Embed Size (px)
Citation preview

Indian Journal of Textile ResearchVol. 12, March 1987, Pp. 40-45
Influence of Twist and Thermal Treatments on Characteristicsof Acrylic-Polypropylene Blended Yams
G K TYAGI, A P MALIK, A LAL and B M JINDAL
The Technological Institute of Textiles, Bhiwani 125 022 India
Received 13 October 1986; revised and accepted 22 December 1986
Yarns spun from a majority of polypropylene fibres showed high strength and low extension. The yarn breakingstrength tended to increase after boiling-water treatment. Thermal treatments had no significant effect on either un-evenness or imperfections. Boiling-water treatment caused a higher yarn residual shrinkage than heating at varioustemperatures
Keywords: Acrylic-polypropylene yarn, Blended yarns, Fibre mobility, Residual shrinkage, Shtinkage potential,Strength utilization factor
1 IntroductionThe characteristics of high-bulk yarns, mainly
bulkiness, are affected by the shrinkage andspinning process. Factors conferring the desiredbulk are temperature, shrinkage and yarn twist.Of the various relaxation methods, the use ofsteam or boiling water for developing bulk in ac-rylic goods has been considered to be more effec-tive than dry heat. Acrylic yarns not set at thecorrect steaming temperature exhibit low yarnstrength, causing a thin fabric with a limp handle, 'or not giving a permanent shape to the fabric, i.e..dimensional instability; the latter, however, maybe improved by adding some components likepolypropylene to the acrylic fibre mix. On the ba-sis of various theoretical and experimental trialsmany researchers have accounted for the contrib-ution of fibre denier, cut length, type of fibre andyarn twist towards the bulk characteristics of. var-ious yarns. However, it is well established that dif-ferent yarns, if they are to be bulked, require dif-ferent relaxation treatments, and that the yarnshrinkage, in turn, is governed by the characteris-tics of yarn and type of treatment.
This investigation was undertaken with a viewto understanding the influence of fibre type, twistand boiling-water treatment on the physical andshrinkage characteristics of acrylic-polypropyleneyarns. Because yarns spun from thermoplastic fi-
bres are usually heat-set, addition of polypropy-lene with an acrylic made it necessary to investig-ate the influence of heating temperature. Thechange in the different characteristics of acrylic-polypropylene yarns spun from different blendcompositions and twists, with special reference tothe application of boiling water, was also ex-amined.
2 Materials and Methods2.1 Preparation of Yarn Samples
All the yarns were made from four differentblends of 3.2 denier, 64 mm acrylic fibre and 4.0denier, 64 mm polypropylene fibre (Table 1). Forspinning the yarns of various twists, four twist fac-tors (2.6, 3.0, 3.4 and 3.8) were used for eachyarn spun from a specific blend.
2.2 Thermal TreatmentAll the yarns were heat-set at three different
temperatures (100, 120 and 140°C) in a laborato-ry curing-setting chamber. The yarns were alsosubjected to boiling-water treatment for 30 min.
2.3 TestsYarn tenacity and extension were measured, be-
fore and after the thermal treatments, on an Ustersingle-yarn tester. Yarn unevenness and imperfec-
Table I-Specifications of Acrylic and Polypropylene FibresFibre Fibre Fibre Breaking Breaking Softening
denier length tenacity extension temp.mm g/den % °C
Acrylic 3.2 64 1.8 36 200-280Polypropylene 4.0 64 4.0 22 150-155
40
TYAGI et al: CHARACTERISTICS OF ACRYLIC-POLYPROPYLENE BLENDED YARNS
tions were recorded by an Uster evenness tester.Yarn diameter and hairiness were measured on aProjectina microscope and the residual shrinkageof yarns was estimated by the method mentionedin BSI handbook.
