Embed Size (px)
Citation preview

Accepted Manuscript
Influence of re-ultrasonic impact treatment on fatigue behaviors of S690QLwelded joints
Yang Liu, Dongpo Wang, Caiyan Deng, Liqian Xia, Lixing Huo, Lijun Wang,Baoming Gong
PII: S0142-1123(14)00114-5DOI: http://dx.doi.org/10.1016/j.ijfatigue.2014.03.024Reference: JIJF 3358
To appear in: International Journal of Fatigue
Received Date: 3 December 2013Revised Date: 6 March 2014Accepted Date: 27 March 2014
Please cite this article as: Liu, Y., Wang, D., Deng, C., Xia, L., Huo, L., Wang, L., Gong, B., Influence of re-ultrasonicimpact treatment on fatigue behaviors of S690QL welded joints, International Journal of Fatigue (2014), doi: http://dx.doi.org/10.1016/j.ijfatigue.2014.03.024
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customerswe are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, andreview of the resulting proof before it is published in its final form. Please note that during the production processerrors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

1
Influence of re-ultrasonic impact treatment on fatigue
behaviors of S690QL welded joints
Yang Liu, Dongpo Wang, Caiyan Deng*, Liqian Xia, Lixing Huo, Lijun Wang,
Baoming Gong
Tianjin Key Laboratory of Advanced Joining Technology, School of Materials Science
and Engineering, Tianjin University, Tianjin 300072, PR China
Corresponding author: Dr. Caiyan Deng
E-mail: [email protected]
Fax: +86-22-27405889
Address: Tianjin Key Laboratory of Advanced Joining Technology, School of
Materials Science and Engineering, Tianjin University, Tianjin 300072, PR China
Abstract: The effects of re-ultrasonic impact treatment with different fatigue cycle
intervals between two UITs on the fatigue life of S690QL cruciform welded joints
were investigated. Fatigue life, residual stress, SEM micrographs of specimen cross
profile, and fatigue fracture were determined. Fatigue determination results indicated
that re-UIT increased the total fatigue life when the fatigue cycle interval between two
UITs was appropriate. The contribution of residual stress produced by re-UIT to
fatigue life was not significant at room temperature. The damages caused by UIT
were confirmed with optical microscope and scanning electron microscope.
Considering that UIT could close cracks, the effect of re-UIT on fatigue life strongly
depended on the competition between the role of closing cracks and the formation

2
process of new damage.
Keywords: Re-ultrasonic impact treatment; Welded joints; Fatigue; Residual stress;
Ultrasonic impact damage
1. Introduction
Fatigue fracture is one of main failure forms in practical engineering. For most of
structures and equipment, the weakest point in fabricated structures was the welded
joints during cyclic loading. Welds represent the global stress concentration zone and
normally possess high tensile residual stress. For these reasons, fatigue cracks in
welded structures normally propagate in the early service life of structures [1].
Mechanical surface treatments, such as deep rolling, shot peening and laser
shock peening, can induce several beneficial effects on metallic surfaces, and enhance
fatigue properties by improving the resistance against fatigue crack initiation and
propagation [2-5]. Ultrasonic impact treatment (UIT) originally developed in
shipbuilding industry in the former Soviet Union can reduce welding residual stresses
and deformations, introduce compressive residual stresses in fatigue critical locations,
increase corrosion fatigue strength of welded joints, and enhance the fatigue
resistance at subzero temperatures [6]. Mordyuk et al. [7] studied the effects of
ultrasonic impact process (UIP) and laser-shock peening (LSP) without protective and
confining media on the microstructure, phase composition, micro-hardness, and
residual stresses in near-surface layers of an austenitic stainless steel AISI 321 and
found that UIP produced a sub-surface layer which was 10 times thicker and about 1.4

