4 L L1 a20 143 025 2301 30 11 7 M12 12.5 43 23
MAS403 BT 30°20 143 025 2401 40 15 10 M16 17 60 35
30°20 143 025 2451 45 19 14 M20 21 70 4020 143 025 2501 50 23 17 M24 25 85 4520 143 025 2302 30 11 7 M12 12.5 43 23
MAS403 BT 45°20 143 025 2402 40 15 10 M16 17 60 35
45°20 143 025 2452 45 19 14 M20 21 70 4020 143 025 2502 50 23 17 M24 25 85 45
ISO 7388/2-B - ANSI B.5 50
MAS 403 BT - 30° - 45°
a
d3 d4
L1
L
d2d1
a
d1 d3 d4
L1
L
d2
a
L1
L
d4d3d1 d2

D’ANDREA
187
REF. CODE 1 α CODE 2HSK50 38 20 19 010001 ± 1° 10 150 11 0 1400HSK63 38 20 19 012001 ± 1° 10 150 11 0 1600HSK80 38 20 19 014001 ± 1° 10 150 11 0 1800HSK100 38 20 19 016001 ± 1° 10 150 11 0 2200
HSK
2
1

ACCESSORIES AND SPARE PARTS
188
ER.. DIN 6499-B
REF. d D1 D2 LER 11 0.5 ~ 7 11 11.5 18ER 16 0.5 ~ 10 16 17 27.5ER 20 1 ~ 13 20 21 31.5ER 25 1 ~ 16 25 26 34ER 32 2 ~ 20 32 33 40 ER 40 3 ~ 26 40 41 46
RANGE ER11 ER16 ER20 ER25 ER32 ER401 - 0.5 49 60 8 0111010 49 60 8 01160101.5 - 1 49 60 8 0111015 49 60 8 01160152 - 1 49 60 8 0120020 49 60 8 01250202 - 1.5 49 60 8 0111020 49 60 8 01160212.5 - 2 49 60 8 0111025 49 60 8 01160253 - 2 49 60 8 0116030 49 60 8 0120030 49 60 8 0125030 49 60 8 01320303 - 2.5 49 60 8 01110303.5 - 3 49 60 8 01110354 - 3 49 60 8 0116040 49 60 8 0120040 49 60 8 0125040 49 60 8 0132040 49 60 8 01400404 - 3.5 49 60 8 01110404.5 - 4 49 60 8 01110455 - 4 49 60 8 0116050 49 60 8 0120050 49 60 8 0125050 49 60 8 0132050 49 60 8 01400505 - 4.5 49 60 8 01110505.5 - 5 49 60 8 01110556 - 5 49 60 8 0116060 49 60 8 0120060 49 60 8 0125060 49 60 8 0132060 49 60 8 01400606 - 5.5 49 60 8 01110606.5 - 6 49 60 8 01110657 - 6 49 60 8 0116070 49 60 8 0120070 49 60 8 0125070 49 60 8 0132070 49 60 8 01400707 - 6.5 49 60 8 01110708 - 7 49 60 8 0116080 49 60 8 0120080 49 60 8 0125080 49 60 8 0132080 49 60 8 01400809 - 8 49 60 8 0116090 49 60 8 0120090 49 60 8 0125090 49 60 8 0132090 49 60 8 014009010 - 9 49 60 8 0116100 49 60 8 0120100 49 60 8 0125100 49 60 8 0132100 49 60 8 014010011 - 10 49 60 8 0120110 49 60 8 0125110 49 60 8 0132110 49 60 8 014011012 - 11 49 60 8 0120120 49 60 8 0125120 49 60 8 0132120 49 60 8 014012013 - 12 49 60 8 0120130 49 60 8 0125130 49 60 8 0132130 49 60 8 014013014 - 13 49 60 8 0125140 49 60 8 0132140 49 60 8 014014015 - 14 49 60 8 0125150 49 60 8 0132150 49 60 8 014015016 - 15 49 60 8 0125160 49 60 8 0132160 49 60 8 014016017 - 16 49 60 8 0132170 49 60 8 014017018 - 17 49 60 8 0132180 49 60 8 014018019 - 18 49 60 8 0132190 49 60 8 014019020 - 19 49 60 8 0132200 49 60 8 014020021 - 20 49 60 8 014021022 - 21 49 60 8 014022023 - 22 49 60 8 014023024 - 23 49 60 8 014024025 - 24 49 60 8 014025026 - 25 49 60 8 0140260
SET ER REF. Ø CODESET ER11/13 0.5 - 7 49 60 8 0111000SET ER16/10 0.5 - 10 49 60 8 0116000SET ER20/12 1 - 13 49 60 8 0120000SET ER25/15 1 - 16 49 60 8 0125000SET ER32/18 2 - 20 49 60 8 0132000SET ER40/23 3 - 26 49 60 8 0140000
8°
L
d D2D1 0.01
ER collet