3 Results and Discussion3.1 Breaking Strength and Extension3.1.1 Effect of Twist
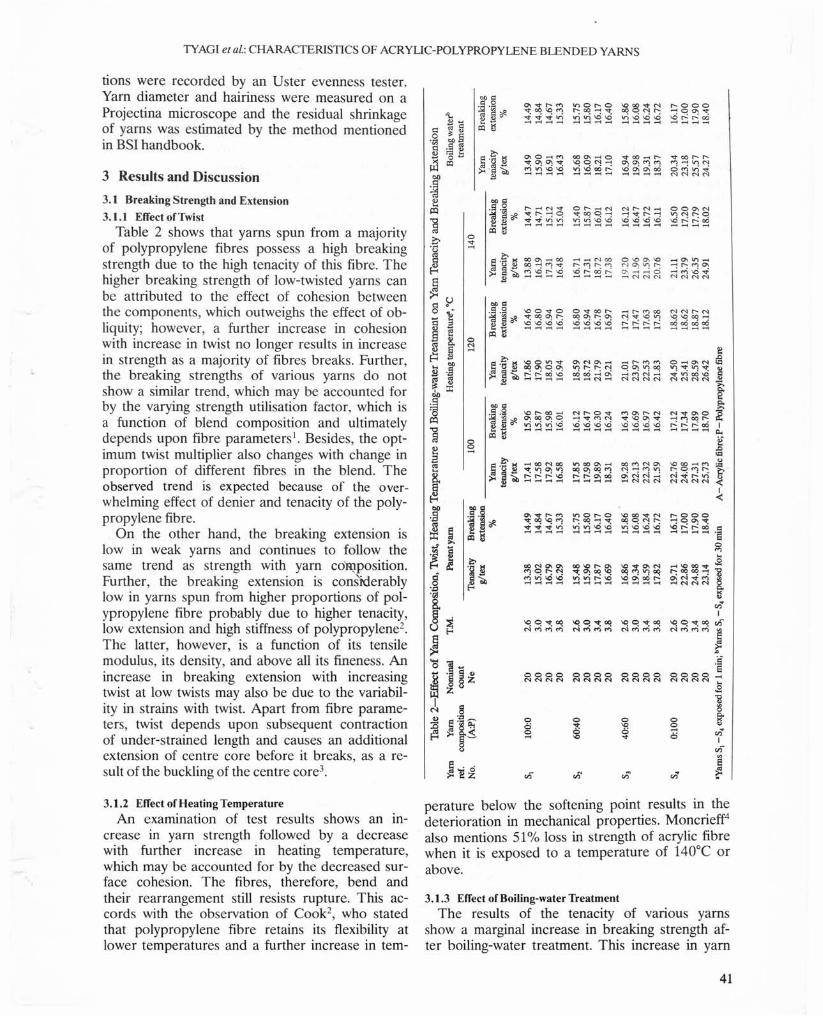
Table 2 shows that yarns spun from a majorityof polypropylene fibres possess a high breakingstrength due to the high tenacity of this fibre. Thehigher breaking strength of low-twisted yarns canbe attributed to the effect of cohesion betweenthe components, which outweighs the effect of ob-liquity; however, a further increase in cohesionwith increase in twist no longer results in increasein strength as a majority of fibres breaks. Further,the breaking strengths of various yarns do notshow a similar trend, which may be accounted forby the varying strength utilisation factor, which isa function of blend composition and ultimatelydepends upon fibre parameters I. Besides, the opt-imum twist multiplier also changes with change inproportion of different fibres in the blend. Theobserved trend is expected because of the over-whelming effect of denier and tenacity of the poly-propylene fibre.
On the other hand, the breaking extension islow in weak yarns and continues to follow thesame trend as strength with yarn composition.Further, the breaking extension is considerablylow in yarns spun from higher proportions of pol-ypropylene fibre probably due to higher tenacity,low extension and high stiffness of polypropylene'.The latter, however, is a function of its tensilemodulus, its density, and above all its fineness. Anincrease in breaking extension with increasingtwist at low twists may also be due to the variabil-ity in strains with twist. Apart from fibre parame-ters, twist depends upon subsequent contractionof under-strained length and causes an additionalextension of centre core before it breaks, as a re-sult of the buckling of the centre core".
3.1.2 Effect of Heating TemperatureAn examination of test results shows an in-
crease in yarn strength followed by a decreasewith further increase in heating temperature,which may be accounted for by the decreased sur-face cohesion. The fibres, therefore, bend andtheir rearrangement still resists rupture. This ac-cords with the observation of Cook", who statedthat polypropylene fibre retains its flexibility atlower temperatures and a further increase in tem-
'l..2l~
d ~ 5.~ !,13~ .0;; 3>< :a l:fD:l ill
Ie~].~8~~
;>< u8 0"- ~C1 "§ ea1 8.. 10
~ ~ ~••• OD£ .~~ :loltl:t
~~]~e~~co..§
~ sIIg..,'oJ
~<3 ~
~ E-'
;><
ilj~~~~
.gnl~>' a.<5-8
~t!~
OIld].513~~alii
e-~'Otl>,a~
£
O\~r--MVOO\OfI')~~~~
O\O....-1MVO\O\""If'C"f'iV'i...o...o•...• ...-.4 -4 •....•
['"--....tM",,"vr--- ....•o~~viv)••..•••••••••..• .....-1
~·~tl ~~;;j~~a,,.;-o....:-or.aco ......•....•M •.....•
ODd.~.9 \0 0 -e 0
~ 5~ ~~~!d~ 1< •....••.....••.....• .-4ill"
\1')0,....0r---oo •...•.q-v)v)\Ci\Ci.....•....•....•.....•
000\....-10\OON....-1v)\QoOr....:•...••....• .....t •...•
Or--- •....•N"'CtooO •....•v)v)..o-..Q,.....oj •••••••••••• """"
....-1.....cNOOt--:f'1r-:C!'Or--oor-,.....j •••.•••...••...•
o..q-oor---000\ f"'o 0\..0..0-0..0....-1 ....-1 -t •....•
O\NO\.....-IV)r--r--NoOoci.-i'"•...•••...• N....-I
Nf"'-O"'Ct--I..q-MN...0..0..0....0....-I •...••....• ....-1
