Embed Size (px)
Citation preview

Abstract—In this paper, experimental study on drilling of
multi-material made of CFRP laminate sandwiched with
aluminum part has been carried out. These tests have been
conducted using carbide drills (K20) to study the influence of
spindle speed, feed rate and lip length of the double cone drill on
cutting forces and holes quality. From the experimental study it
was found that the double cone drills used for the experimental
analysis encountered less thrust force compared to the standard
twist drill. In addition the quality of the holes after drilling were
evaluated, and found that no delamination (entry and exit of the
hole of the composite part) even at higher feed rate (> to 0.1
mm/rev). From the SEM observation it was noticed that, after
machining with standard twist drill, several damaged areas
were observed on the wall of the holes.
Index Terms—Drilling, multi-stack, Damages, tool design,
aluminium chips.
I. INTRODUCTION
Drilling and fastening of the hybrid materials in one-shot
operation reduces manufacturing time. One of the most
common problems encountered during automatic drilling of
sandwich structures are that the continuous chips and high
temperature generated during drilling of Ti, and damage in
composites. LATECIS a French company in Toulouse,
developed a system called OPERA, dedicated for one shot
drilling. Ideally the OPERA system is expected to handle
high production rates (1 attachment mounted approximately
at every 12 seconds) [1], [2]. The automation of these tasks
must also enable greater mounting precision, improved
ergonomics, health and safety of the operators, particularly
for the new hybrid materials like composite/titanium or
composite/aluminum assemblies. Due to the different
mechanical properties of materials constituting the hybrid
panels, their machinability remains an open problem and can
prevent the automation of these tasks. From the literature
review, it is found that composite materials especially Carbon
Fibre Reinforced Plastics (CFRP) are often used to a larger
extent due to their downsizing and rightsizing impacts.
However, due to their laminated structure and the anisotropy
of the carbon fiber reinforce plastics several damages are
seen during drilling. The damages are peel up delamination at
the hole entry, thermal alteration, fibre pull-out and fuzzing
on the wall of the hole, and exit delamination and uncut fibre
at the hole exit [3]-[5]. Moreover, the mechanism of material
removal in composite materials is strongly influenced by the
relative angle between the direction of the cutting speed and
Manuscript received January 10, 2014; revised March 26, 2014.
The authors are with the Mechanical Engineering Department, Paul
Sabatier University (University of Toulouse, France), France (e-mail:
the direction of fiber [6]. Sakuma et al. [4] drilled holes using
four drill materials and investigated drill wear pattern, flank
wear width and cutting forces. Many researchers investigated
the effect of tool geometry on drilling of polymer composite
materials. Many of the modified geometries (Zhirov point,
Brad and Spur, step drill, candle stick, saw drill, etc) are
difficult to regrind [5]. Krishnaraj et al. [7] drilled composites
at high spindle speed and studied the influence of tool
geometry. They reported that double cone drill offers better
surface finish when compared to standard twist drill and Brad
& Spur drill. In particular double cone drills which the length
of the principal cutting edge is equal to the length of the
secondary cutting edge offer better finish [7], [8].
Unlike composites, the material removal during machining
of aluminium is mainly done by shearing the material. In the
case of drilling of aluminium and its alloys, the main problem
is the adhesion of aluminium on the main cutting edges
(BUE), on the rake face and on the flutes of the drill (BUL).
This bonding is responsible for premature wear of the cutting
tool, for the poor surface finish of the hole and the variations
in the diameter of the hole. Several authors showed that, with
low cutting speeds (up to 25 m/min), bonding of aluminium
occurs at the rake face and at the main cutting edges [9]–[11].
One way to overcome problems related to the machining of
aluminium and its alloys is to increase cutting speeds.
However the machining with very high cutting speeds (Eg.
300 m/min) causes a significant increase in the cutting
temperature (above 300 °C) [11]. At this temperature a
chemical reaction between aluminium and cobalt occurs to
form micro welding of aluminium on the cutting edges of the
tool by diffusion. In the experimental works of [12], [13], the
authors during the dry turning of aluminium alloy have
shown that, in the first time of machining, BUL is caused by
thermo-mechanical mechanisms. Once the BUL is formed,
the initial cutting conditions change thus enabling the BUE
formation through mechanical adhesion. However, during
continuous machining, the BUE continues to grow until a
critical thickness is reached, and once it reaches the point, it is
plastically extended over the BUL due to the action of the
mechanical forces.
