Embed Size (px)
Citation preview
Influences of the Glass Phase on Densification,Microstructure, and Properties of Low-TemperatureCo-Fired Ceramics
Markus Eberstein,* Torsten Rabe, and Wolfgang Arno Schiller
Federal Institute for Materials Research and Testing, Unter den Eichen 44-46, 12203 Berlin
Multilayer ceramic devices based on low-temperature co-fired ceramics (LTCC) materials provide a very promisingtechnology. Most LTCC tapes available today contain considerable fractions of glass powders to lower the sintering tem-perature. However, the glassy phases offer more possibilities to set a proper sintering behavior, on the one hand, and to tailorthe desired properties of the final LTCC substrate, on the other. The exploitation of demixing and subsequent crystallizingglass compositions was shown on an example of a low-permittivity (4.4)—low-loss (1.5� 10�3) LTCC with a high quartzcontent. In another LTCC material, undesired demixing could be restricted and the crystal phase anorthite could be triggeredby partial dissolution of alumina in the liquid phase during sintering. To estimate the effect of silver diffusion in the lattermaterial, the surroundings of a pure silver via were studied. A silver-contaminated range of 50 mm was detected. Using modelglasses containing silver oxide, a strong influence of dissolved silver on viscosity and crystallization behavior of the liquid phasewas demonstrated. The dielectric properties of the sintered substrates were not degraded.
Introduction
In recent years, low-temperature co-fired ceramics(LTCC) have turned out to be very promising for re-liable, cost-effective packaging in microelectronics. Al-though a number of commercial LTCC exist today,there are still remarkable needs for functional materialsas for example fully silver compatible high dielectric orferritic LTCC.1 Most LTCC tapes available today con-sist of crystalline powders and considerable fractions ofglass powders to reduce the firing temperatures. Duringthe firing process, reactions between the liquid phaseand the crystalline disperse phase may take place. The
physical properties, e.g. dielectric properties and ther-mal coefficient of expansion (TCE), of the substrates aredetermined by the properties of residual glassy and crys-talline phases and by the glass to dispersed phase ratio. Abetter understanding of the impact of the chemical andphysical properties of the liquid phase on sintering ki-netics enables us to control the process and tailor thematerials properties. We report the consequences ofthree important topics in sintering LTCC: demixingeffects and crystallization of the liquid phase, dissolvingof alumina, and silver diffusion out of printed conduct-or patterns. Crystallization characteristics were meas-ured and the resulting rheology of the residual liquidphase is described. Glasses showing immiscibility in theliquid state (i.e. demixing glasses) can have a crucialimpact on the crystallization behavior. Sintering
Int. J. Appl. Ceram. Technol., 3 [6] 428–436 (2006)
Ceramic Product Development and Commercialization
r 2006 The American Ceramic Society. No claims to original U.S. government works
behavior was tested by changing glass to dispersed phaseratio and the viscosity of the residual liquid phase. Thediffusion activity of silver around printed conductors andthe impact on the local sintering behavior as well as on themicrostructure and the physical properties of the substrateswere determined with regard to the sintering temperature.
Experimental Procedure
Glasses were melted using an electrical furnace andplatinum crucibles with the exception of silver oxide-containing glasses (alumina crucibles). The melts thenwere quenched on a steel plate and placed in a coolingfurnace at 20 K above the transformation temperature tocool to room-temperature at a rate of around 2 K/min.Viscosity was measured by horizontal dilatometry (Tg
corresponds to Z5 1012.3), vertical dilatometry (roddeformation as per ISO 7884-4, Z � 107–1012), androtational viscometry (Zo105). For powder processing,the melts were quenched into water and milled to aver-age particle sizes of 2–3mm. Composite powders wereprepared by mixing glass powders with crystalline pow-ders and mill them together. Cylindric (8 mm� 8 mm)and cuboid (5 mm� 5 mm� 15 mm) powder sampleswere prepared by applying a pressure of 60 MPa. Linearshrinkage was monitored using a Bahr 802-S dilatometer(Bahr Thermoanalyse, Huellhorst, Germany). X-ray dif-fraction (XRD) measurements were processed using aPhilips PW 1710 (Phillips, Hamburg, Germany). Fordifferential scanning calorimetry (DSC), a Setaram TAG24 (Setaram, Freiburg, Germany) was used. The dielec-tric properties were detected with an Impedance AnalyzerHP 4291A (Agilent, Boblingen, Germany) and Test Fix-ture 16453A (Agilent, Boblingen, Germany) in the range0.1–1 GHz (specimens: nonmetalized, coplanar diskswith 15 mm diameter and 1 mm thickness) and with aNetwork Analyzer HP 8720 (Agilent, Boblingen, Ger-many) and a rectangular resonator at 3 and 7 GHz (spe-cimens: non-metalized cuboids 1 mm� 3 mm� 50 mm,principle of disturbed resonator). Scanning electron mi-crographs (SEM) pictures were made using a Hitachi S-4100 (Hitachi, Dusseldorf, Germany), and element anal-ysis was conducted by using a microprobe JEOL JXA8900 RL (JEOL, Eching, Germany).
