Embed Size (px)
Citation preview
1
Polymer/inorganic nanocomposites:Polymer/inorganic nanocomposites:Opportunities for Opportunities for
food packaging applicationsfood packaging applications
Evangelos ManiasEvangelos ManiasPolymer Nanostructures Lab.Polymer Nanostructures Lab.
Materials Science & Engineering dept.Materials Science & Engineering dept.
Penn State UniversityPenn State University
University Park, PAUniversity Park, PA
IFT Summit – Food PackagingBaltimore, May 2006
Ph.D. students:Ph.D. students:Ken StrawheckerMatt HeideckerTheresa FoleyZhiming WangVikram KuppaGreg HogsheadAlexei KisselevPonusa Songptiya
Financial Support:Financial Support:NIST NSFACS/PRF ONRAir Products UTC/IFC BAYER MatSciCoca-Cola Asahi-Kasei Arrow-BioMedSumitomo Chemicals Mitsubishi
Collaborators:Collaborators:M. Jimenez-Gasco (PSU)T.C. Chung (PSU)J. W. Gilman (NIST)
J. Genzer (NCSU)R. Krishnamoorti (UH)
R.A. Vaia (AFRL)
AcknowledgementsAcknowledgements
http://zeus.plmsc.psu.edu/
100 nm
Postdocs:Postdocs:Hiroyoshi NakajimaJin-Huh YoungS. ChowdhuryGeorge PolyzosLixin WuYang JiangM.Rackaitis
Fuel-Cells:Zijie LuHungoo ChoYungkyu Chang
OutlineOutline
Introduction”nanotechnology”, what is it and why do you care?one example: polymer/clay nanocomposites
Nanocomposite Opportunities in Packagingmechanical propertiespermeability (barrier properties)antifungal activity, flame retardancy, transparency
Concluding RemarksFuture Outlook: A personal Perspective
NanotechnologyNanotechnology
A Definition:When a material or system is reduced in size, at some characteristic size this material or system changes completely in nature. This characteristic size is dictated by the material in question, but is typically1-100 nm.
A couple of (not-so-good) examples:ants can raise small droplets of water as if they are solid objectsa semiconductor below a characteristic length ( λdB ) behaves like an insulator, and if a large voltage is applied it turns into a conductor
(tunneling diodes & quantum-effect transistors)
NanotechnologyNanotechnologywhat can we do with it?what can we do with it?
