Embed Size (px)
Citation preview

HSC Chemistry Notes
Module 4 – Industrial Chemistry – Option
Construct word and balanced formulae equations of chemical reactions as they are
encountered in this module:
- The Equilibrium Constant:
o For the basic reversible reaction, depicted as:
aA + bB cC + dD;
- Uses of Sulfuric Acid:
o Fertiliser Production:
Creating ammonium sulfate:
sulfuric acid + ammonia ammonium sulfate
H2SO4 (aq) + 2NH3 (aq) (NH4)2SO4 (aq)
o Dehydrating Agent:
Dehydration of ethanol:
ethanol ethylene + water
C2H5OH (l) C2H4 (g) + H2O (l)
Dehydration of sucrose:
sucrose carbon + water
C12H22O11 (s) 12C (s) + 11H2O (l)
o Oxidising Agent:
The oxidation of copper into copper ions:
FULL: Cu (s) + 2H2SO4 (aq) CuSO4 (aq) + SO2 (g) + 2H2O (l)
Oxidation: Cu (s) Cu2+ (aq) + 2e−
Reduction: H2SO4 (aq) + 2H+ (aq) + 2e− SO2 (g) + 2H2O (l)
- Sulfuric Acid Ionisation:
o Step ONE: H2SO4 (l) + H2O (l) HSO4−
(aq) + H3O (aq) ΔH = -90 kJ/mol
o Step TWO: HSO4−
(aq) + H2O (l) SO42−
(aq) + H3O (aq)
- Production of Sulfuric Acid (Contact Process):
o Sulfur Dioxide Production:
sulfur + oxygen sulfur dioxide
S (l) + O2 (g) SO2 (g)
o Sulfur Trioxide Conversion:
sulfur dioxide + oxygen sulfur trioxide
2SO2 (g) + O2 (g) 2SO3 (g)
o Oleum Absorption:
sulfur trioxide + sulfuric acid oleum
SO3 (g) + H2SO4 (l) H2S2O7 (l)
o Oleum Dilution:
oleum + water sulfuric acid
H2S2O7 (l) + H2O (l) 2H2SO4 (l)
- Electrolysis of Sodium Chloride:
o Molten NaCl:
Overall reaction:
2NaCl (l) 2Na (l) + Cl2 (g)
Half-equations:
2Cl− (l) Cl2 (g) + 2e−
Na+ (l) + e− Na (s)
o Concentrated NaCl:
Half-equations:
2Cl− (aq) Cl2 (g) + 2e−
2H2O (l) + 2e− H2 (g) + 2OH− (aq)
o Dilute NaCl:
Half-equations:
2H2O (l) O2 (g) + 4H+ (aq) + 4e−
2H2O (l) + 2e− H2 (g) + 2OH− (aq)
o Overall reaction:
a2H2O (l) 2H2 (g) + O2 (g)
- Production of Sodium Hydroxide:
o Mercury Cell:
Electrolytic half-equations:
ANODE (titanium): 2Cl− (aq) Cl2 (g) + 2e−
CATHODE (mercury) : Na+ (aq) + e− Na (Hg)
Hydrolysis of sodium:
sodium + water sodium hydroxide + hydrogen
2Na (s) + 2H2O (l) 2NaOH (aq) + H2 (g)
o Diaphragm Cell:
Electrolytic half-equations:
ANODE (carbon): 2Cl− (aq) Cl2 (g) + 2e−
CATHODE (steel) : 2H2O (aq) + 2e− 2OH− (aq) + H2 (g)
o Membrane Cell:
Electrolytic half-equations:
ANODE (titanium): 2Cl− (aq) Cl2 (g) + 2e−
CATHODE (nickel) : 2H2O (aq) + 2e− 2OH− (aq) + H2 (g)
- Solvay Process:
o Brine Purification:
Ca2+ (aq) + CO3
2- (aq) CaCO3 (s)
Mg2+ (aq) + OH-
(aq) Mg(OH)2 (s)
o Carbon Dioxide Formation:
CaCO3 (s) CO2 (g) + CaO (s)
o Hydrogen Carbonate Formation:
Carbonic acid formation:
CO2 (g) + H2O (l) H2CO3 (aq)
Ammonia saturation:
H2CO3 (aq) + NH3 (aq) HCO3ˉ (aq) + NH4
+ (aq)
Overall:
CO2 (g) + NH3 (aq) + H2O (l) HCO3ˉ (aq) + NH4+
(aq)
NaCl (aq) + CO2 (g) + NH3 (aq) + H2O (l) NaHCO3 (s) + NH4Cl (aq)

o Sodium Carbonate Formation:
Thermal decomposition:
NaHCO3 (s) NaCO3 (s) + CO2 (g)
o Ammonia Recovery:
Lime-slaking
CaO (s) + H2O (l) Ca(OH)2 (aq)
Ammonia recovery:
NH4Cl (aq) + Ca(OH)2 (aq) CaCl2 (aq) + NH3 (aq) + H2O (l)
o Overall Solvay Process:
2NaCl (aq) + CaCO3 (s) Na2CO3 (s) + CaCl2 (aq)
- Practicals
o Quantitative Analysis of Equilibrium:
Cobalt complex-ion equilibrium:
Co(H2O)62+
(aq) + 4Cl־(aq) CoCl42־(aq) + 6H2O (l) ∆H < 0
(PINK) (BLUE)
1. Industrial chemistry processes have enabled scientists to develop replacements for
natural products
Discuss the issues associated with shrinking world resources with regard to one
identified natural product that is not a fossil fuel, identifying the replacement
materials used and/or current research in place to find a replacement for the named
material (Refer to Chem Jac 2 Pages 360-363 & Reference Notes For More Case Studies)
Identify data, gather and process information to identify and discuss the issues
associated with the increased need for a natural resource that is not a fossil fuel and
evaluate the progress currently being made to solve the problems identified
Case Study – Fertilisers
- Natural Fertilisers
o Plants obtain their nitrogen from the soil by absorbing dissolved ammonium and
nitrate ions through their roots (this nitrogen passes through the food chain)
Thousands of years ago, farmers realised that crops could not be grown on the
same soil year after year unless the soil was fertilised to restore the
nutrients absorbed by plants
o Natural fertilisers were developed, but by the 20th century, the shrinking availability
of such resources could not meet the increasing demand for fertilisers to
increase food production, for a growing world population
Guano – Organic fertiliser, rich in nitrates and phosphates, used prevalently in
during 18th century
Made up of sunbaked bird droppings built up over thousands of
years on hot, dry Islands
Islands off the Peruvian Coast were major sources of bird guano, and
could also be derived from bat droppings that built up on floors of
caves and caverns, such as in southern USA.
Guano mined extensively and by the 1870s, the deposits became
largely depleted, meaning new sources had to be developed
Saltpetre – Powdered natural mineral, sodium nitrate
The nitrate (saltpetre) deposits of northern Chile became prevalent
sources of natural fertilisers after depletion of Guano
Became replaced by synthetic fertilisers in the 20th century, due to
growing demand for fertilisers to support growing populations
REFER TO PAGE 160 & 326 FOR EXEMPLAR ANSWER (+QUESTION)

- Synthetic Fertilisers
o Ammonium Nitrate
Between 1905-1914, Fritz Haber developed the Haber process for the
synthesis of ammonia (produced ammonia from nitrogen and hydrogen)
3H2 (g) + N2 (g) 2NH3 (g)
This ammonia could be oxidised to produce nitric acid (Ostwald process
developed to produce ammonia from nitric acid). When ammonia reacts with
nitric acid, a salt called ammonium nitrate is produced.
NH3 (aq) + HNO3 (aq) NH4NO3 (aq)
o Ammonium Sulfate
The ammonia could also react with sulfuric acid (Contact process developed to
produce sulfuric acid), to produce ammonium sulfate
2NH3 (aq) + H2SO4 (aq) (NH4)2SO4 (aq)
Both of these salts are excellent synthetic fertilisers
o Today, the above processes (Haber, Ostwald, Contact) are essential in producing
synthetic fertilisers adequately, on a large scale to meet the demands of the
world’s growing population
o Without synthetic fertilisers, the world could not maintain the intensive farming
practices required to produce sufficient food to sustain the large and growing world
population.
Issues associated with shrinking natural
fertiliser deposits
Evaluation of progress made to address
these issues
- Without fertiliser, soils become unable to support crop growth and thus a country’s ability to feed its population is threatened, and the possibility of famine exists. - Dwindling natural reserves of essential
materials can cause conflict between resource rich and -poor nations
- This is being addressed by the industrial production of fertiliser, such as ammonium sulfate and ammonium nitrate. NH3 (aq) + HNO3 (aq) NH4NO3 (aq)
2NH3 (aq) + H2SO4 (aq) (NH4)2SO4 (aq)
- This is an efficient way of helping to minimise famine and resource-based conflict. However it
is essential that poorer nations can afford to purchase fertiliser, and more work needs to be done on its fair distribution using foreign aid and grants
- Increased reliance on natural fertilisers puts pressure on ecosystems (e.g. mining operations to obtain fertilisers can destroy habitats and release atmospheric pollutants such
as CO2).
- Environmental Impact Analyses are used to predict the effect of mining on ecosystems, and develop strategies for rehabilitating affected areas when mining has ceased. They can be
very successful in reducing the impact of mining pollution, but are not as effective in minimising habitat loss
- Increased fertiliser production requires increased industrial activity, which consumes more fuel, releasing more pollutants
- Progress to reduce emissions of atmospheric pollutants (e.g. CO2) has been mixed. - Some countries have committed to the Kyoto
Protocol – An international treaty which commits its involved parties to reduce greenhouse gas emissions, by setting internationally binding emission reduction targets - Governments have put incentives in place
for companies to minimise CO2 emissions. There is ongoing research in all developed countries into alternative energy sources, however progress has not been rapid enough and more work needs to be done to minimise the extent and effects of global warming.

2. Many industrial processes involve manipulation of equilibrium reactions
Explain the effect of changing the following factors on identified equilibrium
reactions
o Pressure
o Volume
o Concentration
o Temperature
- Features of a Chemical Equilibrium
o Chemical equilibria are dynamic and involve reversible reactions
o Chemical equilibrium is achieved when the rate of the forward reactions equals
the rate of reverse reaction
Continual microscopic change occurs between reactants and products
o The concentrations of reactants and products are constant once equilibrium is
achieved. (NOT necessarily equal)
o Chemical equilibrium can only be achieved in a closed system (no matter or energy
can enter or leave the system)
o The position of an equilibrium describes the relative proportions of reactants and
products at equilibrium. When products dominate, the equilibrium lies to the right and
when reactants dominate, the equilibrium lies to the left
o Macroscopic properties (e.g. state, colour, temperature and pressure) will stay
constant when a system is at equilibrium
Changes in pressure, volume, temperature, concentration can alter the
position of an equilibrium
o Le Chatelier’s principle can be used to predict the response of an equilibrium
system to a change in pressure, volume, concentration or temperature
- Pressure & Volume
o Pressure and volume are related; decreasing pressure means increasing volume and
vice versa
Pressure changes only affect gaseous equilibrium systems
Volume changes not only affects gaseous systems but also ionic equilibria
o Gaseous Systems
Increase P - Equilibrium will favour the side that reduces pressure, that is,
creates less moles; thus opposing the change. One way pressure is increased
is by reducing the volume.
Decrease P- Equilibrium will favour the side that increases pressure, that is,
produces more moles; thus opposing the change. One way of pressure is
decreased by increasing the volume.
E.g. N2O4 (g) 2NO2 (g)
(1 mole) (2 moles)
o If the TOTAL pressure is increased, the equilibrium will shift to the left, to
decrease pressure, as there are less moles produce on the left.
o If the TOTAL pressure is decreased, the equilibrium will shift to the right,
to increase the pressure, as more moles are produced on the right.
o Ionic Equilibria
Many chemical reactions occur when chemical species are in solution
If volume of solvent is increased or decreased, the concentration of
dissolved particles will change and this will cause a shift in the equilibrium
- Concentration
o Increase – Equilibrium will shift towards the opposite side of the equation; this
opposes the change, as it reduces the concentration of the species by producing more
products on the opposite side.
o Decrease – Equilibrium will shift towards the same side of the equation the species is
on; this opposes the change, as it increases the concentration of the species by the
opposite reaction.
- Temperature
o Exothermic Reaction: A + B C + D + Heat (Consider heat as a product)
Increase – Equilibrium will shift to the left, to counteract the change by using
up excess heat on the product side, thus cooling the system.
Decrease - the equilibrium will shift to the right, as the forward reaction is
exothermic, and will heat the system to counteract the initial cooling
o Endothermic Reaction: A + B + Heat C + D
Increase – Equilibrium will shift to the right in order to use up excess heat
and cool the system
Decrease – Equilibrium will shift to the left as the reverse reaction is
exothermic, so as to heat the system to oppose the cooling
E.g. I2 (aq) + I-(aq) I3
-(aq)
o If volume of water is increased, there is a decrease in the concentration of
all species, so equilibrium shifts left to increase concentration of dissolved
ions.
o If volume of water is decreased (e.g. via evaporation), the concentration of
all species increases, so equilibrium shifts right to minimise the total amount
of dissolved ions in the system.
E.g. AgCl(s) Ag+(aq) + Cl-(aq)
o If H2S gas is bubbled through the above solution, it reacts with the silver ions to
produce Ag2S
o This reduces [Ag+] so equilibrium shifts to the right to dissolve more AgCl and
form more silver ions
E.g. CaCO3 (s) CaO (s) + CO2 (g) ΔH = 178 kJ/mol
1. If the temperature is INCREASED, the forward reaction will increase,
with equilibrium lying more on the right, as the endothermic forward
cooling opposes the imposed heating.
2. If the temperature is DECREASED, the reverse reaction will increase,
with equilibrium lying more on the left, as the exothermic reverse
heating opposes the imposed cooling.