D’ANDREA
189
ER.. DIN 6499-B
REF. d D1 D2 LER 16.UP 0.5 ~ 10 16 17 27.5ER 25.UP 1 ~ 16 25 26 34ER 32.UP 2 ~ 20 32 33 40ER 40.UP 3 ~ 26 40 41 46
RANGE ER16 ER25 ER32 ER401 - 0.5 49 60 8 00160101.5 - 1 • 49 60 8 00160152 - 1.5 49 60 8 0016020 49 60 8 00250202.5 - 2 • 49 60 8 0016025 49 60 8 0025025 49 60 8 00320253 - 2.5 49 60 8 0016030 49 60 8 0025030 49 60 8 00320303.5 - 3 • 49 60 8 0016035 49 60 8 0025035 49 60 8 0032035 49 60 8 00400354 - 3.5 49 60 8 0016040 49 60 8 0025040 49 60 8 0032040 49 60 8 00400404.5 - 4 • 49 60 8 0016045 49 60 8 0025045 49 60 8 0032045 49 60 8 00400455 - 4.5 49 60 8 0016050 49 60 8 0025050 49 60 8 0032050 49 60 8 00400505.5 - 5 • 49 60 8 0016055 49 60 8 0025055 49 60 8 0032055 49 60 8 00400556 - 5.5 49 60 8 0016060 49 60 8 0025060 49 60 8 0032060 49 60 8 00400606.5 - 6 • 49 60 8 0016065 49 60 8 0025065 49 60 8 0032065 49 60 8 00400657 - 6.5 49 60 8 0016070 49 60 8 0025070 49 60 8 0032070 49 60 8 00400707.5 - 7 • 49 60 8 0016075 49 60 8 0025075 49 60 8 0032075 49 60 8 00400758 - 7.5 49 60 8 0016080 49 60 8 0025080 49 60 8 0032080 49 60 8 00400808.5 - 8 • 49 60 8 0016085 49 60 8 0025085 49 60 8 0032085 49 60 8 00400859 - 8.5 49 60 8 0016090 49 60 8 0025090 49 60 8 0032090 49 60 8 00400909.5 - 9 • 49 60 8 0016095 49 60 8 0025095 49 60 8 0032095 49 60 8 004009510 - 9.5 49 60 8 0016100 49 60 8 0025100 49 60 8 0032100 49 60 8 004010010.5 - 10 • 49 60 8 0025105 49 60 8 0032105 49 60 8 004010511 - 10.5 49 60 8 0025110 49 60 8 0032110 49 60 8 004011011.5 - 11 • 49 60 8 0025115 49 60 8 0032115 49 60 8 004011512 - 11.5 49 60 8 0025120 49 60 8 0032120 49 60 8 004012012.5 - 12 • 49 60 8 0025125 49 60 8 0032125 49 60 8 004012513 - 12.5 49 60 8 0025130 49 60 8 0032130 49 60 8 004013013.5 - 13 • 49 60 8 0025135 49 60 8 0032135 49 60 8 004013514 - 13.5 49 60 8 0025140 49 60 8 0032140 49 60 8 004014014.5 - 14 • 49 60 8 0025145 49 60 8 0032145 49 60 8 004014515 - 14.5 49 60 8 0025150 49 60 8 0032150 49 60 8 004015015.5 - 15 • 49 60 8 0025155 49 60 8 0032155 49 60 8 004015516 - 15.5 49 60 8 0025160 49 60 8 0032160 49 60 8 004016016.5 - 16 • 49 60 8 0032165 49 60 8 004016517 - 16.5 49 60 8 0032170 49 60 8 004017017.5 - 17 • 49 60 8 0032175 49 60 8 004017518 - 17.5 49 60 8 0032180 49 60 8 004018018.5 - 18 • 49 60 8 0032185 49 60 8 004018519 - 18.5 49 60 8 0032190 49 60 8 004019019.5 - 19 • 49 60 8 0032195 49 60 8 004019520 - 19.5 49 60 8 0032200 49 60 8 004020020.5 - 20 • 49 60 8 004020521 - 20.5 49 60 8 004021021.5 - 21 • 49 60 8 004021522 - 21.5 49 60 8 004022022.5 - 22 • 49 60 8 004022523 - 22.5 49 60 8 004023023.5 - 23 • 49 60 8 004023524 - 23.5 49 60 8 004024024.5 - 24 • 49 60 8 004024525 - 24.5 49 60 8 004025025.5 - 25 • 49 60 8 004025526 - 25.5 49 60 8 0040260
• On request
8°
L
d D2D1 0.003
ER ultra-precise collet

ACCESSORIES AND SPARE PARTS
190
ET-1- ER..
REF. CODE d1 D1 L E49 60 8 6125280 2.849 60 8 6125350 3.5
ET-1-ER25 49 60 8 6125450 4.526 34 8 10 045 1 01 25 00
(M2 ~ M12) 49 60 8 6125600 649 60 8 6125700 749 60 8 6125900 949 60 8 6132450 4.549 60 8 6132600 6
ET-1-ER32 49 60 8 6132700 733 43 10 10 045 1 03 32 00
(M4 ~ M16) 49 60 8 6132900 949 60 8 6132110 1149 60 8 6132120 1249 60 8 6140600 649 60 8 6140700 7
ET-1-ER40 49 60 8 6140900 9
(M8 ~ M20) 49 60 8 6140110 11 41 54 13 10 045 1 03 40 00
49 60 8 6140120 1249 60 8 6140140 1449 60 8 6140160 16
On request
Tapping collets with axial
compensation
For TOPRUN spindles, use ring-nuts shown in the chart
8°
EL
D1 d1

D’ANDREA
191
ER.. -GBTapping collets without axial compensation
REF. CODE (d1 Ø x c�) DIN 371 DIN 374-376 D1 L49 60 8 5116045 4.5 x 3.4 M4 M6
ER 16-GB49 60 8 5116055 5.5 x 4.3 M7
49 60 8 5116060 6 x 4.9M5
M816 27.5 10 045 1 01 16 00
(M4 ~ M10)M6
49 60 8 5116070 7 x 5.5 M6 M1049 60 8 5125045 4.5 x 3.4 M4 M649 60 8 5125055 5.5 x 4.3 M7
ER 25-GB 49 60 8 5125060 6 x 4.9M5
M8M6 25 34 10 045 1 01 25 00
(M4 ~ M16)49 60 8 5125070 7 x 5.5 M1049 60 8 5125090 9 x 7 M1249 60 8 5125110 11 x 9 M1449 60 8 5125120 12 x 9 M16
49 60 8 5132045 4.5 x 3.4 M4 M649 60 8 5132055 5.5 x 4.3 M7
49 60 8 5132060 6 x 4.9 M5 M8M6
ER 32-GB 49 60 8 5132070 7 x 5.5 M10(M4 ~ M20) 49 60 8 5132090 9 x 7 M12 32 40 10 045 1 03 32 00
49 60 8 5132110 11 x 9 M1449 60 8 5132120 12 x 9 M1649 60 8 5132140 14 x 11 M1849 60 8 5132160 16 x 12 M2049 60 8 5140070 7 x 5.5 M1049 60 8 5140090 9 x 7 M1249 60 8 5140110 11 x 9 M1449 60 8 5140120 12 x 9 M16
ER 40-GB 49 60 8 5140140 14 x 11 M18 40 46 10 045 1 03 40 00(M10 ~ M27) 49 60 8 5140160 16 x 12 M20
49 60 8 5140180 18 x 14.5M22
M2449 60 8 5140200 20 x 16 M27
On request
For TOPRUN spindles, use ring-nuts shown in the chart
8°
D1
L
d1c

