Embed Size (px)
Citation preview

Holz als Roh- und Werkstoff 56 0998) 229-233 �9 Springer-Verlag 1998
Industrial hardboard and other panels binder from waste lignocellulosic liquors/phenol-formaldehyde resins
A, Trosa, A. Pizzi
The use of a waste chestnut-wood lignocellulosic black liquor composed in almost equal parts of carbohydrates coming from partially degraded hemicelluloses, of non- sulphited lignin and of low reactivity hydrolysable chest- nut tannin, produced as waste from the humid-type binderless hardboard manufacturing process has been shown to be very useful at industrial level for coreaction with simple, unsophisticated PF resins and flocculation on fibers for the production of water resistant hardboard without any drop of performance, and this under indus- trial conditions. In the case of other panel products which rely on greater proportions of adhesive, exterior grade plywood of excellent performance, satisfying well the rel- evant exterior grade specification of the European Norm EN314, and of pressing time comparable to currently in- dustrial PF and MUF resins, is obtained once triacetin ester accelerator is added to the glue-mix. In the case of particleboard the results obtained are encouraging as re- gards exterior performance, but at pressing times still at the longer acceptable limits for synthetic phenolic resins, even when considerably aided by addition to the glue mix of the same accelerator. Use of esters accelerators is again proven as essential in the application of low reactivity natural and synthetic phenolic resins. Coreaction and partecipation in the final hardened network of all the three types of phenolic species present, namely synthetic phenol, gallic acid structures from the chestnut tannin and guai- acyl units of lignin has been shown to occur by liquid and solid state t3C NMR.
Kleber f~r industrielle Hartfaserplatten und andere Platten aus tignocellulose-Ablaugen mit Phenol- Formaldehyd.
Schwarzlauge yon Kastanienholz, die zu fast gleichen Tei- len abgebaute Hemicellulosen, schwefelfreies Lignin und Kastanientannine mit geringer Reaktivit/it enthiilt, ffillt als Abfallprodukt bei der Herstellung yon Hartfaserplatten an. Es zeigte sich, daft sich dieses Abfallprodukt sehr gut im idustriellen Mat]stab zur Koreaktion mit PF-Harzen fiir die Herstellung yon feuchteresistenten Platten ohne Festig- keitsvertuste eignet, und zwar unter Industriebedingungen. Auch im Fall anderer Platten, die einen h6heren Kleber-
A. Trosa Silva S.r.l., S.Michele Mondovi', Italy
A. Pizzi ENSTIB, University of Nancy 1, Epinal, France
Correspondence to: A. Pizzi
Prof. P. Tekely and Mrs. E. Eppiger of the University of Nancy 1 NMR service are thanked for running the solid and liquid state NMR spectra.
anteil erfordern, wie hochwertiges Sperrholz fiir die Au- flenverwendung, konnten die Spezifikationen der EN 314 erreicht werden, wenn ein Beschleuniger (Triacetinester) zur Harzmischung zugegeben wird. Die Preflzeiten sind dabei vergleichbar wie bei iiblichen industrieUen PF- und MUF-Harzen. Bei Spanplatten sind die bisherigen Ergeb- nisse ermutigend in bezug auf die Eignung f-fir Auflenver- wendung, jedoch liegen die Preflzeiten noch an der ~uflersten Grenze sythetischer Phenolharze, selbst wenn erhebliche Mengen des gleichen Beschleunigers dem Harz zugesetzt werden. Ester-Beschleuniger erweisen sich wie- derum als wesentliches Additiv zu wenig reaktiven natiir- lichen oder synthetischen Phenolharzen. Die Koreaktion und Beteiligung an der Vernetzungsstruktur nach dem Aush~irten konnte ffir alle drei verschiedenen phenollschen Strukturen, n~imlich synthetisches Phenol, Galluss/iure- Strukturen der Kastanientannine sowie Guiacyl-Einheiten des Lignins nachgewiesen werden durch Fliissig- und Festk6rper-NMR-Analysen.