Interpret the equilibrium constant expression (no units required) from the chemical
equation of equilibrium reaction
- Definition: K is the ratio of the product of the concentrations of the products to the product of
the concentration of the reactants, with each concentration value raised to the power of the
mole ratio of that substance present in a stoichiometric mixture at equilibrium
- For any reversible reaction, at its point of equilibrium, we can calculate a constant
o This constant is called the equilibrium constant (K)
- For any general equilibrium involving a moles of reactant A, b moles of reactant B, forming c
moles of product C and d moles of product D, the equilibrium equation is:
o aA + bB cC + dD
- When this reaction reaches equilibrium, the equilibrium constant is defined as:
- Rules for Chemical Equilibrium:
o The equilibrium constant is given as a number only (no units)
o The equilibrium constant (K) is only measured at constant temperature
o The position of a heterogeneous equilibrium does not depend on the amount
of pure solids or liquids present. If pure solid and liquid are involved in the
chemical reaction, their concentrations are ignored in the equilibrium expression. This
is because the concentrations for pure solids and liquids (not solutions) cannot
change.
o Water in a reaction occurring in dilute aqueous solution is omitted from the
equilibrium expression:
- The values of the equilibrium constant is used to give a quantitative indication of the
extent of the equilibrium: o If K is neither small nor large ( ~10 to 0.1) indicates that the equilibrium does not
lie strongly to the left or the right
o If K is large (>104) then equilibrium lies to the right; strongly favours the products
o If K is small (<10-4) then equilibrium lies to the left; strongly favours the reactants
- The Reaction Quotient (Q)
o Consider a hypothetical example of a gaseous reaction equilibrium:
o The system is initially at equilibrium and more W is added at constant temp.
o What effect would such a change (in concentration for example) have on the
equilibrium? We must first calculate the equilibrium constant for this reaction:

o Next, we must evaluate how this expression has changed on the addition of more W.
This calculation involves determining the reaction quotient, Q, which has the same
form as equilibrium constant expression but new values for new concentrations
o We can see that the reaction quotient is less than the equilibrium constant
This indicates that the system is no longer at equilibrium
To achieve equilibrium again (where Q = K), the system must respond by
shifting to the right to increase the reaction quotient
o The below table shows the final concentrations once the new equilibrium has
been reached and we can check that these new concentrations are at equilibrium by
evaluating the reaction quotient (Q=K)
Process and present information from secondary sources to calculate K from
equilibrium conditions (DO PRACTICE QUESTIONS)

EG: Calculate the equilibrium constant for the following reversible reaction, if at
equilibrium at 450ºC, in a 1.0 L container, there is 2.3 mol of H2, 2.8 mol of I2 and
17.1 mol of HI:
H2 (g) + I2 (g) 2HI (g)
For this reaction, the equation for the equilibrium constant is:
Firstly, find the concentrations of reactants and products:
[H2] = n/v = 2.3/1 = 2.3
[I2] = n/v = 2.8/1 = 2.8
[HI] = n/v = 17.1/1 = 17.1
However, note that we need [HI]2. This is because the species HI has a coefficient of 2 in
front of it, and this changes to an exponent of 2 in the equation:
[HI]2 = (17.1)2 = 292.41
Hence, at 450 ºC, the equilibrium constant is:
K = 292.41 / (2.3 × 2.8)
= 45.4
EG: HSC 2003; Q30 d. (iii): A 1 L reaction vessel initially contained 0.25 mol NO
and 0.12 mol O2. After equilibrium was established, there was only 0.05 mol NO.
Calculate the equilibrium constant for this reaction:
- Answer:
o Reaction: 2NO (g) + O2 (g) 2NO2 (g)
o Moles initially: 0.25 0.12 0.0
o Moles at equilibrium: 0.25 – 2x 0.12 – x 2x
o But at equilibrium NO = 0.05
So: 0.25 – 2x = 0.05, x = 0.1
o HENCE at equilibrium:
[NO] = 0.05
[O2] = 0.12 – 0.1 = 0.02
[NO2] = 2 × 0.1 = 0.2
o Thus, the equilibrium constant is:
o K = [NO2]2 / [NO2]2[O2] = 800.
NOTE: In order to form the expressions ‘0.25 – 2x’ etc., we note that at equilibrium, there
will be an amount of NO2. But the reaction ratio is 2:1:2 so we say that there will be ‘2x’
amount of NO2. But in order to get ‘2x’ NO2, ‘2x’ of NO would have had to react, and ‘x’ or
O2 would have had to react as well, according to the reaction ratios. Hence the amounts left
are ‘0.25 – 2x’ of NO and ‘0.12 – x’ of O2.
Identify that temperature is the only factor that changes the value of the equilibrium
constant (K) for a given equation
- The only factor that can change the value of the equilibrium constant, K, is temperature
o Changes in concentration, pressure or volume only change the position of the
equilibrium, however do not change the value of K for the reaction
o The addition of catalyst also does not change the value of K, simply reducing the
time needed to reach equilibrium
- Regardless of any change in concentration, pressure or volume, the value of K for a given
equilibrium reaction is constant if equilibrium temperature remains constant.
- For Exothermic reactions, if temperature is:
o Increased, then more reactants form (which are the denominator of the equation) so
hence the equilibrium constant will DECREASE.
o Decreased, then more products form (which are the numerator of the equation) so
hence the equilibrium constant will INCREASE.
- For Endothermic reactions, if temperature is:
o Increased, more products form (which are the numerator of the equation) so hence
the equilibrium constant will INCREASE.
o Decreased, then more reactants form (which are the denominator of the equation) so
hence the equilibrium constant will DECREASE
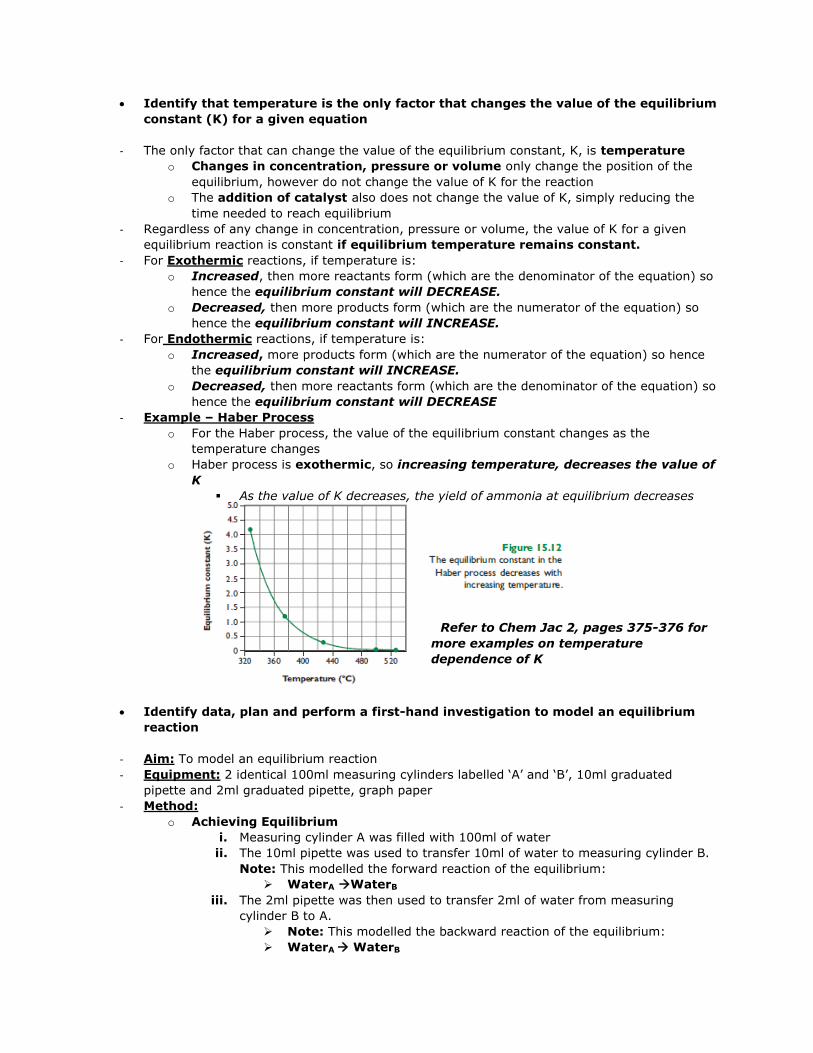
- Example – Haber Process
o For the Haber process, the value of the equilibrium constant changes as the
temperature changes
o Haber process is exothermic, so increasing temperature, decreases the value of
K
As the value of K decreases, the yield of ammonia at equilibrium decreases
Refer to Chem Jac 2, pages 375-376 for
more examples on temperature
dependence of K
Identify data, plan and perform a first-hand investigation to model an equilibrium
reaction
- Aim: To model an equilibrium reaction
- Equipment: 2 identical 100ml measuring cylinders labelled ‘A’ and ‘B’, 10ml graduated
pipette and 2ml graduated pipette, graph paper
- Method:
o Achieving Equilibrium
i. Measuring cylinder A was filled with 100ml of water
ii. The 10ml pipette was used to transfer 10ml of water to measuring cylinder B.
Note: This modelled the forward reaction of the equilibrium:
WaterA WaterB
iii. The 2ml pipette was then used to transfer 2ml of water from measuring
cylinder B to A.
Note: This modelled the backward reaction of the equilibrium:
WaterA WaterB

iv. Steps 2 and 3 formed one transfer cycle. The 2 processes were repeated for
30 transfer cycles, and after each transfer cycle, the volume of water in each
cylinder was measured
v. These two processes that were carried out were the reverse of one another.
When allowed to proceed, without water being added to the cylinders from
another source or taken away, reached a point of equilibrium
WaterA WaterB
o Disturbing the Equilibrium
i. The equilibrium was disturbed by adding an extra 10mL of water to measuring
cylinder A (upon the system reaching equilibrium)
ii. 20 transfer cycles were completed, with the volumes in each cylinder being
measured after each cycle
Eventually, a new equilibrium was established
- Discussion
Refer to Practical Sheet & Chem Jac 2 pages 392-393 for experimental Results
Choose equipment and perform a first-hand investigation to gather information and
qualitatively analyse an equilibrium reaction
- Aim: To qualitatively investigate an example of a chemical equilibrium
o The equilibrium analysed was:
Fe3+(aq) + SCN-
(aq) Fe(SCN)2+(aq) + heat
- Introduction:
o When iron(III) chloride solution is mixed with ammonium thiocyanate solution,
a deep red solution is formed
This is because a reaction take place between the Fe3+ ions and the SCN- ions
Fe3+ solution is pale yellow, SCN- solution is colourless, Fe(SCN)2+ solution
is deep red
Both the forward and reverse reactions shown in the equation above can occur
and an equilibrium can be established between the reactants and product
Due to the distinct colours of the chemical species, if we disturb the
system, we can readily detect the way the system responds by observing any
colour change that occur
- Equipment: 2ml of 0.1mol/L FeCl3 and NH4SCN solutions, dropper bottles of FeCl3, NH4SCN
and NaHPO4 solutions, warm water bath, ice bath, about 20ml distilled water, test tubes, test
tube rack
- Method:
1) Equal volumes (2ml) of 0.1mol/L iron(III) chloride and ammonium thiocyanate
solutions were mixed together, and a deep red colour formed.
2) This solution was diluted by a factor of 1/10 by making up the total volume to 20ml
with distilled water.
3) The solution was divided into equally between 6 test tubes, with one test tube as a
reference