ACCESSORIES AND SPARE PARTS
192
BFCQuick change tap holders without
torque clutch
REF. CODE (d1 Ø x c�) DIN 371 DIN 374 DIN 376 D1 D2 L1 L2 L3
49 50 6 1035027 3.5 x 2.7 M3 M5 M549 50 6 1045034 4.5 x 3.4 M4 M6 M6
BFC1 49 50 6 1055043 5.5 x 4.3 M7 M7(M3 ~ 12)
49 50 6 1060049 6 x 4.9M5
M8 M830 19 17 7 21.5
M649 50 6 1070055 7 x 5.5 M10 M1049 50 6 1090070 9 x 7 M12 M12
49 50 6 2060049 6 x 4.9M5
M8 M8M6
49 50 6 2070055 7 x 5.5 M10 M10BFC2 49 50 6 2090070 9 x 7 M12 M12
48 31 30 11 35(M6 ~ 20) 49 50 6 2110090 11 x 9 M14 M14
49 50 6 2120090 12 x 9 M16 M1649 50 6 2140110 14 x 11 M18 M1849 50 6 2160120 16 x 12 M20 M2049 50 6 3110090 11 x 9 M14 M1449 50 6 3120090 12 x 9 M16 M1649 50 6 3140110 14 x 11 M18 M1849 50 6 3160120 16 x 12 M20 M20
BFC349 50 6 3180145 18 x 14.5 M22 M22 70 48 44 14 55.5
(M14 ~ 33) M24 M24
49 50 6 3200160 20 x 16 M27 M2749 50 6 3220180 22 x 18 M30 M3049 50 6 3250200 25 x 20 M33 M33
On request
L2L3
L1
d1 D1D2 c

D’ANDREA
193
BFSQuick change tap holders with torque clutch
On request
REF. CODE (d1 Ø x c�) DIN 371 DIN 374 DIN 376 D1 D2 L1 L2 L3
49 50 7 1035027 3.5 x 2.7 M3 M5 M549 50 7 1040030 4 x 3 M3.549 50 7 1045034 4.5 x 3.4 M4 M6 M649 50 7 1055043 5.5 x 4.3 M7 M7
BFS149 50 7 1060049 6 x 4.9
M5M8 M8
32 19 17 25 21.5(M3 ~ 12) M6
49 50 7 1070055 7 x 5.5 M10 M1049 50 7 1080062 8 x 6.2 M849 50 7 1090070 9 x 7 M12 M1249 50 7 1100080 10 x 8 M10
49 50 7 2060049 6 x 4.9M5
M8 M8M6
49 50 7 2070055 7 x 5.5 M10 M1049 50 7 2080062 8 x 6.2 M8
BFS2 49 50 7 2090070 9 x 7 M12 M1250 31 30 34 35
(M6 ~ 20) 49 50 7 2100080 10 x 8 M1049 50 7 2110090 11 x 9 M14 M1449 50 7 2120090 12 x 9 M16 M1649 50 7 2140110 14 x 11 M18 M1849 50 7 2160120 16 x 12 M20 M20
49 50 7 3110090 11 x 9 M14 M1449 50 7 3120090 12 x 9 M16 M1649 50 7 3140110 14 x 11 M18 M1849 50 7 3160120 16 x 12 M20 M20
BFS349 50 7 3180145 18 x 14.5
M22 M22 72 48 44 45 55.5(M14 ~ 33) M24 M24
49 50 7 3200160 20 x 16 M27 M2749 50 7 3220180 22 x 18 M30 M3049 50 7 3250200 25 x 20 M33 M33
L2L3
cD2 D1d1
L1

ACCESSORIES AND SPARE PARTS
194
RCBushes for ultra-tight
spindle
FORCE (d2) REF. CODE d1 LRC 20.03 49 70 8 0020030 3RC 20.04 49 70 8 0020040 4RC 20.05 49 70 8 0020050 5RC 20.06 49 70 8 0020060 6
20 RC 20.08 49 70 8 0020080 8RC 20.10 49 70 8 0020100 10 50RC 20.12 49 70 8 0020120 12RC 20.14 49 70 8 0020140 14RC 20.16 49 70 8 0020160 16RC 32.03 49 70 8 0032030 3RC 32.04 49 70 8 0032040 4RC 32.05 49 70 8 0032050 5RC 32.06 49 70 8 0032060 6RC 32.08 49 70 8 0032080 8
32RC 32.10 49 70 8 0032100 10RC 32.12 49 70 8 0032120 12
63RC 32.14 49 70 8 0032140 14RC 32.16 49 70 8 0032160 16RC 32.18 49 70 8 0032180 18RC 32.20 49 70 8 0032200 20RC 32.25 49 70 8 0032250 25
RC 3/4.1/4 49 70 8 0019063 1/4RC 3/4.5/16 49 70 8 0019079 5/16
3/4RC 3/4.3/8 49 70 8 0019095 3/8
50RC 3/4.7/16 49 70 8 0019111 7/16RC 3/4.1/2 49 70 8 0019127 1/2RC 3/4.5/8 49 70 8 0019158 5/8RC 1-1/4.3/8 49 70 8 0031095 3/8RC 1-1/4.1/2 49 70 8 0031127 1/2
1-1/4 RC 1-1/4.5/8 49 70 8 0031158 5/8 63RC 1-1/4.3/4 49 70 8 0031190 3/4RC 1-1/4.1 49 70 8 0031254 1
ø d1Ø d2
L

D’ANDREA
195
Reduction
REF. CODE L ø d H6
D04.16 20 056 01 16 04 0 23 4D08.16 20 056 01 16 08 2 22 8D10.16 20 056 01 16 10 0 23 10D12.16 20 056 01 16 12 0 23 12
D..L
Ø 1
6 g6
Ø d
H6

ACCESSORIES AND SPARE PARTS
196
MHD’
REF. CODE d1 d2 CODE 1 CODE ORMHD’ 16 38 17 25 001161 16 10 10 150 01 0 0250 -MHD’ 20 38 17 25 001201 20 13 10 150 01 0 0300 -MHD’ 25 38 17 25 001251 25 16 10 150 01 0 0300 -MHD’ 32 38 17 25 001321 32 20 10 150 01 0 0400 10 125 4 007510MHD’ 40 38 17 25 001401 40 25 10 150 01 0 0500 10 125 4 010010MHD’ 50 (RD50/..) 38 17 25 001501 50 32 10 150 01 0 0600 10 125 4 013010MHD’ 50 38 17 25 001001 50 32 10 150 01 0 0600 10 125 4 013010MHD’ 63 - 80 38 17 25 001002 63 - 80 42 10 150 01 0 0800 10 125 1 002075
SYSTEM MHD’
d1 d2
1
OR
OR
REF. CODE 1 CODE 2 CODE 3TS... / 16 20 143 011 0008 10 005 1 030 014 10 023 1 030 004TS... / 20 20 143 011 0009 10 005 1 040 015 10 023 1 030 005TS / BS .../ 25 20 143 011 0010 10 005 1 040 020 10 023 1 030 008TS / BS .../ 32 20 143 011 0011 10 005 1 050 025 10 023 1 040 012TS / BS .../ 40 20 143 011 0012 10 005 1 060 030 10 023 1 050 014TS... / 50 20 143 011 0013 10 005 1 080 035 10 023 1 050 012TS... / 63 20 143 011 0014 10 005 1 100 040 10 023 1 060 016TS... / 80 20 143 011 0015 10 005 1 120 045 10 023 1 080 025
TS - BS
TS../ BS..
3
1
2
S.. SSQC
2