1 Introduction The process of producing industrially binderless hard- board from wood fiber bonded at high pressure/tempera- ture and for a long time by just relying on the self-bonding characteristics imparted by lowering the glass transition temperature of the residual lignin still present on the fiber is now almost a century old. The characteristics of such panels are to present very high strength when dry but to lose completely their strength when wet(Scharfetter 1976). For this reason different processes have been developed over many decades to produce panels that, while they cannot be defined as exterior-grade, do at least present an acceptable mechanical resistance when wet. The most common method to achieve such a resistance is to floc- culate between 1% and 2% on dry fiber of simple phenol- formaldehyde resins. Part of this resins are lost in the waste waters but a good part remains on the fiber and yields hardboard of a moderate degree of water resistance. A dry heating cycle in an oven, called tempering is used to further, slightly improve the strength performance of the panel.
The humid-type production process of fiber and hard- board manufacture leads to the production of considerable quantities of lignocellulosic waste in water solution, mainly carbohydrates and lignin, which has some simi- larity to the black liquor effluent of pulp mills but with the difference that the lignin present is non-sulphited. This particular black liquor waste in general constitutes also a disposal problem to the hardboard industry. This partic- ular black liquor is generally constituted of non-sulphited lignin, carbohydrates mainly partially degraded hemicel- lutoses and in the particular case described in this paper of hydrolysable tannins, mainly chestnut (Castanea sativa)
229

230
wood tannin as the main raw materials feed is from chestnut wood chips already pre-extracted of the valuable chestnut tannin for use in leather tanning. Chestnut hydrolysable tannins are simple phenols of lower reactivity towards formaldehyde than phenol itself (Pizzi 1983), but which can nonetheless still be used to partially substitute phenol in PF resins (Kulvijk 1977). However, the cost of industrially produced chestnut tannin extract is too high and hence its use in resins has never presented neither any technical nor any economical attractiveness.
The use of waste, mainly carbohydrates and lignin li- quors in the production of panel products is not new and interesting work on the subject has been published for sometime (Chen 1982, 1994, 1995, 1996; Sellers 1994; Pu et al. 1994) as well as the use of hydrolysable chestnut tannins in PF resins (Kulvijk 1977; Pizzi 1983), but their industrial application, at least for hardboard has not been attempted before.
This article then reports on the development and in- dustrial use of this waste black liquors as a coreactant of, and substitute for important quantities of the small amount of flocculating synthetic phenolic resin in tem- pered hardboard. Its application as a coreactant and substitute for phenolic resins for other types of panels in which the amount of resin used is more important, such as in particleboard and plywood, is also investigated but only at the laboratory level.
2 Experimental
2.1 Analysis of chestnut wood waste black liquor The chestnut wood waste black liquor coming from the manufacture of hardboard was found to have the following composition: Solids content 38-40%; pH 4.2; Specific gravity 1.15 g/cm 3 at 25 ~ Viscosity 88 mPa.s at 23 ~ 97 mPa.s at 18 ~ 150 mPa.s at 10 ~ Its chemical anal- ysis was found to be as follows: hydrolysable chestnut tannins -- 35.2%, non-sulphited lignin and lign- ans - - - - - 31.3%, total simple and oligomeric carbohydrates (pentoses) --- 26%, insoluble compounds (powder wood fiber and wood fiber char from the hot press) -- 7.5%, free phenol _< 25 ppm, free furfural < 500 ppm, residual ashes = 3.2%.