- Results:
o The following changes were imposed on the solutions in the test tubes:
Drops of Fe3+ solution (0.5M iron chloride solution) were added to the
1st test tube. The solution became darker compared with the reference tube
(as more complex formed).
Drops of SCN- solution (0.5M ammonium thiocyanate solution) were
added to the 2nd test tube. Again the solution became darker.
Both these changes showed that increasing the concentration of
reactant in an equilibrium reaction pushes the equilibrium towards the
products.
Drops of 0.5M sodium hydrogenphosphate (NaHPO4) solution were
added to the 3rd test tube. The solution became colourless.
The phosphate ions react with Fe3+ to produce Fe(PO4)22-, showing that
removal of a reactant drives the equilibrium towards reactants.
The solution in the 4th test tube was heated; the solution became paler.
The solution in the 5th test tube was cooled; the solution became darker.
These two changes showed that the equilibrium moves in the reverse
direction as temperature increases, so the forward reaction is
exothermic.
- Risk Assessment:
o The iron (III) chloride and ammonium thiocyanate solutions are moderately poisonous.
If any of the solution is spilled, the affected area should be washed thoroughly with
water.
3. Sulfuric acid is one of the most important industrial chemicals
Outline three uses of sulfuric acid in industry
- Fertiliser Production – Most of the sulfuric acid produced is used to produce fertiliser
o Ammonium Sulfate
When linked with a Haber ammonia plant, ammonium sulfate fertiliser can be
produced readily
Ammonia waste gas is passed through sulfuric acid, which acts as ‘scrubber’,
forming ammonium sulfate
2NH3 (g) + H2SO4 (l) (NH4)2SO4 (s)
o Superphosphate Fertiliser
Readily produced by reacting 70% sulfuric acid with crushed calcium
phosphate
This forms a mixture of calcium dihydrogen phosphate and calcium sulfate,
which is dried and sold as superphosphate
Ca3(PO4)2 (s) + 2H2SO4 (aq) Ca(H2PO4)2 (s) + 2CaSO4.2H2O (s)
- Dehydrating Agent – This is used in the production of ethylene from ethanol
o Concentrated sulfuric acid is a strong dehydrating agent
Dehydration of ethanol:
ethanol ethylene + water
C2H5OH (l) C2H4 (g) + H2O (l)
- ‘Pickling’ Steel - Used to clean steel (or iron)
o Prior to galvanization, any oxide (e.g. iron oxide, rust, corrosion) that has formed on
the surface must be removed
o Sulfuric acid is very corrosive, and therefore has the ability to remove rust
FeO (s) + H2SO4 (aq) FeSO4 (aq) + H2O (l)
- Polymer Production
o Sulfuric acid is used in the production of many polymers (mainly condensation
polymers), such as rayon and cellophane.
o It is used to extrude the liquid mass into fibrous polymer threads.
- Electrolyte in Car Lead-Acid Batteries
For More Uses, Refer to Chem Jac 2 pages 380-381
Describe the processes used to extract sulfur from mineral deposits, identifying the
properties of sulfur which allow its extraction and analysing potential environmental
issues that may be associated with its extraction
- Sulfuric acid is manufactured from pure, elemental sulfur
- Most sulfur is present in the Earth’s crust as sulfide and sulfate minerals as well as minor
components of coal, crude oil and natural gas
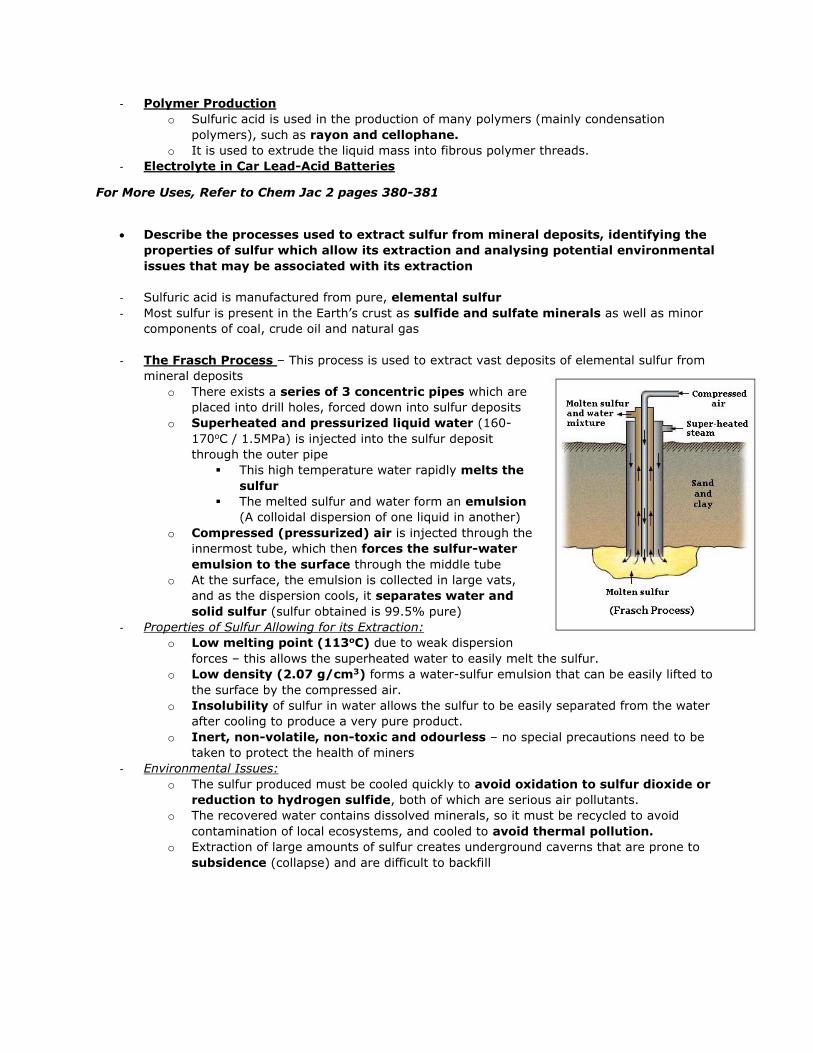
- The Frasch Process – This process is used to extract vast deposits of elemental sulfur from
mineral deposits
o There exists a series of 3 concentric pipes which are
placed into drill holes, forced down into sulfur deposits
o Superheated and pressurized liquid water (160-
170oC / 1.5MPa) is injected into the sulfur deposit
through the outer pipe
This high temperature water rapidly melts the
sulfur
The melted sulfur and water form an emulsion
(A colloidal dispersion of one liquid in another)
o Compressed (pressurized) air is injected through the
innermost tube, which then forces the sulfur-water
emulsion to the surface through the middle tube
o At the surface, the emulsion is collected in large vats,
and as the dispersion cools, it separates water and
solid sulfur (sulfur obtained is 99.5% pure)
- Properties of Sulfur Allowing for its Extraction:
o Low melting point (113oC) due to weak dispersion
forces – this allows the superheated water to easily melt the sulfur.
o Low density (2.07 g/cm3) forms a water-sulfur emulsion that can be easily lifted to
the surface by the compressed air.
o Insolubility of sulfur in water allows the sulfur to be easily separated from the water
after cooling to produce a very pure product.
o Inert, non-volatile, non-toxic and odourless – no special precautions need to be
taken to protect the health of miners
- Environmental Issues:
o The sulfur produced must be cooled quickly to avoid oxidation to sulfur dioxide or
reduction to hydrogen sulfide, both of which are serious air pollutants.
o The recovered water contains dissolved minerals, so it must be recycled to avoid
contamination of local ecosystems, and cooled to avoid thermal pollution.
o Extraction of large amounts of sulfur creates underground caverns that are prone to
subsidence (collapse) and are difficult to backfill

Outline the steps and conditions necessary for the industrial production of H2SO4
from its raw materials
Gather, process and present information from secondary sources to describe the
steps and chemistry involved in the industrial production of H2SO4 and use available
evidence to analyse the process to predict ways in which the output of sulfuric acid
can be maximised (Refer to above dot point & next 2 dot points)
The Contact Process is the main method used to produce sulfuric acid from elemental sulfur.
The raw materials are sulfur, oxygen and water
- The Contact Process
o Stage 1 – Production of SO2 (S SO2)
Elemental sulfur is melted and sprayed under pressure into an excess of
dry air in the combustion chamber of the sulfur furnace
Dry air has been scrubbed of water vapour by passing through 99%
sulfuric acid (dehydrating agent)
Air must be dry to avoid acid mist and corrosion in downstream
pipes
An excess of air (and oxygen) ensures sulfur reacts completely
Sulfur burns in oxygen to produce sulfur dioxide:
S(l) + O2 (g) SO2 (g) ∆H = -297kJ/mol
Combustion releases considerable heat and heat exchangers are used to
remove and recycle heat (before catalytic oxidation stage, temp reduced from
1000oC to 400oC)
Recycled heat used to remelt more sulfur
Used to produce steam in a waste heat boiler. Steam is then used to
power turbines that generate electrical energy for factory
Alternatively, SO2 can be obtained through the smelting of metal oxide ores
(for the feedstock for stage 2):
2ZnS (s) + 3O2 (g) 2ZnO (s) + 2SO2 (g)
o Stage 2 – Catalytic Oxidation of SO2 (SO2 SO3)
This process occurs in the Catalytic Tower (Converter)
Clean, dry sulfur dioxide is the feedstock for this stage.
Electrostatic precipitators are often used to remove any ash from
the gas stream
SO2 gas is passed into a catalytic tower, which consists of 3 or 4 catalytic
beds, each impregnated with vanadium pentoxide (V2O5)
The gas stream passes over the 3 or 4 catalytic beds, and SO2 is
oxidised to produce SO3
o 2SO2 (g) + O2 (g) 2SO3 (g) ∆H = -99kJ/mol
First Catalytic Bed – Here, the heat liberated in the oxidation, raises
the temperature from 400 to 550oC, increasing rate of conversion
(collision theory), achieving 70% conversion rate
Second Catalytic Bed – Before gas
enters here, heat exchanger is used to
lower temp. to 400-425oC. Reaction rate
reduced but yield (conversion
percentage) increased to 97%
(pushes equilibrium to right in this
exothermic reaction)
Third Catalyst Bed – Emerging gas
stream from SCB is cooled to 400-425oC
and is passed over this bed, for more
conversion

Fourth Catalyst Bed - Removal of SO3:
Before gas mixture enters FCB, SO3 is removed by absorption into
98% sulfuric acid in First Absorption Tower, producing oleum, which
on dilution forms sulfuric acid
o Removal of SO3 helps shift equilibrium to the right
Remaining gases pass through fourth catalyst bed at 400-425oC,
leading to effective yield of SO3 to be 99.7%, which then passes into
Second Absorption Tower
o Stage 3 – Absorption of SO3 (SO3 H2S2O7)
This process occurs mainly in Second Absorption Tower
Cooled SO3 (from FCB) enters the bottom of SAT and sulfuric acid is sprayed in
at the top
Acid trickles down special vertical plates than increase the SA of
contact of acid and gas
Product of this reaction is an oily liquid called oleum
o SO3(g) + H2SO4(l) H2S2O7(l)
This is preferable to dissolving directly SO3 into water, which is
very exothermic and forms sulfuric acid mists which are difficult to
separate from the residual gas
o Stage 4 – Conversion of Oleum to Sulfuric Acid (H2S2O7 H2SO4)
This process occurs in the Diluter
Oleum is diluted with water to produce 98% sulfuric acid (18M)
H2S2O7(l) + H2O(l) 2H2SO4(l)
------------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------------------------

Describe the reaction conditions necessary for the production of SO2 and SO3
Apply the relationship between rates of reaction and equilibrium conditions to the
production of SO2 and SO3
- Production of Sulfur Dioxide (SO2)
o This involves the combustion (oxidation) of S to SO2
o The reaction is exothermic and goes to completion:
S(l) + O2 (g) SO2 (g) ∆H = -297kJ/mol
o Conditions for Production
Reaction must be carried out in a combustion furnace
Must be sprayed into excess dry, oxygen-rich air
However, to increase the rate of reaction, the sulfur is liquefied (which
increases its surface area), and an excess of oxygen is used.
o The production of SO2 is a reaction that proceeds to completion, and hence there are
no equilibrium considerations to be made
- Production of Sulfur Trioxide (SO3)
o Involves catalytic oxidation of SO2 to SO3
o The production of SO3 is a reversible reaction, and the conditions chosen for its
production are made after considering equilibrium factors
o Equilibrium Considerations:
Gas Pressure: High pressures favour the forward reaction (increased yield),
as there are less moles of gas as products compared to reactants
Temperature: Lower temperatures favour the forward reaction (increased
yield), as the reaction is exothermic
At 400oC, K=100, so the equilibrium lies very much to the right and
yield of sulfur trioxide is very high (98%)
At 550oC, K=1, still favouring formation of sulfur trioxide
Oxygen Concentration: Excess of oxygen will drive the equilibrium to the
right and increase the yield
o Reaction Rate Considerations:
Temperature: High temperatures are favourable, as the rate of reaction will
increase due to more molecular collisions
Catalyst: The vanadium pentoxide catalyst is used to increase the
reaction rate by lowering the activation energy for the reaction
o The catalyst is impregnated uniformly onto the surface of
porous silica pellets and the high SA ensures rapid reaction
o Compromise Conditions:
A balance between the equilibrium yield and rate of reaction has to be
made in the industrial synthesis of sulfur trioxide, in order to allow for an
overall efficient, cost-effective process:
Compromise temperature range of 400-550ºC is used, which
provides a balance between yield and rate of reaction.
High pressure equipment is expensive and dangerous; a compromise
pressure of 100-200 kPa, sufficiently low to avoid expense of high-
pressure apparatus but sufficiently high for adequate equilibrium yield
The conditions chosen give an economically practical balance
between yield of products at equilibrium and the rate of
chemical reaction
2SO2 (g) + O2 (g) 2SO3 (g) ∆H = -99kJ/mol

Describe, using examples, the reactions of sulfuric acid acting as:
o An oxidising agent
o A dehydrating agent
- The ionisation equilibrium in which sulfuric exists is as follows:
o H2SO4(l) + 2H2O(l) SO42-
(aq) + 2H3O+(aq)
- Sulfuric acid as an oxidising agent:
o In dilute solutions of sulfuric acid, hydronium ions act as oxidants, and reactive
metals (higher than hydrogen in the activity series) are oxidised, releasing H2 gas
E.g.
NOTE: some metals (e.g. Al, Ni, Cr) are not readily attacked by sulfuric acid
due to the passivating oxide layer on their surfaces (an inert surface layer
than prevents corrosion)
o In concentrated sulfuric acid, the sulfate ion is the oxidant, and it can only oxidise
metals above below lead in the activity series
E.g. Hot, concentrated sulfuric acid oxidises copper metal to copper (II)
sulfate, sulfur dioxide and water
Half Equations:
o
The sulfate ion is usually reduced to sulfur dioxide, but under certain
temperature conditions and certain reductants, hydrogen sulfide or sulfur may
be produced
More Examples:
- Sulfuric acid as a dehydrating agent:
o Concentrated sulfuric acid has a strong affinity for water – it rapidly absorbs water
from the air.
It is used to dry the air to be used for combustion of sulfur in the Contact
process.
o Hydrated crystals can be dehydrated by concentrated sulfuric acid.
Blue copper (II) sulfate crystals turn white when concentrated sulfuric acid is
added
o Carbohydrates such as sugars can be dehydrated by concentrated sulfuric acid
Sucrose (C12H22O11) is readily dehydrated in this way. The mixture caramelizes
and turns brown then black
The black, porous solid is mainly carbon and the heat from the reaction causes
water to be produced as steam, which causes the black mass to expand
o Concentrated sulfuric acid is also used to dehydrate ethanol to produce ethylene
Perform first-hand investigations to observe the reactions of sulfuric acid acting as:
o An oxidising agent
o A dehydrating agent
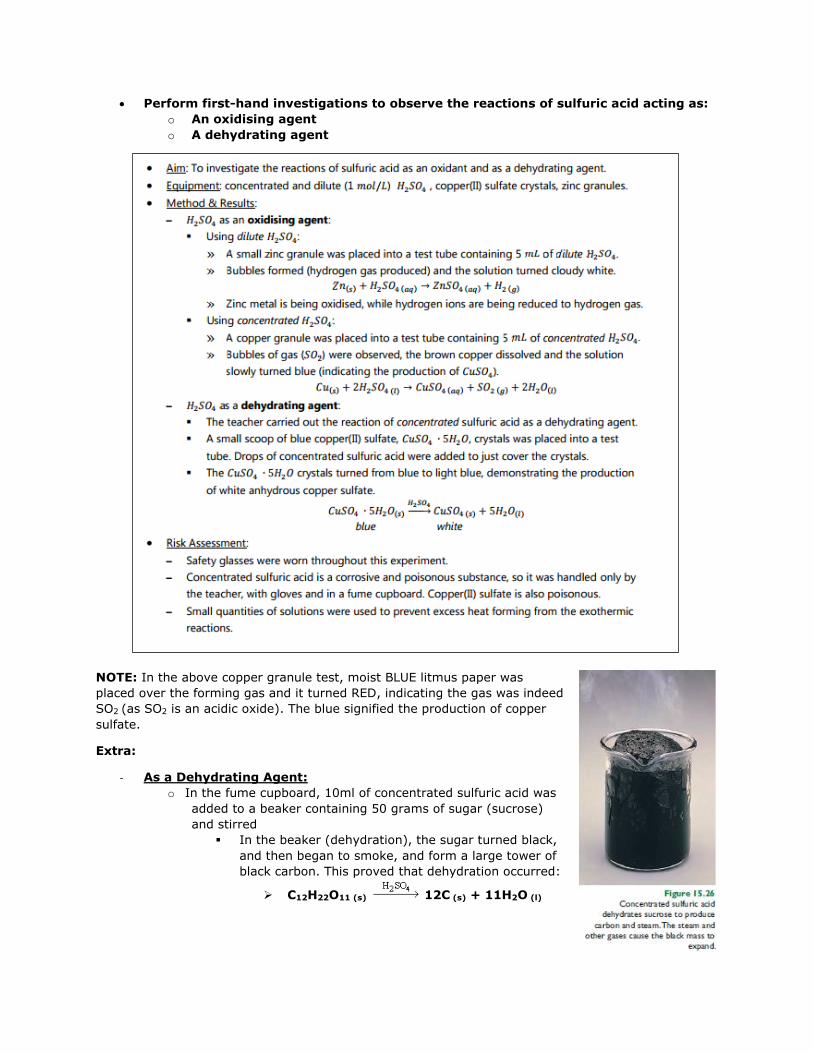
NOTE: In the above copper granule test, moist BLUE litmus paper was
placed over the forming gas and it turned RED, indicating the gas was indeed
SO2 (as SO2 is an acidic oxide). The blue signified the production of copper
sulfate.
Extra:
- As a Dehydrating Agent:
o In the fume cupboard, 10ml of concentrated sulfuric acid was
added to a beaker containing 50 grams of sugar (sucrose)
and stirred
In the beaker (dehydration), the sugar turned black,
and then began to smoke, and form a large tower of
black carbon. This proved that dehydration occurred:
C12H22O11 (s) 12C (s) + 11H2O (l)