D’ANDREA
197
MHD’
REF. CODE 1 CODE 2 CODE 3 CODE 4 CODE 5 CODE 6BPS 200-300-400
20 143 0110017 20 143 011 0016 20 110 05 026 01 10 005 1 120 040 10 025 1 080 04010 005 1 120 035
BPS 500-600-700 10 005 1 160 050
BPS
3
5
2
4
4
1
6
SSQC 90
S... 90
4

ACCESSORIES AND SPARE PARTS
198
MHD’
TRM
REF. CODE 1 CODE 2 CODE 3TRM 63 10 005 1 100 025 10 150 08 0 0300 10 025 1 060 010TRM 80 10 005 1 100 025 10 150 08 0 0300 10 025 1 060 014TRM 125 10 005 1 100 025 10 150 08 0 0300 10 025 1 060 022
TRM/BF
REF. CODE 1 CODE 2 CODE 3 CODE 4 CODE 5TRM 50.. 20 104 10 150 02 10 005 1 100 025 10 023 1 100 016 10 150 08 0 0250 10 025 1 050 010TRM / BF .../16 - 10 005 1 030 006 - 10 150 08 0 0150 10 023 1 030 004TRM / BF .../20 - 10 005 1 040 008 - 10 150 08 0 0150 10 023 1 030 005TRM / BF .../25 - 10 005 1 050 010 - 10 150 08 0 0200 10 023 1 040 005TRM / BF .../32 - 10 005 1 060 012 - 10 150 08 0 0200 10 023 1 040 006TRM / BF .../40 - 10 005 1 080 014 - 10 150 08 0 0250 10 023 1 050 008
11
SF..
TRM..
SFQC
32
REF. CODE 1 CODE 2 CODE 3 CODE 4BPS 200-300-400
20 143 0110017 10 005 1 120 040 10 005 1 100 02010 005 1 120 035
BPS 500-600-700 10 005 1 160 050
BPS
2 222
SFQCSFQC
BF..
TRM..
SF..SF.. 5
5
1 BM10
4 4
3
SF..
SFQC3
2
3
1
4
1
2
2 0

D’ANDREA
199
MHD’
PS
REF. CODE 1PS 11.30 10 005 1 100 018PS 12.30 10 005 1 100 018PS 13.30 10 005 1 100 018PS 11.40 10 005 1 100 025PS 12.40 10 005 1 100 025PS 13.40 10 005 1 100 025PS 14.40 10 005 1 100 025
P 25.63
P..
REF. CODE 1P02.30 10 005 1 050 012P03.30 10 005 1 050 012P04.30 10 005 1 050 012P02.40 10 005 1 060 018P03.40 10 005 1 060 018P04.40 10 005 1 060 018
1
REF. CODE 1 CODE 2P25.63 10 005 1 050 012 10 080 01 0053 0
REF. CODE 1P20.30 10 025 1 080 008
2
1
1
1
1
P 20.30

ACCESSORIES AND SPARE PARTS
200
MHD’
PEER DIN 6499
AWDIN 1835 B-E
AM
REF. CODE 1 CODE 2 CODE 3PE 16 / ER11M 20 010 019 0403 10 045 1 01 11 00 10 150 10 0 1100PE 20 / ER16M 20 010 019 0403 10 045 1 01 16 00 10 150 10 0 1600PE 25 / ER20M 20 010 019 0506 10 045 1 01 20 00 10 150 10 0 2000PE 32 / ER25M 20 010 019 0608 10 045 1 01 25 00 10 150 10 0 2500PE 40 / ER25 20 010 019 0808 10 045 1 03 25 00 10 150 10 0 2501PE 50 / ER25 20 010 019 0808 10 045 1 03 25 00 10 150 10 0 2501PE 50 / ER32 20 010 019 0808 10 045 1 03 32 00 10 150 10 0 3201PE 63 / ER32 20 010 019 1014 10 045 1 03 32 00 10 150 10 0 3201PE 63 / ER40 20 010 019 1214 10 045 1 03 40 00 10 150 10 0 4001
REF. REF. 1 CODE 1 REF. 2 CODE 2 CODE 3AM 50/M3-12 RAM 50/M3-12 45 65 050 0010 0 WFLK 115B/A 308 49 50 9 0010312 10 023 1 060 008AM 50/M8-20 RAM 50/M8-20 45 65 050 0020 0 WFLK 225B/A 308 49 50 9 0020820 10 023 1 080 012AM 63/M3-12 RAM 63/M3-12 45 65 063 0010 0 WFLK 115B/A 308 49 50 9 0010312 10 023 1 060 008AM 63/M8-20 RAM 63/M8-20 45 65 063 0020 0 WFLK 225B/A 308 49 50 9 0020820 10 023 1 080 012
REF. METRIC CODE 1 CODE 2 REF. INCH CODE 1 CODE 2AW 50/6 20 010 019 0808 20 010 019 0610 AW 50 1/4 20 010 019 0801 20 010 019 0601AW 50/8 20 010 019 0808 20 010 019 0810 AW 50 3/8 20 010 019 0802 20 010 019 0901AW 50/10 20 010 019 0809 20 010 019 1012 AW 50 1/2 20 010 019 0802 20 010 019 1101AW 50/12 20 010 019 0809 20 010 019 1216 AW 50 5/8 20 010 019 1102 20 010 019 1401AW 50/14 20 010 019 0809 20 010 019 1216 AW 50 3/4 20 010 019 1102 20 010 019 1581AW 50/16 20 010 019 1215 20 010 019 1416 AW 63 1/2 20 010 019 0802 20 010 019 1101AW 50/20 20 010 019 1215 20 010 019 1616 AW 63 5/8 20 010 019 1102 20 010 019 1401AW 50/25 20 010 019 1615 20 010 019 1820 AW 63 3/4 20 010 019 1102 20 010 019 1581AW 63/16 20 010 019 1215 20 010 019 1416 AW 63 1 20 010 019 1582 20 010 019 1901AW 63/20 20 010 019 1215 20 010 019 1616 AW 63 1 - 1/4 20 010 019 1582 20 010 019 1901AW 63/25 20 010 019 1615 20 010 019 1820 AW 80 1 - 1/2 20 010 019 1902 20 010 019 1901AW 63/32 20 010 019 1615 20 010 019 2020 AW 80 2 20 010 019 1902 20 010 019 2540AW 80/40 20 010 019 2019 20 010 019 2020
1
2 3
2
2
1
21
3