tnOOo\ ....•000\00("")c'r--:o..:oci•...•• --1 •...•• ....-I
V")Or--Or--oo •....•'Vvivi..o..o.••.•.•••.••• ....-1....-1
00\0[""--0\"If"Q\oo\Ovivir..:..o.....•....•.....•.....•
~q~oqN~~~
0000NNNN
o
~
rJj'
\OOO-q-NOOONt'--vi~~~•....••...••....•....-t
-q-00 •....•t"--0\0\('<")('1")..00\0\00•....••....• ""'""' •....•
C"4f"--C"4 •....•-t-q-t"-- •....•...o...o..o\C5•....••.•..••....• .....-t
0\00\\0("'40\1I"It'--O\~.-10.....-tNNN
•...•r> f"I") 00N""It"\OII')r--:r--:r--:c---:,.....j •••.•• -t •....•
.....-t t'-- f"I")("I")
C!0)"1«!.....-tff")N•....•NNNN
f"I")O\t'--N..q-\OO\..q-..o..o..o-.d.....-t.....-t.....-t.....-t
OO("f")NO\C"4.....-tMV"Io\c-.iN~.......NNN
\oOO-VNOOONt'--vi..o...o...o-t .....-t •.•.•••....•
~~~~\()0I00r---•....• •.•..• .....-t -t
\OO"'l:tOONM~~
0000NNNN
o\0o-e-
.s
r--OOO.....-t00\-q--or--:c---:o:i.....-t •....••....• .....-t
..q-ocr---r---("f') •••••• II"INo~vi~NNNN
OOO\N\l')Nr---O...or'r'oci•....••....•...........•
•....•0\ \I') ••..•••....•r--("f')001.....4f'1"i-o~NNC"4N
NNr--N\0\000 •...••00000000•....• .....•.....•.....•
!lO .....•o\N@~~::J~IIC"IC"INN ~
~iI
'"~,g
~~
N"'I:tOlO•...••ff")oot'--r--:r--:r'oci•...••-4 •...•••...••
\Ooo •....•("f')
1'0 ("f') [""0-
N~r--:viNNNN
r---OOO•....•001 .•.~ r--: r---:oci 9•••••.•••••••••• f'"'4 ·s
o....,•..o
r::~~~ ~O\N~f'I"i ~•....•NNN Q..
tlvrI
~C!~«! CIfNtf")('f')M ~
~
0000 !NNNN •••.a]~vrIvl8e
o~o
vr
perature below the softening point results in thedeterioration in mechanical properties. Moncrieff"also mentions 51% loss in strength of acrylic fibrewhen it is exposed to a temperature of 140°C orabove.
ODd
l!~illtl
~.5'1l ~~~~"'~'''':'''':oO-orB
CID •.•••• f'"'4 •••••• ....-4
\0 r--- 00 ....-40\00010vivivi\Ci•.•..• ....-4 •.•..••....•
CI.~ ••••••OO('lOO~ u .B' "'I:t\I') 01 \I')
'" :!! <, "":"':"':-0rSOQ .....•.....••....•.....•
3.1.3 Effect of Boiling-water TreatmentThe results of the tenacity of various yarns
show a marginal increase in breaking strength af-ter boiling-water treatment. This increase in yarn
o
"...•
ODCI
l~~~ij
8...•
ll#ill Il
e-'0 Il~~
~~~8"'I:t""lt" ""It" \I')•.•..••....• .....-t •.•.••
00 N 0101rt'}Of'NMvi...o...o.....••....•.....•.....•
~C!~«!N('I")rt'}t"')
0000NNNN
o
~
r/j
41
INDIAN J. TEXT. RES., VOL. 12, MARCH 1987
strength may be accounted for by an increase incohesive energy between fibres owing to a signifi-cant change in structural order of bulked yarnmatrix. Because polypropylene fibre does not suf-fer any noticeable degradation, the behaviour, atlow twists, may be attributed to the differentialshrinkage of acrylic fibres, which reorganizes andshifts them towards the core. Further, the high re-sistance to buckling at high twists is expected todecrease yarn strength.
3.2 Yarn Linear Density3.2.1 Effect of Twist
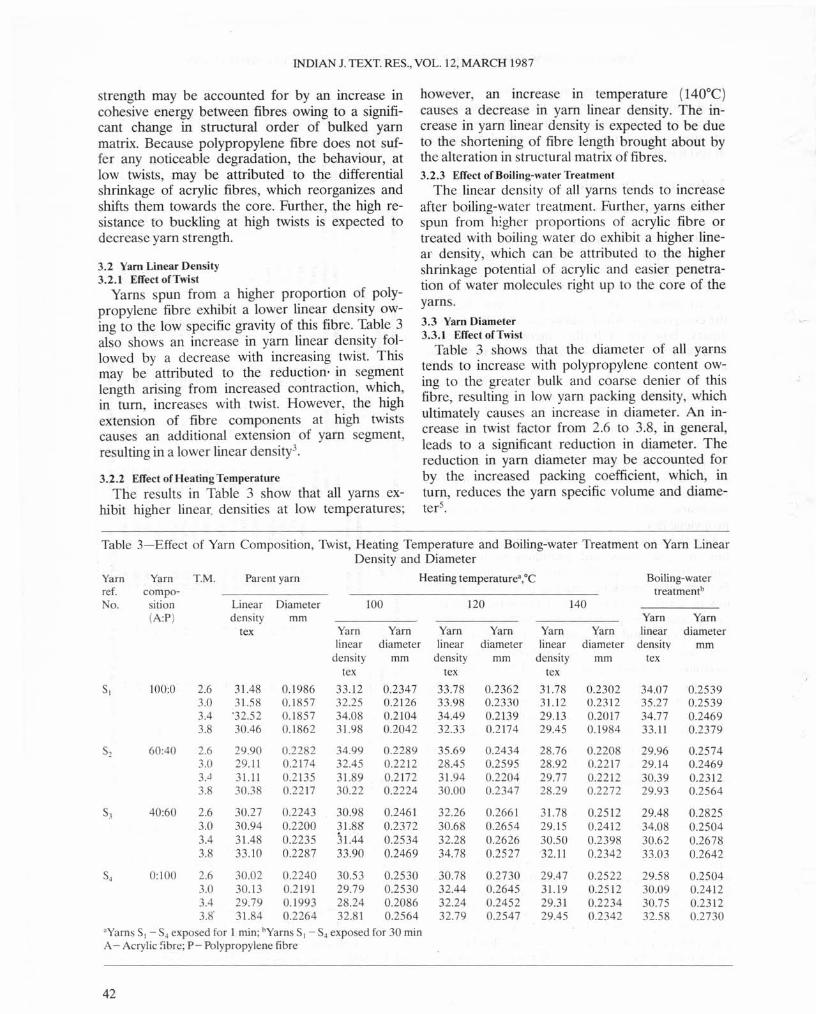
Yarns spun from a higher proportion of poly-propylene fibre exhibit a lower linear density ow-ing to the low specific gravity of this fibre. Table 3also shows an increase in yarn linear density fol-lowed by a decrease with increasing twist. Thismay be attributed to the reduction· in segmentlength arising from increased contraction, which,in turn, increases with twist. However, the highextension of fibre components at high twistscauses an additional extension of yarn segment,resulting in a lower linear density".