2.2 Preparation of black liquor-modified PF resins 100 parts by weight of technical phenol (90%) are charged in a stainless steel jacketed reactor equipped with heating
and cooling facilities, with continuous mechanical stirring and with condenser. To it are added 222 parts by weight of 30% formalin solution and 27 parts of 50% caustic soda solution. The reaction mixture is then brought to reflux (102 ~ over a period of 15 minutes and under continu- ous mechanical stirring. After 30 minutes from reaching refluxing are added 160 parts by weight of chestnut wood waste black liquor (40% solids content) which has already preheated at 80 ~ and preadjusted to pH 9, and after another 1-2 minutes are also added 80 parts of water. The temperature decreses by itself to 80 ~ in about 20 min- utes. The resin is then cooled over a further period of 60 minutes down to 40 ~ To the cool resin are then added another 10 parts of 50% caustic soda solution and 5 parts of urea (as a shelf-life stabilizer and fluidifier). The floc- culation temperature of the resin when needed fox hard- board application is then measured on a resin solution of 1% adjusted to pH 4 with acetic acid. In the case of the particleboard and plywood resin to mantain higher the solids content of the resin the preparation is modified only in adding 110 parts black liquor preconcentrated at 55% solids and the water added at the end of the reaction is also decreased from 80 down to 30 parts. The solids content of the resin is of generally 33.8-34.9%. The characteristics of the resin are shown in the tables. The gel time at 100 ~ of this PF/black liquor resin is of 960 seconds, and this de- creases to 600 s, 215 s, 115 s, 100 s, and 87 s by addition of respectively 1%, 2%, 3%, 4% and 5% glycerol triacetate (triacetin) ester accelerator on liquid resin.
2.3 Industrial and laboratory hardboard preparation The industrial humid-type production line used manu- factures hardboard starting from a 3%-4% wood fiber suspended in water to which is added a PF resin (between 1% and 4% on dry wood fiber depending from the type of panels produced). For this process it is essential that the PF resin, soluble at alkaline pH, is capable to flocculate and precipitate on the wood fiber at the pH and temper- ature of the wood suspension water (60~ ~ pH = 4.1-4.2).
The laboratory experiments were carried out under the following conditions: 1.3% resin solids of or pure phenolic resin or of the experimental black liquor-modified phe- nolic resin were added on the dry wood weight at a sus- pension water temperature of 70~ ~ and under stirring. The hardboard press cycle used was of 60 seconds at 56.4 Bar followed by 150 seconds at 101 Bar followed by a further 180 seconds at 14.2 Bar for a total press cycle of 390 seconds at a press temperature of 200 ~ A standard
Table 1. Industrial and laboratory hardboard results obtained with pure PF resins and with the experimental PF/waste lignocellulosic black liquor in weight ratio 62/38. The industrial results are the average of 9 hours-long industrial trial run each Tabelle 1. Ergebnisse an Industrie- und Laborhartfaserplatten mit reinen PF-Harzen und mit Mischungen von PF und LignoceUulose- Ablauge im Gewichtsverh~ihnis 62/38. Die Ergebnisse an Industriepiatten sind jeweils Mittelwerte aus einer 9-stiindigen Produktion
Resin Thickness Density Bending I.B. Water Moisutre (mm) (g/cm 3) (kg/cm 2) (Mpa) absorp, content
(%) (%)
Industrials results PF, pure 5.65 1.082 351 1.18 38.0 PF/black liquor 5.54 1.089 377 1.28 40.7
Laboratory results PF, pure 3.2 0.995 460 1.10 48.2 PF/black liquor 3.2 0.995 450 12.1 48.8
5.3 5.0

industrial-type tempering cycle in an oven of 165 minutes at 150~ followed. The panels were produced to a thick- ness of 3.2 mm and dimensions 400 x 400 ram. The re- suits obtained are shown in Table 1.
The 9 hours-long industrial production trial was carried out under the same conditions outlined in the laboratory experiments but using 2.45% resin solids of or a pure phenolic resin as a control or of the experimental black liquor-modified phenolic resin added on the dry wood weight. The hardboard press cycle used for the 30 panels pressed simultaneously was of 150 seconds at 300 Bar followed by 300 seconds at 50 Bar followed by a further 420 seconds at 90 Bar for a total press cycle of 14 minutes and 30 seconds at a press temperature of 208 ~ This was followed by 90 minutes at 150 ~ tempering cycle. The panels produced had dimensions 5000 x 2000 x 5.5 mm. The results obtained are shown in Table 1.