Additionally, the chips shape and length of the chip
passing through the hole as well as built up edges of
aluminium at the primary cutting edges combined with
increased tool wear affect the hole quality [1], [2], [14]. For
machining multi-material, sharp and high hot hardness tool
materials are required. [15], [16] reported that tool wear
occur rapidly when drilling Gr/Bi-Ti stacks. Multimaterial
theoretically calls for different tools, one that fits the
attributes of a composite and a different one that fits the
attributes of aluminium, or Titanium. Multilayer materials
drilled with adapted step drills improved diameter tolerances,
Influence of the Double Cone Drill Geometry on the Holes
Quality during Drilling Multi-Stack Made of CFRP/Al
R. Zitoune, N. Cadorin, B. S. Elambouacif, F. Collombet, V. Krishnaraj, and H. Bougherara
International Journal of Materials, Mechanics and Manufacturing, Vol. 2, No. 4, November 2014
292DOI: 10.7763/IJMMM.2014.V2.145

surface quality, and reduced tool wear [14].
Ref. [15] and [16] have studied drilling of Gr/Bi-Ti in the
context of process conditions and cost optimisation.
Among the various tool geometries investigated, double
cone drill was found to offer many advantages when
compared to the modified geometries. Only a few
investigations on drilling of CFRP laminates using double
cone drill have been reported. In literature, the double cone
drills are optimized for drilling of metallic materials (steel or
aluminum). However, there is little information about the
influence of the geometry of the double cone drill on the
quality of holes machined. This study attempts to achieve this
objective. In this paper, experimental study on drilling a
hybrid material made of CFRP laminate aluminum part has
been carried out using carbide drills (K20) to study the
influence of spindle speed, feed rate and lip length of the
double cone drill on thrust force and hole quality.
II. EXPERIMENTATION PROCEDURE
A. Workpiece Details
The sandwich plates studied are composed of a
carbon/epoxy and aluminium. The CFRP composite
specimen used in the investigation was 4.2 mm thick. The
laminate was made out of 16 unidirectional plies of 0.26 mm
thickness each. The 16 unidirectional plies are made of
carbon/epoxy prepreg and manufactured by Hexcel
Composite Company with the reference T700-M21. The
following was the staking sequence [90/45/0/-45]2s. These
materials were compacted using a vacuum pump in a
controlled atmosphere. A mould for the laminate was
prepared and placed in a vacuum bagging and evacuated to
0.7 bar (see. Fig. 1a). Curing was then carried out at 180 °C
for 120 min during which the pressure was maintained at 7
bar in an autoclave. Fig. 1b shows the laminate used for
conducting the experiments. The aluminum alloy used in this
study is extensively used in aviation industry have referenced
as Al 2024. The percentage of alloying elements is as follows:
Al 93.5% Si 0.5%, Cu 3.8–4.9%, Mg 1.2–1.8%, 0.1% Cr.
Fig. 1. Manufacturing of the composite part by the autoclave process.
B. Drilling Details
Drilling is done on a CNC machine developed by
LATECIS Company (Toulouse, France) under the research
project OPERA (Automated drilling and riveting of aircraft
structures) is shown in Fig. 1a. The acquisition of cutting
forces is carried out using a four-component Kistler
dynamometer as shown in Fig. 2a. The dynamometer is
connected to a Kistler charge amplifier type 5019. The output
of the amplifier is transformed into a cutting force through a
computer that stores the force signals versus cutting time.
The sandwich panel to be drilled is clamped on a dedicated
support (see Fig. 2b). On the latter, a hole of 18 mm is
machined to allow the drill bit and to prevent the bending of
the sandwich plate. The drilling tests performed are based on
full factorial experimental design using three feed rates (0.05
mm/rev, 0.1 mm/rev and 0.15 mm/rev) and two spindle
speeds (2020 rpm and 2750 rpm). Characteristics geometric
of the reference tool (ref-tool) marketed by French industry
for drilling of composite materials for Air-Bus industries is
presented in Fig. 3a, and the same has been modified to
double cone geometry. The modification of the tool geometry
is achieved using a 5-axis grinding machine.
Fig. 2. Experimental device for drilling tests. With: (a) Front view of
OPERA system, (b) Zoom of the area surrounded area of (a).
Fig. 3. CAD models showing the active portion (point) of the drilling tools
with (a) reference tool (b) double cone tool.
