Embed Size (px)
Citation preview
Fresenius J Anal Chem (1993) 346 : 327-333 Fresenius ' J o u m a l of
Influence of powder-characteristics on the microstructure of ceramic plasma spray coatings W. Kol lenberg and J. D e c k e r
Forschungsinstitut der Feuerfest-Industrie, An der Elisabethkirche 27, W-5300 Bonn 1, Germany
Received October 30, 1992
@ Springer-Verlag 1993
Summary. The relationship between the properties of plasma spray powders and the resultant coating has been investigated. ZrO2 powders, differing in grain size, state of agglomeration and morphology, have been used and coating properties such as microstmcture, porosity, roughness, hard- ness, and wear resistance are described. Agglomerated powders cause high porosity, while sphericalized particles yield very dense layers. The homogeneity of an agglomerate is also responsible for the homogeneity of the microstructure of the coating. By selecting powders with defined charac- teristics it is possible to produce plasma spray coatings with defined properties; the microstructure of the layers can be varied over a wide range.
and coating properties such as:
- microstructure; - porosity; - roughness; - hardness; - wear resistance.
ZrO2 is widely used for thermal barrier coatings. For such applications a low thermal conductivity (high porosity), and adequate resistance against wear and abrasion are essential. The demands for other applications (e.g. in attritors or sepa- rators) are dense coatings with high wear and abrasion resis- tance.
1 Introduct ion
The microstructure and the properties of plasma spray ceramic coatings depend not only on various process param- eters, but are also markedly influenced by the characteristics of the powder used. While the spray technique has been investigated intensively and the parameters have been opti- mized over the last decades, research must now be focused on powder properties and processing for plasma spraying [1, 21.
Powders for thermal spraying are typically in a fused and crushed form, but spray-dried powders are also available. The important powder characteristics influencing the coat- ing properties are: grain size range, flowability, morphology, density, chemical composition and purity, state of agglomer- ation, binder (if used), surface films and absorbed impurities. By varying the powder properties, very different coating qualities can be achieved with regard to microstructure, porosity, adhesion, roughness, thermal conductivity, hard- ness, fracture toughness, wear resistance, etc.
The relationship between the powder and the resulting coating is very complex and only a limited number of variables can be taken into account in this paper. As a widely used material, ZrO2 has been chosen for study of the rela- tionship between powder charactistics such as:
- grain size; - state of agglomeration; - morphology of particles;
Correspondence to: W. Kollenberg
2 E x p e r i m e n t a l
2.1 Starting materials
As a standard material, a Y203 (7 wt. %) stabilized ZrO2 has been used (Amperit 825.1, HCST) as a fused and crushed powder with a grain size range from 45 #m to 22.5 #m (in the following called Z22-45). This powder was compared with two non-commercial fine-grained powders having the same Y203 content: one also fused and crushed to a grain size range of about 12 #m (HCST) and the other precipitated, having a 'grain' size of about 3 ~tm (Hills), here called Z12 and Z3, respectively. It should be noted that the 'grains' of the precipitated powder represent agglomerates ofnanocrys- talline particles.
2.2 Powder processing
The two fine grained powders showed poor flow properties and could not be used for thermal spraying as received. To improve the flowability of the powders an agglomeration process was necessary and for this study a fluidized bed method was proposed. Polyvinylalcohol was used as a binder; 2 vol. % were added to achieve sufficient agglomera- tion, strength and flow. The agglomerated powders are named Z3g and Z12g. Compared with conventional spray dried powders, the fluidized bed agglomerates are dense and no hollow spheres are obtained.