Liquid Phases in LTCC
From the point of view of sintering kinetics, liquid-phase sintering of LTCC composites can be divided into
two classes due to the predominant densification mech-anism.2 In the first case, when glass powder over 50% byvolume is used, densification of a ceramic mass isachieved even by rearrangement, that is, by viscousflow, of the glass particles as a liquid phase after soft-ening, accompanied by redistribution of the crystallinedispersed phase. The resulting microstructure of thesubstrate after firing is called a glass ceramic composite(GCC).3 When the glass powder content falls below40% by volume, initially similar mechanisms occur, butdensification will be interrupted because the glass phasecontent is too small to fill the whole pore volume be-tween the crystalline particles. Then, a second mechan-ism that is slower than viscous flow, called solution-precipitation, becomes the dominant one. The liquidthen acts as a medium that accelerates mass transportbetween the solid particles. Therefore, the viscosity ofthe liquid must be very low at the firing temperature.The resulting microstructure of the substrate is calledglass bonded ceramic (GBC).
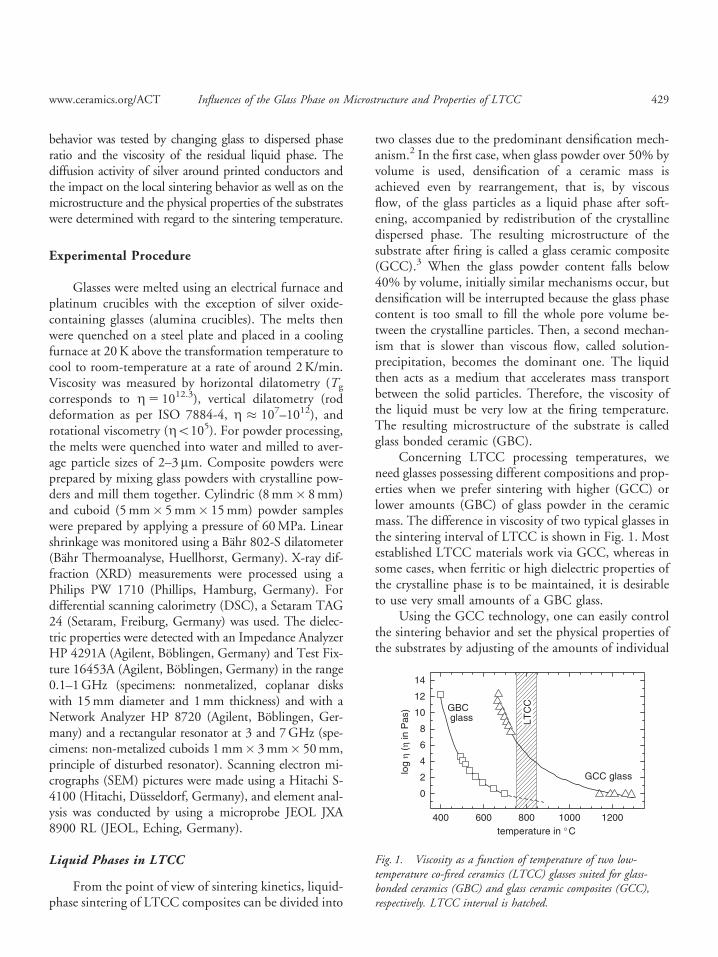
Concerning LTCC processing temperatures, weneed glasses possessing different compositions and prop-erties when we prefer sintering with higher (GCC) orlower amounts (GBC) of glass powder in the ceramicmass. The difference in viscosity of two typical glasses inthe sintering interval of LTCC is shown in Fig. 1. Mostestablished LTCC materials work via GCC, whereas insome cases, when ferritic or high dielectric properties ofthe crystalline phase is to be maintained, it is desirableto use very small amounts of a GBC glass.
Using the GCC technology, one can easily controlthe sintering behavior and set the physical properties ofthe substrates by adjusting of the amounts of individual
400 600 800 1000 1200
0
2
4
6
8
10
12
14
GCC glass
glass LTC
CGBC
log
η (η
in P
as)
temperature in °C
Fig. 1. Viscosity as a function of temperature of two low-temperature co-fired ceramics (LTCC) glasses suited for glass-bonded ceramics (GBC) and glass ceramic composites (GCC),respectively. LTCC interval is hatched.
www.ceramics.org/ACT Influences of the Glass Phase on Microstructure and Properties of LTCC 429
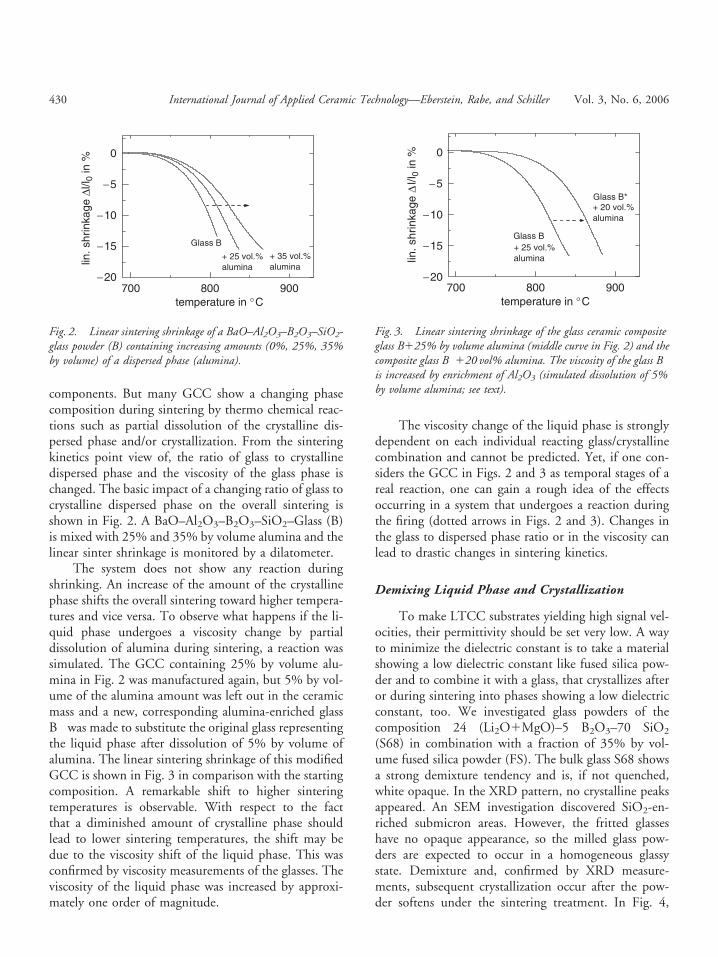
components. But many GCC show a changing phasecomposition during sintering by thermo chemical reac-tions such as partial dissolution of the crystalline dis-persed phase and/or crystallization. From the sinteringkinetics point view of, the ratio of glass to crystallinedispersed phase and the viscosity of the glass phase ischanged. The basic impact of a changing ratio of glass tocrystalline dispersed phase on the overall sintering isshown in Fig. 2. A BaO–Al2O3–B2O3–SiO2–Glass (B)is mixed with 25% and 35% by volume alumina and thelinear sinter shrinkage is monitored by a dilatometer.