D’ANDREA
201
MHD’
PF
REF. CODE 1 CODE 2 CODE 3 CODE 4 CODE 5PF 50/16 20 101 0085 01 0 20 110 18 008 01 10 100 1 040 014 10 010 1 080 025 10 005 1 030 008PF 50/22 PF 40/22 20 101 0105 03 0 20 110 18 010 02 10 100 1 060 016 10 010 1 100 025 10 005 1 040 010PF 50/27 20 101 0125 03 0 20 110 18 012 02 10 100 1 070 018 10 010 1 120 030 10 005 1 050 012PF 50/32 20 101 0165 02 0 20 110 18 014 02 10 100 1 080 020 10 010 1 160 035 10 005 1 060 016PF 63/27 20 101 0125 03 0 20 110 18 012 02 10 100 1 070 018 10 010 1 120 030 10 005 1 050 012PF 63/32 20 101 0165 02 0 20 110 18 014 02 10 100 1 080 020 10 010 1 160 035 10 005 1 060 016PF 80/32 20 101 0165 02 0 20 110 18 014 02 10 100 1 080 020 10 010 1 160 035 10 005 1 060 016PF 80/40 20 101 0210 01 0 20 110 18 016 03 10 100 1 100 025 10 010 1 200 045 10 005 1 060 018PF 80/60 - 20 110 18 025 10 - - 10 005 1 120 025
REF. CODE 1 CODE 2 CODE 3 CODE 5PF 50 3/4 20 108 02 95 001 20 110 18 079 01 20 110 18 035 01 10 005 1 040 010PF 50 1 20 108 02 12 001 20 110 18 095 01 20 110 18 006 01 10 005 1 050 012PF 63 3/4 20 108 02 95 001 20 110 18 079 01 20 110 18 035 01 10 005 1 040 010PF 63 1 20 108 02 12 001 20 110 18 095 01 20 110 18 006 01 10 005 1 050 012PF 63 1 - 1/4 20 108 02 16 001 20 110 18 124 01 20 110 18 007 02 10 005 1 060 016PF 80 1 - 1/2 20 108 02 19 001 20 110 18 159 01 20 110 18 009 03 10 005 1 060 018PF 80 2 20 108 02 25 001 20 110 18 187 01 - 10 005 1 060 025
CMDIN 228 A
REF. CODE 1CM 50/1 20 108 15 06 003CM 50/2 20 108 15 10 002CM 50/3 20 108 15 12 004CM 63/3 20 108 15 12 004CM 63/4 20 108 15 16 001
METRIC
INCH
1
4
32
5
1

ACCESSORIES AND SPARE PARTS
202
TOPRUN
ER
REF. CODE 1 d1 CODE 2 d2 CODE 3 CODE 4ER 16 20 108 20 10 001 5 ~ 10 20 108 20 10 002 1 ~ 4 20 104 19 100 01 20 127 150 2200ER 25 20 108 20 18 001 8 ~ 16 20 108 20 18 002 2 ~ 7 20 104 30 100 02 20 127 150 3400ER 32 20 108 20 22 001 8 ~ 20 20 108 20 22 002 3 ~ 7 20 104 40 150 01 20 127 150 4500ER 40 20 108 20 28 001 9 ~ 26 20 108 20 28 002 4 ~ 8 20 104 50 150 01 20 127 150 5500
d2d1
3231
4
FORCE
REF. METRIC CODE 1 CODE 2FORCE 20 20 010 019 1615 10 150 04 0 0050FORCE 32 20 010 019 1615 10 150 04 0 0075
REF. INCH CODE 1 CODE 2FORCE 3/4 20 010 019 1582 10 150 04 0 0050FORCE 1 - 1/4 20 010 019 1582 10 150 04 0 0075
1
210330
00
12
2
FORCE
fig. 1 fig. 2
fig. REF. METRIC CODE 1 d1
1VCR 20 HSK63 38 20 41 020062 06 ~ 12VCR 20 MHD’50 38 20 41 020142 14 ~ 20
38 20 41 032063 06 ~ 121
VCR 32 HSK63-10038 20 41 032143 14 ~ 20
VCR 32 MHD’6338 20 41 032253 25 ~ 32
2 VCR 20 DIN/BT-40-5038 20 41 020061 06 ~ 1238 20 41 020141 14 ~ 2038 20 41 032061 06 ~ 12
2 VCR 32 DIN/BT-40 38 20 41 032141 14 ~ 2038 20 41 032251 25 ~ 3238 20 41 032062 06 ~ 12
2 VCR 32 DIN/BT-50 38 20 41 032142 14 ~ 2038 20 41 032252 25 ~ 32
fig. REF. INCH CODE 1 d1
1VCR 3/4 HSK63 38 20 41 019069 1/4 ~ 7/16VCR 3/4 MHD’50 38 20 41 019129 1/2 ~ 3/4
VCR 1-1/4 HSK6338 20 41 031099 3/8 ~ 1/2
1VCR 1-1/4 MHD’63
38 20 41 031159 5/8 ~ 3/438 20 41 031259 1 ~ 1-1/438 20 41 019063 1/4 ~ 7/16
2 VCR 3/4 CAT4038 20 41 019127 1/2 ~ 3/4
38 20 41 031095 3/8 ~ 1/2
2 VCR 1-1/4 CAT40-50 38 20 41 031158 5/8 ~ 3/4
38 20 41 031254 1 ~ 1-1/4
210330
00
12 2
10
0
330210210
330
00
12 2
10
0
330210
d1
11d1

