Embed Size (px)
Citation preview

May 20, 2004 1 of 10
Informative Annex 2Surface Finish
These Informative Annexes are for the use of the Task Force and are not to be included in the API Standards
Introduction: This Annex provides background on the surface finish Ra definition paragraph 3.47, cutoff definition 3.47 and 6.1.20 of the SP. Normally discussion paragraphs are placed after each paragraph in order to provide background on the preceding SP. During the development of these discussion paragraphs it was felt that the results of this investigation were better presented in an Annex rater that imbedded in the body of the SP due to the length and tables associated with these Discussion paragraphs.
3.47 Ra : The arithmetric average of the absolute value of the profile height deviations recorded within the evaluation length and measured from the mean line. It is the average height of the entire surface, within the sampling length, from the mean line. [ASME B 46.1]Discussion: Refer to Informative Annex 2 for detailed disussion and tables explaining surface finish. These discussions and tables were too voluminous to include in the body of the Standard Paragraphs.
6.1.20 When an Ra surface finish has been specified, the roughness long - wavelength cutoff filter in the measuring instrument shall be 0.80 mm (0.030 in.) and the measurement traversing length shall be 15-50mm (0.6-2.0 in.). Flange face finish shall be in accordance with the flange standard specified in 6.4.11.1 . The finish of contact faces of pipe flanges and connecting end flanges of fittings specified by the standards in 6.4.11.1 shall be judged by visual comparison with Ra standards and not by instruments having stylus tracers and electronic amplification.
Discussion: The visual comparison with a standard and not the use of an instrument is mandated in ASME flange standards, but only covered in a note in the ISO 7005-1 & 7005-2 standards. Since you can’t mandate a requirement in a note, to be technically correct, we have made this requirement a part of SP 6.1.20.
It appears the reason for this is that the sampling length the stylus has to traverse to get a reading required for a 250 μin .finish is between 2-6 inches in accordance with ASME B 46.1 tables 3-2 and 4-1and this is longer than the radial distance of the flange gasket surface.
SPTF New definition: 3.53 Roughness long - wavelength cutoff: The nominal rating in millimeters (mm) of the electrical or digital filter that attenuates the long wavelengths of the surface profile to yield the roughness profile.
Note: In most electrical averaging instruments, the cutoff can be selected. It is a characteristic of the instrument rather than the surface being measured. [ASME B 46.1-2002]
5/8/2023

May 20, 2004 2 of 10
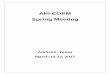
Discussion: A graphical representation of Ra is presented in Fig 3-1
FIG 3-1
For analog instrumentation, Ra is equal to the sum of the shaded areas of the profile divided by the evaluation length L. For digital instruments, Ra is the sum of the vertical readings (Z1, Z2 …) divided by the number of samples. Thus a surface finish of 0,8 μm (32 μin.) Ra ,has an average height about a mean line of .000032 in. or an average peak-to peak height of 0.000064 in..
ASME B46.1-2002 indicates the various ways surface finish can be defined and the may parameters associated with these definitions. Another parameter previously used in the SP’s was rms. This method was discontinued due to industries general acceptance of Ra. All references to surface finish in this tutorial and the standard paragraphs is to Ra. Ra and rms are defined mathematically as:
Rms = [ (1/L)∫0L Z(x)2 dx]1/2
Ra = (1/L)∫0L │Z(x)│dx
The ISO defiition and the ASME definition of Ra and RMS are identical . Refer to excerpt from ISO 4287 below.
5/8/2023

May 20, 2004 3 of 10
It should be noted that DIN, the German specification and the Japanese specifications provide different surface measurement criteria. Since we are only interested in the difference between ISO and the customary US references, the differenced in DIN and the Japanes standard has ot been investigated.
Turning, milling grinding and all machining processes impose characteristic irregularities on a part’s surface. Additional factors such as cutting tool selection, machine tool condition, speeds, feeds, vibration and other environmental influences further influence these irregularities. Table 3-1 provides a comparison of surface roughness obtainable by common production methods.
SUFACE ROUGHNESS AVERAGE (Ra) OBTAINABLE BY COMMON MANUFACTURING TECHNIQUES
Process ROUGHNESS HEIGHT RATING MICROINCHES2000 1000 500 250 125 63 32 16 8 4 2 1 0.5
Flame Cutting --------xxxxxx------Sawing ----------xxxxxxxxxxxx--------Drilling --------xxxxxxxxxxxxxxxxxxx------------EDM -------xxxxxxxxx---------Turn -------xxxxxxxxxxx---------------Bore -------xxxxxxxxxxx---------------Milling ----------------xxxxxxxxxxxxxxx------------- Broaching -----xxxxxxxxxxx------Reaming -----xxxxxxxxxxx------Laser xxxxxxxxxxxxxxxxxxx---------Burnishing -------xxxxxxxx----------Grinding ---------------xxxxxxxxxxxxxxxxxxxxxx------------Honing ---------xxxxxxxxxxxxxxxxxx-------Polishing ------xxxxxxxxxxx-----------------------Extruding -------------xxxxxxxx------Investment Casting
-----xxxx----------------
5/8/2023