The system does not show any reaction duringshrinking. An increase of the amount of the crystallinephase shifts the overall sintering toward higher tempera-tures and vice versa. To observe what happens if the li-quid phase undergoes a viscosity change by partialdissolution of alumina during sintering, a reaction wassimulated. The GCC containing 25% by volume alu-mina in Fig. 2 was manufactured again, but 5% by vol-ume of the alumina amount was left out in the ceramicmass and a new, corresponding alumina-enriched glassB� was made to substitute the original glass representingthe liquid phase after dissolution of 5% by volume ofalumina. The linear sintering shrinkage of this modifiedGCC is shown in Fig. 3 in comparison with the startingcomposition. A remarkable shift to higher sinteringtemperatures is observable. With respect to the factthat a diminished amount of crystalline phase shouldlead to lower sintering temperatures, the shift may bedue to the viscosity shift of the liquid phase. This wasconfirmed by viscosity measurements of the glasses. Theviscosity of the liquid phase was increased by approxi-mately one order of magnitude.
The viscosity change of the liquid phase is stronglydependent on each individual reacting glass/crystallinecombination and cannot be predicted. Yet, if one con-siders the GCC in Figs. 2 and 3 as temporal stages of areal reaction, one can gain a rough idea of the effectsoccurring in a system that undergoes a reaction duringthe firing (dotted arrows in Figs. 2 and 3). Changes inthe glass to dispersed phase ratio or in the viscosity canlead to drastic changes in sintering kinetics.
Demixing Liquid Phase and Crystallization
To make LTCC substrates yielding high signal vel-ocities, their permittivity should be set very low. A wayto minimize the dielectric constant is to take a materialshowing a low dielectric constant like fused silica pow-der and to combine it with a glass, that crystallizes afteror during sintering into phases showing a low dielectricconstant, too. We investigated glass powders of thecomposition 24 (Li2O1MgO)–5 B2O3–70 SiO2
(S68) in combination with a fraction of 35% by vol-ume fused silica powder (FS). The bulk glass S68 showsa strong demixture tendency and is, if not quenched,white opaque. In the XRD pattern, no crystalline peaksappeared. An SEM investigation discovered SiO2-en-riched submicron areas. However, the fritted glasseshave no opaque appearance, so the milled glass pow-ders are expected to occur in a homogeneous glassystate. Demixture and, confirmed by XRD measure-ments, subsequent crystallization occur after the pow-der softens under the sintering treatment. In Fig. 4,
700 800 900−20
−15
−10
−5
0
Glass B
+ 35 vol.%aluminalin
. shr
inka
ge ∆
l/l0
in %
temperature in °C
+ 25 vol.%alumina
Fig. 2. Linear sintering shrinkage of a BaO–Al2O3–B2O3–SiO2-glass powder (B) containing increasing amounts (0%, 25%, 35%by volume) of a dispersed phase (alumina).
700 800 900−20
−15
−10
−5
0
Glass B*
Glass B
+ 20 vol.%alumina
lin. s
hrin
kage
∆l/l
0 in
%
temperature in °C
+ 25 vol.%alumina
Fig. 3. Linear sintering shrinkage of the glass ceramic compositeglass B125% by volume alumina (middle curve in Fig. 2) and thecomposite glass B�120 vol% alumina. The viscosity of the glass B�
is increased by enrichment of Al2O3 (simulated dissolution of 5%by volume alumina; see text).