3.2.2 Effect of Heating TemperatureThe results in Table 3 show that all yarns ex-
hibit higher linear. densities at low temperatures;
however, an increase in temperature (140°C)causes a decrease in yarn linear density. The in-crease in yarn linear density is expected to be dueto the shortening of fibre length brought about bythe alteration in structural matrix of fibres.3.2.3 Effect of Boiling-water Treatment
The linear density of all yarns tends to increaseafter boiling-water treatment. Further, yarns eitherspun from higher proportions of acrylic fibre ortreated with boiling water do exhibit a higher line-ar density, which can be attributed to the highershrinkage potential of acrylic and easier penetra-tion of water molecules right up to the core of theyarns.3.3 Yarn Diameter3.3.1 Effect ofTwist
Table 3 shows that the diameter of all yarnstends to increase with polypropylene content ow-ing to the greater bulk and coarse denier of thisfibre, resulting in low yarn packing density, whichultimately causes an increase in diameter. An in-crease in twist factor from 2.6 to 3.8, in general,leads to a significant reduction in diameter. Thereduction in yarn diameter may be accounted forby the increased packing coefficient, which, inturn, reduces the yarn specific volume and diame-ters.
Table 3-Effect of Yarn Composition, Twist, Heating Temperature and Boiling-water Treatment on Yarn LinearDensity and Diameter
Yarn Yarn T.M. Parent yarn Heating temperaturev''C Boiling-waterref. compo- treatment"No. sition Linear Diameter 100. 120. 140.
(A:P) density mm Yarn Yarntex Yarn Yarn Yarn Yarn Yarn Yarn linear diameter
linear diameter linear diameter linear diameter density mrndensity mm density mm density mm tex
tex tex tex
SI 10.0.:0. 2.6 31.48 0..1986 33.12 0..2347 33.78 0..2362 31.78 0..230.2 34.0.7 0..25393.0. 31.58 0..1857 32.25 0..2126 33.98 0..2330. 31.12 0..2312 35.27 0..25393.4 '32.52 0..1857 34.0.8 0..2104 34.49 0..2139 29.13 0..20.17 34.77 0..24693.8 30..46 0..1862 31.98 0..20.42 32.33 0..2174 29.45 0..1984 33.11 0..2379
S2 60.:40. 2.6 29.90. 0..2282 34.99 0..2289 35.69 0..2434 28.76 0..220.8 29.96 0..25743.0. 29.11 0..2174 32.45 0..2212 28.45 0..2595 28.92 0..2217 29.14 0..24693.4 31.11 0..2135 31.89 0..2172 31.94 0..220.4 29.77 0..2212 30..39 0..23123.8 30..38 0..2217 30.22 0..2224 30..0.0. 0..2347 28.29 0..2272 29.93 0..2564
S3 40.:60. 2.6 30..27 0..2243 30..98 0..2461 32.26 0..2661 31.78 0..2512 29.48 0..28253.0. 30..94 0..220.0. 31.88' 0..2372 30..68 0..2654 29.15 0..2412 34.0.8 0..250.43.4 31.48 0..2235 31.44 0..2534 32.28 0..2626 30..50. 0..2398 30..62 0..26783.8 33.10. 0..2287 33.90. 0..2469 34.78 0..2527 32.11 0..2342 33.0.3 0..2642
S. 0.:100. 2.6 30..0.2 0..2240. 30..53 0..2530. 30..78 0..2730. 29.47 0..2522 29.58 0..250.43.0. 30..13 0..2191 29.79 0..2530. 32.44 0..2645 31.19 0..2512 30..0.9 0..24123.4 29.79 0..1993 28.24 0..20.86 32.24 0..2452 29.31 0..2234 30..75 0..23123.8' 31.84 0..2264 32.81 0..2564 32.79 0..2547 29.45 0..2342 32.58 0..2730.