Problem:Make a device which can hold and transport a liquid, that:-is flexible but non-permeable to gases-can last 100 years, but if disposed can degrade completely in non-toxic products that are fully recyclable
-when torn or scratched it can fix itself on its own-can widen or shrink reversibly as flow-demands change
Solution:Take a bunch of polymers and “glue” them together with water (!!! ??)Examples:Veins and other biological structures in any animal(where the nm-structure is responsible for the properties)
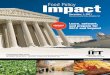
Polymer/Inorganic NanocompositesPolymer/Inorganic Nanocomposites
PolymerizationAnnealing
above softening
temp
Immiscible Intercalated Exfoliated
“in situ” “melt mixing”
2
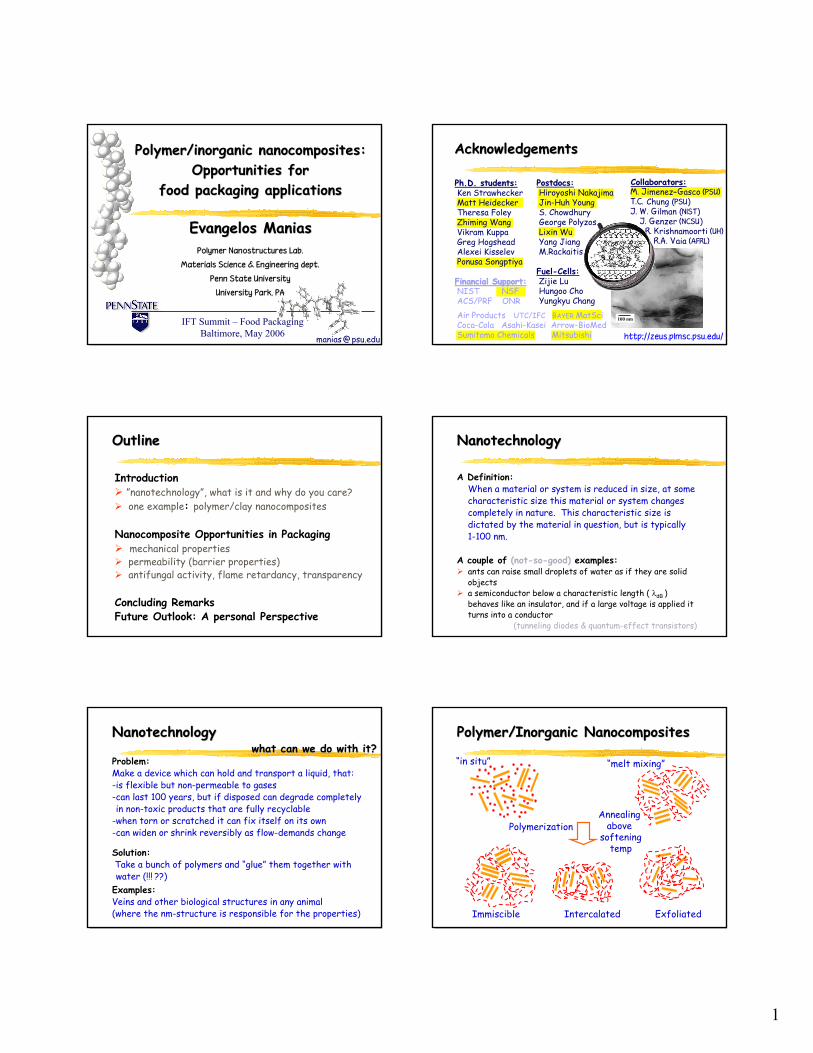
Structure of nanocompositesStructure of nanocomposites
100nm
Intercalated ExfoliatedCourtesy of
R. Vaia /AFRL
Property Enhancements due to nm FillersProperty Enhancements due to nm Fillers
Concurrent Property Changes (cf. the respective pure polymers):improved mechanical propertiesdramatically reduced gas permeabilityincreased thermal stabilityincreased fire resistance
AND Maintainprocessability (extrusion, molding)recyclability, optical clarityflexibility, light weight
Examples of “requests” in food-packaging applications:non-permeable (to gasses/liquids), but flexible and light-weightstiff, but thin and transparentstill cheap (!! in most cases, price determines commercialization)
Achieved with:extremely low filler content (typ. 1-5 wt%)simultaneous and non-trivial improvement in many properties
UBE Nylon 6 Toyota timing belt cover; engine manifold coverNylon 6 Film for packagingNylon 6/66, 12 Fuel system components
BAYER Plastics Nylon 6 Film for meat packaging Nylon 6 coating for paper board juice containerPC/ABS Flame retardant computer and monitor housings
Foster Corp. Nylon 12 nanocomposites used in catheter tubingGM Polyolefin TPO for step on Astro vans to replace talc filled material.
Will be integrated into other parts in near future.Unitika Nylon 6 automotive parts (Mitsubishi engine cover)