430 International Journal of Applied Ceramic Technology—Eberstein, Rabe, and Schiller Vol. 3, No. 6, 2006
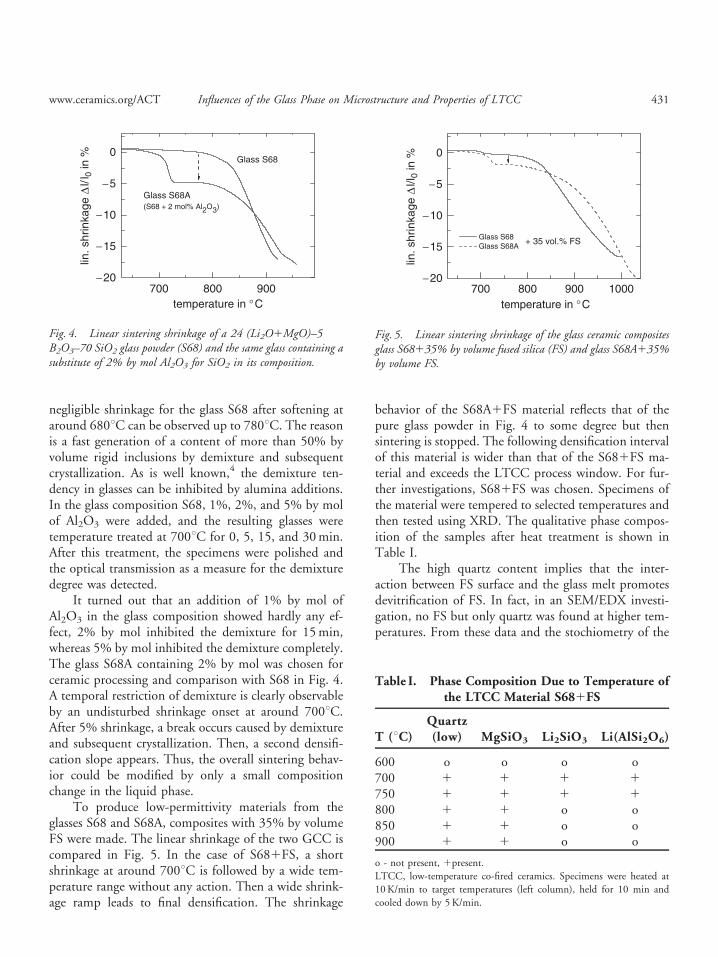
negligible shrinkage for the glass S68 after softening ataround 6801C can be observed up to 7801C. The reasonis a fast generation of a content of more than 50% byvolume rigid inclusions by demixture and subsequentcrystallization. As is well known,4 the demixture ten-dency in glasses can be inhibited by alumina additions.In the glass composition S68, 1%, 2%, and 5% by molof Al2O3 were added, and the resulting glasses weretemperature treated at 7001C for 0, 5, 15, and 30 min.After this treatment, the specimens were polished andthe optical transmission as a measure for the demixturedegree was detected.
It turned out that an addition of 1% by mol ofAl2O3 in the glass composition showed hardly any ef-fect, 2% by mol inhibited the demixture for 15 min,whereas 5% by mol inhibited the demixture completely.The glass S68A containing 2% by mol was chosen forceramic processing and comparison with S68 in Fig. 4.A temporal restriction of demixture is clearly observableby an undisturbed shrinkage onset at around 7001C.After 5% shrinkage, a break occurs caused by demixtureand subsequent crystallization. Then, a second densifi-cation slope appears. Thus, the overall sintering behav-ior could be modified by only a small compositionchange in the liquid phase.
To produce low-permittivity materials from theglasses S68 and S68A, composites with 35% by volumeFS were made. The linear shrinkage of the two GCC iscompared in Fig. 5. In the case of S681FS, a shortshrinkage at around 7001C is followed by a wide tem-perature range without any action. Then a wide shrink-age ramp leads to final densification. The shrinkage
behavior of the S68A1FS material reflects that of thepure glass powder in Fig. 4 to some degree but thensintering is stopped. The following densification intervalof this material is wider than that of the S681FS ma-terial and exceeds the LTCC process window. For fur-ther investigations, S681FS was chosen. Specimens ofthe material were tempered to selected temperatures andthen tested using XRD. The qualitative phase compos-ition of the samples after heat treatment is shown inTable I.
The high quartz content implies that the inter-action between FS surface and the glass melt promotesdevitrification of FS. In fact, in an SEM/EDX investi-gation, no FS but only quartz was found at higher tem-peratures. From these data and the stochiometry of the
700 800 900−20
−15
−10
−5
0
Glass S68A
Glass S68
lin. s
hrin
kage
∆l/
l 0 in
%
temperature in °C
Fig. 4. Linear sintering shrinkage of a 24 (Li2O1MgO)–5B2O3–70 SiO2 glass powder (S68) and the same glass containing asubstitute of 2% by mol Al2O3 for SiO2 in its composition.
700 800 900 1000−20
−15
−10
−5
0
+ 35 vol.% FS
lin. s
hrin
kage
∆l/l
0 in
%
temperature in °C
Fig. 5. Linear sintering shrinkage of the glass ceramic compositesglass S68135% by volume fused silica (FS) and glass S68A135%by volume FS.
Table I. Phase Composition Due to Temperature ofthe LTCC Material S681FS
T (1C)Quartz(low) MgSiO3 Li2SiO3 Li(AlSi2O6)
600 o o o o700 1 1 1 1
750 1 1 1 1
800 1 1 o o850 1 1 o o900 1 1 o o
o - not present, 1present.LTCC, low-temperature co-fired ceramics. Specimens were heated at10 K/min to target temperatures (left column), held for 10 min andcooled down by 5 K/min.
www.ceramics.org/ACT Influences of the Glass Phase on Microstructure and Properties of LTCC 431
composition and the assumption that the crystallizationconsumed all MgO and Li2O of the glass melt, thecomposition of the GCC as well as the composition ofthe residual liquid phase were calculated for arbitrarytemporal stages of the phase transformation.
One can conclude that the first blockade of sinter-ing is caused by crystallization of quartz as reported,whereby the amount of liquid in the microstructure fallsbelow 50% by volume. Continued crystallization leadsto increased reduction of SiO2 in the liquid phase. Theviscosity of the residual melt was calculated from thecomposition using the software SciGlass (www.scivision.de). In the final state of crystallization at temperaturesbetween 9001C and 10001C, the viscosity attainsvalues of 102 Pa s and below compared with 106 Pa saround 8501C in normal GCC sintering. This verylow viscosity enables a re-precipitation process that wasexplained above (see Fig. 1), that is, in this compositewe find a transferred sintering mechanism from GCC toGBC.