2.4 Laboratory particleboard preparation and testing Single layer duplicate laboratory particleboard of dimen- sions 400 x 400 • 19 mm were prepared with and without triacetin accelerator (Table 2) adding 11% resin solids on dry wood particles and pressing the panels at 180 ~ with initial maximum pressure of 30 kg/cm 2 for a total pressing time of 16 s/mm. After preparation the samples were cut and tested according to the DIN 68763 standard dry and after 2 hours in boiling water, and according to the DIN EN 120 standard for formaldehyde emission. The results obtained are shown in Table 2.
2.5 Laboratory plywood preparation and testing Beech veneers (5.5% moisture content) 5 plys duplicate plywood panels of dimensions 400 x 400 x 10 mm were prepared by spreading at 250 g/m 2 single glue line of glue mix composed of the experimental resin to which were added 20% by weight of coconut shell flour (200 mesh) filler on liquid resin and 2.5% on liquid resin or no glyc- erol triacetate (triacetin) ester accelerator. The panels were cold-prepressed for 15 minutes at 6 kg/cm 2 and then hot
Table 2. Laboratory particleboard results of panels bonded with the experimental PF/waste lignocellulosic black liquor in weight ratio 60/40 TabeUe 2. Ergebnisse an Labor-Spanplatten verleimt mit dem experimentellen Harzgemisch aus PF und Lignocellulose-Ablaube im Gewichtsverhiiltnis 60/40
Standard PF/waste pure PF black liquor
Resin free phenol (mg/l) 2500 Resin free formaldehyde(mg/1) 3000 Viscosity (25 ~ (centipoises) 320 Gel time, no accelerator 5280 (lOO ~ Gel time, 2.5% accelerator (s) Flocculation point (~ 68-70 pH 12.5
Ave board density (kg/m 3) 687 I.B. dry (MPa) 0.60 I.B., 2 h boil, wet (V100)(MPa) 0.16 Swelling, 2 h boil, wet (%) 26 Swelling, 2 h boil, redried(%) 20 Formaldehyde emission 6.1
(rag/100 g board)
150 600 310 960
165 59-60
11.2
680 0.62 0.17
31 21
1.8
pressed at 130 ~ for 6 or 12 minutes at 15 kg/cm 2. The panels were then cut and tensile tested wet according to European Norm EN 314 (4 hours boil + 16 hours drying at 60 ~ + 4 hours boiling) which requires for exterior grade panels a residual strength of I MPa after this cycle. The results obtained are shown in Table 3.
2.6 13C NMR analysis Liquid ~3C NMR spectra were obtained on a Briiker MSL 300 FT-NMR spectrometer. Chemical shifts were calcu- lated relative to (CH3) 3 Si(CH2) 3 SO3Na dissolved in D20 for NMR shifts control (Breitmaier and Voelter 1987). The spectra were done at 62.90 MHz for a number of transients of approximately 10 000. All the spectra were run with a relaxation delay of 5 s and chemical shifts were accurate to 1 ppm.
Solid state CP MAS (Cross-Polarisation Magic-Angle- Spinning) 13C NMR spectra of each sample, of the hard- ened black liquor/PF resin were obtained on a Bruker MSL300 FT-NMR spectrometer at a frequency of 75.47 MHz. Chemical shifts were calculated relative to TMS for NMR control. Aquisition time was of 0.026 sec- onds with number of transients of about 1200. All the spectra were run with relaxation delay of 5 seconds and were accurate to 1 ppm with CP time of I ms and spectral width of 20 000 Hz. Spinning rates were 3.5 kHz. A further spectrum of the same resin sample was done in order to suppress spinning sidebands, important at this high magnetic field: for this the TOSS (Total Suppression of Sidebands) pulse sequence (Dixon 1982) was used. This is the more indicative spectrum shown in Fig. 2.