3
times harder than that produced by LSP. Turski et al. [8] compared the merits of four
mechanical surface treatments (shot peening, laser shock peening, UIT, and water jet
cavitation peening) in terms of their effects on the surface roughness, microstructure,
plasticity processing level, residual stress distribution, and thickness. Berg-Pollack et
al. [9] found that UIT showed the high potential in improving the structural durability
and safety as well as saving material in the production of cast aluminum wheels
through significant changing the microstructure, porosity, and hardness of the
materials. In 2010, Yin et al. [10] studied the fracture mechanism of welded joints
treated by ultrasonic peening process. Zhao et al. [11] studied fatigue behaviors of
welded joints through S-N curves. In 2011, the fatigue properties of ultrasonically
peened friction stir welded parts were studied [12]. Abdulalah et al. [13] reported that
ultrasonic peening treatment led to the geometrical modification of weld toe and the
reduction of stress concentration in stress concentration zone and that ultrasonic
peening treatment closed cracks and voids, thus increasing fatigue strength.
It is interesting to determine whether re-UIT can extend the service life of
welded structures treated by UIT in service at room temperature. If re-UIT can extend
the service life, the welded components which are beyond original design life can be
used safely after re-UIT. This application of re-UIT will result in considerable
economic and social profits. The compressive residual stress caused by surface
mechanical enhancement technique plays an important role in enhancing the fatigue
life of welded components. Many scholars observed that fatigue cycle loading would
lead to the mechanical residual stress relaxation [14-16] and reduce the improvement

4
effect of surface mechanical enhancement technique on fatigue property [17,18].
Moreover, it is also necessary to explore whether there is another mechanism
that re-UIT affects the fatigue life of welded components. The paper aims to
investigate the effects of UIT and re-UIT on the residual stress, the axial fatigue
behaviors, and fracture morphologies of S690QL welded joints.
2. Testing materials and methods
The geometrical characteristics of fatigue specimens are shown in Fig. 1a. The
specimens were the cruciform joints prepared by FCAW with base material of
S690QL steel and welding material of FabCO XTREME 120 E121T5-GC H4. The
chemical composition and mechanical properties of the base and welding materials
are provided in Tables 1 and 2, respectively. Welding parameters are given in Table 3.
Fig. 1. (a) Geometrical characteristics of cruciform welds specimen (mm) and (b) UIT
equipment.
The half-wavelength UIT equipment is composed of two parts: ultrasonic
frequency generator and ultrasonic impact gun, as shown in Fig. 1b. The diameter and
length of the needle are 4 mm and 30 mm, respectively. The radius of the needle tip is
2 mm. Specific operation includes three steps. Firstly, ultrasonic impact gun was
pointed at the weld toe of specimen in the basically perpendicular direction. Secondly,
impact needles were arranged along the weld. Thirdly, the impact gun was slightly
pressed in order to direct the UIT. In order to obtain the smooth transition profile of
weld toes, treatment parameters were set as follows: frequency of 20 kHz, vibration
amplitude of 30 µm, treating speed of 1.0- 1.5 m/min, and weld treatment coverage of

5
300%.
The fatigue life of S690QL cruciform welded joints treated by UIT or re-UIT
was measured under the constant load range with the stress ratio R=0.5 and ∆σ=200
MPa at room temperature in air. Fatigue testing specimens were divided into two
groups. In Group I, specimens were treated by single UIT. The fatigue life was
calculated according to the survival fraction of 95% and the confidence level of 75%.
In Group II, specimens were treated by a re-UIT after every loading for 50% fatigue
life, which was calculated in Group I. Re-UIT and single UIT were performed under
the same conditions. Fatigue tests were completed on 300 kN high frequency fatigue
testing machine.
In order to study the mechanical residual stress relaxation of weld toe treated by
UIT, the residual stress of the following six specimens were measured in the depth
direction: (A) UIT specimen; (B) UIT specimen + 1 cycle loading; (C) UIT specimen
+ 5 cycles loading; (D) UIT specimen + 10 cycles loading; (E) UIT specimen + 74000
cycles loading; (F) UIT specimen + 74000 cycles loading + re-UIT. The cycle loading
above was completed under the conditions of stress ratio R=0.5 and ∆σ=200 MPa at
room temperature in air. All residual stress measurements were performed by a
standard X-ray diffraction technique according to the sin2ψ method. Depth profiles
were obtained through material removal by electrolytic polishing.
The microstructure of weld toe treated by UIT or re-UIT was observed with
optical microscopy and scanning electron microscope (SEM, HITACHI S4800).
Fatigue fracture surfaces were examined with SEM.