To determine the dielectric properties of resultingcomposite materials, specimens were sintered at 8751Cfor 20 min to 97% of the theoretical density and grind-ed afterwards. The average permittivity between 0.1 and1 GHz was 4.4 and the dielectric loss was 1.5� 10�3, sothe LTCC material is well suited for high signal velocityapplications even in the microwave range. Because ofthe high quartz content (480% by weight), the TCEof the material amounts to a very high value of
13.6� 10�6/K. This TCE is rather unusual in conven-tional LTCC applications. With respect to recent de-velopments in high dielectric and ferritic LTCC, whichin many cases possess TCE around 10� 10�6/K, andalso with respect to metal ceramic bonds, the materialon hand could be an interesting candidate for combi-nation.
Liquid–Liquid Immiscibility and Dissolution
The phase anorthite (CaAl2Si2O8) is a crystalliza-tion product and the final component of some conven-tional LTCC on the market. Glass compositionspromoting anorthite crystallization however, can showa strong liquid–liquid phase separation because of amiscibility gap in the phase diagram CaO–B2O3–SiO2.A way to control immiscibility in these liquid phases isto combine them with corundum as the crystalline dis-perse phase, because during heating, the corundum par-ticles are partially dissolved in the softening glassrestricting the demixture.
To study the impact of this partial dissolution, in afirst step, the demixture tendency of a SiO2-rich startingglass from the system CaO–B2O3–SiO2 was quantified.For this purpose, quenched, nearly transparent glassflakes were heated at heating rates of 1, 3, and 10 K/minto temperatures between 6501C and 9001C. After heattreatment, the samples had an opaque appearance in-creasing with temperature and decreasing with heating
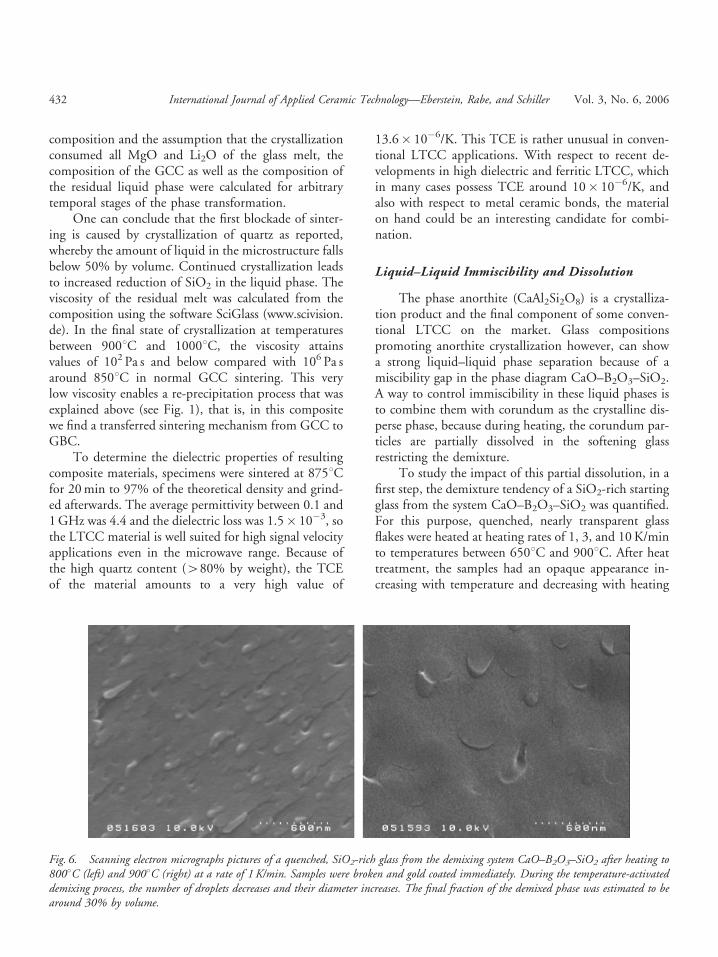
Fig. 6. Scanning electron micrographs pictures of a quenched, SiO2-rich glass from the demixing system CaO–B2O3–SiO2 after heating to8001C (left) and 9001C (right) at a rate of 1 K/min. Samples were broken and gold coated immediately. During the temperature-activateddemixing process, the number of droplets decreases and their diameter increases. The final fraction of the demixed phase was estimated to bearound 30% by volume.
432 International Journal of Applied Ceramic Technology—Eberstein, Rabe, and Schiller Vol. 3, No. 6, 2006
rate. In Fig. 6, SEM pictures of the 8001C and 9001Csamples (h. rate 1 K/min) are presented. The opaque-ness of the samples obviously correlates with the emer-gence of droplets of a second liquid phase. During theimmiscibility progress, the number of droplets decreasesand their diameter increases, which implies droplet co-agulation.
An EDX investigation identified the droplets as aSiO2-rich amorphous phase. Thus, the viscosity of thedroplets should be remarkably higher than the matrixphase and they are expected to act like rigid inclusions.From droplet number and diameter in the SEM images,the amount of demixed SiO2-rich phase was estimatedto be in the range of 30% by volume. If this startingglass was combined with say 30% by volume of an inertcrystalline material, the total number of rigid or high-viscosity inclusions would exceed 50% by volume, a re-arrangement densification mechanism, and thus sinter-ing in the LTCC temperature interval would berepressed.