D’ANDREA
203
TOPRUN
WN
REF. CODE 1 CODE 2WN 16 20 010 019 1414 20 010 019 1215WN 20 20 010 019 1616 20 010 019 1215WN 25 20 010 019 1820 20 010 019 1615WN 32 20 010 019 2020 20 010 019 1615
1
2
210
240
300
330
01
22
10
WLD
REF. METRIC CODE 1WLD 06 20 010 019 0610WLD 08 20 010 019 0810WLD 10 20 010 019 1010WLD 12 20 010 019 1212WLD 16 20 010 019 1414WLD 20 20 010 019 1616WLD 25 20 010 019 1820WLD 32 20 010 019 2020WLD 40 20 010 019 2020
REF. INCH CODE 1WLD 3/8 20 010 019 0902WLD 1/2 20 010 019 1103WLD 5/8 20 010 019 1402WLD 3/4 20 010 019 1581WLD 1 20 010 019 1901WLD 1-1/4 20 010 019 1901
01
22
10 33
030
027
024
021
0
1

ACCESSORIES AND SPARE PARTS
204
TOPRUN
PFS
REF. CODE 1 CODE 2 CODE 3METRIC
PFS 16 20 108 03 08 001 20 110 18 008 01 10 005 1 030 008PFS 22 20 108 03 10 001 20 110 18 010 02 10 005 1 040 010PFS 27 20 108 03 12 001 20 110 18 012 02 10 005 1 050 012PFS 32 20 108 03 16 001 20 110 18 014 02 10 005 1 060 016PFS 40 20 108 03 20 001 20 110 18 016 03 10 005 1 060 018
REF. CODE 1 CODE 2 CODE 3INCH
PFS 3/4 20 108 02 95 002 20 110 18 079 01 10 005 1 040 010PFS 1 20 108 02 12 002 20 110 18 095 02 10 005 1 040 012PFS 1-1/4 20 108 02 16 002 20 110 18 127 01 10 005 1 050 016PFS 1-1/2 20 108 02 19 002 20 110 18 159 01 10 005 1 060 020
TR
REF. CODE 1 CODE 2 CODE 3TR50 10 023 1 100 010 10 025 1 050 010 10 150 08 0 0250TR32 10 023 1 050 012 10 023 1 040 006 10 150 08 0 0200
1
2
3
01
22
10 33
030
027
024
021
0
3
2
1
TR...
330
300
270
240
210
01
21
0

D’ANDREA
205

TECHNICAL DATA

TECHNICAL DATA
Index
CUTTING CONDITIONS p. 208-209
ARBORS STANDARDS p. 210-217
WINTOOL p. 218
INFO
WinTool

TECHNICAL DATA
208
MHD’Suggested cutting conditions for roughing
operations with double-bit boring bars
B ap
d
cutting speed feedVc= sfm f= ipr (twin cutters)
material boring bar working diameter insert radiusdimensions conditions
D < 1.50 D = 1.50~40 D > 4.72 R = .008 R = .016 R = .31L / d = 2.5 good 395 - 590 460 - 655 525 - 820 - .008 - .016 .012 - .020
carbon steelL / d = 4 normal 330 - 525 395 - 590 460 - 655 - .008 - .016 .012 - .020
HB ≤ 200L / d = 6.3 difficult 230 - 330 230 - 330 230 - 330 .006 - .012 .008 - .016 -L / d = 2.5 good 330 - 525 395 - 590 460 - 655 - .008 - .016 .012 - .020
carbon steelL / d = 4 normal 260 - 460 330 - 525 395 - 590 - .008 - .016 .012 - .020
HB > 200L / d = 6.3 difficult 195 - 295 230 - 330 230 - 330 .006 - .012 .008 - .016 -L / d = 2.5 good 260 - 360 295 - 395 330 - 460 - .008 - .016 .012 - .020
stainless steelL / d = 4 normal 230 - 330 260 - 360 295 - 395 - .008 - .016 .012 - .020
AISI 304 - 316L / d = 6.3 difficult 195 - 295 195 - 295 195 - 295 .006 - .012 .008 - .016 -L / d = 2.5 good 295 - 395 330 - 460 395 - 525 - .008 - .016 .012 - .020
cast iron L / d = 4 normal 230 - 330 295 - 395 330 - 460 - .008 - .016 .012 - .020L / d = 6.3 difficult 195 - 295 195 - 295 195 - 295 .006 - .012 .008 - .016 -L / d = 2.5 good 525 - 820 655 - 985 655 - 985 - .012 - .020 .016 - .024
aluminium L / d = 4 normal 460 - 655 525 - 655 525 - 820 - .012 - .020 .016 - .024L / d = 6.3 difficult 330 - 490 330 - 490 330 - 490 .008 - .016 .012 - .020 -
Dd
L
cutting working max. cuttingdepth range depth
ap = inch Ø = inch steel cast iron, aluminium.709 - 1.103 0.059 - 0.079 0.79 - 0.0991.103 - 1.969 0.079 - 0.119 0.099 - 0.0141.969 - 2.678 0.119 - 0.158 0.014 - 0.1972.678 - 7.874 0.158 - 0.197 0.197 - 0.2767.874 - 19.685 0.197 - 0.237 0.237 - 0.315
It’s advisable to start with B hole ≥ the boring bar diameter d. NN ATTENTION: For boring operations at different
diameters, reduce to a half the feed indicated on
the above table.
Twin cutters at the same cutting diameter
Twin cutters at different cutting diameters

D’ANDREA
209
MHD’ Suggested cutting conditions for boring operations
with Testarossa and micrometric boring bars
ap
feed
cuttingf= ipr
material boring bar working speed insert radius insert cuttingdimensions conditions Vc= sfm quality depth
R = .000 R = .008 R = .016L / d = 2.5 good 655 - 985 - .002 - .003 .003 - .004 DC100
carbon steelL / d = 4 normal 525 - 820 - .002 - .003 .003 - .004
HB ≤ 200L / d = 6.3 difficult 230 - 330 .000 - .002 .002 - .003 - DP300L / d = 2.5 good 525 - 820 - .002 - .003 .003 - .004 DC100
carbon steelL / d = 4 normal 490 - 655 - .002 - .003 .003 - .004
HB > 200L / d = 6.3 difficult 230 - 330 .000 - .002 .002 - .003 - DC010L / d = 2.5 good 395 - 525 - .002 - .003 .003 - .004
stainless steelL / d = 4 normal 330 - 460 - .002 - .003 .003 - .004 DP300
AISI 304 - 316L / d = 6.3 difficult 230 - 330 .000 - .002 .002 - .003 -L / d = 2.5 good 395 - 525 - .002 - .003 .003 - .004 DC100
cast iron L / d = 4 normal 330 - 460 - .002 - .003 .003 - .004 .004-.010L / d = 6.3 difficult 230 - 330 .000 - .002 .002 - .003 - DK100L / d = 2.5 good 985 - 1310 - .002 - .003 .003 - .004
aluminium L / d = 4 normal 820 - 1150 - .002 - .003 .003 - .004 DK100L / d = 6.3 difficult 330 - 490 .000 - .002 .002 - .003 -
steel L / d = 2.5 good 260 - 330 - .0015 - .0024 .002 - .003HCR > 50 L / d = 4 normal 260 - 330 - .0015 - .0024 .002 - .003
D20CBN
d
L
CALCULATION FORMULAS FOR BORING
Vc cutting speed (sfm)
D bore diameter (inch)
n spindle revolution (rpm)
VF feed rate (ipm)
f feed (ipr)
pi
pi · D · nVc = _________12
Vc · 12n = _________pi · D
VF = n · f