To examine the behaviour of the agglomerated particles after passing through the plasma flame and to produce powder particles with a nearly spherical shape, agglomerated powders are injected into a plasma (conditions see Section 2.4), where they were molten and then sprayed into water
328
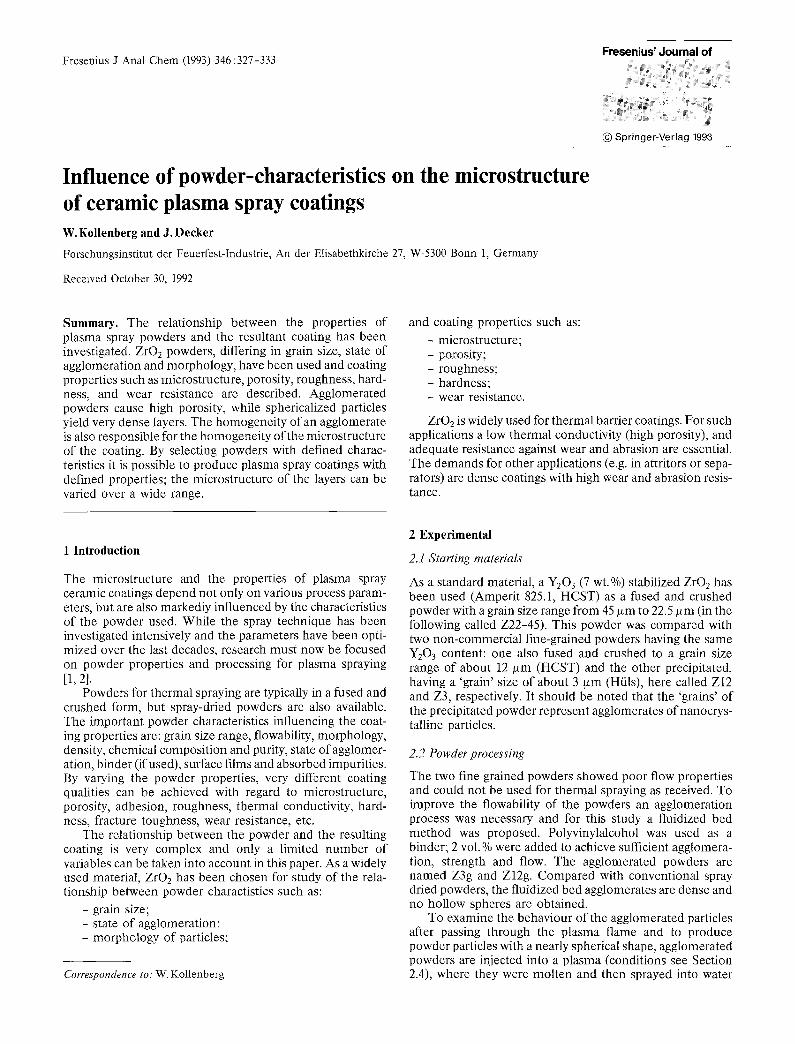
Fig. 1. Particle size and morphology of the different powders: Z22-45 (a), Z12g (b), Z3g (c), and Z3g/s (d). A polished section of Z3g/s-powder (e) shows hollow-spheres. Z12g/s shows no difference in morphology compared to Z3g/s
Table 1. Powder characteristics
Powder Manufacture Crystal Mean Morphology phases size
Z22-45 fused and tetragonal/ 28.6 blocky crushed (monoclinic)
Z12 fused and tetragonal/ 4.8 blocky crushed monoclinic
Zl2g agglomerated tetragonal/ 28.9 irregular monoclinic rounded
Z12g/s sphericalized tetragonal/ 24.1 spherical cubic
Z3 precipitated tetragonal/ 1.3 rounded monoclinic
Z3g agglomerated tetragonal/ 31.5 spherical/ monoclinic rounded
Z3g/s sphericalized tetragonal/ 25.4 spherical cubic
329
(Z3g/s, Z 12g/s). The distance between nozzle and water was 240 mm. The sphericalized powders were sieved and only particles less than 40 gm were used for the following coat- ings.