EVOH, Polylactic acid (various automotive uses) Wilson Sporting Tennis balls (nanoclay/butyl rubber coating from InMat) Honeywell Nylon 6 for food packagingUS Army MRE food tray (EVOH)Kablewerk Eupen EVA flame retardant cable coatingTNO polyurethane binding system for ceramic moldsMitsubishi Polypropylene nanocomposites for automotive partsTriton Systems Polyurethane bladder for athletic shoe
Polyolefin packaging films for food and pharmaceutical packagingNanocor MXD-6 Nylon for barrier food packaging
Courtesy ofR. Vaia /AFRLOctober 2002
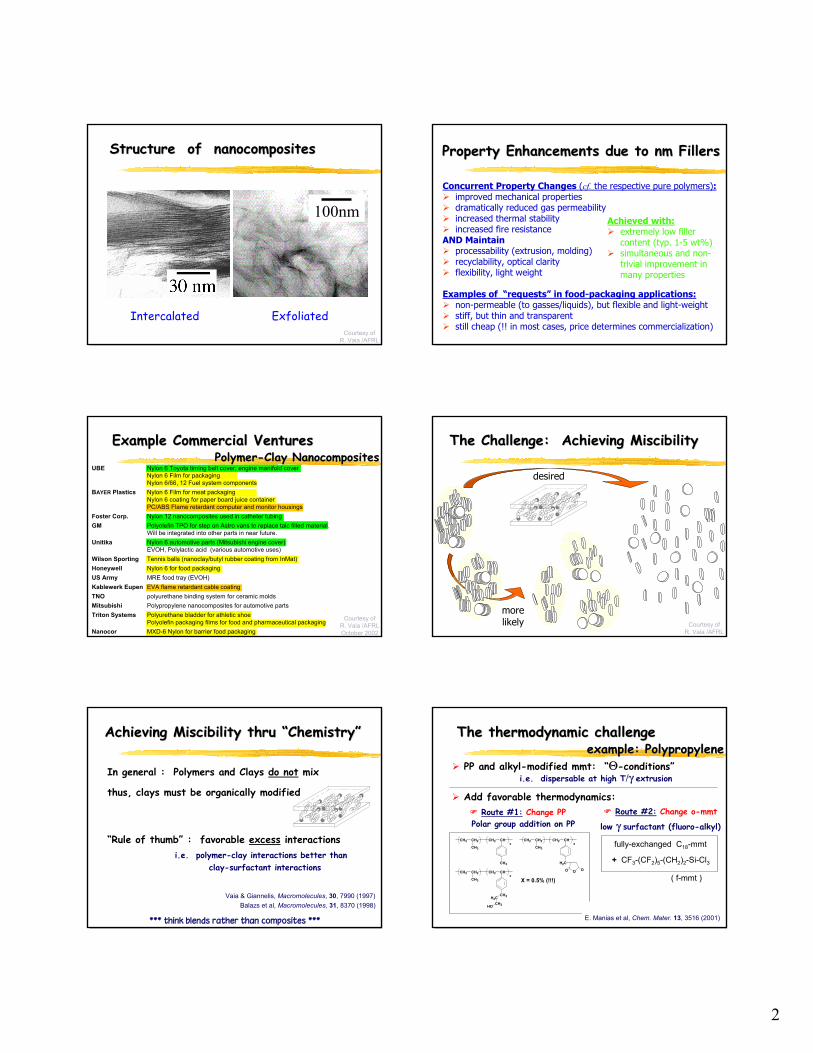
Example Commercial VenturesExample Commercial VenturesPolymerPolymer--Clay NanocompositesClay Nanocomposites
starting particle: agglomerate
• several µm in size (5-20 µm)
• millions of individual plateletsmorelikely
The Challenge: Achieving MiscibilityThe Challenge: Achieving Miscibility
desired
Courtesy ofR. Vaia /AFRL
Achieving Miscibility thru “Chemistry”Achieving Miscibility thru “Chemistry”
In general : Polymers and Clays do not mix
thus, clays must be organically modified
“Rule of thumb” : favorable excess interactionsi.e. polymer-clay interactions better than
clay-surfactant interactions
Vaia & Giannelis, Macromolecules, 30, 7990 (1997)Balazs et al, Macromolecules, 31, 8370 (1998)
*** think blends rather than composites ***
CH2(CH2)16CH3
N +CH2(CH2)16CH3
CH3
CH3
CH2 CH
CH3N
PP alkyl-ammonium surfactant
Add favorable thermodynamics:
PP and alkyl-modified mmt: “Θ-conditions” i.e. dispersable at high T/γ extrusion
fully-exchanged C18-mmt
+ CF3-(CF2)5-(CH2)2-Si-Cl3
( f-mmt )
Route #2: Change o-mmt
low γ surfactant (fluoro-alkyl)CH2 CH2 CH2 CH
CH3
xCH3
CH2 CH2 CH2 CH
H2C
xCH3
OO OCH2 CH2 CH2 CH
CH2
xCH3
H2CCH2HO
X = 0.5% (!!!)
Route #1: Change PPPolar group addition on PP
E. Manias et al, Chem. Mater. 13, 3516 (2001)
The thermodynamic challengeThe thermodynamic challengeexample: Polypropyleneexample: Polypropylene
3
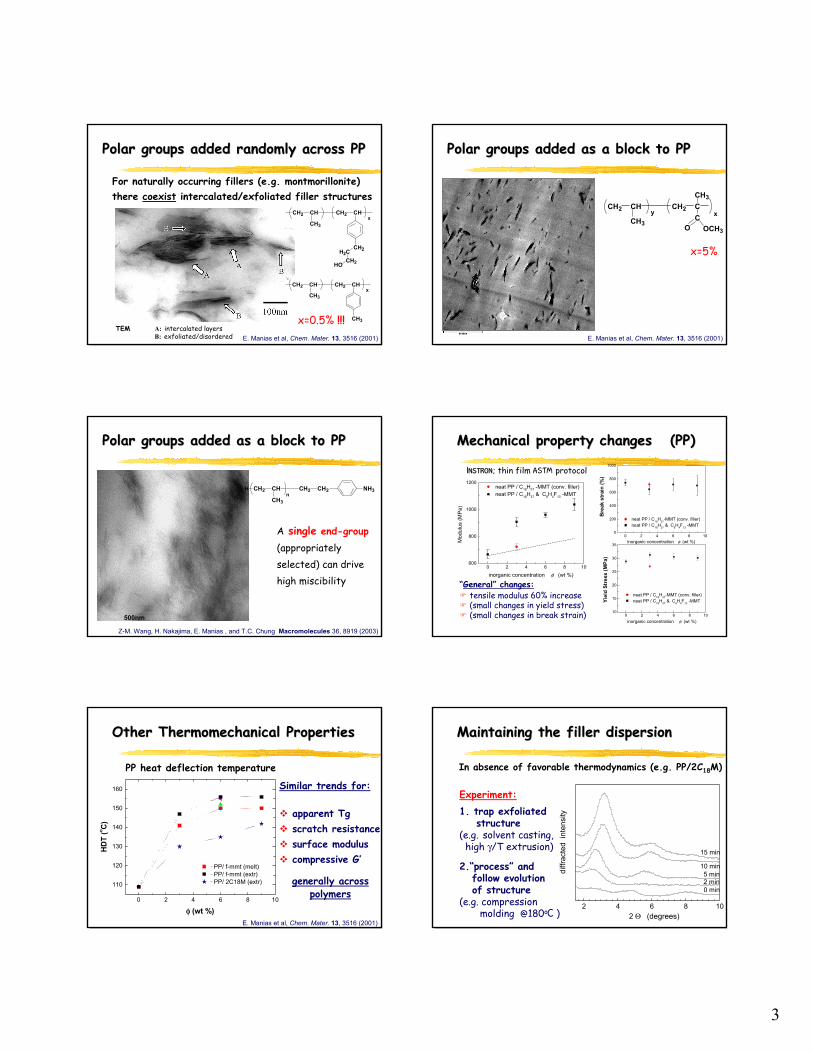
For naturally occurring fillers (e.g. montmorillonite)there coexist intercalated/exfoliated filler structures
TEM A: intercalated layersB: exfoliated/disordered
x=0.5% !!!