'Yarns SI - S. exposed for 1 min; "Yarns SI - S. exposed for 30. minA - Acrylic fibre; P- Polypropylene fibre
42
TYAGJ et al.: CHARACTERISTICS OF ACRYLIC-PO!,YPROPYLENE BLENDED YARNS
3.3.2 ElTect of Heating TemperatureThe results show an increase in yarn diameter
with increase in heating temperature (Table 3).This can be attributed to the increase in bendingand buckling of fibre components with increasingtemperature, resulting in the loosening of thestructural matrix of yarn owing to the decrease incohesive forces". Further, the increase in diameteris less marked in high-twist yarns, which, accord-ing to Hearle', is expected to be due to the in-creased frictional hold on fibres, thus preventingthem from bending and buckling.
3.3.3 Effect of Boiling-water TreatmentYarn diameter, after boiling-water treatment,
reflects the same trend as the diameter with heat-ing temperature (Table 3). Further, the increase .indiameter appears to be more with boiling water incomparison with that after heating at differenttemperatures. The observed trend is expected tobe due to the higher absolute shrinkage of acrylicfibre in boiling water owing to quick and easierpenetration of water molecules right inside thecore.
3.4 Yarn Evenness and Imperfections3.4.1 ElTect of Twist
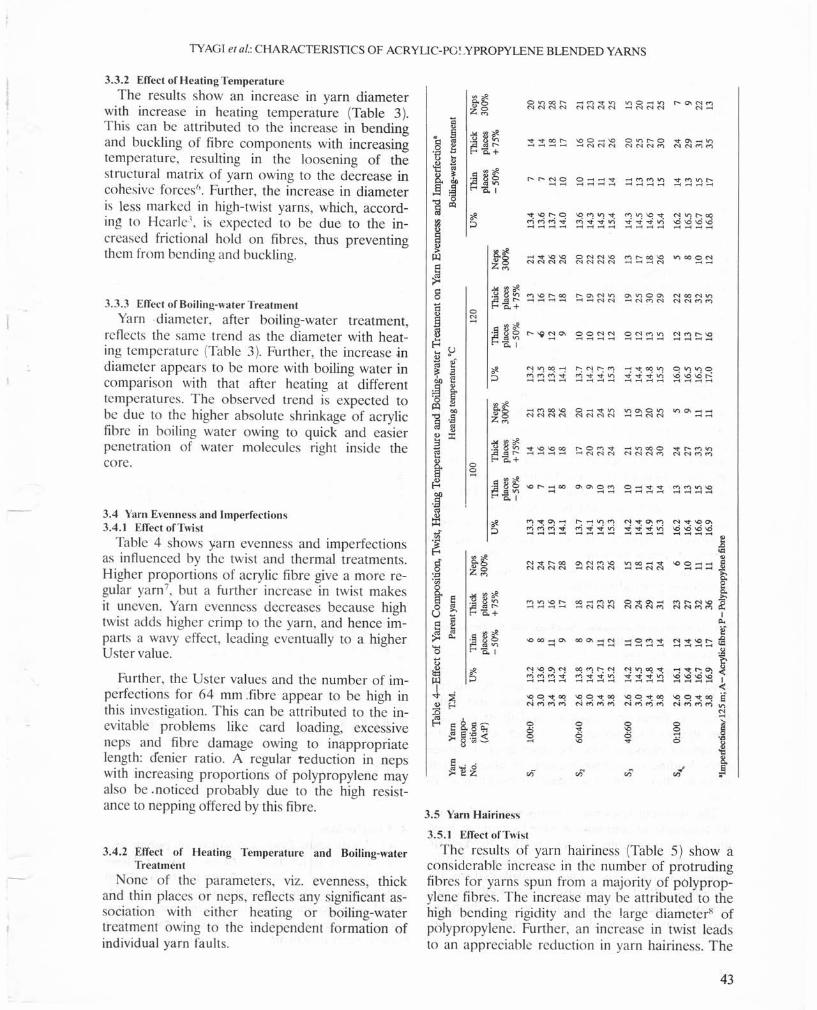
Table 4 shows yarn evenness and imperfectionsas influenced by the twist and thermal treatments.Higher proportions of acrylic fibre give a more re-gular yarn 7, but a further increase in twist makesit uneven. Yarn evenness decreases because hightwist adds higher crimp to the yarn, and hence im-parts a wavy effect, leading eventually to a higherUster value.
Further, the Uster values and the number of im-perfections for 64 mm .fibre appear to be high inthis investigation. This can be attributed to the in-evitable problems like card loading, excessiveneps and fibre damage owing to inappropriatelength: cfenier ratio. A regular teduction in nepswith increasing proportions of polypropylene mayalso be .noticed probably due to the high resist-ance to nepping offered by this fibre.
3.4.2 ElTect of Heating Temperature and Boiling-waterTreatment
None' of the parameters, viz. evenness, thickand thin places or neps, reflects any significant as-sociation with either heating or boiling-watertreatment owing to the independent formation ofindividual yarn faults.
frgZO....