6
3. Results
3.1. Fatigue life
The load applied to specimens is the nominal stress range. Because angular
misalignment and axial misalignment exist in cruciform joints, misalignment in
axially loaded joints led to an increase of stress in the welded joint due to the
occurrence of secondary shell bending stress. Therefore, the structural stress range in
weld toe should be used to process the fatigue data. The structural stress range
strucσ∆ is expressed as
σσ ∆⋅=∆ mstruc k , (1)
where σ∆ is the nominal axial stress range in fatigue experiment; σ∆ =200 MPa; km
is the stress magnification factor.
In the case of the simultaneous occurrence of linear and angular misalignment,
stress magnification factor should be calculated according to Eq. (2) [19]:
)1()1(1 ,, −+−+= angularmaxialmm kkk . (2)
where km, axial is stress magnification factor of axial misalignment; km, angular is stress
magnification factor of angular misalignment. km, axial and km, angular are acquired from
ref. [19]. According to the calculation results, structural stress range of every
specimen is different (see Fig. 2), although nominal stress range of every specimen is
the same.
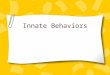
Fig. 2a shows the fatigue life of S690QL cruciform welded joints treated by
re-UIT and the S-N curve of the specimen treated by single UIT (re-UIT specimen).
The fatigue lives of most specimens treated by re-UIT (re-UIT specimen) are higher

7
than those of specimens treated by single UIT. However, re-UIT does not result in the
beneficial effect in all specimens. In Fig. 2, the horizontal axis indicates the fatigue
life of a specimen measured in the experiments and the vertical axis indicates the
structural stress range, strucσ∆ , calculated according to Eq. (1).
Based on the S-N curve of the specimens treated by single UIT, the expected total
fatigue life (N) of every re-UIT specimen under single UIT can be calculated within
its actual structural stress range. Then the percentage of the fatigue cycle interval
between two UITs in total fatigue life (N) under corresponding stress was also
calculated. The percentage of fatigue life of re-UIT specimen in total fatigue life
under actual structural stress is shown in Fig. 2b. When the fatigue cycle interval
between two UITs exceeded 30% of N, the fatigue life of re-UIT specimen was longer
than the fatigue life of single UIT specimen. When the fatigue cycle interval between
two UITs reached 55% of N, the fatigue life of re-UIT specimen reached its maximum
value. When the fatigue life of re-UIT specimen was more than 77% of N, the fatigue
life of re-UIT specimen was significantly decreased.
Fig. 2. (a) S-N curve of specimens treated by UIT and fatigue lives of specimens
treated by re-UIT; (b) the percentage of the fatigue life of re-UIT specimen in the
expected total fatigue life under the structure stress range.
3.2. Residual stress
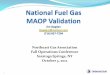
According to the residual stress profile of UIT specimen (Fig. 3), the
compressive stress zone caused by UIT is extended to the depth of about 1200 µm.
The maximum compressive residual stress (about -400 MPa), while the stress

8
recorded at the surface is around -350 MPa. The actual stress ( actualσ ) of welded
structures is the combination of the applied stress ( appliedσ ) and welding residual
stresses ( residualσ ), which is independent of the load. The tensile part that contributed
to the development of fatigue crack was defined as the effective stress range ( effr ,σ ).
When compressive residual stress was induced by post-weld treatment, the tensile
residual stress and the applied tensile stresses might be eliminated or reduced [20].
Therefore, maximum tensile stress was extended to the depth about 1600 µm beneath
the surface or the deeper position. It is more difficult to initiate fatigue cracks. Thus,
the compressive residual stresses induced by UIT enhanced the fatigue life of welded
joints.
Fig. 3 shows the residual stress depth-profiles of the UIT specimen after different
cycles and re-UIT under the constant load range with the stress ratio R=0.5 and
∆σ=200 MPa at room temperature. Considering the measurement error, the difference
of residual stresses under different testing conditions can be ignored. Residual stress
relaxation and redistribution were not found in UIT specimen of S690QL cruciform
welded joints after fatigue loading and re-UIT at room temperature.
Fig. 3. Residual in-plane stress profiles of UIT specimen under different testing
conditions.
4. Discussion
4.1. Redistribution of residual stress
The residual stress relaxation starts when the combination of external stress and
residual stress exceeds local yield strength of materials [16, 20] at room temperature.