2.3 Powder analysis
The powders were analyzed for chemical composition, crys- talline phase, particle size distribution, and morphology. The structure of the crystalline phase was determined by X-ray diffraction. The particle size was analyzed using laser light scattering. The morphology and the grain size were studied by optical microscopy. Powder characteristics are given in Tab. 1. In Fig. 1 micrographs of the powders are presented, showing differences in particle size and morphology. Some sphericalized particles obviously consist of hollow-spheres.
2.4 Plasma spray conditions
An atmospheric plasma spray technique (APS) has been used with a plasma gas composition of nitrogen and hydro- gen (33 and 7 l/rain, respectively) and a power level of 35 kW. Nitrogen served as carrier gas and the powder feed rate was about 35 g/min. A structural steel, St 37 (<_ 0.2 % C), was chosen as substrate material. The substrate size was 30 mm in diameter and 20 mm thickness. To achieve suffi- cient adhesion of the coating, a bonding layer was necessary. In this case an atomized Ni-Cr-A1 powder (Amperit 296) was used.
The substrates were heated to about 350 °C before coat- ing. The spray distance was 100 mm and a bonding layer of about 50 gm thickness was initially sprayed before 8 layers of ZrO2 were sprayed on top of each other. The thickness of the coatings varied between 120 and 160 gm.
2.5 Coating characterisation
To investigate the influence of the different powders, the fol- lowing coating properties have been measured:
- the surface roughness on sprayed coating surfaces using a profilometer (mean values of 10 measurements);
- the porosity within the coating by quantitative microscopy; polished sections perpendicular to the coating surface (3 for each type of coating) were used;
- t h e Vickers microhardness on polished coating surfaces (mean values of 10 measurements);
- the wear resistance. The wear test was carried out by grind- ing the coatings against SiC (30 gm) with a load applied of 50 N and a rotation speed of 150 min q. The SiC-paper was changed every minute and the weight loss of the samples was measured at appointed times. For each type of coating 3 samples were tested and the mean values are given. For all coatings the substrate was not reached during the wear test.
