-
INFLUENCE OF REACTOR DESIGN TO PROCESS PERFORMANCE IN
HYDROMETALLURGICAL APPLICATIONS
*M. Latva-Kokko, T. Hirsi, M. Lindgren and T. Ritasalo
Outotec (Finland) Oy
Kuparitie 10
Pori, Finland 28101
(*Corresponding author: [email protected])
ABSTRACT
Process performance can be significantly influenced by proper
design of hydrometallurgical
reactors. Optimal reactor configuration is case specific and
depends on process requirements such as
reaction rate limiting factor and particle size distribution.
Choice of materials and manufacturing methods
also play important roles in highly corrosive and abrasive
environment often involved in
hydrometallurgical industry. In this paper performance of
different reactor designs has been compared in
some typical hydrometallurgical applications. Results show that
significant improvement in energy
consumption, gas utilization efficiency and equipment lifetime
can be achieved with process specific
reactor design.
KEYWORDS
Mixing, reactor design, solids suspension, gas dispersion
-
INTRODUCTION
Stirred tank reactor (STR) lies at the core of many leaching,
precipitation and metals recovery
processes. All of hydrometallurgical plant income is extracted
in reactors and even marginal
outperformance matters to plant economy. The initial investment
usually has a low impact on the lifetime
costs of typical reactors. Instead it is the process result and
availability that makes the difference.
Hydrometallurgical reactor is far more than a mixing tank and a
complete approach requires detailed
knowledge of both the process and the equipment. There are
remarkable case by case variation in the
industry’s raw materials, processes and construction material
requirements. The corner stone in successful
reactor design is identification of case specific critical
agitation duties in order to overcome the factors
limiting the reaction rate. However, reactor design shouldn’t
underestimate the importance of overall plant
unit design, which fulfills the operation, safety, availability,
and maintenance aspects, not forgetting the
economical profitability.
Suitable specification material has to be collected to start
reactor design. In Outotec’s experience
the minimum required reactor design parameters are solids
particle size distribution, type of chemical
reactions, knowledge from reaction kinetics, need for gas
dispersion, phases involved, the mode of
temperature and pressure control and the production capacity.
Similar lists can be found in multiple
publications (Paul et al., 2004, Perry & Green, 1997). For
reaction type it is important to identify the
reaction limiting factor that is usually the starting point for
reactor design. Outotec has long experience on
dimensioning of stirred tank reactors for hydrometallurgical
applications and some of the most notable
factors defining reactor design are expressed in table 1
below.
Table 1 - Primary defining factors in stirred tank reactor
design
Factor Parameters
Reactor duty Reaction limiting factor, required mixing
intensity, critical agitation duty
Solution properties Mass flow, composition, temperature,
density, etc
Solids properties Mass flow, density, hardness, particle
size
Gas dispersion Mass flow, density, solubility
Heat transfer Endothermic or exothermic reaction
Information collected in table 1 defines the reactor design
leading to required vessel size and form,
agitator type, baffle configuration and possible accessories
such as heating or cooling baffles. The design is
generated through dimensioning and scale-up equations. Design
has to be able to fulfill the given process
task, however overdesign is to be avoided to avoid excessive
costs. For the durability of the installation
material selection is done based on the information collected.
In material selection all affecting factors,
including those that have minimal or no effect on the process
performance, have to be taken in
consideration to avoid equipment malfunction during
operation.
In many hydrometallurgical applications declining ore grades
forces to use of larger through puts
leading to higher solution and slurry flows and larger
equipment. Larger equipment further emphasizes the
importance of accurate specification of reactors to avoid
excessive costs through over dimensioning. With
-
proper reactor design significant improvement in process
performance in terms of energy consumption, gas
utilization efficiency and equipment lifetime can be
achieved
When developing a hydrometallurgical plant the correct
specifying of a hydrometallurgical reactor
is only a part of the work required for successful operation.
When multiple reactors form a plant unit and
plant units form a complete plant, a comprehensive design is
required to achieve solution that has required
operation and maintenance design factors implemented.
SOLIDS SUSPENSION TANK
There are several applications in hydrometallurgy where solids
suspension is main or only duty
for the reactor. For example continuous stirred tank reactors
(CSTR) in processes with chemically
controlled reaction rate and all kind of slurry storage and
buffer tanks, such as filter feed tank, belong to
this category. In these applications process performance of the
equipment can be improved by increasing
the homogeneity of the suspension. Uniform suspension utilizes
the equipment volume fully providing
longer retention time for solids in CSTR series. In storage tank
applications uniform solids suspension
generates stable feed that can have a significant effect
downstream. For example in filtration process drier
filter cake and lower content of soluble metals can be
obtained.