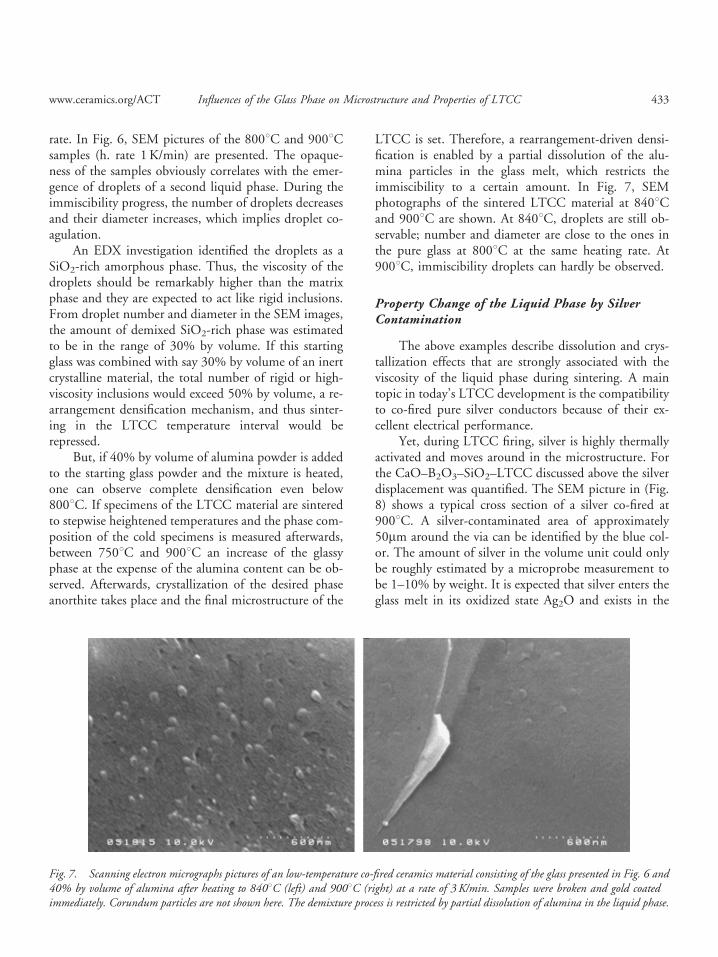
But, if 40% by volume of alumina powder is addedto the starting glass powder and the mixture is heated,one can observe complete densification even below8001C. If specimens of the LTCC material are sinteredto stepwise heightened temperatures and the phase com-position of the cold specimens is measured afterwards,between 7501C and 9001C an increase of the glassyphase at the expense of the alumina content can be ob-served. Afterwards, crystallization of the desired phaseanorthite takes place and the final microstructure of the
LTCC is set. Therefore, a rearrangement-driven densi-fication is enabled by a partial dissolution of the alu-mina particles in the glass melt, which restricts theimmiscibility to a certain amount. In Fig. 7, SEMphotographs of the sintered LTCC material at 8401Cand 9001C are shown. At 8401C, droplets are still ob-servable; number and diameter are close to the ones inthe pure glass at 8001C at the same heating rate. At9001C, immiscibility droplets can hardly be observed.
Property Change of the Liquid Phase by SilverContamination
The above examples describe dissolution and crys-tallization effects that are strongly associated with theviscosity of the liquid phase during sintering. A maintopic in today’s LTCC development is the compatibilityto co-fired pure silver conductors because of their ex-cellent electrical performance.
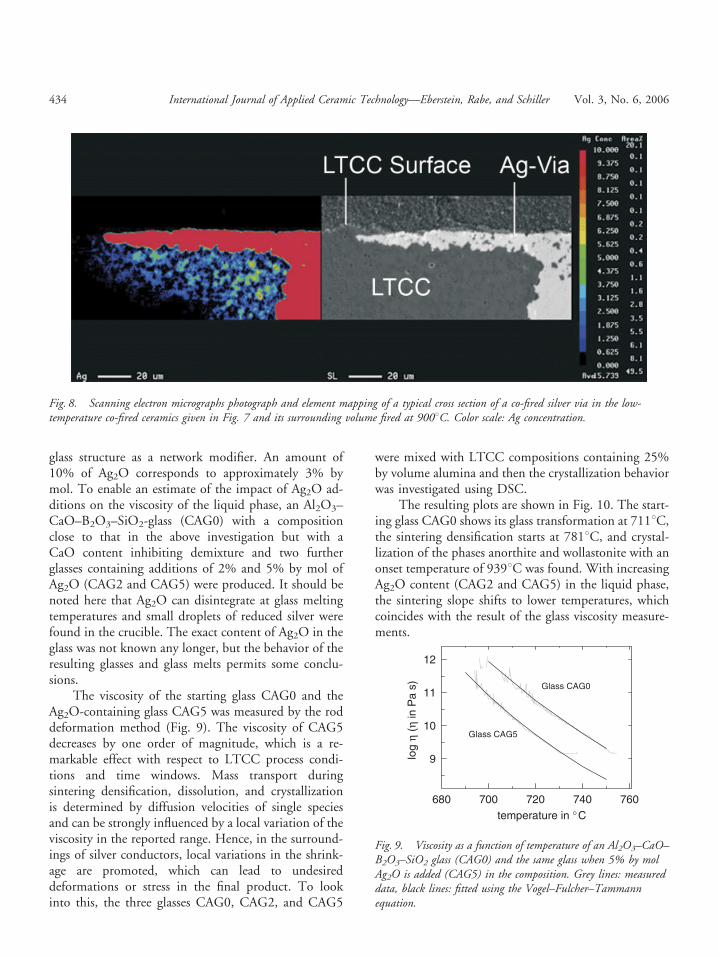
Yet, during LTCC firing, silver is highly thermallyactivated and moves around in the microstructure. Forthe CaO–B2O3–SiO2–LTCC discussed above the silverdisplacement was quantified. The SEM picture in (Fig.8) shows a typical cross section of a silver co-fired at9001C. A silver-contaminated area of approximately50mm around the via can be identified by the blue col-or. The amount of silver in the volume unit could onlybe roughly estimated by a microprobe measurement tobe 1–10% by weight. It is expected that silver enters theglass melt in its oxidized state Ag2O and exists in the
Fig. 7. Scanning electron micrographs pictures of an low-temperature co-fired ceramics material consisting of the glass presented in Fig. 6 and40% by volume of alumina after heating to 8401C (left) and 9001C (right) at a rate of 3 K/min. Samples were broken and gold coatedimmediately. Corundum particles are not shown here. The demixture process is restricted by partial dissolution of alumina in the liquid phase.