Describe and explain the exothermic nature of sulfuric acid ionisation
- Recall: Breaking bonds absorbs energy, creating bonds releases energy.
- The ionisation and dilution (a form of ionisation, as when molecular H2SO4 is placed in
water, it ionises) of concentrated sulfuric acid in water generates considerable amounts of
heat
o H2SO4 ionises in 2 steps, and each step is an exothermic process
H2SO4 (l) + H2O (l) HSO4−
(aq) + H3O+ (aq) ΔH = -90 kJ/mol
HSO4−
(aq) + H2O (l) SO42−
(aq) + H3O+ (aq)
o The 1st reaction, H2SO4 is completely ionised, the reaction goes to completion, and is
strongly exothermic
o The 2nd reaction, ionisation only occurs slightly or partially
- Explanation for Exothermic nature:
o The ionisation of sulfuric acid is exothermic because the energy released by the
solvation of the ions (bond forming) is greater than the total energy required to
ionise the molecule and to overcome the hydrogen bonds that hold the water
molecules together (bond breaking)
o In concentrated sulfuric acid, there are very few ions (almost 100% molecular), as
most of the water is tied up as hydrates (e.g. H2SO4.H2O). Upon ionisation, the
breaking of the covalent bods, leads to the release of a vast amount of energy
Identify and describe safety precautions that must be taken when using and diluting
concentrated sulfuric acid
- When USING concentrated H2SO4
o To protect your skin, eyes and clothes, always wear protective gloves, long-sleeved
clothing (lab coat), enclosed shoes, safety goggles.
Concentrated H2SO4 causes serious damage to the skin and eyes, behaving in
the same way towards skin as it does towards sucrose. Skin will char rapidly
o If sulfuric acid contacts the skin, it must be washed off rapidly with copious
amounts of water. If larger amounts spilled on the skin, it is best to wipe excess away
rapidly with paper towel and then wash with large volumes of water
This minimises the large amount of heat that would be produced on dissolution
with water
o If sulfuric acid is spilt whilst using, onto bench or floor, area should be isolated
quickly to prevent it spreading. If fumes present, evacuation should be undertaken
Sand can be spread over spillage to absorb acid
Neutralise any spills immediately using a suitable neutralizing agent such as
sodium hydrogen carbonate
o When pouring sulfuric acid into a beaker, pour the acid slowly down a glass rod to
avoid splashing.
- When DILUTING concentrated H2SO4
o Always wear protective clothing (safety goggles, gloves, lab coat, enclosed shoes)
o Add small amounts of ACID to larger amounts of WATER (this allows the heat of
ionisation to disperse throughout the water, to prevent boiling).
o Continuously stir the mixture to disperse the heat evenly, to aid a smooth dilution

Use available evidence to relate the properties of sulfuric acid to safety precautions
necessary for its transport and storage
- Storage:
o Sulfuric acid is hydroscopic, meaning it absorbs water from the surroundings
Well-sealed containers should be used to prevent sulfuric acid from
absorbing water from atmosphere
o Sulfuric acid is very corrosive
Smaller bottles (such as 1 or 2.5L) are more suitable and safer for regular
use
Bottles should be stored in a secure, cool, ventilated room in
plastic trays in case of breakage
Smaller reagent bottles can be placed in small plastic trays to ensure
than any drips do not contact the workbench while acid is being used
o Sulfuric acid should be stored well away from metals (particularly metal powders),
bases and water
Sulfuric acid reacts strongly exothermically with such substances
o Sulfuric acid should not be stored in contact with wooden shelves
Any spillage of concentrated acid on the wood will lead to a highly exothermic
dehydration reaction
- Transportation:
o During transportation, large volumes of concentrated acid should be stored in
steel containers
Steel is much stronger than glass or plastic, which are more likely to
rupture and hence cause spillage if there is an accident
Concentrated sulfuric acid (98%) is virtually all molecular (no hydronium
ions) and so the acid does not attack the steel containers
Also due to the formation of a passivating layer (which prevents
corrosion)
o When storing or transporting concentrated , care must be taken to avoid
contamination with water, as significant ionisation and heat build-up will occur
Steel will be attacked under these circumstance and hydrogen gas will be
released
o Dilute sulfuric acid, however, contains hydronium ions, and vigorously attacks
metals like iron and steel.
Dilute acid must be stored in glass or plastic containers – making it more
difficult to transport.
4. The industrial production of sodium hydroxide requires the use of electrolysis
Explain the difference between galvanic cells and electrolytic cells in terms of energy
requirements
- Galvanic Cells:
o Galvanic cells use oxidation and reduction half-reactions to convert stored chemical
potential energy into electrical energy
o Galvanic cells are constructed from two half-cells which are connected electrically to
produce a complete circuit
The difference in electronegativity (and reactivity) of the two metal
electrodes used, enable spontaneous redox reactions to occur where there is a
transfer of electrons, and hence electricity is generated
Cathode is the site of reduction, anode is site of oxidation
Recall Function of Salt Bridge
- Electrolytic Cells:
o Electrolytic cells convert external DC electrical energy into chemical energy in
order to drive non-spontaneous redox reactions
An external source of DC power is connected to the two electrodes which are
situated within the same compartment (as opposed to 2 in a galvanic cell)
The polarities of the anode and cathode in this cell, however are reversed.
The negative electrode is the cathode, the positive electrode is the
anode
Cathode and anode are still sites of reduction and oxidation respectively
but the polarities of each electrode are reversed
Comparison
Cell Feature Galvanic Cell Electrolytic Cell
Function - Spontaneous chemical reaction
converts chemical energy into electrical
energy
- Electrical energy is converted into
chemical energy to bring about a non-
spontaneous chemical reaction
Eo Value - The voltage of the cell must be positive for a reaction to occur - Eo is positive
- Reactions are forced by an applied voltage - Eo is negative
Site of Reduction
- Cathode (Positively charged) - Cathode (Negatively charged)
Site of Oxidation
- Anode (Negatively charged) - Anode (Positively charged)
Electron Flow in External Circuit
- Electrons flow from anode to cathode (negative terminal to positive terminal)
- Electrons flow from negative battery terminal to cathode and from anode to positive battery terminal
Construction - Two half-cells are used with separate electrolytes so that electron flow can
be collected in an external circuit
- Consist of one compartment - Electrodes are usually immersed in a
common electrolyte
Electrical Energy
Produced Required

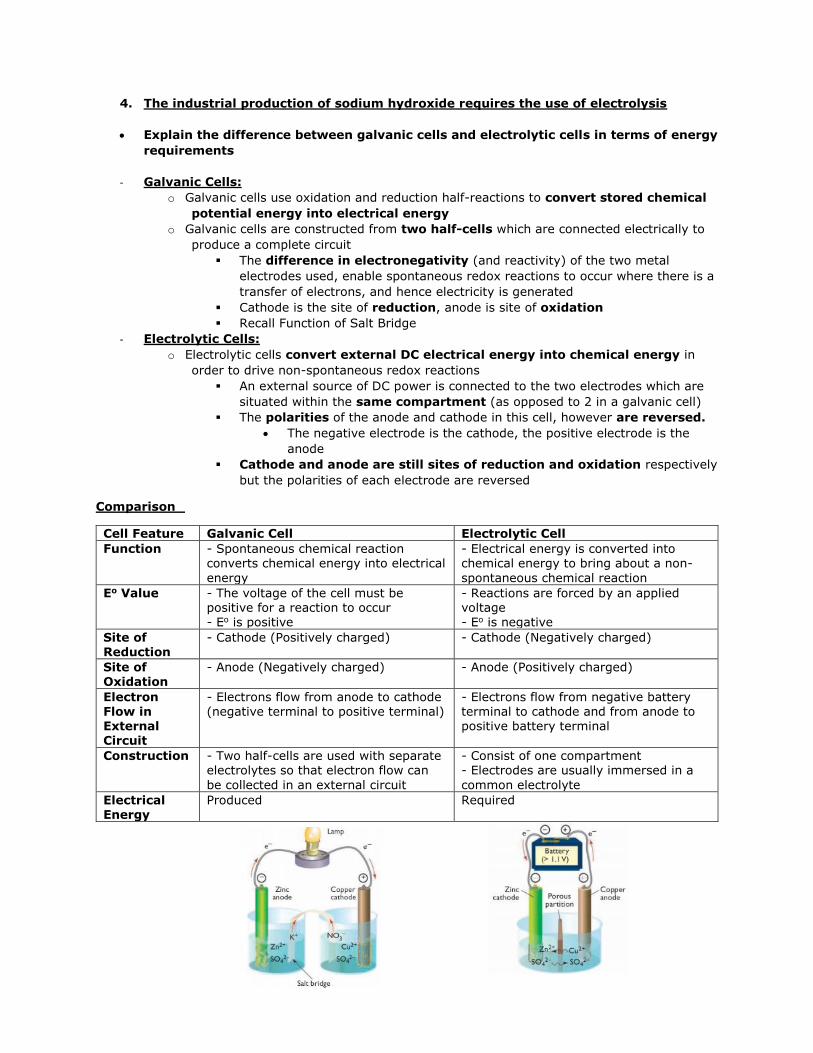
- E.g. Pictured Galvanic Cell Above:
o The more active metal, zinc, is the stronger reductant and forms the anode of the cell.
o Electrons flow through the external circuit from the zinc anode to the copper
cathode
o The cell will produce 1.10V from the spontaneous redox reaction:
o Copper will be deposited on the cathode while the zinc anode will oxidise
- E.g. Pictured Electrolytic Cell Above:
o An external DC power source, that provides a voltage greater than 1.10V, will
cause a non-spontaneous redox reaction that is the reverse of the cell reaction in the
galvanic cell:
o Zinc will be deposited on the cathode while the copper anode will oxidise
Outline the steps in the industrial production of sodium hydroxide from sodium
chloride solution and describe the reaction in terms of net ionic and full formulae
equations
- Industrially, sodium hydroxide is produced by electrolyzing brine (concentrated NaCl
solution)
o Hydrogen and chlorine gas are produced as by-products
- At the anode, chlorine ions are oxidised to gaseous chlorine:
o
- At the cathode, water is reduced to form hydroxide ions and hydrogen gas
o
- Net ionic equation:
o
- Full Equation: (adding in the Na+ spectator ions)
o
- The three methods used to industrially produce sodium hydroxide from sodium
chloride solution are explained in detail below
Distinguish between the three electrolysis methods used to extract sodium
hydroxide:
o Mercury process
o Diaphragm process
o Membrane process
By describing each process and analysing the technical and environmental difficulties
involved in each process