3• §Cl il'B ~~ ~8. t.§ ~
'0'" oqla I~~ ~<>B~8~§
I~~ ~.,(is ~~ ebO '"
~ 0.'0 !i>Q ~-e ·illa il~ :z:
~S'~bO
·ilell
~ti~§'p
'1 eo ~U dCl ~... '"~ 0..
'C)
~~J .<> ~:0ell ,I, =_P ~Q.o~
>0 g:~~o
~~~:a~~t- "S.+
.!§ "'~~~~0.1
o~
oV)oor---NNNN
~'o::I"oor-----1~ ....-1....-1
r---l"'NO"'" "'"
~\of"OMMM-.i,..........-1--1-1
~#"'8z....--1'0::1"\0\0NNMN
--I ("f') 'V V")
NNNN
1.00--1\0....-iNNN
Orl......t"';f"--1M -1-1
\oMV"J'o::I"M-.i..¢.n....-1....-1...-.4.-I
ONNI.ONNNN
t'"--O\NV").....!.-cNN
CONN--I--I--I......t
C""-Nt"--MM~...tvi•....••.....•--1-1
0.-4 'o:t" V)NNNN
r---OM-.::t--INNN
0\0\0("1')"'" "'"
r-----1V)Mff'i..q:.q:vi--I-I.....t --I
O\NM\o•...•NNN
OO •.....•("f")V').....•NNN
OOO\--IN-< •.••
00 M r-- NM~-q:vi,......,......,......--I
\00-.:1"00N~MMo~o'0
cJ)'
tr)O--l\r)-INNN
OV1t-ONNNM
-IMMlI)-1M ....-1-1
MV)\O-q-...;...;-.¢V)....-4 -1 •....•--1
M[",--oo\O--(....-4....-4N
0\ V) 00\....-4NMN
ONMV1....-4....-4....-4....-4
....-4~00V1~~oo:i-vi....-4....-4....-4....-4
v; 0\ °V')....-4....-4NN
•...•V)OOONNNM
O....-4~~....•....•....•....•
N~O\rt')~~~v)....• ....•....•....•
~~~~
~<!ig);;i
•....•OM~....••...••....••....•
NV')CO..q-"';-..i~vi••.••••.•• .-4 ••.••
\Oo..q-OONMtt5Mo'0o..•.
Vi'
l'O\Nt<")N •..•
~0\.....cV')NN("I")("I")
~("I")v)l'.....c....-4....-4....-4
NV)l'oo\Ci...oIoCi...o......c •....••...• ....-4
V)COS~
NCONV')NNMM
NMl'\o•..•••..•• ....-4....-1
o V') V') 0\Ci\Ci\Cir'•..•• .-4....-4....-4
V') 0\ .-4 .-4""''''''
~r--.MV;NNMM
M('f")V)'O...-4....-4 •..•••....•
N~\OO\...o\Ci\Ci..o"'" ...• ""' ...• ~
'"\OS~~ j
M~N'01NN('I")('I") ~
10..
iiN..q- \0 l" ~....-4....-4 •...• ....,j o
~ "': ":"l 1'0'0\0\0 I.....c....-4 •...• .-4 -<~q",:",! SN ('I") f'I") ('I'") V)
N"'"
~..,j
oo"'"o
,(/J"
3.5.1 ElTect of TwistThe results of yarn hairiness (Table 5) show a
considerable increase in the number of protrudingfibres for yarns spun from a majority of polyprop-ylene fibres. The increase may be attributed to thehigh bending rigidity and the large diameter" ofpolypropylene. Further, an increase in twist leadsto an appreciable reduction in yarn hairiness. The
oo...•
.~
~
~~~o....