9
For the residual stress inside specimens is in the equilibrium state, the high
compressive residual stress on the surface caused by UIT led to the tensile residual
stress inside specimen. When the surface compressive residual stress field area is the
same, the peak value of interior tensile residual stress is decreased with the increase in
the area of interior tensile residual stress. In this paper, the thickness of specimen is 12
mm, and the thickness of compressive residual stress field is less than 1.5 mm.
Therefore, the large area of interior tensile residual stress reduces the peak value of
tensile residual stress. For the combination of the residual stress and external stress
does not exceed local yield strength of materials, no obvious relaxation of residual
stress is observed. The residual stress is not significantly changed after fatigue loading
and re-UIT. Therefore, the effect of residual stress on the fatigue performance of
welded components is not changed.
In the case of residual stress relaxation, mechanical residual stress relaxation of
shot-peened medium-carbon steel has been observed and described in detail [16]. The
macroscopic compressive residual stresses are largely reduced in the first cycle.
Although macroscopic compressive residual stresses at the weld toe are redistributed
by re-UIT, the mechanical relaxation of residual stress also occurs during subsequent
fatigue cycles. The macroscopic compressive residual stresses are largely reduced in
the first cycle of the next fatigue cycles. Compared with the fatigue cycle interval
between two UITs, the life of the first cycle with high macroscopic compressive
residual stresses can be ignored.
It should be noted that the residual stress after relaxation affects the fatigue life.

10
Therefore, the contribution of high macroscopic compressive residual stresses induced
by re-UIT to enhancing the fatigue life of welded joints at room temperature is not
significant.
4.2. Closure of crack
As shown in Fig. 2b, the total fatigue life of specimens treated by re-UIT is
longer than the total expected life of the single UIT specimens in corresponding actual
stress range when the fatigue cycle interval between two UITs is appropriate. The
possible explanation was that the re-UIT closed crack within a certain length limit at
weld toe. The closure of crack and the modification of curvature were found at weld
toe for the peened specimens [13]. We only close one end of crack on the surface by
disorganizing the crystalline grain on the surface and near-surface. Therefore, it is
inferred that after a long fatigue cycle interval, the surface crack has propagated so
deep that the re-UIT can not close the crack completely.
4.3. Formation of new UIT damage
Re-UIT produced the probabilistic damage during re-UIT. Fig. 4a indicates that
plastic flow is formed in the depth of about 100 µm beneath the surface. Because
grain refinement is mainly determined by large plastic deformation, material structure
presents the graded distribution in depth [21]. Furthermore, a gap divides the metal
treated by UIT into two independent parts and the gap is defined as the folded defect
(Fig. 4a). The two parts on either side of the gap are extruded and contact each other
due to UIT. Especially, the outer part is the half-stripped hardened layer. There is no
metallurgical bonding on the two parts. The stress concentration factor of tip is very

11
large. The tip is the preferred fatigue crack initiation site, as shown in Fig. 4b.
Fig. 4. SEM micrographs: (a) cross-section of the specimen with UIT damage and (b)
magnification of the tip.
According to the SEM observation of the typical fatigue fracture surface of UIT
specimen (Fig. 5a), there is a smooth area which is about 46 µm deep from the treated
surface by UIT, and the smooth surface is not parallel to the fracture surface. This
depth is consistent with that of gap in Fig. 5b, so the smooth surface is formed not by
fatigue propagation but by the extrusion and plastic deformation during UIT. The
boundary line between the smooth area and the rough area in Fig. 5a corresponds to
the tip in Fig. 5b. The fatigue crack starts from the boundary line (tip, as shown in Fig.
5b) between smooth area and rough area probably. In addition, the burr can be
observed on the surface of specimen due to UIT (see Fig. 4a and Fig. 5a).
Fig. 5. SEM micrographs: (a) the fatigue fracture surface of UIT specimen and (b)
cross-section of the specimen with UIT damage.
During UIT, the folded defect is formed by large plastic deformation, which is
the surface damage caused by UIT. The main process consists of the following steps
(see Fig. 6). Firstly, when the impact needle impacts specimen surface, crater in the
center and burr in the outboard of impact zone are formed. The plastic damage of
AISI 304 stainless steel induced by UIT was studied with the finite element model
[22]. The results showed that the damage area in the process of UIT was annular and
that the indent center was not affected. Then, when impact needle impacts the next
position, the surface adhering burr occurs in the indent center, and the gap between