Salt Purification:
- Before brine solutions can be used to manufacture sodium hydroxide, they must be
extensively purified to remove impurities, which have the potential of interfering with the
below processes
o Impurities such as Ca2+ and Mg2+ ions precipitate as the NaOH concentration increases
and these precipitates block the pores and prevent ion diffusion in the diaphragm
and membrane processes
- Ca2+ is removed by adding Na2CO3, forming CaCO3
- Mg2+ is removed by adding NaOH, forming insoluble Mg(OH)2
- Fe3+ is removed by adding NaOH, forming Fe(OH)3
- SO42- is removed by adding barium chloride or calcium chloride, forming BaSO4 or CaSO4
Mercury Cell (Castner-Kellner Cell):
- This cell was designed to ensure that the products of electrolysis are kept separate (H2
and Cl2 are explosive mixtures and so must not be allowed to mix)
- A direct electric current is passed through a saturated, purified brine solution
(electrolyte, 26%(w/w))
o DC allows the electrodes to maintain a constant charge. AC would mean each
electrode would alternate as anode and cathode
- The anode consists of inert titanium plates
o Chloride ions (from brine solution) are oxidised at the anodes to form chlorine gas,
which is removed from the cell
o The chlorine is washed and dried before it is compressed and stored in cylinders
- The cathode consists of liquid mercury, flowing in a long steel trough.
o Sodium ions (from brine solution) are preferentially reduced at the cathode (instead
of water):
o The sodium metal rapidly dissolves in the flowing mercury to form an amalgam
(alloy of Na and Hg)
o The amalgam flows into the ‘decomposer’ or ‘denuder’ which contains pure water,
with graphite balls acting as a catalyst
The sodium amalgam reacts with water to form NaOH and hydrogen gas,
releasing the mercury (which is recycled in the cell):
o The hydrogen gas that forms is collected and compressed into cylinders or piped to
factories
o The sodium hydroxide produced is a highly pure (50%) solution. It may be
evaporated and dried and sold as solid flakes
- Overall Cell Reaction:
o 2NaCl(aq) + 2H2O(l) H2(g) + Cl2(g) + 2NaOH(aq)

- Environmental Issues o Although the mercury is recycled, there is a mechanical loss of mercury to the
environment
Waste water containing mercury can be converted to a highly toxic
compound called methyl-mercury.
o This compound is taken up by organisms and passed along the food chain with
biological amplification (biomagnification) at each stage, and can greatly affect the
health of humans
Mercury is a toxic heavy metal which poisons the central nervous system
(neurotoxin), leading to mental degeneration and loss of motor control
o Mercury can be removed by reacting it with sulfide to form insoluble mercury sulfide:
- Technical Aspects & Considerations
o The Mercury cell operates at the highest working voltage (3.9-4.2V), so the cost of
electricity is the greatest for this cell
Mercury is also a very expensive metal, which adds to the operating costs
of these cells
o The Mercury cell has the highest energy consumption (3360 kwh/mt cl2)
o The Mercury cell produced the highest purity sodium hydroxide (50%)
o Considerations:
At the anode, chlorine gas is evolved; it is a corrosive, powerful oxidising
agent. Hence an INERT anode of titanium plates is used.
For the cathode, mercury is used because:
It is a liquid, and can be pumped around a system.
It readily forms alloys (amalgams) with many metals (e.g. sodium).
When using a mercury cathode, sodium ions, not water molecules, are
preferentially reduced, as opposed to using other cathodes.
The titanium plates are held very close to the mercury surface to allow
for very large current flows; this promotes electrolysis:
3 to 4 volts are used, but with tens of thousands of amperes of
current.
The raw materials (brine and water) must be purified before use.
The depleted brine must be continuously replaced with fresh brine.

Diaphragm Cell:
- The diaphragm cell consists of 2 compartments, separated by a porous diaphragm
o Traditionally this diaphragm was composed of asbestos, but in more recent times, has
been replaced by safer and superior diaphragms
o Diaphragms such as Polyramix (PMX) or Tephram are resistant to chemical attack
by Cl and NaOH and more durable than asbestos
o These diaphragms are about 3mm thick and are permeable to both cations and
anions
- The electrolyte in both compartments is saturated (26%), purified brine
- The anode is titanium (or titanium-steel alloys), sometimes coated with a mixture of oxides
(Ruthenium oxide and iridium oxide), which improve the stability of the anodes during
electrolysis
o Chlorine ions (from the brine) is oxidised at the anode to produce chlorine gas, which
is pumped out of the cell as it is formed
o To prevent Cl- ions diffusing into the catholyte, fresh brine constantly replaces spent
brine as the anolyte
- The cathode is made of steel mesh
o Here, water (present in brine solution) is reduced to form hydrogen gas and
hydroxide ions:
o Hydrogen is pumped out of the cell as it forms
o Na+ ions migrate (due to an imbalance of charge as more and more Cl- is oxidation)
from the anode chamber through the diaphragm to the cathode chamber, to balance
the charge of OH- formed there. Cl- ions also diffuse into cathode chamber (NaCl is
then present)
- The level of anolyte is above the catholyte level to reduce the mixing of hydroxide and
chlorine ions by diffusion
o A slight positive pressure is maintained in the anode chamber (due to higher level)
to prevent the migration of OH- from the catholyte
o This mixing is undesirable as the it forms sodium hypochlorite, which reduces the yield
of NaOH and chlorine
2NaOH(aq) + Cl2(g) NaOCl(aq) + NaCl(aq) + H2O(l)
- Overall Cell Reaction:
o 2NaCl(aq) + 2H2O(l) H2(g) + Cl2(g) + 2NaOH(aq)
- After Electrolysis: Catholyte contains 10% NaOH and 15% NaCl
o To remove unwanted NaCl, solution is fractionally crystallised by cooling (NaCl is
less soluble than NaOH and so precipitates out), leaving a solution of 50% NaOH and
1-2% NaCl

- Environmental Issues:
o The original diaphragm cell used a porous asbestos diaphragm
Asbestos was identified as a carcinogenic substance, leading to lung
diseases such as mesothelioma.
The manufacture and use of asbestos diaphragms was eventually banned by
legislation and more efficient and inert polymer diaphragms developed
o There may be hypochlorite (ClO-) (formed from the combination of Cl- and OH- ions),
a strong oxidant and disinfectant, in the waste brine solution, which must be
removed before brine is discharged into environment
2NaOH(aq) + Cl2(g) NaOCl(aq) + NaCl(aq) + H2O(l)
o Recently there have been concerns about the long-term persistence of chlorinated
waste products in the environment, which have led to greater requirements on
industry to reduce the release of chlorinated wastes
o The high energy needs of the chlor-alkali industry is also an environmental concern as
the production of electricity requires burning of fossil fuels, releasing CO2 into
the atmosphere and contributing to global warming
- Technical Aspects & Considerations:
o The Diaphragm operates at the lowest working voltage (2.9-3.5V), so the cost of
electricity is the least for this cell
o The Diaphragm cell has medium energy consumption (2720 kwh/mt cl2)
o The Diaphragm cell produces sodium hydroxide that is of reasonable purity
(produced as a 50% solution, or as flakes, with 1-2% salt impurity) and less purer
than Mercury process
o Considerations:
A large system of many small cells is employed, instead of one large cell,
in order to keep the distance between the anode and cathode small, in order
to maximise current:
3.5-5 volts used, with tens of thousands of amperes of current.
Brine must be initially purified to remove impurities such as compounds of
Ca, Mg and Fe and which could block the diaphragm
Level of Anolyte higher than level of Catholyte (Explained above)
Purification of final NaOH solution – Fractional Crystallisation (Explained
Above)

Membrane Cell:
- The membrane cell is similar to a diaphragm cell, possessing an improved diaphragm called a
‘membrane’
o The new, inert membrane is made from perfluorosulfonic acid multilayer polymer
which has been modified to incorporate anionic groups (such as carboxylate) so that it
acts as ion exchange membrane
- Only Na+ ions (not OH- or Cl-) are selectively allowed to diffuse from the anolyte into the
catholyte.
o This ensures that the NaOH produced is more pure and concentrated than in a
diaphragm cell
The membrane cell typically produces sodium hydroxide with a salt impurity
of only 0.2%
- Electrolyte:
o The anode chamber contains saturated, purified brine
o The cathode chamber contains pure water or dilute NaOH solution (from which
concentrated NaOH is produced)
- The anode is still composed of activated titanium
o Here, Cl- ions are attracted to the positive anode, oxidised and removed as chlorine
gas:
o This results in an imbalance of Na+ and Cl- ions
Excess positive Na+ ions move across through the membrane into the cathode
chamber to equalise the charge
- The cathode is still composed stainless steel mesh
o In this chamber, water (from dilute NaOH solution or pure water) is still reduced to
hydrogen gas and hydroxide ions:
o The Na+ and OH- ions form the NaOH, increasing the concentration of NaOH in this
chamber
- Action of the Membrane:
o Ion selectivity is achieved by creating a thin, porous polymer membrane coated with
anionic groups that repel anions but not cations
This prevents OH- ions from entering the anolyte, and thus the formation
of hypochlorite ions
Prevent chloride ion diffusion into catholyte and increased formation of
NaCl in the catholyte
Leaves a pure NaOH solution that is concentrated to 50% in a falling-film
evaporator (research) using heat from steam
- Overall Cell Reaction:
o 2NaCl(aq) + 2H2O(l) H2(g) + Cl2(g) + 2NaOH(aq)

- Environmental Issues
o Because of the nature of the membrane, and the inert electrode used, there are very
few environmental issues associated with this cell
o Issues include the leakage of chlorine gas and NaOH into the environment
Recently there have been concerns about the long-term persistence of
chlorinated waste products in the environment, which have led to greater
requirements on industry to reduce the release of chlorinated wastes
- Technical Aspects & Considerations
o The Membrane cell operates at a relatively low working voltage (3.0-3.6V),
o The cell has the lowest energy consumption (2650 kwh/mt cl2)
The operating costs for this cell are hence the lowest
o The cell produces sodium hydroxide of high purity and concentration (50% with
0.02% salt impurity))
o Considerations:
Just as with the diaphragm cell, a large system of many small cells is
employed, instead of one large cell, in order to maximise the current:
3.5-5 volts used, with tens of thousands of amperes of current.
The polymer has many useful properties, such as its selective
permeability, as well as its ability to resist chemical attack in strongly basic
solution
Explain this technical consideration (using above)
Refer to Falling-film evaporator
More Needed on Technical Difficulties
- Non-Specific Technicalities
o Product Purity & Quality Control
Industrial chemists working in the chlor-alkali industry need to control the
quality of feedstocks, brine solutions and final products. The techniques
used to monitor quality include:
Acid-base titration to monitor the alkalinity of NaOH
Atomic absorption spectrophotometry (AAS) to determine the level of
Mg and Ca ion impurities in brine feedstocks
Gravimetric analysis to determine the moisture content of Cl
produced
Ion-selective electrodes to monitor the concentration of ions, such
as Cl- on solution

o Choosing an Industrial Site
The location of a chlor-alkali plant is a technical consideration that must be in
accordance with the following factors:
Location of Markets: Plant should be sited near other industries that
use one or more of the products of brine electrolysis
Energy: Plants use vast amounts of electrical energy and so this must
be readily available (needs to be cheap due high consumption)
Raw Materials & Feedstocks: Brine or salt must be readily available.
Such plants are hence located in coastal areas
Transport Networks: Site must be close to transportation such as
road, rail or shipping. Raw materials need to be efficiently transported
to such sites via established transport links
Workforce: A large workforce (Industrial chemists, technicians, site
workers) is required and many chemical jobs require tertiary
qualifications. Siting near a city or large town will provide this labour
force
Identify data, plan and perform a first-hand investigation to identify the products of
the electrolysis of sodium chloride
Refer to Chem Reference Notes (Idil & Siu). Do Last
Analyse information from secondary sources to predict and explain the different
products of the electrolysis of aqueous and molten sodium chloride
Refer to Chem Reference Notes (Idil & Siu). Do Last
5. Saponification is an important organic industrial process
Describe saponification as the conversion in basic solution of fats and oils to glycerol
and salts of fatty acids
- Glycerol
o Glycerol (1,2,3- propanetriol) is a triol, an alkanol with 3
hydroxyl groups
o Glycerol is derived from propane
- Fatty Acids
o Fatty acids are long chain carboxylic acids (-COOH) that occur in fats and oils
Saturated fatty acids contain only C-C single bonds forming fatty esters
which are solid fats
E.g. Stearic Acid CH3(CH2)16COOH, lauric acid CH3(CH2)10COOH,
myristic acid, palmitic acid
Unsaturated fatty acids contain at least one C=C bond and form esters that
are liquid oils
E.g. Oleic Acid CH3(CH2)7CH=CH(CH2)7COOH, Linoleic acid,
Linolenic acid

- Fats & Oils:
o Fats and oils (triglycerides) are fatty esters formed between fatty
acids and glycerol
The natural formation of fats and oils (fatty esters) is
from an esterification reaction
At room temperature, fats are solid, while oils are liquid
A triglyceride is a compound in which all 3 hydroxyl
groups of a glycerol molecule have been esterified with
carboxyl groups from 3 fatty acid chains
o E.g. Glyceryl Tristearate:
NOTE: When naming triglycerides; the glycerol is
changed to glyceryl, and the acid is changed from “-ic” to “-ate”, and the
prefix “tri-” is added.
Hence, by applying these rules, we can deduce that this fat was
formed by the reaction of glycerol with 3 chains of stearic acid
- Saponification – Process used to make soap
o Saponification is the hydrolysis, in alkaline solution, of fats and oils (fatty esters/
triglycerides) to produce glycerol and the salts of fatty acids (soap)
Essentially it is the reversal of esterification
Involves the reaction between a fatty ester and an alkali:
The fatty ester is mixed with an alkaline solution and heated
The alkali attacks the fat or oil molecules and produces salts of the
fatty acids present in the fatty ester (These fatty acid salts are called
soap)
Usually NaOH and KOH alkaline solutions are used
o E.g. Sodium Stearate
Glyceryl Tristearate is heated with concentrated sodium hydroxide solution
to form glycerol and sodium stearate
The NaOH splits the triglyceride along the ester bond (-COOC-)
o The 3 OH- groups attach to the glyceryl forming glycerol
The fatty acids (carboxylate ions) react with the Na+ ions (from
NaOH solution) to form sodium stearate (a common soap)