~(IJ~
~8'".,~"S.+
.3 rl~~.sV)0.1
~
~ii~
3.5 Yarn Hairiness
... ~~~!~M\Ol'OO•....••...• ....-I •...•
rl~~Obl'''9No\e:lV"l •....•"S.I
~~N\I)OO....-lMMM~....-1....-4 •...••..••
a~~~
....•MOO\oNNNN
... ~~~
oO:\I) ~\O'OOOoS r--. •..•• ....,j •...• ....-40.+
. !§ il~t:.s'"0.1
\0 l' ....-400"'"
M..q-O\....-4t'f')M('f')~••.••••..•• ,.....j •••.••
N~r---ooNNNN
MV)'Ol'....oj,....l ••.•••...•
\OCO~O\
N'Oo\N
~~~;i\OO~CONMMMooo...•
'"
43
INDIAN J, TEXT. RES" VOL. 12, MARCH 198i
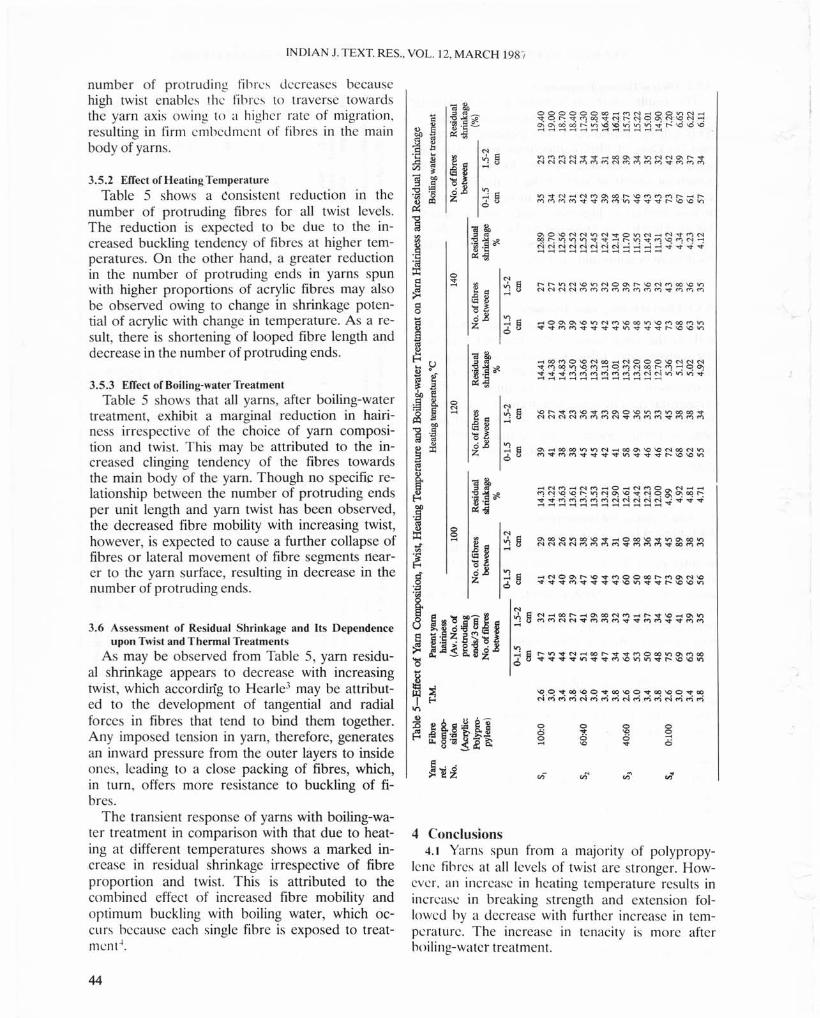
number of protruding fibres decreases becausehigh twist enables the fibres to traverse towardsthe yarn axis owing to a higher rate of migration,resulting in firm embedment of fibres in the mainbody of yarns.
3.5.2 Effect of Heating TemperatureTable 5 shows a consistent reduction in the
number of protruding fibres for all twist levels.The reduction is expected to be due to the in-creased buckling tendency of fibres at higher tem-peratures. On the other hand, a greater reductionin the number of protruding ends in yarns spunwith higher proportions of acrylic fibres may alsobe observed owing to change in shrinkage poten-tial of acrylic with change in temperature. As a re-sult, there is shortening of looped fibre length anddecrease in the number of protruding ends.
3.5.3 Effect of Boiling-water TreatmentTable 5 shows that all yarns, after boiling-water
treatment, exhibit a marginal reduction in hairi-ness irrespective of the choice of yarn composi-tion and twist. This may be attributed to the in-creased clinging tendency of the fibres towardsthe main body of the yarn. Though no specific re-lationship between the number of protruding endsper unit length and yarn twist has been observed,the decreased fibre mobility with increasing twist,however, is expected to cause a further collapse offibres or lateral movement of fibre segments near-er to the yarn surface, resulting in decrease in thenumber of protruding ends.
3.6 Assessment of Residual Shrinkage and Its Dependenceupon Twist and Thermal Treatments
As may be observed from Table 5, yarn residu-al shrinkage appears to decrease with increasingtwist, which according to Hearle ' may be attribut-ed to the development of tangential and radialforces in fibres that tend to bind them together.Any imposed tension in yarn, therefore, generatesan inward pressure from the outer layers to insideones, leading to a close packing of fibres, which,in turn, offers more resistance to buckling of fi-bres.
The transient response of yarns with boiling-wa-ter treatment in comparison with that due to heat-ing at different temperatures shows a marked in-crease in residual shrinkage irrespective of fibreproportion and twist. This is attributed to thecomhined effect of increased fibre mobility andoptimum buckling with boiling water, which oc-curs because each single fibre is exposed to treat-mcnr'.
44
Cl
~s
I~t ~~ ~tin e.s 8. I~;;:j il ....S 01)
'1j ,131il ~~ :I:
~~~01),§
~
l§.~
l e ~ 00-138 ~~6~~;8 ~~ i:a~ S~~!~ £~~~Il~.8'S
c:it~ ~- ~~ co:g ~'"0~ >Q
]
J
-'"'" 01)
.g ]"'-.~ ';!.",' ~t:.: '"
'"~5r!;Ei~'Cl!~.8 In
~ 5
~~""~,.e'ij] 0
t:.: '"
o:'!;
~ CI~!~.8z
ca~:§~~13]t:.: '"
] CIlo:Ill'Clt,"~,c
O!~.g~~'ij.~0
t:.:-5]
8...•I"
~I6.8z
~~ ~II'l
e A uS'":0 2lS.l!-=,a.l!~ .e 6'''' ~ b>.r-' U-.g'13Sa!a.