3 Discussion The average results of a 9 hours-long, industrial plant trial with the resin manufactured as described in the ex- perimental part, hence composed of partially co-reacted PF resin/lignocellulosic waste in the proportion phenol dry solids:lignocellulosic waste dry solids of 60:40 by weight yielded the results shown in Table 1. The results indicate that there is little difference between the panels obtained by using the pure PF resins and the coreacted 60:40 PF/ lignocellulosic waste, and that the process can be used industrially without any problem. Some advantages other than economics are also quite evident as the levels of free phenol and free formaldehyde in the modified experi- mental resin are considerably lower than for a classic low condensation, simple, pure PF resin which yields much lower emission of these materials from the finished hard- board. Also in Table 1 are the results obtained using the same process for the preparation of laboratory hardboard with the same process and it is possible to see that the results obtained in the laboratory and in the industrial plant are indeed very similar. This is a particularly im- portant point, also in light of the results on other types of panels, such as particleboard and plywood, for which only laboratory panels could be prepared.
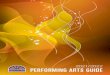
It is interesting to investigate if there is any or no co- reaction between synthetic PF resin and waste chestnut lignocellulosic liquor during their reaction and curing of the experimental resin. To this effect in Fig. 1 the 13C NMR of the PF resin corea'cted with the waste lignocellulosic black liquor shows the presence of a considerable proportion of phenolic ortho and para substituted phe- nolic rings by the emergence of the huge peak at 132-
23z

232
I
180 160 140 120 160 80 60 4'0 pprn
Fig. 1. Liquid phase 13C NMR spectrum of the 60/40 PFfblack liquor liquid experimental resin after the end of its preparation. Bild 1. F1/issig- C NMR-Spektrum des experimentellen Ha- rzgemisches aus PF und Ablauge (60/40) nach seiner Herstellung
133 ppm (with a spread of 125-140 ppm), this peak being clearly a composite peak of-CH2-reacted ortho sites of the gallic acid of the hydrolysable chestnut tannin, ortho and para sites of the synthetic PF resin and reacted and unre- acted meta sites of guaiacyl and syringyl lignin nuclei. That the level of reaction is high for all the three materials, and hence the level of methylolation as well as the level of co- condensation between the three materials is also high, is clearly indicated by the very small peaks at 121 ppm (free ortho sites), 115 ppm (free para sites) and 118 ppm (free meta sites on guaiacyl, not syringyl, lignin units) indicating that the majoity of these sites has reacted with formalde- hyde. This is confirmed by the existence of a considerable number of different, but intense methylol groups (- CHEOH) between 59 and 70 ppm, the more intense of which is the peak at 64.38 ppm, which are so intense that they completely dominate the already intense carbohy- drates region between 60 and 80 ppm. This confirms that at least three of the four species present, namely the syn-
250 200 150 1 O0 50 ppm
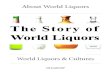
Fig. 2. Solid state CP-MAS 13C NMR spectrum by the TOSS (Total Suppression of Spining sidebands) of the hardened 6o/4o PF/black liquor experimental resin. BUd 2. Festkfrper - CP-MAS ~3C NMR-Spektrum (TOSS) des ausgeh/irteten Harzgemischs aus PF und Ablauge (6o/4o)
thetic phenol, the gallic-type hydrolysable chestnut tannin and at least the guaiacyl rings of lignin are capable of reacting under the mild conditions used and thus to contribute to final strength.
That coreaction and copolymerisation between the three different phenolic species is occurred at least during the hardening process is confirmed by the spectra in Fig. 2, a solid state CP-MAS 13C NMR of the hardened adhesive obtained by the TOSS (TOtal Suppression of Spining sidebands) technique to eliminate any confusing interfer- ence in the spectrum. In Fig. 2 it is possible to see very few peaks, namely the C-----O peak of gallic acid of the chestnut tannin at 175-177 ppm, the aromatic carbons to which phenolic -OH groups are linked (150 ppm) the very dominant peak at 130 ppm of the ortho and para carbon sites on phenolic nuclei which have reacted with formal- dehyde and to which are linked -CH2- groups, but even more important are the total absence of signals in the 110- 120 ppm region indicating that no unreacted ortho and para site exist anymore on any phenolic nuclei, which implies that all synthetic phenol and all the ortho sites of the guaiacyl groups of !ignin have reacted and cross- linked. Equally indicative are the peaks at 73 ppm indi- cating the existence of methylene ether bridges (- CH2OCH2-) which are generally the favourite mode of cross-linking of phenolic nuclei reacting through their meta sites (Megson 1958), indicating that a noticeable amount of gallic acid and lignin nuclei are actively par- ticipating in the network cross-linking, the methylol groups peak at 64 ppm indicating that while -CH2OH groups still exist in the hardened network, their number and variety is very much lower than in the liquid resin, and finally the methylene bridges at 39-40 ppm (para-para) and at 35 ppm (ortho-para).