12
burr and base metal is pressed into the hardened layer. The gap tip is formed in the
hardened layer and is most probable fatigue crack initiation area.
Fig. 6. The schematic diagram of the surface damaging process during UIT.
4.4. Crack propagation path
Fig. 7 shows the crack propagation path in fatigue cycles. The fatigue crack
grows along the gap line firstly. Then, the fatigue crack propagates along another line,
which is perpendicular to the loading direction. It is proved that the tip of the folded
defect caused by UIT is the initiation area of fatigue crack.
Fig. 7. The cross-sectional metallograph of weld toe treated by UIT.
The effects of re-UIT on fatigue life are the competition consequence between
the closure of tiny crack and the formation of UIT damage. When the fatigue cycle
interval between two UITs is less than 30% N, the shorter fatigue cycle interval
between two UITs is, the greater the probability of closing tiny crack by UIT is.
Meanwhile, the more re-UITs lead to the deformation of weld toe and more UIT
damages, thus decreasing the area of thrust surface of weld toe and increasing the
structural stress concentration factor. When the fatigue cycle interval between two
UITs was so long that the fatigue crack has propagated over a critical depth, re-UIT
has no effect on the fatigue crack tip any more.
5. Conclusions
The effect of re-UIT on fatigue life of S690QL cruciform welded joints with
different fatigue cycle interval between two UITs was investigated at room
temperature. The following conclusions can be drawn from this work:

13
1) Re-UIT increased the total fatigue life of S690QL cruciform welded joints when
the fatigue cycle interval between two UITs was appropriate.
2) The contribution of macroscopic compressive residual stresses caused by re-UIT
to enhancing fatigue life of welded joints was not significant.
3) Re-UIT produced the probabilistic damage, such as folded defect. The tip of
folded defect had a very large stress concentration factor. Therefore, it was the
preferred fatigue crack initiation site.
4) The effect of re-UIT on fatigue life strongly depended on the competition
between closing tiny cracks which had propagated and bringing out new damages
by re-UIT.
Acknowledgements
The authors are grateful for the support by Program for New Century Excellent
Talents in University (Grant No. NCET-07-0601) and National Natural Science
Foundation of China (Grant No. 51375331).
References
[1] S.J. Maddox, Fatigue strength of welded structures, Abington Publishers, Cambridge, 1991.
[2] K.A. Soady, B.G. Mellor, G.D. West, G. Harrison, A. Morris, P.A.S. Reed, Evaluating surface
deformation and near surface strain hardening resulting from shot peening a tempered martensitic steel
and application to low cycle fatigue, Int. J. Fatigue. 54 (2013) 106-117.

14
[3] I. Altenberger, R. Nalla, Y. Sano, L. Wagner, R. Ritchie, On the effect of deep-rolling and
laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti-6Al-4V at elevated
temperatures up to 550 degrees C, Int. J. Fatigue. 44 (2012) 292-302.
[4] S.D. Cuellar, M.R. Hill, A.T. DeWald, J.E. Rankin, Residual stress and fatigue life in laser shock
peened open hole samples, Int. J. Fatigue. 44 (2012) 8-13.
[5] L. Zhang, J.Z. Lu, Y.K. Zhang, K.Y. Luo, J.W. Zhong, C.Y. Cui, D.J. Kong, H.B. Guan, X.M. Qian,
Effects of different shocked paths on fatigue property of 7050-T7451 aluminum alloy during two-sided
laser shock processing, Mater. Design. 32 (2011) 480-486.
[6] E.S. Statnikov, O.V. Korolkov, V.N. Vityazev, Physics and mechanism of ultrasonic impact,
Ultrasonics. 44 (2006) E533-E538.
[7] B.N. Mordyuk, Y.V. Milman, M.O. Iefimov, G.I. Prokopenko, V.V. Silberschmidt, M.I. Danylenko,
A.V. Kotko, Characterization of ultrasonically peened and laser-shock peened surface layers of AISI
321 stainless steel, Surf. Coat. Tech. 202 (2008) 4875-4883.
[8] M. Turski, S. Clitheroe, A.D. Evans, C. Rodopoulos, D.J. Hughes, P.J. Withers, Engineering the
residual stress state and microstructure of stainless steel with mechanical surface treatments, Appl.
Phys. A-Mater. 99 (2010) 549-556.
[9] A. Berg-Pollack, F.J. Voellmecke, C.M. Sonsino, Fatigue strength improvement by ultrasonic
impact treatment of highly stressed spokes of cast aluminium wheels, Int. J. Fatigue. 33 (2011)
513-518.
[10] D. Yin, D. Wang, H. Jing, L. Huo, The effects of ultrasonic peening treatment on the ultra-long life
fatigue behavior of welded joints, Mater. Design. 31 (2010) 3299-3307.
[11] X. Zhao, D. Wang, L. Huo, Analysis of the S–N curves of welded joints enhanced by ultrasonic