May 20, 2004 4 of 10
Perm Mold Cast
-----xxxx----------------
Die Casting -------xxxxxxxx------2000 1000 500 250 125 63 32 16 8 4 2 1 0.5
Table 3-1
The most frequent application range is indicated by xxx’s
Table 3-2 provides a comparison of Ra between SI and US customary units. Note that the customary rounding off of the SI unit, as is the case for the rest of the SP’s, when converting from US Customary unit, is not applied to this application due to the small increments in surface finish measurement.
Nominal Rough GradesRa
SI unitsμ m
US Customaryμin.
0.006 0.250.0125 0.50.025 10.05 20.1 40.2 80.4 160.8 321.6 633.2 1256.3 25012.5 50025 100050 2000100 4000200 8000400 16000
Table 3-2
5/8/2023

May 20, 2004 5 of 10
Texture consists of peaks and valleys that make up the surface and their direction on the surface. On analysis, texture can be broken down into three copmponents: roughness, waviness, and form.
Roughness is essentially synonymous with tool marks.
Waviness is the result of small fluctuations in the distance between the cutting tool and the work piece during machining. These changes are caused by tool instability and by vibration, worn spindle bearings, and drive power motor vibration.Grinding wheel chatter is an example of waviness.
Form applies to straight and/or flat components. Errors in form are due to a lack of straight machine tool ways.
Figure 3-2 illustrates the total profile, and its components of waviness and roughness.[ASME B46.1]
Schematic Diagram of Surface Characteristics
Fig 3-2
All therse surface conditions exist simultaneously, superimposed over one another. It is important to measeure each of the independently. To do this, the assuption is made that roughness has a shorter wavelength than waveiness, which in turn has a shorter wavelength than form. This is illustrated by Fig 3-2 where it can be seen that the waviness profile has a longer wave length than the roughness profile.
5/8/2023

May 20, 2004 6 of 10
To measure only roughness, a filter is placed in the measuring instrument to filter out the long wave waviness profile. This filter is call the roughness long - wavelength cutoff filter and its rating in mm is called cutoff.. The cutoff selected must be large enough to provide an adequate amount of information , yet small enough so that it does not include waviness deviations, which would distort an Ra assessment. Cutoff is a charastic of the measuring instrument rather than the surface being measured. In specifying this filter it is important to choose a value which will eliminate the long length waviness feature and leave the shorter frequency roughness profile.The cutoff value of this filter is a key specification for a surface measuring instrument.
Figure 3-3 illustrates the “apparent” surface finish Ra with different cutoff filters. [ASME B 46.1 Figure 4.2] Note that the lowest plot is incorrectly labled. It should indicate a cutoff of 0.08 mm and a Ra = 1 µm.
Effects of various cutoff valuesFig 3-3
The cutoff length depends upon the surface finish and is set by the filtering in the measuring instrument. The rougher the surface finish the longer the cutoff length. It has been determined through experience that a cutoff of 0.030 inches is sufficient to obtain the proper surface finish measurement for machining operations and finishes typically encountered in turbomachinery.
5/8/2023

May 20, 2004 7 of 10
To obtain a proper sample, the length measured is always longer than the cutoff length. Table 3-3 from Table 3-2 and 4-1 of ASME B 46.1-2002 gives the recommended cutoff lengths of the instruments measuring filter and the recommended sampling lengths for the various finishes. Surface finishes typically required in turbomachinery are highlighted in yellow.
Ra (μin.) inchesOver Up to (Including) Cutoff Length Traversing
(Sampling) Length--- 0.8 0.003 0.06-0.200.8 4.0 0.010 0.20-0.604.0 80.0 0.030 0.6-2.080.0 400.0 0.100 2.0-6.0400.0 ------ 0.300 6.0-20.0
Table 3-3
For parts produced by modern machine tools at typical speeds and feeds, roughness may be defined, for example as any irregularity shorter than 0.030; waviness as between 0.030 inch and 0.300 inch and form errors having wavelengths greater than 0.300 inches.
Drawings indicating finish are required by ASME Y14.36M-1996 to also include the cutoff for that surface finish.INSPECTION – After a part has been designed and manufactured, it must of course be inspected. For surfaces specified only by a roughness parameter, this is a simple matter. Pocket-sized gages that offer a small number of roughness parameters are available (below $2000) , are extremely easy to use, and can be very flexible in application. More complex parameters require full-featured instruments that are run by computers, and these devices may cost over $10,000. Some of these surface analysis systems are hardened for shopfloor use, and recent advances in software have made even complex measurements relatively easy to perform. A surch of the WEB using “Surface Finish” results in many companies offering measurement tools.
Existing standards in part are written around the use of instruments that measure part texture by moving a stylus in a straight line across the surface, and by monitoring the vertical movement of the stylus. Generally, less expensive stylus-type gages that measure only roughness use the surface of the part itself as reference. These are called skidded gages. A schematic of a skidded gage is illustrated in Fig 3-4.B 46.1]
5/8/2023