More interesting however are the results obtained on laboratory plywood and particleboard when using a PF/ waste lignocellulosic liquor in the proportion by weight of phenol dry solids:lignocellulosic waste dry solids of 60:40 and of 55:45. In Table 2 are reported the resins charac- teristics and the average particleboard results obtained with and without the addition of 2.5% triacetin ester ac- celerator on liquid resin (7.1% on total resin solids). It is clear that the results obtained indicate that a water resis- tant panel is obtained and that consequently the waste chestnut lignocellulosic liquor coreacts with the synthetic PF resin and that it contributes to the strength of the panel allowing the lowering of the amount of PF resin. It is also evident that addition of the liquor slows down as expected the curing of the synthetic resin, as all the boiling water results are very poor when triacetin accelerator is not added, but equally that the addition of triacetin as accel- erator (Pizzi and Stephanou 1993, 1994 a,b,c; Stephanou and Pizzi 1993; Pizzi et al. 1997) counteracts well this trend giving panels of exterior performance at pressing times already on the edge of industrially significant pressing times. It is also a confirmation of the already reported (Pizzi and Stephanou 1993, 1994 a,b,c; Stephanou and Pizzi 1993; Pizzi et al. 1997) remarkable effect of the ad- dition of inexpensive esters accelerators, in particular tri- acetin, in accelerating the hardening and pressing of simple phenolic resins, even those as in this case even slower hardening due to the presence of very slow reacting material such as the Chestnut waste black liquor.
Even more interesting are the results of the 60:40 PF/ waste resin in the case of plywood, shown in Table 3. Results with the black liquor-modified PF resin only, do

Table 3. Laboratory plywood results of panels bonded with the experimental PF/waste lignocellulosic black liquor in weight ratio 60/40 Tabelle 3. Ergebnisse an Labor-Sperrholzplatten verleimt mit dem experimentellen Harzgemisch aus PF und Lignocellulose- Ablaube im Gewichtsverhiiltnis 60/40
Test no. 1 2 3
panel thickness (mm) 10 10 10 Plys 5 5 5 Glue spread (g/m2), s.g.l. 250 250 250 filler content (%) 20 20 20 Triacetin accelerator (%/liquid) - - 2.5 Pressing time (minutes) 7 12 7 EN 314 (MPa) 0.0 1.9 2.4
not pass at all the relevant exterior grade European Norm EN 314 when industrially significant pressing times are used and instead need almost double such pressing times to pass the specification of this standard. However, addi- tion of the same amount indicated above (2.5% on liquid) of triacetin accelerator allows not only to pass the relevant EN314 norm with pressing times short enough to be in- dustrially significant, but to pass them so well to give re- sults equivalent to top of the range, considerably more expensive MUF resins o f 50:50 M:U weight ratios (Pres- tifilippo et al. 1996) at comparable pressing times: a re- markable achievement indeed.
In conclusion, the use of a waste chestnut-wood ligno- cellulosic black liquor has been shown to be very useful at industrial level for coreaction with simple, unsophisticated PF resins for the production of water resistant hardboard without any drop of performance, and this under standard industrial conditions. In the case of other panel products which rely on greater proport ions of adhesive, exterior grade plywood of excellent performance, satisfying well the relevant exterior grade specification of the European Norm EN314, and of pressing time comparable to cur- rently industrial PF and MUF resins, is obtained once triacetin ester accelerator is added to the glue-mix. In the case of particleboard the results obtained are encouraging as regards exterior performance, but at pressing times still at the longer acceptable limits for synthetic phenolic res- ins, even when considerably aided by addition to the glue mix of the same accelerator. It must be considered that while the present experiments were carried out for purely practical reasons by using a synthetic phenol-formalde- hyde resin, similar results can be expected, especially for plywood and in particular for particleboard or other similar particle or fiber panels, if a natural phenolic resin of higher reactivity such as a tannin-formaldehyde resin, coupled or not with triacetin accelerator, is used.