Describe the conditions under which saponification can be performed in the school
laboratory and compare these with industrial preparation of soap
Perform a first-hand investigation to carry out saponification and test the product
(Refer to Practical completed in class & Siu/Idil Reference Notes)
- School Laboratory Saponification:
o A pure fat or oil (most commonly coconut fat/oil) is mixed with an excess of NaOH
solution
Weigh approximately 10g of fat into a 500ml beaker
Mix 25ml of water with 25ml of methylated spirits in a flask. Dissolve
approximately 12g of NaOH in the water-alcohol mixture
Methylated spirits is added to emulsify the fat or oil into micelles so
that there is larger area in contact with NaOH solution (hence
increased reaction rate)
This NaOH solution is then stirred into the fat in the 500ml beaker.
The mixture is then heated on a hotplate for 30mins, the mixture being
stirred periodically to ensure good contact between base and the fat
More water-methylated sprits is also added periodically, to maintain
the volume of the liquid
After reaction, beaker is removed from heat and allowed to cool
Formed soap curds are ‘salted out’ using excess NaCl solution
Increasing the concentration of ions (using excess NaCl) causes the
soap to precipitate out and form the layer of soap curds (as NaCl is
more soluble than soap)
After vacuum filtration and washing with water to remove any alkali, the
crude soap can be collected and tested
- Industrial Saponification: Kettle Boiled Batch Process
o This process is performed in large, heated, pressurized steel containers called
kettles (may contain up to 120 tonnes of material)
o Fats or oils are first blended and mixed with concentrated NaOH in the kettles
Some salt and soap from a previous batch is left in kettle to assist with mixing
as it promotes the formation of emulsions and assists in the solidification of
the soap as it forms
o The mixture is boiled using high-pressure and high-temperature steam
o Additional hot brine and steam are added at the end of the saponification reaction
to ‘salt out’ the soap and wash it free of glycerol
Glycerol is extracted by neutralising excess NaOH, distilling off the water, and
then distilling the glycerol under low pressure
o The mixture settles for several days and the soap curd gradually collects at the
surface
Soap curd is washed with water to remove excess salt and alkali

Soap curd is then sprayed and vacuum dried (in the end containing 12%
water)
o Soap is then converted into small pellets that are combined with fragrances and
colours before reblending and reprocessing into the desired form (liquid, powder or
bars)
- Comparison of SLS & KBBP
School Laboratory Saponification Kettle Boiled Batch Process
Similarities - Fats and oils are mixed with concentrated alkali and heated
- Concentrated, excess brine (NaCl solution) is used to separate the soap from the aqueous phase (‘salting out’) - The crude soap is washed free of glycerol
Differences - One pure fat or oil is used - A simple hotplate is used to heat the
mixture and a glass rod is used to stir - Some glycerol still remains in the soap - The soap is relatively crude and
processed and collected rapidly - Methylated spirits is added to help
emulsification (an emulsion is a dispersion of one liquid in another) - No fragrances or colours were
added to the soap (not processed highly)
- A blend of fats or oils is used - High-pressure and high-
temperature steam is used to heat and stir the mixture - Glycerol is removed and purified for use
- Longer process; settling of soap occurs over several days
- A previous batch of soap and salt (as opposed to methylated sprits) is left in the kettle to emulsify the new reactants
- Fragrances and colours are combined with the soap (processing occurs into desired forms of soap such as bars, liquid, powders, etc.)
Refer to Chem Jac 2 pages 417-418 for 2 other industrial saponification processes

Gather, process and present information from secondary sources to identify a range
of fats and oils used for soap-making
Fat or Oil Properties
Tallow - Very common animal fat derived from beef processing - Produces hard, greasy soap (unless other oils such as coconut oil are blended with it before alkaline hydrolysis)
Lard - Derived from pigs
- Produces hard soap that lathers quickly but does not readily dissolve in water
Coconut Oil (mainly lauric acid)
- Derived from pressed, dried fruit of coconut palm (relatively pure oil) - Often blended with tallow to produce softer soap that dissolves faster in water
- Produces soap that lather in salt or hard water
Palm Oil - Derived from the flesh of the palm fruit - Long hydrocarbon chains give it properties more similar to tallow than
vegetable oils
Olive Oil (mainly
oleic acid)
- Derived from crushed fruits of olive trees
- High percentage of unsaturated fatty acid
Account for the cleaning action of soap by describing its structure
- RECALL that like dissolves like:
o Polar substances dissolve in other polar substance
o Non-polar substances dissolve in other non-polar substances
- Water is polar, while grease and dirt are non-polar; they do not mix
o The force that keeps two immiscible liquids separated from each other is called
interfacial tension
- A surfactant (surface acting agent) is an agent that lowers the interfacial tension
between two liquids, allowing them to mix
o SOAP is a surfactant, allowing polar water and non-polar grease/dirt to mix
o The structure of soap is responsible for its role as a cleaning agent:
- Structure of Soap:
o Soap is an ionic compound.
The positive ion is usually a sodium (Na+) or potassium (K+) ion
The negative ion consists of:
Tail – long hydrocarbon tail
Head – Carboxylate end group
o The surfactant (cleansing) property of soap is ONLY caused by the structure of the
negatively charged fatty-acid chain; the cation has no effect
The head is said to be hydrophilic (water-loving) as it has a strong affinity
for water (readily forms hydrogen bonds with water)
The tail is said to be hydrophobic (water-hating), as the non-polar tail has a
little affinity for water (rather dissolving in non-polar grease)

- Cleaning Action of Soap:
o When stained clothing is added to a soap-water mixture, the long, non-polar
hydrocarbon tails form dispersion forces with the non-polar grease, dissolving in
it
The polar anionic heads remain at the surface of the grease, interacting
(dipole-dipole interactions) with water molecules
o Agitation allows grease layer to lift off the material, and form droplets or micelles
dispersed throughout the water
The hydrocarbon tails are buried deep in the grease or dirt particles, allowing
them to be lifted and carried away from clothing or skin
This stabilised mixture of grease, soap and water form an emulsion – soap
being the emulsifier
The negative heads of the micelles repel each other and prevent them from
clumping and joining together again
As the mixture is agitated, more grease is lifted of the surface of the dirty
object, and more grease/soap particles are formed
o
o Excess soap forms a lather of soap, water and air, which helps suspend the
particles of grease
o The last step is to rinse the lather and the soapy emulsion of grease and water
away from the material (using fresh water) leaving the material clean
EXTRA
- In dilute solutions, the soap anion forms a surface layer, where the hydrophobic tail is
out of the water and the hydrophilic head is stabilized in the water by ion-dipole
attractions.
o This monolayer of soap anions at the water surface disrupts the hydrogen
bonding between water molecules and lowers the water’s surface tension
This increases the ability of water to ‘wet’ a surface.
- Thus, soap is acting as a surfactant (or ‘surface active agent’).
- Another way that soap anions can stabilize themselves is to form structures called
micelles in the bulk of the soap solution
o The long hydrocarbon chains cluster to form an oily central core where the chains
are stabilised by dispersion forces.
o The negative head groups are exposed on the surface of the micelle where they
interact through ion-dipole attractions with the positive ends of the water dipoles

Explain that soap, water and oil together form an emulsion with the soap acting as
an emulsifier
- An emulsion is a dispersion of small droplets of one liquid throughout another liquid
o Two normally immiscible substances are stabilised by an emulsifier
o Emulsifiers are the same as surfactants – they reduce the surface tension to allow
miscible liquids to mix
- In a mixture of oil and water:
o If we try to mix oil and water by vigorous agitation, we form a temporary dispersion
of oil throughout the water
Eventually the oil droplets join together to form larger droplets that rise to the
surface to form a separate layer of oil
o The presence of soap, however, will create an emulsion upon agitation, with soap
acting as an emulsifier
The hydrocarbon tails of the soap anions dissolve in the oil and promote
droplet formation
These droplets repel each other, due the negatively-charged carboxylate
heads surrounding the droplets
- Oil-in-Water Emulsions:
1) Consist of oil colloidal particles dispersed in water
2) Oil in water emulsions have a greater proportion of water than
oil
Dissolve better in polar solvents, such as water,
rather than non-polar solvents such as kerosene
3) These emulsions have a non-greasy feel on the skin
4) Examples: Milk, mayonnaise, cream, cosmetic cleaners
- Water-in-Oil Emulsions
1) Consist of colloidal droplets of water dispersed in an oil
2) Oil-in-water emulsions mix better with non-polar solvents
3) They have a greasier feel due to the high proportion of oil
4) Examples: Butter, sunscreen, lipstick, cold cream, hand cream

Perform a first-hand investigation to gather information and describe the properties
of a named emulsion and relate these properties to its uses
- Aim: To prepare mayonnaise as an emulsion and test its properties. Mayonnaise is an
emulsion of vegetable oil and egg yolk, with the emulsifier being the lecithin found naturally in
the egg yolk.
- Equipment: vegetable oil, egg, vinegar.
- Method:
1) The mayonnaise was made by slowly adding oil to the egg yolk, while whisking
vigorously to disperse the oil. The lecithin stabilised the mixture by binding the oil and
water together.
2) A little water was added if the mixture was too thick.
3) Vinegar was added for flavour.
- Properties in relation to uses:
o Slow filtration of mayonnaise resulted in some oil droplets remaining in the filter paper,
indicating that mayonnaise is a dispersion of oil particles through aqueous
solution.
o Mayonnaise is a very stable emulsion, due to the strong emulsifying properties of
lecithin. It does not readily separate into its component layers.
This property is useful as it is a food product and it needs to stay in an edible
condition, in storage, for relatively long periods of time.
o Mayonnaise has the property of having a smooth creamy texture (with a
homogenous appearance) that does not feel oily (due to being an oil-in-water
emulsion)
This contributes to its appeal as a food product, because most people prefer
the creamy taste of mayonnaise over the sensation of eating pure oil.
- Risk Assessment:
o The emulsion formed is tested by eating, so care must be taken in regards to
cleanliness and refrigeration to avoid infection.
Refer to Chem Jac 2 Pages 446-447 and In-Class Practical For MORE
Perform a first-hand investigation to demonstrate the effect of soap as an emulsifier
- Aim: To demonstrate the effect of soap as an emulsifier.
- Equipment: test tube, cooking oil, soap solution.
- Method:
o A test tube was half filled with hot water, and then cooking oil was added.
o The tube was shaken vigorously and allowed to settle. The oil formed a separate layer
on top of the water as the two liquids were immiscible.
o A few drops of soap solution in water were added to the test tube, and the tube was
again shaken vigorously and allowed to stand until most of the bubbles had broken up.
- Results:
o The mixture now appeared homogenous (no separate layers) and had a cloudy
appearance.
o This suggested that an emulsion of invisibly small oil droplets dispersed through the
water had formed.
o This demonstrated that soap can act as an emulsifier, a substance that can help form
an emulsion between two normally immiscible liquids.