TECHNICAL DATA
210
HSK DIN 69893Arbors standards
HSK-A d1 d2 l1
32 32 24 1640 40 30 2050 50 38 2563 63 48 3280 80 60 40100 100 75 50
HSK-B d1 d2 l1
- - - -40 40 24 1650 50 30 2063 63 38 2580 80 48 32100 100 60 40
HSK-C d1 d2 l1
32 32 24 1640 40 30 2050 50 38 2563 63 48 3280 80 60 40100 100 75 50
HSK-D d1 d2 l1
- - - -40 40 24 1650 50 30 2063 63 38 2580 80 48 32100 100 60 40
HSK-E d1 d2 l1
32 32 24 1640 40 30 2050 50 38 2563 63 48 32
HSK-F d1 d2 l1
- - - -- - - -
50 50 30 2063 63 38 2580 80 48 32
BA
DC
FE
l1
d1d2
l1
d2 d1
l1
d2 d1
l1
d2 d1
l1
d2 d1
l1
d1d2

D’ANDREA
211
HSK DIN 69893 Arbors standards
DIN 69893 A-E
HSK 32 40 50 63 80 100b1 7.05 8.05 10.54 12.54 16.04 20.02b2 7 9 12 16 18 20b3 9 11 14 18 20 22d1 32 40 50 63 80 100d2 24 30 38 48 60 75d4 17 21 26 34 42 53d5 21 25.5 32 40 50 63d6 19 23 29 37 46 58d10 26 34 42 53 67 85d11 26.5 34.8 43 55 70 92d12 37 45 59.3 72.3 88.8 109.75
d13 4 4 7 7 7 7f1 20 20 26 26 26 29
f2 35 35 42 42 42 45f3 16 16 18 18 18 20f4 2 2 3.75 3.75 3.75 3.75h1 13 17 21 26.5 34 44h2 9.5 12 15.5 20 25 31.5l1 16 20 25 32 40 50
l2 3.2 4 5 6.3 8 10l4 5 6 7.5 10 12 15l5 3 3.5 4.5 6 8 10l6 8.92 11.42 14.13 18.13 22.85 28.56l7 8 8 10 10 12.5 12.5l13 12 12 19 21 22 24
+0.007+0.005
+0.007+0.005
+0.009+0.006
+0.011+0.007
+0.013+0.008
+0.015+0.009
+0.04– 0.04
0– 0.1
0– 0.1
0– 0.1
+0.150
0– 0.13
0– 0.2
0– 0.2
+0.20
+0.20
0– 0.1
JS10
H10
H10
H10
H10
H11
max.
min.
± 0.1
60
l1 f1f3
l7
h1l5
l1 f1f3
l4
f2
b1b3
f4
d10
d11
d12
d1 d2 d4d5 d6
h2
h1
h2
ø 10 +0.090
f2
f4
d12
d11
d10
d1 d2 d4d5 d6±15'
±
+0.2 0
l8

TECHNICAL DATA
212
DIN 69871 A-B
ISO 30 40 45 50a 3.2 3.2 3.2 3.2b 16.1 16.1 19.3 25.7d1 31.75 44.45 57.15 69.85d2 M12 M16 M20 M24d3 13 17 21 25d5 59.3 72.3 91.35 107.25d6 50 63.55 82.55 97.50
d7 44.3 56.25 75.25 91.25d8 45 50 63 80d9 4 4 5 6e1 21 27 35 42e2 5 5 6 7
f1 11.1 11.1 11.1 11.1f2 35 35 35 35f3 19.1 19.1 19.1 19.1l1 47.8 68.4 82.7 101.75l2 5.5 8.2 10 11.5l3 24 32 40 47l5 15 18.5 24 30l6 16.4 22.8 29.1 35.5l7 19 25 31.3 37.7
0– 0.1
0– 0.5
0– 0.1
+0.50
0– 0.3
0– 0.3
0– 0.4
0– 0.4
DIN 69871Arbors standards
± 0.1
H12
H7
± 0.05
max.
± 0.1
max.
± 0.1
min.
min.
60°±15'
8°17
'50"
20°±30'
0°-3
5°
l2l5
l7l6
l1 f2
f3
f1
l3
l5e1
e1
3.75
d7
a
d8 d6 d5d2d3d1 b
e2
d9
7
+0.15 0

D’ANDREA
213
MAS 403 BT Arbors standards
MAS 403 BT A-B
ISO 30 35 40 45 50a 2 2 2 3 3b 16.1 16.1 16.1 19.3 25.7
d1 31.75 38.10 44.45 57.15 69.85d2 M 12 M 12 M 16 M 20 M 24d3 12.5 12.5 17 21 25d4 38 43 53 73 85
d5 46 53 63 85 100d6 56.144 65.680 75.679 100.215 119.019d7 8 10 10 12 15d8 4 4 4 5 6e1 21 23 27 35 42e2 5 5 5 6 7f1 13.6 14.6 16.6 21.2 23.2
f2 22 24 27 33 38f3 17 20 21 26 31f4 4 5 5 6 7f5 8 10 10 12 15l1 48.4 56.4 65.4 82.8 101.8l2 7 7 9 11 13l3 24 24 30 38 45l4 16.3 19.6 22.6 29.1 35.4
+0.10
+ 0.50
0– 0.2
± 0.4
H12
H8
H8
± 0.1
max.
± 0.1
min.
± 0.2
min.
20°±30'
0°-3
5°
8°17
'50"
60°
e1
e1
f1
l1 f2
l2
l3
f3al4l4
e2
d8
d2d3d1 d4 d5 d6 b
f4
f5
d7
0-30'