The microstructure of the coatings was studied by optical microscopy, using polished sections parallel and perpendicu- lar to the layers.
3 Results
The standard powder (Z22-45), two agglomerated powders (Z3g and Z12g) and the plasma treated agglomerates (Z3g/s and Z12g/s) were used for further investigations. To charac- terize the agglomerates, the strength of the particles was
tested using a micro compression tester (MCTM-500, SHI- MADZU) [3]. The Z3g material showed ductile behaviour; the agglomerates could be deformed without fracture. Therefore no strength can be calculated for this material. The Z12g agglomerates were destroyed by applying loads less than 10 mN. The calculated strength is about 0.3 MPa, a value typically found for fluidized bed agglomerates with polyvinyl alcohol as binder.
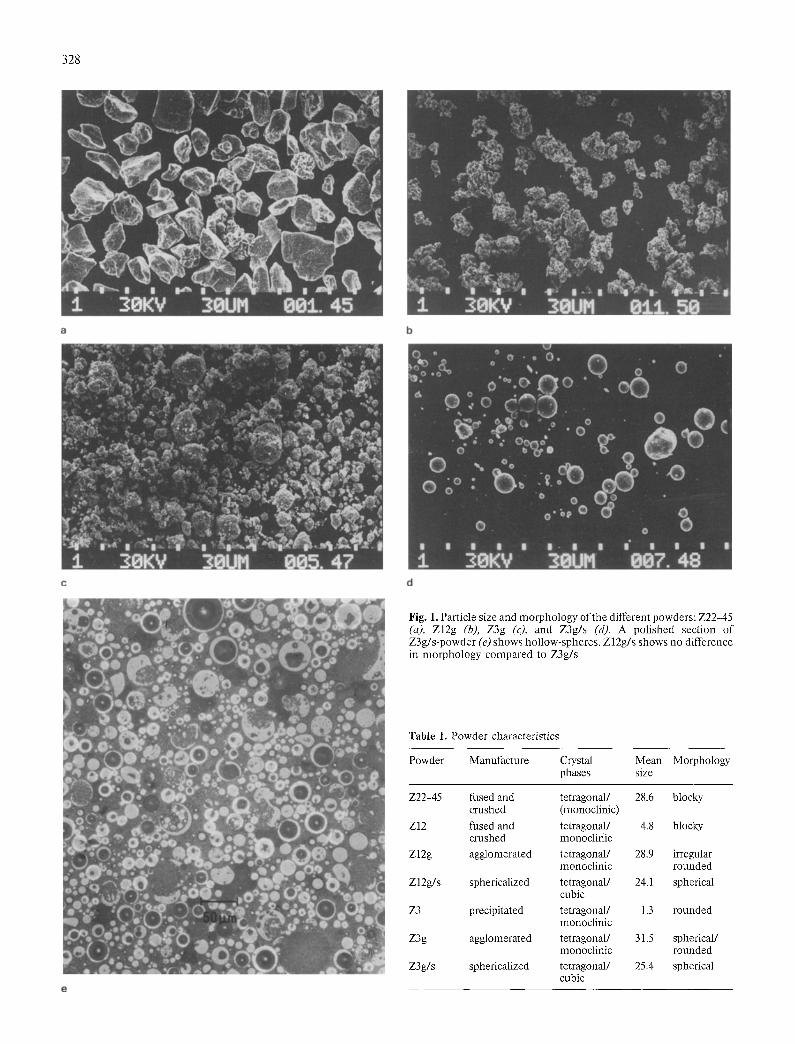
The microstructure of the plasma coatings made from these five powders are shown in Fig. 2. The agglomerated powders cause coatings with higher porosity than the crushed or spherical powders. The roughness of the coating surfaces also show a similar trend (Fig. 3). In Table 2 the data for porosity, roughness and hardness are summarized. From this data several relations can be derived:
- t he surface roughness increases with increasing porosity (Fig. 4),
- t he hardness decreases rapidly with increasing porosity, but for porosities greater than 10% only a slight decrease is found (Fig. 5).
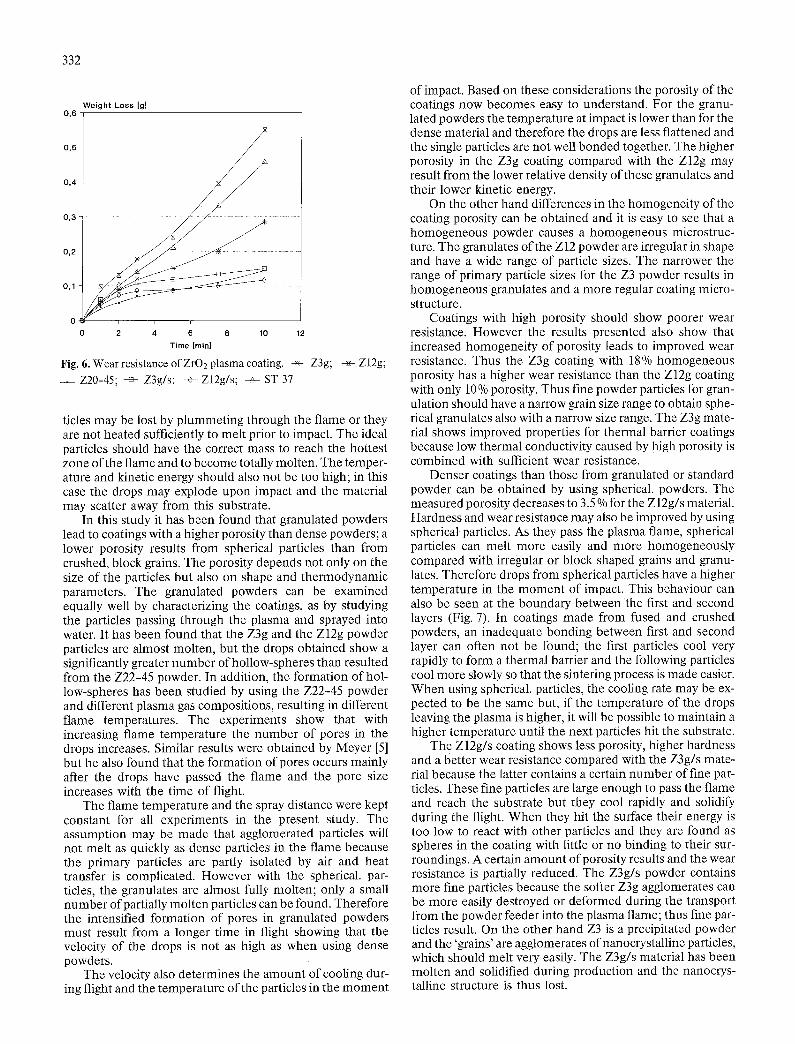
The results of the wear tests are shown in Fig. 6. The coatings made from spherical powders show the best results. in both cases the weight loss increases gradually after about 4 rain, whereas the other coatings appear to wear without additional weight-loss. Compared with the steel substrate material, all coatings except the Z12g lead to improved wear resistance of the surfaces under the test conditions used.