Polar groups added randomly across PPPolar groups added randomly across PP
CH2 CH CH2 CH
CH2
xCH3
H2CCH2HO
CH2 CH CH2 CH
CH3
xCH3
E. Manias et al, Chem. Mater. 13, 3516 (2001)
x=5%
Polar groups added as a block to PPPolar groups added as a block to PP
E. Manias et al, Chem. Mater. 13, 3516 (2001)
CH2 CH CH2 Cx
CH3
CH3
CO OCH3
y
Polar groups added as a block to PPPolar groups added as a block to PP
A single end-group(appropriately selected) can drive high miscibility
Z-M. Wang, H. Nakajima, E. Manias , and T.C. Chung Macromolecules 36, 8919 (2003)
500nm
H CH2 CH CH2 CH2 NH3
CH3n
Mechanical property changes (PP)Mechanical property changes (PP)
0 2 4 6 8 10600
800
1000
1200neat PP / C18H37 -MMT (conv. filler)neat PP / C18H37 & C8H4F13 -MMT
Mod
ulus
(MPa
)
inorganic concentration φ (wt %)
INSTRON; thin film ASTM protocol
0 2 4 6 8 100
200
400
600
800
1000
neat PP / C18
H37
-MMT (conv. filler)neat PP / C18H37 & C8H4F13 -MMT
Bre
ak s
trai
n (%
)
inorganic concentration φ (wt %)
0 2 4 6 8 1010
15
20
25
30
35
neat PP / C18H37-MMT (conv. filler)neat PP / C18H37 & C8H4F13 -MMTYi
eld
Stre
ss (M
Pa)
inorganic concentration φ (wt %)
“General” changes:tensile modulus 60% increase (small changes in yield stress)(small changes in break strain)
Other Thermomechanical PropertiesOther Thermomechanical Properties
0 2 4 6 8 10
110
120
130
140
150
160
PP/ f-mmt (melt) PP/ f-mmt (extr) PP/ 2C18M (extr)
HD
T (o C
)
φ (wt %)E. Manias et al, Chem. Mater. 13, 3516 (2001)
PP heat deflection temperature
Similar trends for:
apparent Tgscratch resistancesurface moduluscompressive G’
generally across polymers
Maintaining the filler dispersionMaintaining the filler dispersion
2 4 6 8 10
15 min
10 min5 min2 min0 min
diffr
acte
d in
tens
ity
2 Θ (degrees)
In absence of favorable thermodynamics (e.g. PP/2C18M)
Experiment:1. trap exfoliated
structure(e.g. solvent casting,
high γ/T extrusion)
2.“process” and follow evolutionof structure
(e.g. compressionmolding @180oC )
4
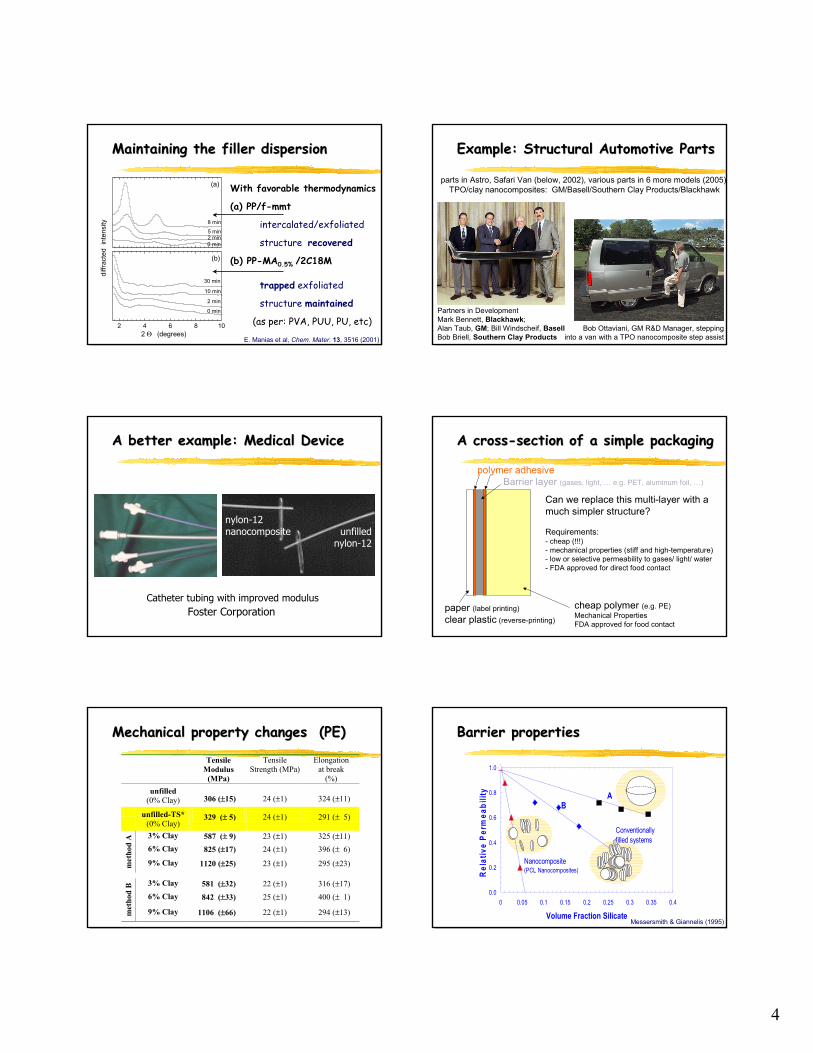
Maintaining the filler dispersionMaintaining the filler dispersion
2 4 6 8 10
(b)
30 min
10 min
2 min
0 min
2 Θ (degrees)
diffr
acte
d in
tens
ity
(a)
8 min
5 min2 min0 min
With favorable thermodynamics
(a) PP/f-mmt
intercalated/exfoliated