TECHNICAL DATA
214
ANSI/CAT METRIC - CAT INCHArbors standards
ANSI/CAT METRICISO 40 45 50
b 16.1 19.3 25.7d1 44.45 57.15 69.85d2 M 16 M 20 M 24d3 17 21 25d4 72.3 91.35 107.25d5 63.55 82.55 98.45d6 56.25 75.25 91.25d7 44.45 57.15 69.85f1 35 35 36.5l1 68.4 82.7 101.75l2 4.75 5.25 5.75l3 30 38 45l4 22.8 29.10 35.50l5 26 32.5 40.40
CAT INCHISO 40 45 50b 0.634 0.760 1.012
d1 1.750 2.250 2.750d2 UNC 5/8”-11 UNC 3/4”-10 UNC 1”-8
d3 0.642 0.766 1.032d4 2.847 3.597 4.223d5 2.502 3.250 3.876d6 2.215 2.963 3.593d7 1.750 2.250 2.748f1 1.378 1.378 1.437
l1 2.693 3.256 4.006l2 0.187 0.207 0.227l3 1.182 1.496 1.772l4 0.898 1.146 1.398l5 1.024 1.280 1.591
+ 0.20
+ 0.50
0– 0.1
0– 0.5
0– 0.3
0– 0.4
0– 0.4
+0.20
+0.40
+0.50
0– 0.1
0– 0.5
0– 0.3
0– 0.4
0– 0.4
± 0.05
± 0.25
± 0.25
H7
± 0.05
± 0.25
± 0.25
min.
8°17
'50"
60°±15'
11.1±0.1
15.87±0.05
(3.18)
l3
19.05±0.05
l1 f1
l5l4
l2
bd1 d3 d2 d4d5d7 d6
3.75
ø 9.
5
0.5
7+0.15 0

D’ANDREA
215
DIN 2080 - NMTB Arbors standards
DIN 2080ISO 30 40 45 50a 1.6 1.6 3.2 3.2b 16.1 16.1 19.3 25.7
d1 31.75 44.45 57.15 69.85
d2 17.4 25.3 32.4 39.6d4 M 12 M 16 M 20 M 24d5 13 17 21 26d7 50 63 80 97.5k 8 10 12 12
l1 68.4 93.4 106.8 126.8l2 48.4 65.4 82.8 101.8l4 24 32 40 47l6 5.5 8.2 10 11.5l7 16.2 22.5 29 35.3
NMTBISO 40 50a 1.6 3.2b 16.1 25.7d1 44.45 69.85d2 25.3 39.6d4 UNC 5/8-11 UNC 1-8d5 16.5 26d7 63 97.5k 10 12l1 93.4 126.8l2 65.4 101.8l4 28.5 44.5l6 5 11l7 22.5 35.3
+0.50
+0.1500
– 0.4
± 0.2
± 0.15
max.
H12
a10
+0.50
0– 0.4
± 0.2
± 0.15
max.
H12
a10
ISO 40 OTT
l7l7
d7
b
8°17
'50"
15°
l6
l4
l2 a
l1 k
7
d1 d5 d4d2
ø 21
.2
82.1
0 -01
0-02
+1 0

TECHNICAL DATA
216
DIN 228/A DIN 2207DIN 228/B DIN 1806Arbors standards
MORSE 4 4 SIPa 6.5 6.5b 32 32
c/2 1°29’15” 1°29’15”d1 31.267 31.267d4 25 25d8 17 17d9 M 16 M 14l1 102.5 102.5l2 9 9l3 32 45l5 8.2 8.5l6 15 15l7 23 23
DIN 2207DIN 228/A
+0.50
MORSE 4 5a 6.5 6.5b 11.9 15.9
c/2 1°29’15” 1°30’26”d1 31.267 44.399d6 24.5 35.7l6 117.5 149.5l7 24 29l8 59.5 64l9 37 42r2 8 10s1 8.3 12.4
DIN 228/B DIN 1806
0– 1
max.
max.
H13
max.
max.
min.
d9
b
c/2
45°
l5
l3
l2
l1 a
d1 d4 d8 d9a l6
l7
d1
l1
d6
a
s1
c/2
3°8° 45°
l6
l7
l9
l8
d1 b
r2

D’ANDREA
217
R8 METRIC/INCH Arbors standards
R8
R8 METRIC INCHa 8°25’30” 8°25’30”b 4.2 0.166
d1 31.750 1.250d2 24.109 0.950d3 M 12 UNF 7/16”-20d4 12.5 0.493l1 101 3.977l2 60 2.363r1 20 0.788
– 0.007– 0.020
± 0.1
min.
a
l2
l1
d3d4d1
bd2
r1

TECHNICAL DATA
218
WINTOOL
It allows to be graphically
constructed in a short
period of time, showing the
complete composition of the
MODULHARD’ANDREA
tools, including dimensions,
weight and the list of
components.
Class Ident-No CaptionTool list Active comp.
Ident-No
Machine
PagesCaption <empty record>Design
Sort
Search by
Assembled tools
Zoom picture
ItalianEnglishGerman

D’ANDREA
219

NOTES
220

D’ANDREA
221

Third edition in English April 2005
© D’ANDREA s.p.a. - Via Garbagnate 71 - 20020 Lainate (MI)
Phone +39 02937532.1 - Fax +39 0293753240
[email protected] - www.dandrea.com
Produced by
Engineering Department
D’ANDREA s.p.a. - Lainate (MI)
Graphics, layout and editing by
the C’ Comunicazione - Milan
Photographs by
Marco Ruffini
Printed by
la grafica-cantù - Cantù (CO)
The technical data shown in this catalogue are not binding and they can be modified also without notice.
The D’ANDREA General Catalogue is also available in French, Italian, Spanish and German editions.

Ingersoll Cutting Tools for the AmericasMarketing & Technology Center845 S. Lyford Rd.Rockford, Illinois 61108-2749 U.S.A.Tel: 815-387-6600 Fax: 815-387-6337E-mail: [email protected]: www.ingersoll-imc.com
Ingersoll Cutting Tools de México S.A. de C.V.Carr. Saltillo Monterrey Km. 5.5, Local 2 y 3Saltillo, Coahuila C.P. 25200 MexicoTel: (8) 432-2546, (8) 432-2547Fax: (8) 432-2544E-mail: [email protected]
Ingersoll Cutting Tools for EuropeKalteiche-Ring 21-2535708 Haiger, GermanyTel: 02773-742 0Fax 02773-742 812/814Internet: www.ingersoll-imc.deE-mail: [email protected]
CAT-003-1 (4/04) 7800194Printed in ItalyCAT-003-1 (4/05) 7800194Printed in Italy