The double cone tools measure 90° and 132° point angles
with cutting edge lengths, namely L1 and L2 (see Fig. 3)
while L1 represents the size of the principal cutting edge
number 1 which is characterized by a point angle of 132°, L2
represents the size of principal cutting edge number 2 which
is characterized by a point angle of 90°. The double cone
drills tested are ground with different L1/L2 ratios, in which
M1, M2 and M3 represent L1/L2 ratios of 0.33, 1 and 3.1
respectively. Drilling trials were carried out using a 6.35 mm
of diameter made of tungsten carbide (K20). For the
confidentiality reasons is not possible to give more details
about the geometry of the tools. Each experimental condition
was repeated 5 times in order to get consistent values. To
remove the influence of tool wear, each experiment was
performed with a new drill.
The quality of the machined surface (wall of the hole) is
quantified using the SEM observation and the surface
roughness. The surface roughness (Ra) of the hole was
measured by surface roughness tester (Mitutoya SJ 500) with
a sampling length (cut-off) of 0.8 mm. In case of CFRP the
length of measurement through the hole was 4 mm (0.8 × 5 =
4 mm).
III.
RESULTS AND DISCUSSION
A.
Cutting Force Analysis
Fig. 4 represents the evolution of the thrust forces during
Vacuum
Sensors to monitor
temperature Rigid mould
International Journal of Materials, Mechanics and Manufacturing, Vol. 2, No. 4, November 2014
293

drilling with reference drill, double cone drill M2 and for
machining parameters of 0.05 mm/rev of feed rate at a
spindle speed of 2020 rpm. From this figure it is noticed that,
the increasing of the second cutting length leads to reduce the
thrust forces. If we plot the average value of the cutting forces
for all tested tools and for various feed speed, it is observed
that, drilling with the reference tool experiences higher thrust
force compared to the double cone tools (see Fig. 5).
When the feed rate has been increased from 0.05 mm/rev
to 0.15 mm/rev, the drilling with the reference tool is
subjected to an increase of 60 % of the total thrust force in the
composite (with the maximum value of 126 N) and 158 % in
the aluminum (with the maximum value of 481 N). This
result observed while drilling at a spindle speed of 2020 rpm.
Similar increase of thrust forces are observed when drilling
with double cone tools as well. However, for the same
machining parameters, drilling with double cone tools
produce 15 % to 30% lesser thrust force in the composite
when compared to the thrust produced when machining with
a reference tool. This can be explained by the fact that adding
a secondary point angle (90°) reduces the theoretical average
chip thickness by 15 %. From the literature works focused the
orthogonal cutting on unidirectional composite material;
various authors have shown that, the increasing of the depth
of cut (chip thickness) lead to increase of the cutting forces.
During drilling at a spindle speed of 2750 rpm, similar results
are obtained compared a spindle speed of 2020 rpm.
The evolution of the thrust force generated during drilling
of aluminum vs. the feed rate show that, the level of the
recorded forces induced by the reference drill and the double
cone drill M2 and M3 are similar. However, the double cone
drill M1 induces a less thrust force. This difference can be
attributed to the fact that, adding a secondary point angle (90°)
on the one hand reduces the theoretical average chip
thickness and on the other hand increase the surface contact
between the drill bit and the aluminum part. This increasing
of the surface contact leads to increase the friction. This can
be confirmed thanks to torque level recorded vs. the feed
rates and tool geometries (see Fig. 6).
Fig. 4. Thrust force evolution during time of drilling for different tool
geometries.
Fig. 5. Influence of the tool geometry and feed rate on the thrust force during
drilling at a spindle speed of 2020 rpm. (a): thrust force in the composite, (b):
thrust force in the aluminum.
Fig. 6. Influence of the machining parameters and the tool geometry on the
torque during drilling aluminum.
B. Quality of the Machined Holes
Fig. 7 and 8 show the effect of drill geometry on surface
finish at various feed rates, for a spindle speed of 2020 rpm in
the CFRP and aluminium respectively. Experimental results
can reveal that at a low feed rate (< 0.1 mm/rev), the quality
of the machined surface is better for any drill used. In this
case, values of the measured roughness are smaller (< 3 µm).
Further it can also be observed that, for all machining
parameters used, values of the surface roughness obtained
with the reference tool are inferior when compared to those
obtained with double cone tools. This difference can be
linked to the interaction between the size of chip thickness
and the drill point angle. In addition, double cone drills
favour the apparition of continues chips during drilling of
aluminium. For this small roughness are obtained on the wall
of aluminium holes when drilling is conducted with double
cone drills compared to the reference drill.
Fig. 7. Evolution of the roughness in the CFRP vs. feed rate for reference
drill and double cone drills at a spindle speed of 2020 rpm.