structure recovered
(b) PP-MA0.5% /2C18M
trapped exfoliated
structure maintained
(as per: PVA, PUU, PU, etc)
E. Manias et al, Chem. Mater. 13, 3516 (2001)
Example: Structural Automotive PartsExample: Structural Automotive Parts
Bob Ottaviani, GM R&D Manager, steppinginto a van with a TPO nanocomposite step assist
parts in Astro, Safari Van (below, 2002), various parts in 6 more models (2005)TPO/clay nanocomposites: GM/Basell/Southern Clay Products/Blackhawk
Partners in DevelopmentMark Bennett, Blackhawk;Alan Taub, GM; Bill Windscheif, BasellBob Briell, Southern Clay Products
A better example: Medical DeviceA better example: Medical Device
Catheter tubing with improved modulus
nylon-12nanocomposite unfilled
nylon-12
Foster Corporation
A crossA cross--section of a simple packaging section of a simple packaging
paper (label printing)clear plastic (reverse-printing)
polymer adhesiveBarrier layer (gases, light, … e.g. PET, aluminum foil, …)
cheap polymer (e.g. PE)Mechanical PropertiesFDA approved for food contact
Can we replace this multi-layer with a much simpler structure?
Requirements:- cheap (!!!)- mechanical properties (stiff and high-temperature)- low or selective permeability to gases/ light/ water- FDA approved for direct food contact
Tensile Modulus
(MPa)
Tensile Strength (MPa)
Elongation at break
(%) unfilled
(0% Clay)
306 (±15)
24 (±1)
324 (±11) unfilled-TS*
(0% Clay)
329 (± 5)
24 (±1)
291 (± 5)
3% Clay 587 (± 9) 23 (±1) 325 (±11) 6% Clay 825 (±17) 24 (±1) 396 (± 6)
met
hod
A
9% Clay 1120 (±25) 23 (±1) 295 (±23)
3% Clay 581 (±32) 22 (±1) 316 (±17) 6% Clay 842 (±33) 25 (±1) 400 (± 1)
met
hod
B
9% Clay 1106 (±66) 22 (±1) 294 (±13)
Mechanical property changes (PE)Mechanical property changes (PE) Barrier propertiesBarrier properties
0.0
0.2
0.4
0.6
0.8
1.0
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Volume Fraction Silicate
Rel
ativ
e Pe
rmea
bilit
y
Nanocomposite(PCL Nanocomposites)
Conventionally filled systems
AB
Messersmith & Giannelis (1995)
5
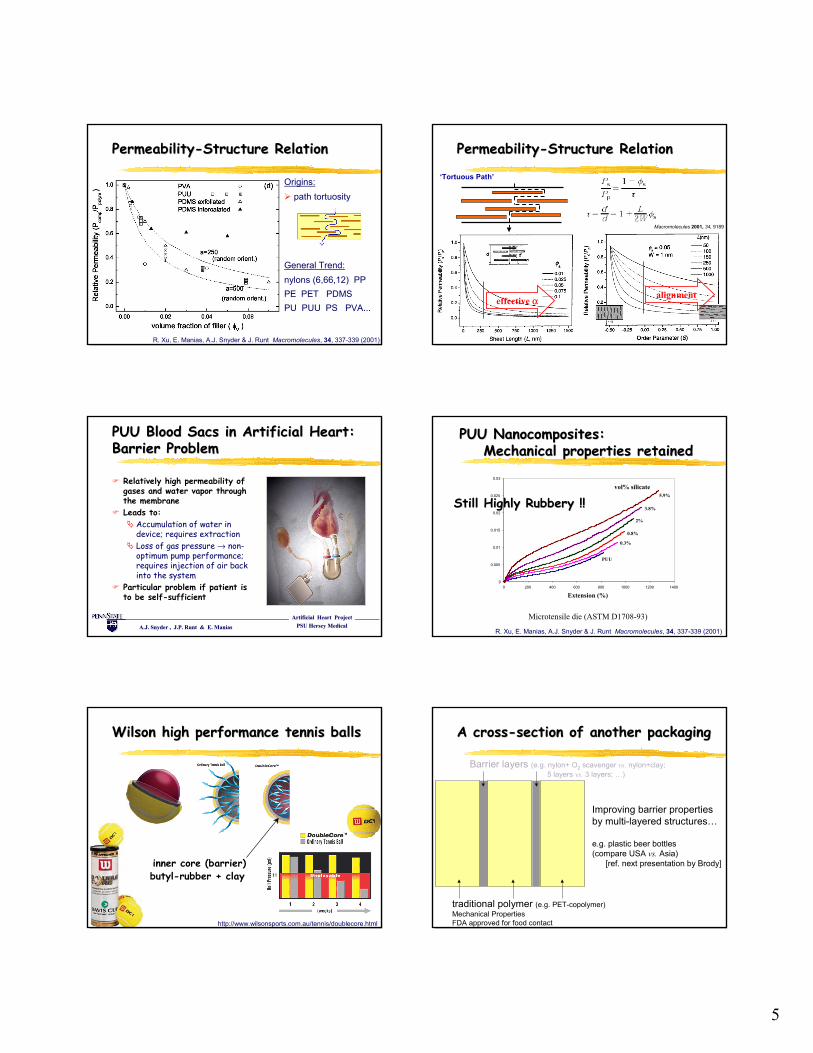
PermeabilityPermeability--Structure RelationStructure Relation
R. Xu, E. Manias, A.J. Snyder & J. Runt Macromolecules, 34, 337-339 (2001)
Origins:path tortuosity
General Trend:nylons (6,66,12) PP PE PET PDMS PU PUU PS PVA...