www.ceramics.org/ACT Influences of the Glass Phase on Microstructure and Properties of LTCC 433
glass structure as a network modifier. An amount of10% of Ag2O corresponds to approximately 3% bymol. To enable an estimate of the impact of Ag2O ad-ditions on the viscosity of the liquid phase, an Al2O3–CaO–B2O3–SiO2-glass (CAG0) with a compositionclose to that in the above investigation but with aCaO content inhibiting demixture and two furtherglasses containing additions of 2% and 5% by mol ofAg2O (CAG2 and CAG5) were produced. It should benoted here that Ag2O can disintegrate at glass meltingtemperatures and small droplets of reduced silver werefound in the crucible. The exact content of Ag2O in theglass was not known any longer, but the behavior of theresulting glasses and glass melts permits some conclu-sions.
The viscosity of the starting glass CAG0 and theAg2O-containing glass CAG5 was measured by the roddeformation method (Fig. 9). The viscosity of CAG5decreases by one order of magnitude, which is a re-markable effect with respect to LTCC process condi-tions and time windows. Mass transport duringsintering densification, dissolution, and crystallizationis determined by diffusion velocities of single speciesand can be strongly influenced by a local variation of theviscosity in the reported range. Hence, in the surround-ings of silver conductors, local variations in the shrink-age are promoted, which can lead to undesireddeformations or stress in the final product. To lookinto this, the three glasses CAG0, CAG2, and CAG5
were mixed with LTCC compositions containing 25%by volume alumina and then the crystallization behaviorwas investigated using DSC.
The resulting plots are shown in Fig. 10. The start-ing glass CAG0 shows its glass transformation at 7111C,the sintering densification starts at 7811C, and crystal-lization of the phases anorthite and wollastonite with anonset temperature of 9391C was found. With increasingAg2O content (CAG2 and CAG5) in the liquid phase,the sintering slope shifts to lower temperatures, whichcoincides with the result of the glass viscosity measure-ments.
Fig. 8. Scanning electron micrographs photograph and element mapping of a typical cross section of a co-fired silver via in the low-temperature co-fired ceramics given in Fig. 7 and its surrounding volume fired at 9001C. Color scale: Ag concentration.
680 700 720 740 760
9
10
11
12
Glass CAG5
Glass CAG0
log
η (η
in P
a s)
temperature in °C
Fig. 9. Viscosity as a function of temperature of an Al2O3–CaO–B2O3–SiO2 glass (CAG0) and the same glass when 5% by molAg2O is added (CAG5) in the composition. Grey lines: measureddata, black lines: fitted using the Vogel–Fulcher–Tammannequation.
434 International Journal of Applied Ceramic Technology—Eberstein, Rabe, and Schiller Vol. 3, No. 6, 2006
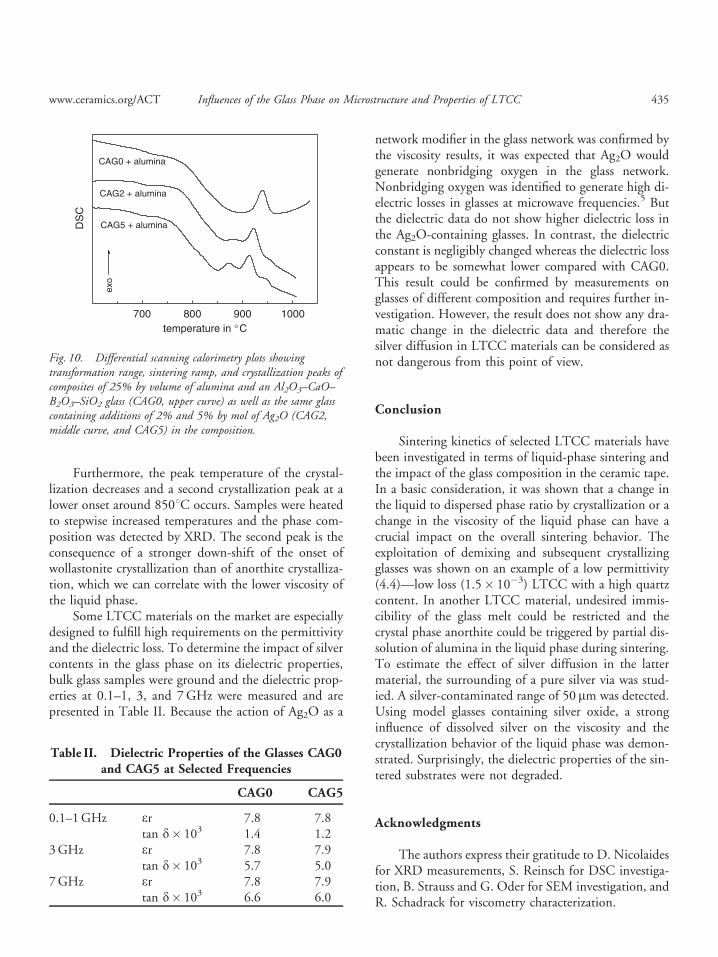
Furthermore, the peak temperature of the crystal-lization decreases and a second crystallization peak at alower onset around 8501C occurs. Samples were heatedto stepwise increased temperatures and the phase com-position was detected by XRD. The second peak is theconsequence of a stronger down-shift of the onset ofwollastonite crystallization than of anorthite crystalliza-tion, which we can correlate with the lower viscosity ofthe liquid phase.