May 20, 2004 8 of 10
In contrast, the full-featured instruments incorporate a precission internal reference surface, which enable them to measure waviness and total profile in addition to roughness. These are called skiddless gages. Generally skidded gages are used to measure surface finishs for turbomachinery components.
Tradtional stylus-type inspection is not feasible in all instances, however. Gold plated surfaces, for example, may be scratched by the stylus. Some high speed or continuous manufacturing processes require faster throughput than stylus instruments allow. And some design applications require analysis of the surface over an area rather than in a straight line. ( this is the case for seal faces.) For such applications, instruments using optical and other non-contact methods, or special area-measuring stylus methods are available. [MMS Online – Surface finish:A Machinest’s tool. A design Necessity.]
Surface Finish and Seal Faces.
The following responses from Seal manufactures explain the consepts involved with manufacturing a seal face and surface texture.
Seal Manufacturer #1: When seal suppliers talk about light-bands they are generally talkingabout the flatness of a surface (these units are only used becausetypically that's how its measured) rather than the surface texture orfinish. A seal face may have a flatness extreme of 2 light-bands (0.58micro-meters), which records the change in overall height across theplane of a two dimensional seal face, whereas the surface finish acrossthe same face may be only 0.05 micrometers Ra (excuse the metric use!).
To complicate matters even more, the seal industry also talks about
5/8/2023

May 20, 2004 9 of 10
'waviness' of the seal face. This is the change in flatness in a threedimensional context, measured around the circumference of the seal face.The values however are not usually quoted in lightbands but in physicalvalues like 0.5 micrometers peak to peak (because this is the formatthat helps the seal engineer and the typical equipment that measuresthis value records it in this way).
Seal Manufacturer # 2:Surface finish and face flatness are two different features and can notbe directly compared. The ability of a seal to function properlydepends on both. Faces are lapped flat because this is the mosteconomical way of achieving the flatness required for the seal. As aby-product of the lapping procedure, we create a surface finish that isdependant on the lapping parameters (lapping medium, particle size,speeds, pressures, lubricants, etc.) This is not meant to imply thatsurface finish is not important, it only means that we develop a lappingprocedure that creates the correct finish rather than lapping to achievea specific surface finish.
The surface finish of a lapped seal face is very difficult to measure.Several years ago we were evaluating some new equipment and sent thesame face samples to a number of different measurement equipment OEMsand asked for a report on the surface finish of the faces. There weresignificant differences between the OEMs. When you consider how surfacefinish is measured, this is not too surprising. Surface finishes arenormally measured by a small diamond stylus (like a phonograph needle)that rides up and down over the face features. The size of the stylus(especially the configuration of the tip) determines how closely the tipcan follow the contour of the face. It, in effect, filters outs thesmaller roughness features and records the larger undulations. Becauseseal faces are lapped with some very fine compounds (e.g. 3 to 6micron), the measurements become very sensitive to the instruments andmeasurement techniques.
Seal OEMs (to my knowledge) have not focused their manufacturing andquality control on achieving a specific surface finish. Instead, wefocus on face flatness and standardize our lapping procedures to createthe correct surface finish.
Seal Manufacturer # 3
I have to concur with the above comments. There isflatness, which is for the whole surface, and surface finish, which isthe measure of the peaks to valleys distances. Although the distance ofpeaks to valley is typically less than the measure of flatness acrossthe whole surface, this need not be the case. As discussed,
5/8/2023

May 20, 2004 10 of 10
it is difficult to measure the surface finish and that control overmanufacturing methods is often used to achieve the desiredcharacteristics. Although we do rely on manufacturing control, we alsospecify the surface finish, and it can depend on certain applicationparameters. For example hard on hard combinations (typically tungstencarbide vs. itself) may require a mat finish on one face to preventringing of the faces together. In that particular case, the surface isnot reflective enough to be able to read light bands with an opticalflat even when the flatness is specified in that manner. A surfacefinish that is too smooth will also have an adverse effect onperformance as the lubricating film between the seal faces may not bemaintained with a low viscosity fluid. Then also there are othertreatments done to faces to enhance lubrication, such as controlledporosity, or laser machining, which are localized surface features. I would have to say that flatness and surface finish are independentcharacteristics that both need to be controlled to achieve the desiredsealing performance.
Gear Tooth surface finish.
Refer to ISO 10064-4 for discussion of gear tooth surface finish measurement and gear tooth contact patterns.
Flange finish.Refer to Informative Annex 1 for the requirements of flange face finishes.
5/8/2023












![[PPT]PowerPoint Presentation - ASMEcstools.asme.org/files/A2N.ppt · Web viewASME S&C Training Module A2 * * Conformity Assessment (cont’d) ASME Accreditation is an independent](https://img.pdfslide.us/doc/110x75/5ac0817e7f8b9aca388bfabb/pptpowerpoint-presentation-viewasme-sc-training-module-a2-conformity-assessment.jpg)