‘Tortuous Path’
Macromolecules 2001, 34, 9189
effective α alignment
PermeabilityPermeability--Structure RelationStructure Relation
PUU Blood Sacs in Artificial Heart: PUU Blood Sacs in Artificial Heart: Barrier ProblemBarrier Problem
Relatively high permeability of gases and water vapor through the membraneLeads to:
Accumulation of water in device; requires extractionLoss of gas pressure → non-optimum pump performance; requires injection of air back into the system
Particular problem if patient is to be self-sufficient
Artificial Heart ProjectArtificial Heart ProjectPSU PSU HerseyHersey MedicalMedicalA.J. Snyder , J.P. Runt & E. ManiasA.J. Snyder , J.P. Runt & E. Manias
0
0.005
0.01
0.015
0.02
0.025
0.03
0 200 400 600 800 1000 1200 1400
Extension (%)
PUU
0.3%
0.8%
2%
3.8%
5.9%vol% silicate
Microtensile die (ASTM D1708-93)
PUU Nanocomposites:PUU Nanocomposites:Mechanical properties retainedMechanical properties retained
R. Xu, E. Manias, A.J. Snyder & J. Runt Macromolecules, 34, 337-339 (2001)
Still Highly Rubbery !!Still Highly Rubbery !!
Wilson high performance tennis ballsWilson high performance tennis balls
inner core (barrier)butyl-rubber + clay
http://www.wilsonsports.com.au/tennis/doublecore.html
A crossA cross--section of another packaging section of another packaging
Barrier layers (e.g. nylon+ O2 scavenger vs. nylon+clay; 5 layers vs. 3 layers; …)
traditional polymer (e.g. PET-copolymer)Mechanical PropertiesFDA approved for food contact
Improving barrier propertiesby multi-layered structures…
e.g. plastic beer bottles (compare USA vs. Asia)
[ref. next presentation by Brody]
6
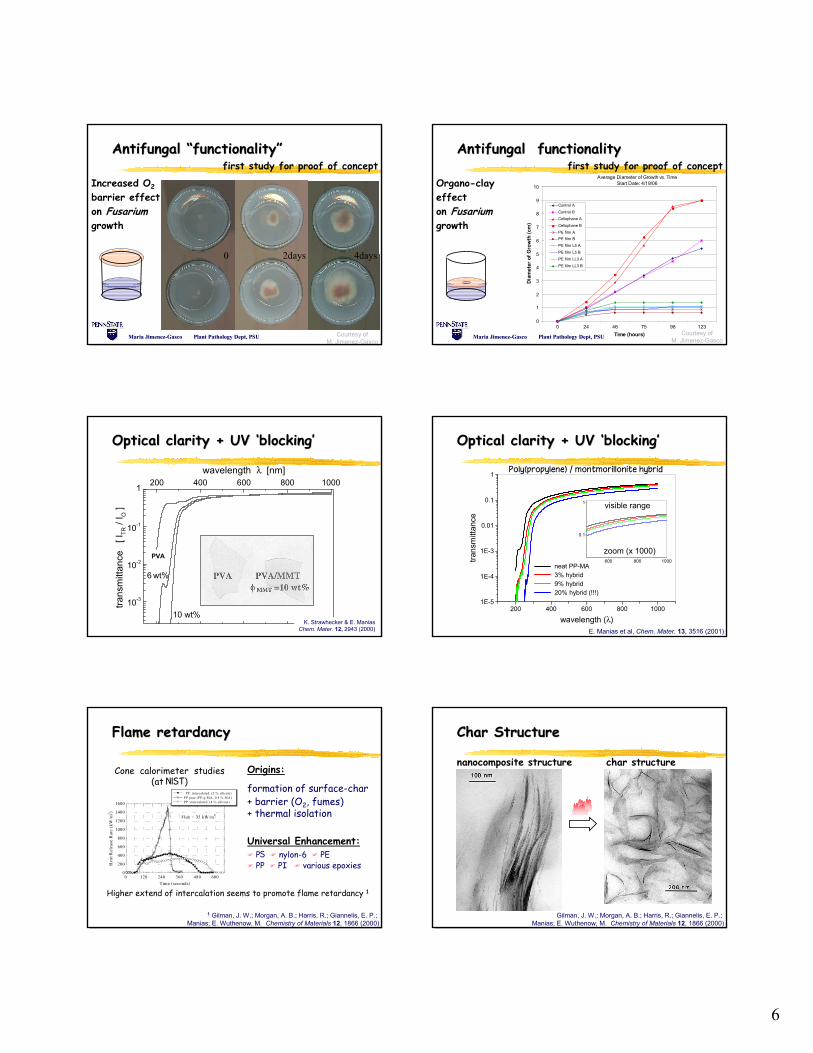
Antifungal “functionality”Antifungal “functionality”
Maria JimenezMaria Jimenez--Gasco Gasco Plant Pathology Dept, PSUPlant Pathology Dept, PSU
0 2days 4days
Increased O2
barrier effecton Fusariumgrowth
first study for proof of concept
Courtesy ofM. Jimenez-Gasco
Antifungal Antifungal “functionalityfunctionalityfirst study for proof of concept
Maria JimenezMaria Jimenez--Gasco Gasco Plant Pathology Dept, PSUPlant Pathology Dept, PSU
Organo-clayeffecton Fusariumgrowth
Average Diameter of Growth vs. TimeStart Date: 4/19/06
0
1
2
3
4
5
6
7
8
9
10
0 24 46 75 98 123Time (hours)
Dia
met
er o
f Gro
wth
(cm
)
Control A
Control B
Cellophane A
Cellophane B
PE film APE film B
PE film L5 A