Fig. 8. Evolution of the roughness in the aluminum vs. feed rate for reference
drill and double cone drills at a spindle speed of 2020 rpm.
With the increasing if the length of second edge of the
double cone drills we reduce the chip thickness and we
improve the machining quality (see Fig. 8). Drilling with
double cone drills offer stable surface roughness (inferior to
0
0.2
0.4
0.6
0.8
1
1.2
0.05 0.1 0.15
To
rqu
e (N
.m)
Feed rate (mm/rev)
Al - reference drill
Al - double cone - M1
Al - double cone - M2
Al - double cone - M3
0
1
2
3
4
5
6
0.05 0.1 0.15
Ro
ug
hn
ess R
a (
µm
)
Feed rate f (mm/rev)
CFRP - Reference drill
CFRP - Double cone - M1
CFRP - double cone - M2
CFRP - double cone - M3
0
1
2
3
4
5
6
0.05 0.1 0.15
Ro
ug
hn
ess R
a (
µm
)
Feed rate f (mm/rev)
Al - Reference drill
Al - Double cone - M1
Al - Double cone - M2
Al - Double cone - M3
International Journal of Materials, Mechanics and Manufacturing, Vol. 2, No. 4, November 2014
294

1µm) in the aluminium when machining is conducted with
feed rates between 0.05 and 0.1 mm/rev and for any spindle
speed (2020 rpm or 2750 rpm). However in the same
machining parameters machining with reference drill gives a
roughness values superior to 1 µm. In addition, for all tools
used, drilling with 0.15 µm, the roughness measured in the
aluminium is superior to 1 µm.
(a)
(b)
(c)
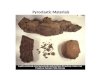
Fig. 9. Influence of the feed rate on the aluminum chips after drilling with
double cone drill M2. With: (a) N = 2020 rpm, f = 0.05 mm/rev, (b) N = 2020
rpm, f = 0.1 mm/rev, (c) N = 2020rpm, f = 0.15 mm/rev.
Fig. 10. Different nature of damage observed when drilling is conducted with
small feed rate (0.05 mm/rev, spindle speed of 2020 rpm) and for all the
tested drills. (a): Chips flow, (b): damages on the wall of the CFRP hole.
Generally, drilling with double cone drill M2 give better
machining quality. Specially, drilling with a feed rate of 0.1
mm/rev and using the double cone tool (M2) offers a small
roughness at both the spindle speeds in the composite and
aluminium holes (roughness in the CFRP inferior to 3 µm and
in the aluminum inferior to 1 µm). In addition drilling with a
feed rate of 0.1 mm/rev favors the apparition of broken
aluminum chips. The stable surface roughness value beyond
0.1 mm/rev could be due to the wiping effect of the primary
cutting edge 2.
It is important to mentioned that, the drilling with a small
feed rate (0.05 mm/rev) favors the apparition of continues
chips for all used tools (see Fig. 9). With these continues
chips two problems have been observed when the OPERA
system is used. The first problem is the interaction of these
chips with the composite, leads to the degradation of the first
ply of the CFRP part located at the hole entry as well as the
damages apparition on the wall of the hole (see Fig. 10).The
second problem is the aspiration system malfunction of
carbon dust.
IV. CONCLUSION
From the experimental study carried out during drilling of
multi-material made of CFRP/Aluminium, using different
double cone drills, the following conclusions can be drawn:
Drilling using double cone drill presents, lesser thrust
force when compared to drilling using the reference drill.
Especially the drilling using double cone drill (Type M2)
resulted in reduced average roughness values when
compared to other double cone drills and reference drill
at 0.1 mm/rev feed rate. Also when drilling an isotropic
material such as steel or titanium with double point
angle, it has been recommended [34] that the ratio of the
second cutting edge to the principal cutting edge (L2/L1)
is to be equal to 0.15. One can conclude that it is
suggested to use double cone drills with L2/L1 equal to 1
when drilling CFRP materials.
No push-out delamination was observed even at higher
feed rate above 0.1 mm/rev. This can be attributed to the
aluminium plate at the bottom of the laminate and also to
the presence the small thrust forces.
The presence of continues chips (aluminium) at low feed
rate impact the hole quality of the composite by the
presence of the peel up delamination at the top of the
hole.
ACKNOWLEDGMENT
The author’s sincerely thank Midi-Pyrénées Region
(French) for their financial support.