4 Discussion
Five different powders have been used for plasma coating experiments. The powders differed mainly in grain size and morphology. Two fine grained, agglomerated powders are compared with two sphericalized powders and one crushed, block powder, respectively. The chemical composition and the crystalline phases are nearly the same for all powders. Therefore all differences found in the coatings should depend on the grain size distribution and especially on the powder morphology.
The results show that there are two powders of particular interest: the granulated Z3g and the spherical Z12g/s. The following discussion will concentrate on these powders, and the coatings from them, and on the comparison with the so-called standard material (Z22-45).
The process for the formation of ceramic deposits may be divided into three steps [4]:
- I : interaction between plasma and powder where the particles are accelerated and heated,
- I I : interaction between droplets and the surrounding environment where the particles start cooling,
- I II : interaction between droplet and substrate in which the particles lose their kinetic energy, cool rapidly, are flattened and solidify.
The first two steps determine the temperature and the amount of kinetic energy of the particles which they have at the moment of impact. Beside the operating parameters, such as plasma gas composition or power level, the size and morphology of the particles will influence these parameters. The influence of the particle size and weight is well known from the literature [1]. For example, the finest particles will bounce off the flame or may not arrive at the substrate,
330
b
c
Fig. 2a-d.
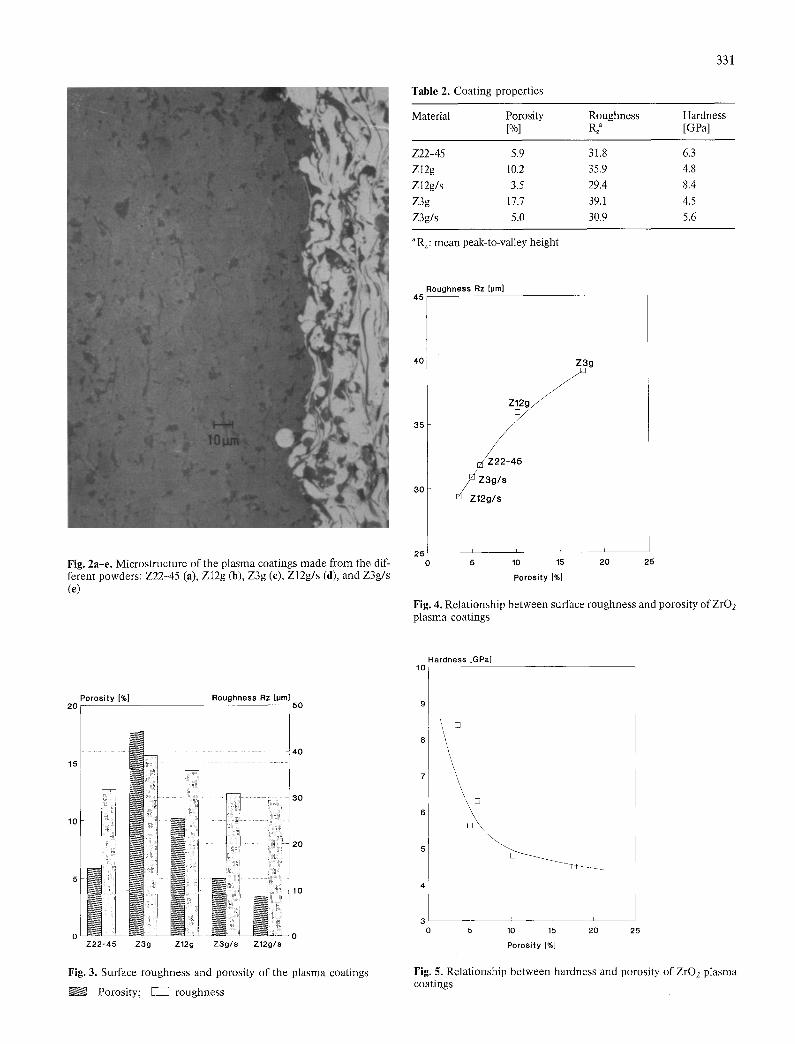
Table 2. Coating properties
Material Porosity Roughness Hardness [%] Rz a [ G P a ]
Z22-45 5.9 31.8 6.3 Z12g 10.2 35.9 4.8 Z12g/s 3.5 29.4 8.4
Z3g 17.7 39.1 4.5 Z3g/s 5.0 30.9 5.6
a Rz: mean peak-to-valley height
331
Roughness Rz [vm]
Z3g
~ Z 1 Z 2 ! i 2 - 4 6 s
Fig. 2a-e. Microstructure of the plasma coatings made from the dif- ferent powders: Z22-45 (a), Z12g (b), Z3g (e), Z12g/s (d), and Z3g/s (e)
i i r i