PE film L5 B
PE film LL3 A
PE film LL3 B
Courtesy ofM. Jimenez-Gasco
Optical clarity + UV ‘blocking’Optical clarity + UV ‘blocking’
10-3
10-2
10-1
1 200 400 600 800 1000wavelength λ [nm]
10 wt%
6 wt%
PVA
trans
mitt
ance
[ I
TR /
I O ]
K. Strawhecker & E. ManiasChem. Mater. 12, 2943 (2000)
200 400 600 800 10001E-5
1E-4
1E-3
0.01
0.1
1
zoom (x 1000)
visible range
trans
mitt
ance
neat PP-MA 3% hybrid 9% hybrid 20% hybrid (!!!)
wavelength (λ)
600 800 1000
0.1
1
Poly(propylene) / montmorillonite hybrid
E. Manias et al, Chem. Mater. 13, 3516 (2001)
Optical clarity + UV ‘blocking’Optical clarity + UV ‘blocking’
Flame retardancyFlame retardancy
0
200
400
600
800
1000
1200
1400
1600
0 120 240 360 480 600
PP intercalated (2 % silicate) PP pure (PP-g-MA, 0.4 % MA)PP intercalated (4 % silicate)
Hea
t Rel
ease
Rat
e (k
W/m
2 )
Time (seconds)
Flux = 35 kW/m2
Cone calorimeter studies(at NIST)
1 Gilman, J. W.; Morgan, A. B.; Harris, R.; Giannelis, E. P.; Manias; E. Wuthenow, M. Chemistry of Materials 12, 1866 (2000)
Higher extend of intercalation seems to promote flame retardancy 1
Universal Enhancement:PS nylon-6 PEPP PI various epoxies
Origins:
formation of surface-char+ barrier (O2, fumes)+ thermal isolation
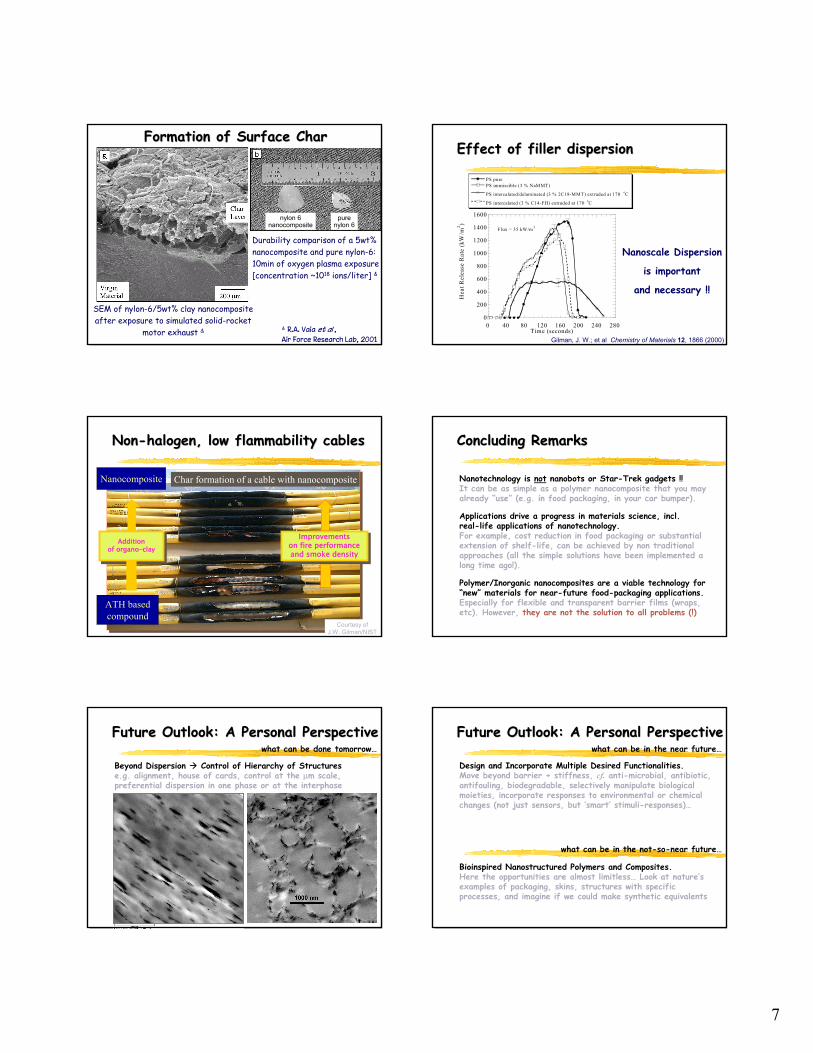
Char StructureChar Structure
nanocomposite structure char structure
Gilman, J. W.; Morgan, A. B.; Harris, R.; Giannelis, E. P.; Manias; E. Wuthenow, M. Chemistry of Materials 12, 1866 (2000)
7
Durability comparison of a 5wt% nanocomposite and pure nylon-6: 10min of oxygen plasma exposure [concentration ~1018 ions/liter] &
SEM of nylon-6/5wt% clay nanocomposite after exposure to simulated solid-rocket
motor exhaust & & R.A. Vaia et al ,Air Force Research Lab, 2001
nylon 6nanocomposite
purenylon 6
Formation of Surface CharFormation of Surface CharEffect of filler dispersionEffect of filler dispersion
Flux = 35 kW/m 2
0
200
400
600
800
1000
1200
1400
1600
0 40 80 120 160 200 240 280
PS purePS immiscible (3 % NaMMT)
PS intercalated/delaminated (3 % 2C18-MMT) extruded at 170 oC
PS intercalated (3 % C14-FH) extruded at 170 oC
Hea
t Rel
ease
Rat
e (k
W/m
2 )
Time (seconds)Gilman, J. W.; et al Chemistry of Materials 12, 1866 (2000)
Nanoscale Dispersion
is important
and necessary !!
NonNon--halogen, low flammability cableshalogen, low flammability cables
ATH basedcompound
Nanocomposite