Maximizing the degree of solids suspension with minimal energy
consumption has been widely
studied (Hosseini et al., 2010; Tahvildarian et al., 2011).
Typical mixer arrangement today is a downward
pumping hydrofoil impeller, which generates strong axial flow
that can carry solid particles close to the
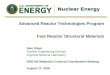
surface. In figure 1 it is shown that off bottom and uniform
solids suspension can be systematically
achieved with lower energy consumption with a wide blade
hydrofoil impeller (OKTOP®3200) than with
a standard 45º pitched 4 bladed turbine (PBT). This is in good
agreement with Wu et al. study on energy
efficiency on axial flow impellers, which concludes that pitch
bladed turbines are approximately 7 % less
efficient than the commercial hydrofoil impellers (Wu et al.,
2006). In addition to impeller type, tank
configurations including baffle plates and bottom shape have an
impact to solids suspension.
-
Figure 1 – Power consumption per total mass of slurry required
to achieve partial (Njs) and uniform
suspension with different impellers, solid concentrations (wt%)
and particle size fractions. Tests were
made with quartz sand-water slurry in flat bottom tank with
diameter of 362 mm. (Tervasmäki, 2013)
Monitoring and Control of Solids Suspension
As shown in figure 1 particle size distribution and
concentration of solids have strong effect to
degree of suspension. In continuous industrial operation both of
these properties typically fluctuate.
Outotec has been developing novel technology for continuous
surveillance and control of solids suspension
degree inside a slurry tank. The system includes measurement
probes, which are integrated to OKTOP®
reactor and positioned so that cloud height of the slurry,
thickness of the settled layer of solids at bottom of
the tank, or both can be continuously monitored. Measurement is
based on electric impedance tomography
(EIT) that is not sensitive to changes in composition of the
slurry and does not need any calibration during
operation. For automated control mixer motor must be equipped
with variable-speed drive.
Site tests of this technology were made with prototype equipment
in a 34 m3 OKTOP®3200
slurry tank shown in figure 2. This tank is used as a feed tank
for Outotec High Compression Thickener at
Siilinjärvi in Yara Suomi Oy’s tailings treatment pilot plant.
Tailings slurry from apatite flotation process
has a wide particle size distribution and its solids content is
close to 50 wt%. Based on these on-site
measurements roughly 54 % savings in mixing energy consumption
could be obtained with active
-
measurement and control of solids suspension, compared to
operation with nominal rotation speed of the
impeller. This is due to the fact that in normal continuous
operation the slurry tank is operated with
approximately 75 % surface level. Nominal mixing performance is
required only in short term periods
during process shutdown and start-up situations.
Figure 2 – OKTOP®3200 slurry tank equipped with novel solids
suspension measurement
probes (circled in red)
In addition to energy savings integrated solids suspension
measurement can provide beneficial
information of process performance. For instance formation of
settled layer of solids at bottom of a
conditioning tank indicates possible malfunction in a milling
circuit. Dramatic or sudden decrease in
mixing power demand can alarm that a block in the pipeline is
starting to form, decreasing the density in
the tank. This kind of information is very valuable, since
corrective actions can be made before they have a
massive effect to overall process.
-
GAS-SOLID-LIQUID HYDROMETALLURGICAL REACTOR
Simultaneous solids suspension and oxygen dispersion commonly
occurs in hydrometallurgical
industry. Due to poor oxygen solubility and high oxygen demand,
several hydrometallurgical operations
are controlled by the rate of oxygen transfer from the gas to
the aqueous phase. Oxygen mass-transfer
kinetics are temperature and pressure dependent and reactor
specific. It has been stated that among all the
factors that affect the rate of oxygen mass transfer, the most
important is the reactor configuration and
geometry (Filippou et al., 2000). Ideal impellers for gas
dispersion are those that induce radial flow like
radial disc turbine (RDT). However the presence of gas affects
the performance of the impeller and its
ability to suspend solids. Thus in gas-solid-liquid applications
both gas dispersion and solids suspension
needs to be taken into account in reactor design in order to
optimize the process performance. The
importance of this aspect is emphasized with following
comparison.
Based on laboratory tests an effective atmospheric copper
sulfide ore leaching process requires 50
kg of oxygen per one ton of ore. Prior to leaching ore need to
be ground to particle size of 90 % below 125
μm. Optimal solids content for the leaching was found out to be
below 400 g/L. Kinetic behavior of
leaching with different oxygen feed profiles in batch tests are
presented in figure 3. Required retention time
to achieve decent copper recovery appears to be 8 hours.