0 5 10 15 20 25
Porosity [%]
Fig. 4. Relationship between surface roughness and porosity of ZrO2 plasma coatings
Porosity [%] Roughness Rz [pm] 20 50
15
10
40
30
20
10
0 0 Z22-45 Z3g Z12g Z3g/s Z12g/s
Fig. 3. Surface roughness and porosity of the plasma coatings
~N Porosity; [Z~ roughness
Hardness [GPa] 10
3 0
r i _ i _ 10 15 20 25
Porosity [%]
Fig. 5. Relationship between hardness and porosity of ZrO2 plasma coatings
332
Weight Loss [g] 0,6
0 ,5 -
O,"
x
0,2
0,1
0
0 2 4 6 8 10 12
Time [rain]
Fig. 6. Wear resistance of ZrO2 plasma coating. - ~ Z3g; Z20-45; -~- Z3g/s; -4- Z12g/s; + ST 37
--z- Z12g;
ticles may be lost by plummeting through the flame or they are not heated sufficiently to melt prior to impact. The ideal particles should have the correct mass to reach the hottest zone of the flame and to become totally molten. The temper- ature and kinetic energy should also not be too high; in this case the drops may explode upon impact and the material may scatter away from this substrate.
In this study it has been found that granulated powders lead to coatings with a higher porosity than dense powders; a lower porosity results from spherical particles than from crushed, block grains, The porosity depends not only on the size of the particles but also on shape and thermodynamic parameters. The granulated powders can be examined equally well by characterizing the coatings, as by studying the particles passing through the plasma and sprayed into water. It has been found that the Z3g and the Z12g powder particles are almost molten, but the drops obtained show a significantly greater number of hollow-spheres than resulted from the Z22-45 powder. In addition, the formation of hol- low-spheres has been studied by using the Z22-45 powder and different plasma gas compositions, resulting in different flame temperatures. The experiments show that with increasing flame temperature the number of pores in the drops increases. Similar results were obtained by Meyer [5] but he also found that the formation of pores occurs mainly after the drops have passed the flame and the pore size increases with the time of flight.