Additionof organo-clay
Additionof organo-clay
Improvementson fire performanceand smoke density
Improvementson fire performanceand smoke density
Char formation of a cable with nanocomposite
Courtesy ofJ.W. Gilman/NIST
Concluding RemarksConcluding Remarks
Nanotechnology is not nanobots or Star-Trek gadgets !!It can be as simple as a polymer nanocomposite that you may already “use” (e.g. in food packaging, in your car bumper).
Applications drive a progress in materials science, incl. real-life applications of nanotechnology.For example, cost reduction in food packaging or substantial extension of shelf-life, can be achieved by non traditional approaches (all the simple solutions have been implemented a long time ago!).
Polymer/Inorganic nanocomposites are a viable technology for “new” materials for near-future food-packaging applications.Especially for flexible and transparent barrier films (wraps, etc). However, they are not the solution to all problems (!)
Future Outlook: A Personal Perspective Future Outlook: A Personal Perspective
Beyond Dispersion Control of Hierarchy of Structurese.g. alignment, house of cards, control at the µm scale, preferential dispersion in one phase or at the interphase
what can be done tomorrow…
Design and Incorporate Multiple Desired Functionalities.Move beyond barrier + stiffness, cf. anti-microbial, antibiotic, antifouling, biodegradable, selectively manipulate biological moieties, incorporate responses to environmental or chemical changes (not just sensors, but ‘smart’ stimuli-responses)…
Bioinspired Nanostructured Polymers and Composites.Here the opportunities are almost limitless… Look at nature’s examples of packaging, skins, structures with specific processes, and imagine if we could make synthetic equivalents
what can be in the near future…
what can be in the not-so-near future…
Future Outlook: A Personal Perspective Future Outlook: A Personal Perspective
8
AcknowledgementsAcknowledgements
PE, PP/clay: H. Nakajima, L. Wu, J.Y. Huh, G. Polyzos
f-PP synthesis: Z. Wang, T.C. Chung*
PUU/clay: R. Xu, J.P. Runt*, A.J. Snyder
PVA/clay: K. Strawhecker
PC,PET/clay: M. Heidecker
Fungal growth: M. Jimenez-Gasco*, P. Songptiya, N. Khetarpal&
Flammability: J.W. Gilman* (NIST), C.A. Wilkie* (Marq.U)
Acknowledge: R.A. Vaia* (AFRL)
*co-PI / collaborator & under-graduate student