Leaching rate can be enhanced by feeding more
oxygen during the first hours of leaching. Thus it can be
concluded that initially the leaching is controlled
by the rate of oxygen transfer from the gas to the aqueous
phase.
Figure 3 – Kinetic behavior of a copper sulfide ore in
atmospheric batch leaching tests with different
oxygen feed rates
If planned annual copper treatment capacity would be 60 000 tpa
and average Cu content of the
ore 6.5 %, ore feed rate should be 7200 kg/h. Performance
comparison for different reactor designs in this
application has been presented in table 2. Impeller size and
rotation speed is kept constant in order to
achieve similar equipment lifetime with each design.
-
Table 2 – Comparison of different reactor designs in copper
sulfide ore leaching stage
(PBT= 45º pitch 6 bladed turbine, RDT= radial disc turbine)
Reactor design Mixed
flow
Radial
flow
OKTOP® Design
Reactors 1-4 Reactors 5-8
Tank dimensions
Tank diameter mm 6500 6500 6500 6500
Tank height mm 9750 9750 9750 9750
Effective volume m3 324 324 324 324
Bottom shape Flat Flat Flat Flat
Agitator configuration
Upper impeller PBT PBT OKTOP®3005 OKTOP®3005
Lower impeller PBT RDT OKTOP®2100 OKTOP®2000
Absorbed mixing power kW 164 338 317 214
Impeller tip speed m/s 5.5 5.5 5.5 5.5
Process parameters
Amount of reactors pcs 8 9 4 4
Solids content g/L 356 317 356 356
Oxygen feed per reactor Nm3/h 834 527 970 323
Process performance
Total oxygen feed Nm3/h 6668 4746 5172
Total mixing power kW 1312 3040 2124
Copper recovery in leaching % 82.7 % 82.7 % 88.8 %
Relative comparison
Capital costs % 100 % 113 % 100 %
Operating expenses
(electricity and oxygen) % 102 % 112 % 100 %
Copper production % 93 % 93 % 100 %
With conventional mixed flow reactor design, that includes two
downward pumping PBT
impellers, mixing is performed with the lowest energy
consumption in this comparison. Due to PBT’s
lesser gas dispersion ability, oxygen must be fed in amount of
excess to achieve the same gas to liquid
mass transfer rate (kLa value). With radial flow design the
highest oxygen dispersion efficiency is obtained,
but capital and operating costs are highest since amount of the
reactors needs to be increased from 8 to 9 in
order to achieve the required retention time for the solids.
This is due to RDT’s worse solids suspension
efficiency in gassed conditions.
With mixed and radial flow reactor designs oxygen feed must be
distributed evenly to all reactors
in order to keep all solids suspended in gassed conditions.
OKTOP®2000 series impellers are specially
designed for three phase processes where gas dispersion is the
limiting factor for the reaction rate. Thus
with OKTOP® design more of the oxygen can be fed to first four
reactors, which enables utilization of
faster leaching kinetics shown in figure 3. Due to residence
time distribution difference between batch and
continuous operation, influence to copper leaching recovery is
even higher than shown in the batch test
leaching curves. The yearly monetary value of this 6.1%
improvement in Cu recovery is approximately 18
million euro (60 000 tpa Cu treatment capacity and 5000 €/t Cu
price). This example shows that with case
specific reactor design the process performance can be
influenced and significant improvement in project
economy achieved. Initial investments have a very low impact on
the life time cost of a typical leaching
-
reactor circuit in a hydrometallurgical plant. In leaching, the
leaching rate, recovery and availability rule
the economics.
MATERIALS AND MANUFACTURING METHODS
Highly corrosive and abrasive conditions are often present in
the hydrometallurgical industry.
Therefore the selection of materials is a crucial part of the
reactor design. The starting point for a case
specific material selection is corrosion resistance of the
material at process conditions. Temperature and
chemical composition determine the corrosivity of the solution.
In hydrometallurgical applications both
uniform and localized corrosion must be taken into account.
Uniform corrosion typically occurs in acids
and hot alkaline solutions. Localized corrosion, like pitting or
crevice corrosion is of concern in acidic
solutions that contain chloride ions and oxidizing ions like
Fe3+
.
Corrosion
Stainless steels have traditionally been a common construction
material for hydrometallurgical
reactors. Austenitic steel grades like 316L (1.4432) and 904L
(1.4539) are typical choices for their good
fabrication characteristics. From these grades the higher
alloyed 904L is more corrosion resistant. Duplex
steel grades that have austenitic-ferritic structure provide
excellent corrosion resistance together with
higher mechanical strength and surface hardness (Ekman and
Berqvist 2008). Results from some of the
corrosion tests made by Outotec are presented in table 3.