15
peening treatment, Mater. Design. 32 (2011) 88-96.
[12] Q.L. Yang, D.P. Wang, S.P. Wu, S. Li, Research on the Effect of Ultrasonic Impact Peening on the
Fatigue Property of 7075-T651 Aluminum Alloy, Adv. Mater. Res. 295 (2011) 1896-1900.
[13] A. Abdullah, M. Malaki, A. Eskandari, Strength enhancement of the welded structures by
ultrasonic peening, Mater. Design. 38 (2012) 7-18.
[14] J.C. Kim, S.K. Cheong, H. Noguchi, Evolution of residual stress redistribution associated with
localized surface microcracking in shot-peened medium-carbon steel during fatigue test, Int. J.
Fatigue, 55 (2013) 147-157.
[15] M.R. James, W.L. Morris, Fatigue induced changes in surface residual stress, Scripta. Mater. 17
(1983) 1101-1104.
[16] J.C. Kim, S.K. Cheong, H. Noguchi, Residual stress relaxation and low- and high-cycle fatigue
behavior of shot-peened medium-carbon steel, Int. J. Fatigue, 56 (2013) 114-122.
[17] H. Lee, S. Mall, S. Sathish, Investigation into effects of re-shot-peening on fretting fatigue
behavior of Ti–6Al–4V, Mat. Sci. Eng. A-Struct. 390 (2005) 227-232.
[18] X.P. Jiang, C.S. Man, M.J. Shepard, T. Zhai, Effects of shot-peening and re-shot-peening on
four-point bend fatigue behavior of Ti–6Al–4V, Mat. Sci. Eng. A-Struct. 468-470 (2007) 137-143.
[19] A. Hobbacher, Recommendations for Fatigue Design of Welded Joints and Components. IIW
document XIII-2151r1-07 / XV-1254r1-07.
[20] Torres MAS, Voorwald HJC. An evaluation of shot peening, residual stress and stress relaxation
on the fatigue life of AISI 4340 steel. Int. J. Fatigue, 24 (2002) 877–886.
[21] T. Wang, D. Wang, L. Huo, Y. Zhang, Discussion on fatigue design of welded joints enhanced by
ultrasonic peening treatment (UPT), Int. J. Fatigue. 31 (2009) 644-650.

16
[22] X. Yang, J. Zhou, X. Ling, Study on plastic damage of AISI 304 stainless steel induced by
ultrasonic impact treatment, Mater. Design. 36 (2012) 477-481.

17
Figure Captions
Fig. 1. (a) Geometrical characteristics of cruciform welds specimen (mm) and (b) UIT
equipment.
Fig. 2. (a) S-N curve of specimens treated by UIT and fatigue lives of specimens
treated by re-UIT; (b) the percentage of the fatigue life of re-UIT specimen in the
expected total fatigue life under the structure stress range.
Fig. 3. Residual in-plane stress profiles of UIT specimen under different testing
conditions.
Fig. 4. SEM micrographs: (a) cross-section of the specimen with UIT damage and (b)
magnification of the tip.
Fig. 5. SEM micrographs: (a) the fatigue fracture surface of UIT specimen and (b)
cross-section of the specimen with UIT damage.
Fig. 6. The schematic diagram of the surface damaging process during UIT.
Fig. 7. The cross-sectional metallograph of weld toe treated by UIT.

18
Fig. 1

19
Fig. 2

20
Fig. 3

21
Fig. 4

22
Fig. 5

23
Fig. 6

24
Fig. 7

25
Table 1
Chemical composition (wt. %).
Material C Si Mn P S Cr Mo Ni Al
S690QL 0.14 0.42 1.43 0.020 0.002 0.02 0.004 0.02 0.047
E121T5-GC H4 0.07 0.14 1.35 0.008 0.005 0.33 0.22 3.90 0.45
Table 2
Mechanical properties.
Material Yield strength (MPa) Tensile strength (MPa) Elongation rate (%)
S690QL 790 829 20
E121T5-GC H4 763 866 17.8
Table 3
Welding parameters.
Welding
voltage (V)
Welding
current (A)
Welding speed
(mm/min)
Gas flow rate
(L/min)
Interpass
temperature (°C)
27 300 200 20 <200

26

27
Highlights
� Re-UIT increased the fatigue life if interval fatigue cycles were
appropriate.
� The contribution of residual stress due to re-UIT to fatigue life was
small.
� The folded defects due to UIT were found.
� Re-UIT effect relies on the competition between closing cracks and
inducing damage.