Some LTCC materials on the market are especiallydesigned to fulfill high requirements on the permittivityand the dielectric loss. To determine the impact of silvercontents in the glass phase on its dielectric properties,bulk glass samples were ground and the dielectric prop-erties at 0.1–1, 3, and 7 GHz were measured and arepresented in Table II. Because the action of Ag2O as a
network modifier in the glass network was confirmed bythe viscosity results, it was expected that Ag2O wouldgenerate nonbridging oxygen in the glass network.Nonbridging oxygen was identified to generate high di-electric losses in glasses at microwave frequencies.5 Butthe dielectric data do not show higher dielectric loss inthe Ag2O-containing glasses. In contrast, the dielectricconstant is negligibly changed whereas the dielectric lossappears to be somewhat lower compared with CAG0.This result could be confirmed by measurements onglasses of different composition and requires further in-vestigation. However, the result does not show any dra-matic change in the dielectric data and therefore thesilver diffusion in LTCC materials can be considered asnot dangerous from this point of view.
Conclusion
Sintering kinetics of selected LTCC materials havebeen investigated in terms of liquid-phase sintering andthe impact of the glass composition in the ceramic tape.In a basic consideration, it was shown that a change inthe liquid to dispersed phase ratio by crystallization or achange in the viscosity of the liquid phase can have acrucial impact on the overall sintering behavior. Theexploitation of demixing and subsequent crystallizingglasses was shown on an example of a low permittivity(4.4)—low loss (1.5� 10�3) LTCC with a high quartzcontent. In another LTCC material, undesired immis-cibility of the glass melt could be restricted and thecrystal phase anorthite could be triggered by partial dis-solution of alumina in the liquid phase during sintering.To estimate the effect of silver diffusion in the lattermaterial, the surrounding of a pure silver via was stud-ied. A silver-contaminated range of 50 mm was detected.Using model glasses containing silver oxide, a stronginfluence of dissolved silver on the viscosity and thecrystallization behavior of the liquid phase was demon-strated. Surprisingly, the dielectric properties of the sin-tered substrates were not degraded.
Acknowledgments
The authors express their gratitude to D. Nicolaidesfor XRD measurements, S. Reinsch for DSC investiga-tion, B. Strauss and G. Oder for SEM investigation, andR. Schadrack for viscometry characterization.
700 800 900 1000temperature in °C
CAG5 + alumina
CAG2 + alumina
exo
DS
C
CAG0 + alumina
Fig. 10. Differential scanning calorimetry plots showingtransformation range, sintering ramp, and crystallization peaks ofcomposites of 25% by volume of alumina and an Al2O3–CaO–B2O3–SiO2 glass (CAG0, upper curve) as well as the same glasscontaining additions of 2% and 5% by mol of Ag2O (CAG2,middle curve, and CAG5) in the composition.
Table II. Dielectric Properties of the Glasses CAG0and CAG5 at Selected Frequencies
CAG0 CAG5
0.1–1 GHz er 7.8 7.8tan d� 103 1.4 1.2
3 GHz er 7.8 7.9tan d� 103 5.7 5.0
7 GHz er 7.8 7.9tan d� 103 6.6 6.0
www.ceramics.org/ACT Influences of the Glass Phase on Microstructure and Properties of LTCC 435

References
1. D. L. Wilcox and M. Oliver, ‘‘LTCC Morphing into a Strategic Microsys-tems Technology,’’ Proceedings of the 2002 Ceramic Appl. for Microw. andPhotonic Packaging, Providence, RI, May 2–3.
2. German, Sintering Theory and Practise, J. Wiley & Sons, West Sussex, U.K.,1996, 0-471-05786-X.
3. M. Eberstein and W. A. Schiller, ‘‘Development of High-PermittivityGlasses for Microwave LTCC Tapes,’’ Glass Sci. Technol., 76 [1] 8–16(2003).
4. Scholze, Glas, Springer, 3. Auflage, 1988.5. M. Eberstein and U. Banach, ‘‘Zum Einfluss der Glasstruktur auf die die-
lektrischen Verluste oxidischer Glaser im Mikrowellenbereich,’’ Proceedings ofthe 77. Glastechnische Tagung, 2003, May 26–28, Leipzig.
436 International Journal of Applied Ceramic Technology—Eberstein, Rabe, and Schiller Vol. 3, No. 6, 2006





















![The influence of cobalt on the microstructure and ... 14 06.pdfProcessing and Application of Ceramics 5 [4] (2011) 215–222 The influence of cobalt on the microstructure and adherence](https://img.pdfslide.us/doc/110x75/5e41411e110c0178e44d1b29/the-influence-of-cobalt-on-the-microstructure-and-14-06pdf-processing-and-application.jpg)