References Breitmaier E, Voelter W (1987) Carbon-13 NMR spectroscopy, 3rd edition, VCH, Weinheim Chen C-M (1982) Copolymer resins of bark and agricultural res- idue extracts with phenol and formaldehyde, Forest Prod.J, 32 (11/12): 14-18 Chen C-M (1994) Bonding flakeboards of southern species with copolymer resins of forest and agricultural residue extracts, Ho- lzforschung, 48:517-521 Chen C-M (1995) Gluability of kraft lignin copolymer resins on bonding southern pine plywood, Holzforschung, 49:153-157 Chen C-M (1996) State of the art report: Adhesives from renew- able resources, Holzforschung Holzverwertung, 48 (4): 58-60 Dixon WT (1982) Spinning-side-band-free and spinning-side- band-only NMR spectra in spinning samples, J.Chem.Phys., 77: 18OO-1803 Kulvijk E (1977) Chestnut wood tannin extract as accelerator of phenol-formaldehyde wood adhesives, Adhesives Age, 20(3): 33- 34 Megson NJL (1958) Phenolic resin chemistry, Butterworths, London Pizzi A (1983) Tannin-based wood adhesives, Chapter 4 in Wood Adhesives Chemistry and Technology (A.Pizzi, Ed.), Dekker, New York Pizzi A, Stephanou A (1993) On the chemistry, behaviour and cure acceleration of phenol-formaldehyde resins under very al- kaline conditions, J.AppLPolymer Sci., 49: 2157-216o Pizzi A, Stephanou A (1994a) Phenol-Formaldehyde wood ad- hesives under very alkaline conditions - Part 1: behaviour and proposed mechanism, Holzforschung, 48:35-40 Pizzi A, Stephanou A (1994b) Phenol-Formaldehyde wood ad- hesives under very alkaline conditions - Part 2: Acceleration mechanism and applied results, Holzforschung, 48:15o-156 Pizzi A, Stephanou A (1994c) Completion of alkaline cure ac- celeration of phenol-formaldehyde resins: acceleration by organic anhydrides, J.AppLPolymer Sci., 51:1351-1352 Pizzi A, Garcia R, Wang S (1997) On the networking mechanisms of additives-accelerated phenol-formaldehyde polycondensates, J.Appl.Polymer Sci., 66:255-266 Prestifilippo M, Pizzi A, Norback H, Lavisci P (1996) Low addi- tion of melamine salts for improved UF adhesives water resis- tance, Holz Roh-Werkstoff, 54:393-398 Pu S, Yoshioka M, Tanihara Y, Shiraishi N (1994) Liquefaction of wood in phenol and its application to adhesives, in Adhesive Technology and Tropical Wood Composites (Hse, C.-Y., Ed.), Forest Products Society, Madison, Wisconsin, pp.344-345 Scharfetter H (1976) private communication Sellers Jr. T (1994) Comparison of strandboards made with phenol-formaldehyde resins modified with TVA acid hydrolysis lignin, Forest Prod. J; 44(4): 63-68 Stephanou A, Pizzi A (1993) Rapid-curing lignin-based exterior wood adhesives - Part 2: acceleration mechanism and application to panel products, Holzforschung, 47:5Ol-5O6 DIN 68763. (1984) Spanplatten: Flachpreflplatten fiir das Bauwe- sen. Beuth Verlag. Berlin DIN EN 120. (1984) Spanplatten - Bestimmung des Formaldehyd- Gehalts - Extraktionverfahren genannt Perforatormethode. Beuth Verlag, Berlin European Norm UNI EN 314, pretreatment 5.1.3, Plywood bonding quality (1993)
233