The flame temperature and the spray distance were kept constant for all experiments in the present study. The assumption may be made that agglomerated particles will not melt as quickly as dense particles in the flame because the primary particles are partly isolated by air and heat transfer is complicated. However with the spherical, par- ticles, the granulates are almost fully molten; only a small number of partially molten particles can be found. Therefore the intensified formation of pores in granulated powders must result from a longer time in flight showing that the velocity of the drops is not as high as when using dense powders.
The velocity also determines the amount of cooling dur- ing flight and the temperature of the particles in the moment
of impact. Based on these considerations the porosity of the coatings now becomes easy to understand. For the granu- lated powders the temperature at impact is lower than for the dense material and therefore the drops are less flattened and the single particles are not well bonded together. The higher porosity in the Z3g coating compared with the Z12g may result from the lower relative density of these granulates and their lower kinetic energy.
On the other hand differences in the homogeneity of the coating porosity can be obtained and it is easy to see that a homogeneous powder causes a homogeneous microstruc- ture. The granulates of the Z 12 powder are irregular in shape and have a wide range of particle sizes. The narrower the range of primary particle sizes for the Z3 powder results in homogeneous granulates and a more regular coating micro- structure.
Coatings with high porosity should show poorer wear resistance. However the results presented also show that increased homogeneity of porosity leads to improved wear resistance. Thus the Z3g coating with 18% homogeneous porosity has a higher wear resistance than the Z12g coating with only 10% porosity. Thus fine powder particles for gran- ulation should have a narrow grain size range to obtain sphe- rical granulates also with a narrow size range. The Z3g mate- rial shows improved properties for thermal barrier coatings because low thermal conductivity caused by high porosity is combined with sufficient wear resistance.
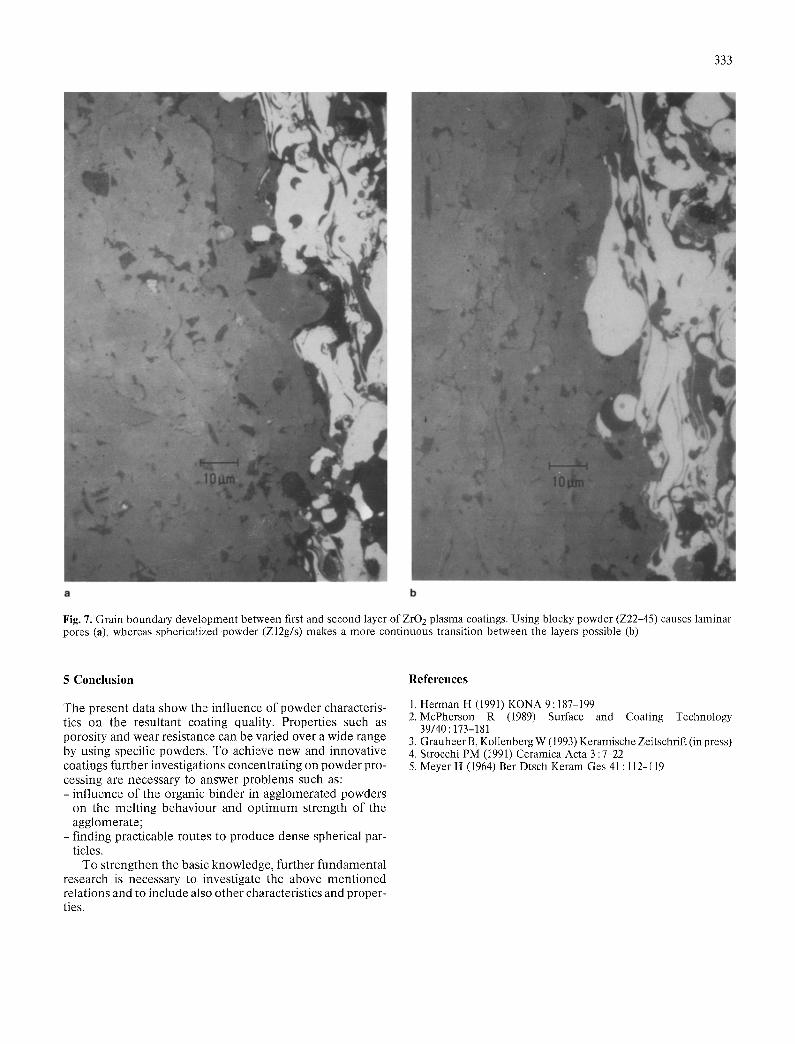
Denser coatings than those from granulated or standard powder can be obtained by using spherical, powders. The measured porosity decreases to 3.5 % for the Z12g/s material. Hardness and wear resistance may also be improved by using spherical particles. As they pass the plasma flame, spherical particles can melt more easily and more homogeneously compared with irregular or block shaped grains and granu- lates. Therefore drops from spherical particles have a higher temperature in the moment of impact. This behaviour can also be seen at the boundary between the first and second layers (Fig. 7). In coatings made from fused and crushed powders, an inadequate bonding between first and second layer can often not be found; the first particles cool very rapidly to form a thermal barrier and the following particles cool more slowly so that the sintering process is made easier. When using spherical, particles, the cooling rate may be ex- pected to be the same but, if the temperature of the drops leaving the plasma is higher, it will be possible to maintain a higher temperature until the next particles hit the substrate.