REFERENCES
[1] R. Zitoune et al. “Influence of machining parameters and new
nano-coated tool on drilling performance of CFRP/Aluminium
sandwich,” Composites Part B: Engineering, vol. 43, no. 3, pp. 1480-1488, 2012.
[2] R. Zitoune, V. Krishnaraj, and F. Collombet, “Study of drilling of
composite material and aluminum stack,” Composite Structures, vol. 92, pp. 1246–1255, 2010.
[3] S. Abrate, “Machining of composites,” in Composites Engineering
Hand Book, P. K. Mallick, Ed. Marcel Deckker Inc., New York, pp. 777-807, 1997.
[4] Y. S. Sakuma, “Study on drilling of reinforced plastics (GFRP &
CFRP)-Relation between tool material and wear behavior,” Bulletin of JSME, vol. 27, no. 228, pp. 1237-1244, 1984.
[5] C. C. Tsao and H. Hocheng, “Taguchi analysis of delamination
associated with various drill bits in drilling of composite material,” Int. J. Machine tools & Mfr., vol. 44, pp. 1085-1090, 2004.
[6] R. Zitoune, Collombet et al., “Experiment-calculation comparison of
the cutting conditions representative of the long fibre composite
3 mm
0.5 mm
International Journal of Materials, Mechanics and Manufacturing, Vol. 2, No. 4, November 2014
295

drilling phase,” Comp. Sc. and Tech., vol. 65, no. 3-4, pp. 455-466,
2005.
[7] V. Krishnaraj and S.Vijayarangan et al., “An investigation on high speed drilling of GFRP,” Indian journal of Engineering and Materials
Sciences, vol. 12, pp. 189-196, 2005.
[8] R. Zitoune, M. E. Mansori, and V. Krishnaraj, “Tribo-Functional design of double cone drill implications in tool wear during drilling of
copper mesh/cfrp/Woven ply,” Wear, vol. 302, no. 1-2, pp. 1560-1567,
2013. [9] B. Chamberlain, Metals Handbook, ASM, 1998.
[10] G. List, M. Nouari, D. Géhin, S. Gomez, P. Manaud, and Y. L.
Petitcorps et al., “Wear behaviour of cemented carbide tools in dry machining of aluminium alloy,” Wear, vol. 259, pp. 1177–1189, 2005.
[11] M. Nouari, G. List, F. Girot, and G. Géhin, “Effect of machining
parameters and coating on wear mechanisms in dry drilling of aluminium alloys,” Int J Mach Tools Manuf, vol. 45, pp. 1436–1442,
2005.
[12] M. S. Carrilero, R. Bienvenido, J. M. Sanchez, M. Alvarez, A. Gonzalez, and M. Marcos, “A SEM and EDS insight into the BUL and
BUE differences in the turning processes of AA2024 Al-Cu alloy,” Int
J Mach Tools Manuf, vol. 42, pp. 215–220, 2002. [13] J. M. Sanchez, E. Rubio, M. Alvarez, M. A. Sebastien, and M. Marcos,
“Microstructural characterisation of material adhered over cutting tool
in the dry machining of aerospace aluminium alloys,” J. Mater Process Technol, pp. 164-665, 911–918, 2005.
[14] E. Brinksmeier et al., “Drilling of multi-layer composite materials
consisting of carbon fibre reinforced plastics (CFRP),” Titanium and
aluminum alloys, Annals of the CIRP, vol. 51, pp. 87-90, 2002. [15] D. Kim et al., “Drilling process optimization for
graphite/bismaleimide-titanium alloy stacks,” Composite Structures,
pp. 101- 114, 2004. [16] M. Ramulu et al., “A study on the drilling of composite and titanium
stacks,” Composite Structures, vol. 54, pp. 67-77, 2001.
Redouane Zitoune was born in 1976. He is an
associate professor in mechanical engineering at Paul
Sabatier University (University of Toulouse, France), since 2005. The PhD work of Redouane Zitoune is
focused on machining (drilling and milling) of
composites materials. His current research interests include damage analysis during drilling and milling of
composites materials (with conventional machining
and abrasive water jet machining) and finites elements simulation of machining. He is also interested in the thermal analysis of composites
structures by using an optical fibres and finite element analysis. He has
published more than 60 technical papers in National and International Journals/conferences. In the area of machining of composites materials he
has organized the first national meeting in May 2012. This scientific event
has been organized with the collaboration of the French Aerospace Lab (ONERA) and with the consent of the national Association for Composites
MAterials (AMAC).
International Journal of Materials, Mechanics and Manufacturing, Vol. 2, No. 4, November 2014
296