Table 3 – Results from corrosion tests conducted at 90 ºC with
different stainless steel grades
Solution
Temp.
ºC
Cl-
mg/L
Austenitic
316L
LDX
2101
Duplex
2205
mm/a Loc mm/a Loc mm/a Loc
10 g/L H2SO4
90 200 0.80 yes
-
Wear by erosion
In some cases hydrometallurgical reactors are exposed to erosive
wear due to high solid contents
and abrasive components found in many ores and concentrates.
Especially impeller blades tend to wear
since the velocities of the particles are highest next to the
impeller. Impact and sliding wear are the two
main wear mechanisms in impellers and the erosion rate is
strongly dependent on the impeller tip speed
(Wolfgang 2008). In addition to impeller tip speed, factors that
affect the most the intensity of erosive wear
are solids content, particle size and shape, their specific
density and hardness.
Outotec conducted extensive material testing campaign together
with Tampere University of
Technology. The wear rate of different impeller and tank
materials as well as paints and coatings were
studied in a test device that simulates the process conditions
in a hydrometallurgical reactor. In addition to
pure erosion, the simultaneous effect of corrosion and erosive
was investigated. The effect of particle size
on erosive wear with different stainless steel grades is shown
in figure 4.
Figure 4 – The effect of particle size of quartz on the weight
loss of stainless steel grades in erosion tests
Manufacturing methods
Usually the corrosion resistance of a stainless steel weld is
not as high as that of the base material.
Although corrosion resistance can be greatly influenced by
proper welding procedures and environment,
both mechanical and chemical after-treatment measures are
usually required in order to ensure the
corrosion resistance of welded joints in hostile conditions
often present in hydrometallurgical applications.
(Anttila et al., 2013).
In addition to corrosion the welded joints of impellers are
vulnerable to fatigue failure. Welded
joints can thus be considered as the weakest link of an
impeller. Outotec has developed a whole series of
agitators; OKTOP®2100, OKTOP®3103, OKTOP®3105 and OKTOP®3300,
that does not contain any
welded joints of impeller blades or their fastenings. This
bolted design has proved to be superior to welded
structures in terms of corrosion resistance and mechanical
strength. The design also enables easy and quick
replacement of wear-out blades to new ones and, as a result, the
maintenance costs can be decreased.
-
OUTOTEC OKTOP® REACTOR PLANT UNIT
Common practice in hydrometallurgical reactor design is to
fulfill the industry specific standards
and the process specific requirements are not in the main focus.
Reactors are normally considered as
simple tanks with agitation, and supply is divided either to
general suppliers. Suppliers may not be familiar
with duty and process requirements of metallurgical reactors, or
they have only limited impact to control
the total solution in data sheet type engineering. The split
scope delivery rarely allows development of a
functional unit providing the best metallurgical performance and
functional design to secure high
availability with safe and easy operation and maintenance.
Common issues in design and delivery phases
of a project are long response times, unclear battery limits,
exceeded costs and lead times, case by case
variation in quality and solutions that are not always as
feasible as estimated.
Outotec’s approach to overcome these typical issues, and cover
the hydrometallurgical application
specific reactor requirements, is to supply the reactor train as
a complete, highly predefined, but still tailor-
made functional unit that is integrated with the process design
and automation. Outotec OKTOP® reactor
plant unit concept utilizes proprietary OKTOP® agitators.
Productized delivery with standardized plant
modules provides a shorter response and delivery time minimizing
the site work and guarantees the process
results and ramp-up.
Decades of industrial and experimental knowledge from wide range
of hydrometallurgical
reference projects are combined into the entire OKTOP® reactor
plant unit delivery. Materials of
construction are carefully considered based on the industrial
experience and case specific testing. Safety is
an integral part of productized reactor plant delivery. Special
requirements like internal cooling or heating
of slurry are handled with removable high efficiency heat
exchanger baffles that are especially suitable for
slurries causing scaling. Agitator support with service platform
as an integral part of the delivery ensures
safe and quick one piece installation and maintenance of the
agitator unit. Reactor related instrumentation
and sampling points are built into the product at the optimum
point for maintenance access and process
control.
Slurry distribution system, consisting of slurry risers,
minimizing slurry bypassing, and gravity
flow launder with isolation valves, allows any reactor of OKTOP®
reactor plant unit to be bypassed for
periodic maintenance. Access and service platforms are
integrated to the modular launder product
minimizing the assembly work at the site and allowing
transportation of modules in 40 feet standard sea
containers. Modular design maximizes the factory manufacturing,
which enables high level of cost control
due to the controlled working environment and assures high
quality of the products. An exhaust gas
venting and scrubbing system is easy to integrate into the
standardized layout. Figure 5 illustrates some of
the aspects of modular OKTOP® reactor plant unit delivery,
starting from case specific agitator selection
and scale-up, verified by case specific chemical testing, and
leading to the complete plant unit delivery.