The Z12g/s coating shows less porosity, higher hardness and a better wear resistance compared with the Z3g/s mate- rial because the latter contains a certain number of fine par- ticles. These fine particles are large enough to pass the flame and reach the substrate but they cool rapidly and solidify during the flight. When they hit the surface their energy is too low to react with other particles and they are found as spheres in the coating with little or no binding to their sur- roundings. A certain amount of porosity results and the wear resistance is partially reduced. The Z3g/s powder contains more fine particles because the softer Z3g agglomerates can be more easily destroyed or deformed during the transport from the powder feeder into the plasma flame; thus fine par- ticles result. On the other hand Z3 is a precipitated powder and the 'grains' are agglomerates of nanocrystalline particles, which should melt very easily. The Z3g/s material has been molten and solidified during production and the nanocrys- talline structure is thus lost.
333
a b
Fig. 7. Grain boundary development between first and second layer of ZrO2 plasma coatings. Using blocky powder (Z22-45) causes laminar pores (a), whereas sphericalized powder (Z12g/s) makes a more continuous transition between the layers possible (b)
5 Conclus ion References
The present data show the influence of powder characteris- tics on the resultant coating quality. Properties such as porosi ty and wear resistance can be varied over a wide range by using specific powders. To achieve new and innovative coatings further investigations concentrating on powder pro- cessing are necessary to answer problems such as: - influence of the organic b inder in agglomerated powders
on the melting behaviour and op t imum strength of the agglomerate;
- finding practicable routes to produce dense spherical par- ticles.
To strengthen the basic knowledge, further fundamental research is necessary to investigate the above ment ioned relations and to include also other characteristics and proper- ties.
1. Herman H (1991) KONA 9 : 187-199 2. McPherson R (1989) Surface and Coating Technology
39/40:173-181 3. Grauheer B, Kollenberg W (1993) Keramische Zeitschrift (in press) 4. Strocchi PM (1991) Ceramica Acta 3:7-22 5. Meyer H (1964) Ber Dtsch Keram Ges 41 : 112-119




![Nano Crystalline Ceramic and Ceramic Coatings …ceramic coatings could also provide improved properties for variety of applications, including wear resistant [9, 10] and thermal barrier](https://img.pdfslide.us/doc/110x75/5fe2e8e4f5c1aa72cd6c774b/nano-crystalline-ceramic-and-ceramic-coatings-ceramic-coatings-could-also-provide.jpg)
