Distinguish between soaps and synthetic detergents in terms of:
o The structure of the molecule
o Chemical composition
o Effect in hard water
Soap:
- Structure:
o Soap molecules consist of a cation (e.g. Na+) which has no effect on the cleaning
action of soap
o It also consists of a long hydrocarbon tail with an anionic (negatively charged)
carboxylate head
- Chemical Composition:
o Soap is the salt of a fatty acid (most soaps are sodium stearate, stearic acid being
the fatty acid)
o It is a hydrocarbon molecule consisting of:
The head, a carboxylate anion (-COO) which is hydrophilic (water loving)
The tail, a long hydrocarbon chain which is hydrophobic
o Chemical composition is usually CH3(CH2)nCOO- Na+
- Effect in Hard Water :
o Soap (most commonly sodium stearate) does not function well in hard-water
Hard water is water that contains high levels of Mg2+ and Ca2+ ions
Soap is unable to produce a lather of bubbles in hard water
o When soap is used in hard water, the soap (stearate) anions react with high levels of
Mg2+ and Ca2+ ions to produce insoluble precipitates
These precipitates occur as a greyish ‘soap scum’ which stains ceramic sinks,
baths as well as clothes, reducing overall effectiveness of the soap (by
reducing the number of available soap molecules)
o E.g. Precipitation of calcium stearate
The calcium stearate sticks to and stains clothes if they are washed repeatedly
with soap in hard water
Anionic Detergents:
- Structure:
o Like soaps, anionic detergents consists of a long hydrocarbon tail and anionic head
group:
o These detergents are called ‘anionic’ because the actual surfactant ion (everything
except Na+ or the cation) has a negative charge
o Different to soaps, in the way that the structure and chemical composition of the
head is different
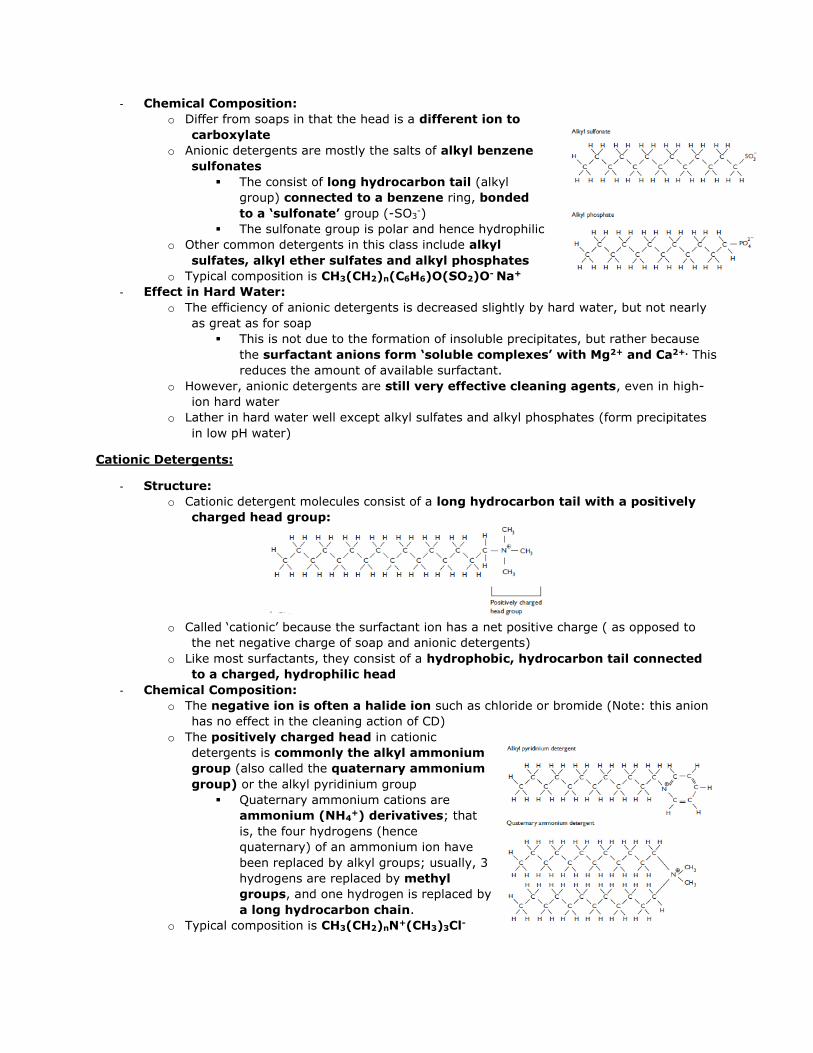
- Chemical Composition:
o Differ from soaps in that the head is a different ion to
carboxylate
o Anionic detergents are mostly the salts of alkyl benzene
sulfonates
The consist of long hydrocarbon tail (alkyl
group) connected to a benzene ring, bonded
to a ‘sulfonate’ group (-SO3-)
The sulfonate group is polar and hence hydrophilic
o Other common detergents in this class include alkyl
sulfates, alkyl ether sulfates and alkyl phosphates
o Typical composition is CH3(CH2)n(C6H6)O(SO2)O- Na+
- Effect in Hard Water:
o The efficiency of anionic detergents is decreased slightly by hard water, but not nearly
as great as for soap
This is not due to the formation of insoluble precipitates, but rather because
the surfactant anions form ‘soluble complexes’ with Mg2+ and Ca2+. This
reduces the amount of available surfactant.
o However, anionic detergents are still very effective cleaning agents, even in high-
ion hard water
o Lather in hard water well except alkyl sulfates and alkyl phosphates (form precipitates
in low pH water)
Cationic Detergents:
- Structure:
o Cationic detergent molecules consist of a long hydrocarbon tail with a positively
charged head group:
o Called ‘cationic’ because the surfactant ion has a net positive charge ( as opposed to
the net negative charge of soap and anionic detergents)
o Like most surfactants, they consist of a hydrophobic, hydrocarbon tail connected
to a charged, hydrophilic head
- Chemical Composition:
o The negative ion is often a halide ion such as chloride or bromide (Note: this anion
has no effect in the cleaning action of CD)
o The positively charged head in cationic
detergents is commonly the alkyl ammonium
group (also called the quaternary ammonium
group) or the alkyl pyridinium group
Quaternary ammonium cations are
ammonium (NH4+) derivatives; that
is, the four hydrogens (hence
quaternary) of an ammonium ion have
been replaced by alkyl groups; usually, 3
hydrogens are replaced by methyl
groups, and one hydrogen is replaced by
a long hydrocarbon chain.
o Typical composition is CH3(CH2)nN+(CH3)3Cl-
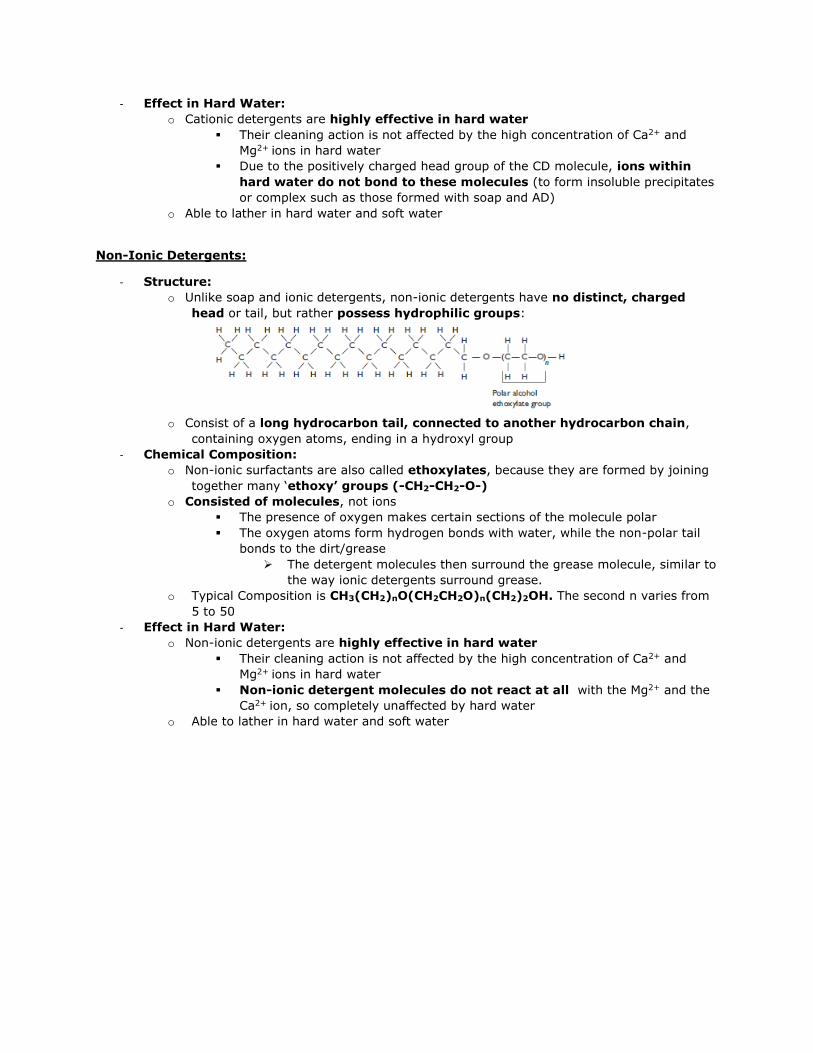
- Effect in Hard Water:
o Cationic detergents are highly effective in hard water
Their cleaning action is not affected by the high concentration of Ca2+ and
Mg2+ ions in hard water
Due to the positively charged head group of the CD molecule, ions within
hard water do not bond to these molecules (to form insoluble precipitates
or complex such as those formed with soap and AD)
o Able to lather in hard water and soft water
Non-Ionic Detergents:
- Structure:
o Unlike soap and ionic detergents, non-ionic detergents have no distinct, charged
head or tail, but rather possess hydrophilic groups:
o Consist of a long hydrocarbon tail, connected to another hydrocarbon chain,
containing oxygen atoms, ending in a hydroxyl group
- Chemical Composition:
o Non-ionic surfactants are also called ethoxylates, because they are formed by joining
together many ‘ethoxy’ groups (-CH2-CH2-O-)
o Consisted of molecules, not ions
The presence of oxygen makes certain sections of the molecule polar
The oxygen atoms form hydrogen bonds with water, while the non-polar tail
bonds to the dirt/grease
The detergent molecules then surround the grease molecule, similar to
the way ionic detergents surround grease.
o Typical Composition is CH3(CH2)nO(CH2CH2O)n(CH2)2OH. The second n varies from
5 to 50
- Effect in Hard Water:
o Non-ionic detergents are highly effective in hard water
Their cleaning action is not affected by the high concentration of Ca2+ and
Mg2+ ions in hard water
Non-ionic detergent molecules do not react at all with the Mg2+ and the
Ca2+ ion, so completely unaffected by hard water
o Able to lather in hard water and soft water

Distinguish between anionic, cationic and non-ionic synthetic detergents in terms of:
o Chemical composition
o Uses
Refer to above dot point for comparison between Chemical Composition of the different
synthetic detergents
Uses:
- Anionic Detergents:
o Most common cleaning agents, used in general cleaning purposes including:
Liquid and powder laundry detergents
Dishwashing detergents
Hand-soaps
Shampoo
Toothpaste
Heavy-duty engine lubricants
o Effective in removing grease and stains from natural fibres
o Examples:
Sodium dodecylbenzene sulfonate - Most commonly used in laundry
detergents as it lathers well and can be dried to a stable powder during
manufacturing
Barium tetradecylbenzene sulfonate – Used in heavy-duty engine
lubrications
Sodium alkyl ether sulfates – Used in shampoos as well as dishwashing and
laundry liquids
- Cationic Detergents:
o The cationic head group binds strongly to negatively charged surfaces. Accounts for use
in:
Hair conditioners
Positive heads attach to negatively charged hair, and the surface of
the hair becomes coated with long hydrocarbon tails sticking out,
leaving a smooth, waxy feel and shiny appearance
Fabric Softeners (e.g. Distearyl dimethyl ammonium chloride)
Positive heads bond to negative fabric fibres, leaving a soft, smooth
feel
o Disinfectants (e.g. Monoalkyl quaternary ammonium detergents; lauryl dimethyl
benzyl ammonium chloride)
Antiseptic properties of such detergents make them very useful in many
household disinfectants and sanitisers including antiseptic soaps,
mouthwashes, and lozenges for sore throats
o Also used in water treatment facilities as flocculating agents
o Cationic detergents are not used as soaps or in dishwashing liquids as they leave
the surface with a greasy feel.
- Non-Ionic Detergents
o Mainly used in paints, adhesives and cosmetics (where improved contact between
polar and no-polar substances is required)
o They produce less foam than other detergents, so they are also used in low foam
applications, such as dishwashing powders and front-loading machines
o Also used in insecticides, herbicides, and pharmaceuticals

Solve problems and use available evidence to discuss, using examples, the
environmental impacts of the use of soaps and detergents
- Biodegradability:
o Soaps are biodegradable as they are single-chain hydrocarbons (derived from fatty
acids)
They are easily broken down into carbon dioxide and water by the action of
natural decomposers in the environment (such as bacteria)
o Synthetic detergents that were developed (to overcome the shortcomings of soaps)
posed an environmental risk, associated with their non-biodegradability
Branched-chain anionic detergents were developed (extensive branching
of hydrocarbon tails)
They were not biodegradable and persisted in the environment
as they were not decomposed by microbes in the few days it took soap
residues to decompose
Rivers and dams became covered
in foam from a build-up of detergent.
Foams reduce diffusion between water
and the air, making waterways
unsuitable for aquatic life
The following table compares the time
for branched-chain detergents and
soaps to decompose in the natural
environment
Linear detergents were then developed by
synthesising detergents with non-branching tails
These are much more biodegradable than branched detergents, and
so solved the foam problem
- Phosphates:
o Synthetic detergents do not contain any phosphates (perhaps trace amounts)
As detailed above, anionic detergents are affected slightly by the
presence of Mg2+ and Ca2+ ions in hard water (surfactant anions forming
complex)
o Substances called ‘builders’ are added to detergent powders to increase their
efficiency
Builders include phosphate and polyphosphate compounds (e.g. sodium
tripolyphosphate Na5P3O10)
Builders are used to complex the ions in hard water, preventing them
from interfering with the washing process (effectively softening the water and
increasing cleaning power of detergents):
o However, increased use of ‘builders’ adds to increasing level of phosphates in
waterways, making such use a major environmental problem:
Excess phosphates in waterways lead to eutrophication and algal blooms,
which lead to the depletion of oxygen in the water system.
This causes severe degradation of water quality, the promotion of
anaerobic conditions and the disturbance of the natural ecosystem

o Sodium zeolite is now being used to replace phosphates in detergents
Zeolites help remove Ca2+ and Mg2+ ions from hard water by exchanging Na+
ions for Ca or Mg ions.
These zeolites do not cause the eutrophication problems associated with
phosphates.
- Biocidal Properties:
o Cationic detergents have mild biocidal properties
They are attracted to the membrane surfaces of bacterial cells where
they disrupt the cellular processes
o The presence of these cationic detergents in wastewater and in sewage treatment
facilities can alter the balance of bacterial decomposers
At high concentrations of CD’s, the bacteria that decompose sewage are
killed
o Cationic detergents represent a small percentage of detergents used, so environmental
impact is minimal
6. The Solvay process has been in use since the 1860s
Describe the uses of sodium carbonate
Sodium Carbonate is used in many industries:
- Glass Manufacture
o The main use of SC is in the production of glass for windows and bottles
o Glass is produced when SC is heated at very high temperatures, in combination with
sand (SiO2) and calcium carbonate (CaCO3), and cooled very rapidly
o SC acts as a flux in glass production as it lowers the melting point of SiO2 and CaCO3
- Soap & Detergent Production
o SC can be used as a base in soap and detergent manufacture, in place of stronger
alkalis, such as NaOH
o SC is also used to make sodium phosphate and sodium silicates that act as
builders
- Softening Agent
o SC can be used to soften hard water as the carbonate ions precipitate Ca and Mg
ions
o Some laundry powders contain SC to lower hardness of water
- Baking Soda Production
o NaHCO3 is produced as part of the Solvay process (process for manufacture of Sodium
Carbonate). It is commonly called baking soda
o Baking soda is used in cooking to produce carbon dioxide as a raising agent.
o It is also used in CO2 fire extinguishers.
- Borax Manufacture
o Borax (Na2B4O7) is the salt formed when boric acid (H3BO3) neutralizes SC
solution
o Borax is used in the manufacture of glazes and glass
o It is also used as a cleaning agent in laundry products
Identify the raw materials used in the Solvay process and name the products
- The Solvay Process is the major chemical industrial process used to manufacture sodium
carbonate (Na2CO3)
- Raw Materials:
o Brine (saturated sodium chloride solution, NaCl)