-
Figure 5 - From top left: OKTOP® 3200 agitator for energy
efficient solids suspension and uniform
mixing. OKTOP® 3005 agitator for moderate mass transfer. OKTOP®
2000 agitator for efficient gas
dispersion to slurry. Removable heat exchanger baffles for
slurry cooling or heating. One piece assembly
of OKTOP® agitator providing safe and easy installation and
maintenance of agitator. Complete functional
OKTOP® reactor train connected with gravity flow launder
providing easy bypass of reactors for
maintenance.
SUMMARY
Hydrometallurgical reactor must fulfill the given process task,
but overdesign should be avoided
in order to minimize capital and operating costs. Thus it is
important to specify the necessary defining
factors and parameters. When solids suspension is the main duty
for the reactor, process performance can
usually be improved by increasing the homogeneity of the
suspension. Since particle size distribution and
concentration of solids typically alter in time in an industrial
process, significant savings in energy
consumption can be achieved with continuous surveillance and
control of solids suspension degree.
In applications where simultaneous solids suspension and gas
dispersion is required process
performance can be greatly influenced and significant economical
improvements achieved with proper
reactor design. Selection of materials is a crucial part of
reactor design due to highly corrosive and abrasive
conditions often present in hydrometallurgical industry. In
addition to correct material equipment lifetime
and maintenance costs can be improved by equipment design and
manufacturing methods.
In order to guarantee the process performance of reactors in
case specific hydrometallurgical
applications Outotec has launched the OKTOP® reactor plant unit
concept. The reactor train is delivered
as a complete, highly predefined, but still tailor-made
functional unit. Productized delivery with
standardized plant modules provides a shorter response and
delivery time, minimizes the site work and
guarantees the process results and ramp-up.
-
ACKNOWLEDGEMENTS
Authors would like to thank Jarmo Aaltonen and other personnel
involved in Yara Suomi Oy for
cooperation in on-site measurements and authorization to publish
the results.
REFERENCES
1. Anttila, S., Lauhikari, V. & Heikkinen, H-P. (2013).
Ferriittisten ruostumattomien terästen hitsien
jälkikäsittelyt. Hitsaustekniikka 1/2013, 10-18
2. Ekman, S., Berqvist, A. (2008). Suitable steel grades for
hydrometallurgical applications. In C. A.
Young, P. R. Taylor, C. G. Anderson & Y. Choi (Eds.),
Hydrometallurgy 2008 Proceedings of the
Sixth International Symposium, (pp. 1038-1047). Littleton,
Colorado, USA: SME
3. Filippou, D., Cheng, T. & Demopoulos, G.P. (2000).
Gas-liquid oxygen mass-transfer; from
fundamentals to applications in hydrometallurgical systems. Min.
Pro. Ext. Met. Rev., (20), 447-
502
4. Hosseini, S., Patel, D., Ein-Mozaffari, F., Mehrvar, M.
(2010). Study of solid–liquid mixing in
agitated tanks through electrical resistance tomography.
Chemical Engineering Science 65(4),
1374-1384
5. Laihonen, P., Lindgren, M. (2013). The combined effect of
fluorides and ferric ions on the
uniform corrosion of titanium and titanium alloys in sulfuric
acid, Proceedings of Material
Science and Technology 2013, (pp. 193), Montreal, Quebec,
Canada
6. Paul, E. L., Atiemo-Oberg, V. A. & Kresta, S. M. (Eds.)
(2004). Handbook of Industrial Mixing:
Science and Practice. New Jersey, USA, John Wiley Inc
7. Perry, R.H. & Green, D.W. (1997). Perry’s chemical
engineers’ handbook (7th ed.). McGraw-Hill
8. Tahvildarian, P., Ng, H., D'Amato, M., Drappel, S.,
Ein-Mozaffari, F. & Upreti, S. R. (2011).
Using electrical resistance tomography images to characterize
the mixing of micron-sized
polymeric particles in a slurry reactor. Chemical Engineering
Journal 172(1), 517-525
9. Tervasmäki, P. (2013). Comparison of solids suspension
criteria by electrical impedance
tomography and visual measurements. Department of Process and
Environmental Engineering,
University of Oulu, Finland
10. Wu, J., Graham, L., Nguyen, B., Mehidi, M. (2006). Energy
efficiency study on axial flow
impellers. Chemical Engineering and Processing (45), 631