~l~
OOOOOOOO •....•C""')N •....•OOV1N .....•vOf'VMOO"'d"Mr--NOO\N\ON .....•~~~~~!d~~~:d~~~~~~lr)C""')("f"'JNvV •....•OOO\.q-V1MNO\r--vMNNNt'f')("I')MNC"")C""')("")("I')""I:tMf'I")('I")
\f').q-N •....•Nrr')C1\OO["'--I.OMMMr-- •....•r--M M M t'fj -e ..;:t (''OJ M"tr) -e-v ...,.r- \0 \0 I/)
O\O\oNNV1N-q-OV1N .....•NvMN~~~~;:i~~~:~~:3~:i~;....-1....-1....-1....-1....-1--1--1....-1--1 ••...••....-1--1
NJ, a•..• 0
f"'f"'V1N\OV'INO 0\ f"'\ONMoo\OV)NNNNMMMMMMMM~MMM
4 Conclusions4.1 Yarns spun from a majority of polypropy-
lene fibres at all levels of twist are stronger. How-ever, an increase in heating temperature results inincrease in breaking strength and extension fol-lowed by a decrease with further increase in tem-perature, The increase in tenacity is more afterboiling-water treatment.
~ El0°
.-tOo\o\\OV)NM\cOOV1\oMOOMV)~~MM~~~~V)~~~f"'\C\CV1
--IooMO\oNoo....-lNOOO\ONNN~MooV)\oM--IOMNoof"'M....-IOO\-.i-oi-oifO"ifO"iMr""ir""ir""ir""iNC'ivivivi-oi--1 ••...••....-1 ••...•••...••••...• ....-1 ••...•••...••••...• ....-1---1
N
~ B ~~~t:l~~~~~~~~~~~~
~ El0°
0\ •.....•00 00 V')V1N ......•00 0\ \C'\()NOON V)M~MMvvvvV)vvvf"'\()\()v)
~ ~ ~ ~ ~ ~ ~ ~~ ~ ~~p§;~~ ~ ~~~~~~::::~~~~~-oivvv
'"J, 6•..• 0 ~~~~~~~M~~~~~~~~
~ s0°
......•MOO\f""'o\CvMOOOOf""'oMO\N\OvvvM-.;t'vvv\OV)vvf'\O\OV)
'"~5~~~~~~~~~~~~~~~~...•
~~Sf"'V)vN"""'OO~VVMOOOv)~MOO06vVVV~VVM\Ov)V)~~\O\OV)
\OO~Q()\OOvOO\OOVOO\OOvoo("rtf'i ..,.j M N M tf'i M N M M M N M tf'i ..,.j
0 0 0 00 ? '0 :::0 0 0 0-< '0 '<t
'" <II" cJ)' rh

TYAGI et al: CHARACTERISTICS OF ACRYLIC-POLYPROPYLENE BLENDED YARNS
4.2 Yarn diameter decreases with increase intwist; the former, however, increases after thermaltreatments but the effect of boiling water is moreprominent in comparison with that due to heatingat different temperatures.
4.3 Yams spun from higher proportions of ac-rylic fibre at all levels of twist are more regular.However, yams with a higher twist, on the otherhand, show deterioration in evenness.
4.4 Yams spun with higher proportions of ac-rylic fibre give a greater number of neps, while thenumber of thick and thin places do not show anyspecific trend.
4.5 Thermal treatments have no significant ef-fect on either the unevenness or imperfections ofacrylic-polypropylene yarns.
4.6 Yarns spun from higher proportions of pol-ypropylene are more hairy. However, yarns with ahigher twist, on the other hand, show consistentreduction in hairiness.
4.7 Thermal treatments result in a significantdecrease in yarn hairiness but the effect of boilingwater is more prominent in comparison with thatdue to heating at different temperatures.
4.8 Twist has a significant effect on yarn residu-al shrinkage. Yarn residual shrinkage increaseswith an increase in heating temperature and dec-
~
reases thereafter with further increase in tempera-ture. However, yarns subjected to boiling-watertreatment, on the other hand, show a considerablyhigher shrinkage irrespective of twist.
AcknowledgementThe authors wish to acknowledge the valuable
assistance given by Prof R.CD. Kaushik, Director,TIT, Bhiwani, during this work. Sincere thanks arealso due to Mis Neomer Ltd, Baroda, for supply-ing polypropylene fibre.
ReferencesI Govindarajulu K and Ratnam T Y, Proceedings, fifth tech-
nological conference, edited by R Srinivasan and EStephanos (South India Textile Research Association,Coimbatore) 1963, 104.
2 Cook] G, Handbook of polyolefin fibres (Merrow Publish-ing Co. Ltd,U.K.) 1967.
3 Hearle ] W S, Grosberg P and Becker S, Structural me-chanics of fibres, yams and fabrics (Wiley-lnterscience,New York) 1969.
4 Moncrieff R W, Manmade fibres (Newnes-Butterworths,London) 1975.
5 Hearle ] W S and Merchant Y B, Text Res J, 33 (1963)417.
6 TyagiGK, TextMachAs:sS,21 (1985) 1.7 Martindale] G,J Text Inst, 36 (1954) T 35.8 Barella A, J Text Inst, 48 (1957) 268.
45





