o Limestone (calcium carbonate, CaCO3)
o Ammonia (NH3)
- Products:
o Soda Ash (Sodium carbonate, Na2CO3)
o Calcium chloride (CaCl2)
Identify, given a flow chart, the sequence of steps used in the Solvay process and
describe the chemistry involved in:
o Brine purification
o Hydrogen carbonate formation
o Formation of sodium carbonate
o Ammonia recovery
- Step 1 – Brine Purification
o Brine for this process is obtained from:
Salt water stored deep underground
Underground rock salt deposits
Sea Water
o Before brine solution can be used, it must be purified to remove impurities such as
Ca and Mg salts which could interfere with the crystallisation of sodium hydrogen
carbonate
Sodium carbonate (previously produced) and NaOH are added to precipitate
out insoluble CaCO3 and Mg(OH)2
Ca2+ (aq) + CO3
2- (aq) CaCO3 (s)
Mg2+ (aq) + 2OH-
(aq) Mg(OH)2 (s)
A flocculent is added and the insoluble CaCO3 and Mg(OH)2 precipitates are
flocculated and filtered off
o This whole process of purification, leaves behind a purified sodium chloride solution
(purified brine) which is concentrated to about 30% (w/w)
- Step 2 – Sodium Hydrogen Carbonate Formation
o Carbon dioxide is obtained by the thermal decomposition of limestone (CaCO3) in
the vertical-shaft lime kiln leaving calcium oxide (CaO) as a by-product to be used
in ammonia recovery.
CaCO3(s) CaO(s) + CO2(g) ……………………………… (1)
o In the ammonia absorber tower, the purified brine solution is saturated with
ammonia (obtained from the Haber process)
During this exothermic process, considerable heat is released so the tower
must be cooled with cold water pipes to ensure that the brine is fully
ammoniated
o The ammoniated brine solution is fed into the carbonator.
Here, carbon dioxide gas (from the lime kiln as well as recycled CO2) is
pumped under pressure (about 300kPa) into the base of the carbonator
The ammoniated brine is fed into the top of the carbonator and trickles
downwards over the surfaces of serrated plates inside the carbonator which
provide a high SA for reaction
Through a series of reversible reactions, sodium hydrogen carbonate is
formed:
Firstly, rising CO2 reacts with water in ammoniated brine solution to
form carbonic acid:
o CO2 (g) + H2O (l) H2CO3 (aq)
This weak acid then reacts with the weak base ammonia, forming the
hydrogen carbonate ion and ammonium

o H2CO3 (aq) + NH3 (aq) HCO3ˉ (aq) + NH4
+ (aq)
The low temperature (0oC) and high salt concentration in the bottom
half of the carbonator promotes the crystallisation of sodium
hydrogen carbonate. The Na+ ions form a precipitate with the HCO3-
ions, as NaHCO3 is less soluble than NH4Cl, leaving a solution of
ammonium chloride behind
o Na+ (aq) + HCO3ˉ
(aq) NaHCO3 (s)
Overall ionic equation in carbonator tower:
o Na+ (aq) + CO2 (g) + NH3 (aq) + H2O (l) NaHCO3 (s) +
NH4+
(aq)
Adding in the chloride spectator ion, gives complete equation:
o NaCl (aq) + CO2 (g) + NH3 (aq) + H2O (l) NaHCO3 (s) +
NH4Cl (aq)
o Only about 75% of the original salt is converted to sodium hydrogen carbonate.
Unreacted salt is recycled
- Step 3 – Formation of Sodium Carbonate
o The solution leaving the carbonator is filtered and the NaHCO3 is collected.
Rotary vacuum drum filters are used to separate the NaHCO3 from the
filtrate (containing NH4Cl solution), which is returned to the ammonia
recovery distillery
The crystals are washed and then dried by drawing in air through the
crystalline mass
Any excess ammonia (NH3) that is adsorbed, or NaCl, or CO2 is recycled
o The dried, NaHCO3 crystals are then heated in a rotating calciner (heat obtained
from contact with steam-heated tubes)
Sodium hydrogen carbonate decomposes to produce anhydrous sodium
carbonate, water vapour and carbon dioxide
2NaHCO3 (s) Na2CO3 (s) + CO2 (g) H2O(g)
o The solid NaHCO3 could also have been packaged and sold as baking soda (as
opposed to placing it in a calciner)
- Step 4 – Ammonia Recovery
o Ammonia is considered to be a catalyst of the Solvay Process because it is not
consumed in the reaction, but allows the reaction to proceed (Note: the input of
ammonia is a once-only process as the ammonia is continuously recycled)
o The by-product of calcium oxide (from thermal decomposition of CaCO3 in the lime
kiln) is ‘slaked’ (reacted with water) in the slaker to form slaked lime (calcium
hydroxide, Ca(OH)2)
CaO (s) + H2O (l) Ca(OH)2 (aq)
o The residue solution (filtrate) from the rotary vacuum drum filter is an ammonium
chloride solution (also containing CO2 and NH3 which are removed from the filtrate
through distillation and then recycled)
o In the ammonia recovery distillery, ammonia is recovered.
Ammonium chloride solution is heated with the calcium hydroxide (from
slaker) to recover the ammonia
2NH4Cl (aq) + Ca(OH)2 (aq) CaCl2 (aq) + 2NH3 (aq) + 2H2O (g)
The ammonia released is distilled off using large quantities of low-pressure
steam to ensure that little ammonia is lost
The only waste product is calcium chloride (CaCl2) which can be recovered
and sold but most of it is released into the ocean.

- Overall:
o Adding up all the above equations, the Solvay Process can be summarised as:
2NaCl (aq) + CaCO3 (s) Na2CO3 (s) + CaCl2 (aq)
Solvay Process Flow Charts & Diagrams

Perform a first-hand investigation to assess risk factors and then carry out a
chemical step involved in the Solvay process, identifying any difficulties associated
with the laboratory modelling of the step
- Step A – Decomposition of Sodium Hydrogen Carbonate
o Aim: To model the decomposition of sodium hydrogen carbonate
o Equipment: 1 teaspoon of NaHCO3, 150ml lime water, Bunsen burner, ammonium
chloride and calcium hydroxide solutions.
o Method:
1) 1 teaspoon NaHCO3 of was weighed and placed into a pre-weighed test tube
2) The test tube was stoppered and clamped to a retort stand
3) The test tube was heated with a Bunsen flame and the evolved gases were
passed through a rubber delivery tube into a beaker of limewater
4) The test tube was cooled and weighed again to determine the loss in weight.
o Results:
o
o Water vapour formed around the mouth of the test tube
o The lime water turned cloudy, indicating presence of CO2 gas
o The test tube decreased in mass, indicating the loss of water vapour and carbon
dioxide
o Risk Assessment (Factors):
Na2CO3 is a product of the reaction and is slightly toxic if ingested and also a
skin irritant.
Care should be taken when handling this substance, and hands should be
washed immediately if they come into contact with the chemical. Wear
safety gloves, goggles, lab coat
The Bunsen burner has potential risks of causing burns to skin and causing
a fire in the school laboratory.
All flammable materials should be removed from the work area when
heating.
If burns occur, rinse the affected area with cold water for 10 minutes
Wear protective clothing and use Bunsen on safety flame when not
heating
o Difficulties associated with the laboratory modelling of this step:
The difficulty encountered in this experiment was that it was not clear when
the reaction had gone to completion, because the reactant and product
were both the same colour (white)
- Step B – Ammonia Saturator
o To model this step, 10 mL of concentrated ammonia solution (30%) was mixed with
10 mL of brine (saturated sodium chloride solution).
o 10g of ammonium chloride crystals were dissolved into the solution, and then more
continuously added until no more would dissolve.
o The clear solution was then decanted into a conical flask.

o Risk Factors
Ammonia is highly toxic. It was handled in the fume cupboard
o Difficulties
A higher concentration of ammonia is used in the Solvay Process.
This is hard to attain in the school laboratory (and unsafe), so instead,
ammonium crystals were used to facilitate the carbonation
Sample Solvay Process Questions

Process information to solve problems and quantitatively analyse the relative
quantities of reactants and products in each step of the process (MUST REFER TO
CHEM JAC 2, PAGES 434-435 FOR PRACTICE QUESTIONS)
E.g. What masses of limestone (88.7% CaCO3) and brine (30.9% NaCl) are needed to
produce a tonne of SODIUM CARBONATE?
- Firstly, we state the chemical equation to determine the reaction ratios:
o 2NaCl (aq) + CaCO3 (s) Na2CO3 (s) + CaCl2 (aq)
- Finding the molar mass of sodium carbonate:
Molar mass (Na2CO3) = 2 (22.99) + (12.01) + 3 (16.0)
= 106.0 g/mol
- Finding the number of moles of Na2CO3 in tonne:
Moles (Na2CO3) = mass / molar mass
= (1000000) / (106.0)
= 9433.96
- Finding the mass of limestone used:
Moles (CaCO3) = moles (Na2CO3); reaction ratio of 1:1
= 9433.96
Molar mass (CaCO3) = (40.1) + (12.0) + 3 (16.0)
= 100.1 g/mol
Mass (CaCO3) = moles × molar mass
= 9433.96 × 100.1
= 944339.40 g
o BUT limestone is 88.7% CaCO3. Hence, the mass of limestone is:
Mass (limestone) = 944339.40 / 88.7 × 100 = 1.06 tonnes
- Similarly, finding the mass of brine used:
Moles (NaCl) = 2 × moles (Na2CO3); reaction ratio of 2:1
= 2 × 9433.96
= 18867.92
Molar mass (NaCl) = (23.0) + (35.5)
= 58.5 g/mol
Mass (NaCl) = moles × molar mass
= 18867.92 × 58.5
= 1103773.32 g
o BUT brine is 30.9% NaCl. Hence, the mass of brine is:
Mass (brine) = 11.3773.32 / 30.9 × 100 = 3.57 tonnes

Discuss environmental issues associated with the Solvay process and explain how
these issues are addressed
- Disposal of Calcium Chloride:
o The Solvay process produces calcium chloride as a waste product.
At the end of the ammonia recovery process, a solution of CaCl2 (~15%
(w/w)) containing some salt, slaked lime and suspended lime-stone particles
remain
o Although a certain amount of it is recovered and purified for sale (used as a drying
agent and in de-icing roads), far more is produced than is required for these purposes
o Coastal Plants: In Australia’s only Solvay plant (in Osborne, Adelaide, located close
to the sea)
Residual CaCl2 (slightly alkaline due to presence of calcium hydroxide) is
discharged safely into the ocean with suitable dilution.
This does not significantly increase the concentrations of Ca2+ or Cl-
ions in the oceans, as they already exist in high concentrations.
Hydrogen carbonate ions, naturally present in sea water, can also neutralize
excess alkalinity in the waste solution:
o Inland Plants:
In inland plants (where no ocean is available) CaCl2 waste solutions cannot be
discharged very easily
Could not be discharged into rivers and lakes as this would
significantly increase the salinity, concentration of ions (Ca and
Cl), causing disruption to ecosystems
CaCl2 can raise the salinity levels in the soil, contaminating ground
water
How Issues Are Being Addressed:
Solvay companies in such locations contain their waste in settling
ponds before discharging solutions
In some cases, the solutions are evaporated to dryness, and the
minerals buried underground; it is suitable, but very expensive.
- Thermal Pollution:
o Some of the reactions in the Solvay process are exothermic and produce large
amounts of heat.
o Water from nearby rivers or lakes is used as a coolant to absorb waste heat.
If this heated water was returned directly to the river or lake, it could cause
thermal pollution, resulting in lower levels of dissolved oxygen (as the
solubility of oxygen in water decreases as temperature of water body
increases)
This would destroy aquatic life and disturb the ecological balance.
o How Issue Could be Addressed:
To reduce this problem, the water is cooled in cooling ponds before it is
discharged into the environment.
Heat diffusers can be used to cool the water, but this is an expensive
process.
- Ammonia Leakages:
o There is often some loss of ammonia to the atmosphere from Solvay plants (e.g.
from the ammonia recovery unit).
Ammonia is an air pollutant, particularly if discharged near cities.

It can cause coughing and irritation of sensitive organs (e.g. eyes and
throat) and severe burns if high concentrations of ammonia come into
contact with skin.
o How Issue is Being Addressed:
Careful design and monitoring of Solvay plants keeps ammonia leakages at an
acceptable level.
For example, scrubbers in chimneys remove ammonia gases:
------------------------------------------------------------------------------------------------------------
EXTRA
- Mining & Farming
o Limestone
The limestone required for the Solvay process is mined
Most of these mines are open-cut and the normal issues associated
with mining and environmental damage should be addressed
o Salt
Establishment of salt farms to evaporate sea water needs to be regulated so
that minimal damage occurs to local environment
- Particulate Emissions:
o Particulate emissions from kilns and dryers are controlled by scrubbers and
electrostatic precipitators
----------------------------------------------------------------------------------------------------------
Use available evidence to determine the criteria used to locate a chemical industry
using the Solvay process as an example
The criteria used for selecting a location for an industrial plant are:
- Availability of Raw Materials:
o Raw materials must be readily available either locally or by establishment of
transport links
o Raw materials should be available at a low cost
o Solvay Process example:
Salt is obtained by solar evaporation of sea water in salt farms near the plant
Limestone is mined locally and transported on a dedicated rail line
Ammonia is transported as liquid ammonia in rail tankers from Haber plants
Water pipelines linking a fresh water reservoir to Solvay plant are
established
- Availability of Energy:
o Electricity and heat are required for the plant
o Rail transport of coal and coke should be established
o Solvay Process Example:
Coke is used to decompose limestone and for heating
Coal is used to generate electricity and as a fuel to create steam
The Solvay process is a relatively low energy process so it is more
important to locate the plant close to raw materials than to energy supplies
- Proximity to Markets:
o The products of the chemical industry should be readily marketable locally,
domestically and internationally
o Solvay Process Example:
Sodium carbonate has a universal market, as it is a high demand product

Soda ash is a major component of glass manufacturing, so local and
domestic industries are important to ensure profitability
Markets for baking soda (NaHCO3) are also important
- Environmental Issues & Waste Disposal
o Waste disposal strategies must be established to prevent environmental pollution
o Solvay Process Example:
This is a major consideration when locating a Solvay plant, as large amounts
of calcium chloride are produced.
CaCl2 waste can be diluted and discharged into the ocean with minimal
effect on the aquatic environment.
Therefore, coastal plants are more practical than inland plants
(associated with a greater potential to harm the environment)
Heat exchangers can be used to recycle excess heat so that thermal
pollution of waterways is minimised
- Transport:
o Raw materials need to be transported to the factory and products readily transported
to markets
o Needs to be in close proximity to established transport links
o Solvay Process Example:
Dedicated rail links bring in raw materials such as limestone
Rail links can also supply coke and coal
Products can be exported through coastal ports and transported intrastate
and interstate
- Personnel:
o Factories should be located near towns or cities to obtain the necessary skilled
workforce including technicians and industrial chemists





























