Embed Size (px)
Citation preview
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0706
LAS BUSUR MANUAL-IIC (Shielded Metal Arc Welding-IIC)
( Januari 2002 )
Daftar IsiBAB 1 PENGANTAR..........................................................................................................1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
BAB 2 ARAHAN BAGI PELATIH.......................................................................................5Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................5Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
BAB 3 STANDAR KOMPETENSI.......................................................................................7Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Elemen Kompetensi dan Kriteria Unjuk Kerja..............................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................9Konteks Penilaian........................................................................................................9Aspek Penting Penilaian..............................................................................................9Keterkaitan dengan Unit Lain.....................................................................................10Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini................................10Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.....10
BAB 4 STRATEGI PENYAJIAN.......................................................................................11A Rencana Materi..................................................................................................11B Cara Mengajarkan Standar Kompetensi............................................................13C Materi Pendukung untuk Pelatih........................................................................17
Lembar Informasi............................................................................................18Tugas..............................................................................................................36Transparansi...................................................................................................62
BAB 5 CARA MENILAI UNIT INI.......................................................................................77Apa yang Dimaksud dengan Penilaian ?...................................................................77Apa yang Dimaksud dengan Kompeten?..................................................................77Pengakuan Kompetensi yang Dimiliki........................................................................77Kualifikasi Penilai.......................................................................................................77Ujian yang Disarankan...............................................................................................78Checklist yang Disarankan Bagi Penilai....................................................................82Lembar Penilaian.......................................................................................................83
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan : kebutuhan peserta pelatihan persyaratan-persyaratan organisasi waktu yang tersedia untuk pelatihan situasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan menamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai siswa, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHTOverhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standar-standar yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standar yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standar yang sudah ditetapkan.
Aspek Penting Penilaian
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc
Bab 1 Pengantar
Menerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks PenilaianMenetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit Lain
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc
Tingkat kemampuan yang harus ditunjukkan dalam menguasai kompetensi ini
Tingkat Karakteristik
1 Tugas-tugas rutin dalam prosedur sudah tercapai dan secara periodik kemajuannya diperiksa oleh supervisor.
2 Tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan diri untuk menangani pekerjaan secara otonomi. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Bertanggung jawab atas aktifitas-aktifitas yang kompleks dan non-rutin yang diarahkan dan bertanggung jawab atas pekerjaan orang lain.

Bab 1 Pengantar
Menerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik? Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkupan situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka ) tugas-tugas praktik tugas-tugas proyek studi kasus melalui media (video, referensi, dll ) kerja kelompok bermain peran dan simulasi. kunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: General Welding
Pengarang: Charles A. Edgin
Penerbit: John Wiley & Sons
Tahun Terbit: 1982
Judul: Las Busur Manual 2
Pengarang: Rizal Sani
Penerbit: PPPG Teknologi Bandung
Tahun Terbit: 1997
Judul: Manual Metal Arc Welding – 3 & 4
Pengarang: Departement of Education and Training
TAFE - NSW
Penerbit: Manufacturing and Engineering Education Services Devision
Southern Sydney Institute NSW
Tahun Terbit 2000
Judul: The Procedure Handbook of Arc Welding
Pengarang: The Lincoln Electric Company
Penerbit: The Lincoln Electric Company
Tahun Terbit 1973
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau siswa untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan mengidentifikasikan apa yang telah dikerjakan peserta pelatihan memeriksa kemajuan peserta pelatihan meyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk
kerja telah dimasukkan dalam pelatihan dan penilaian.
Judul Unit Las Busur Manual-IIC
Deskripsi Unit Unit ini merupakan unit lanjutan yang bertujuan untuk mempersiapkan seorang teknisi las memiliki pengetahuan, keterampilan dan sikap kerja tentang proses las busur manual tahap kedua pada level II serta penerapannya di industri.
Kemampuan Awal Peserta pelatihan harus telah memiliki kemampuan awal berikut :
Las Busur Manual-IIB
Elemen Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Menjelaskan teknik-teknik pengontrolan distorsi pada pengelasan
1.1 Pengertian distorsi secara umum, pemuaian, pemanasan serta pendinginan dijelaskan.
1.2 Penyebab dan jenis-jenis distorsi dijelaskan.
1.3 Teknik-teknik pengontrolan distorsi diuraikan.
2.0 Menjelaskan dan melaksanakan macam-macam pemeriksaan dan pengujian hasil las.
2.1 Macam-macam pemeriksaan dan pengujian tanpa merusak (NDT) diuraikan.
2.2 Macam-macam pengujian dengan merusak (DT) diuraikan.
2.3 Pemeriksaan dan pengujian tanpa merusak dan dengan merusak diaplikasikan.
3.0 Mengidentifikasi prosedur dan teknik pengelasan pada posisi di atas kepala.
3.1 Penempatan bahan dan posisi elektroda dijelaskan.3.2 Urutan, arah dan gerakan elektroda difahami dan dijelaskan
4.0 Melaksanakan pengelasan sambungan tumpul ( butt ) kampuh V pada pelat posisi di atas kepala (overhead)
4.1 Bahan disiapkan sesuai gambar kerja dan ditempatkan sesuai dengan posisi pengelasan yang ditentukan.
4.2 Elektroda dipilih dan digunakan sesuai dengan ketentuan (mengacu pada WPS).
4.3 Pengelasan menggunakan elektroda rutile dan low hydrogen pada poisi 4G dilakukan dengan memperhatikan prosedur dan petunjuk keselamatan & kesehatan kerja yang berlaku.
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Sub Kompetensi / Elemen Kriteria Unjuk Kerja
4.4 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta keterampilan untuk keahlian las busur manual untuk level II tahap kedua ( B ) yang relevan dengan bidang las dan fabrikasi logam.
a. Sasarannya adalah segala macam pekerjaan bengkel pada industri-industri manufaktur di linkungan Pulau Batam dan Bintan serta Indonesia umumnya.
b. Penekanan dari unit ini adalah hal-hal yang mendasar tentang teknik-teknik pengelasan sambungan tumpul ( butt ) kampuh V pada pelat baja karbon posisi di atas kepala.
c. Pelatihan dapat dilaksanakan di bengkel pelatihan atau di industri yang relevan dengan persyaratan ; Tersedia bengkel dengan kelengkapan peralatan kerja las busur manual
dan ruang guru yang sebaiknya berdekatan dengan bengkel tersebut. Tersedia alat pemotongan dengan gas. Tersedia sumber-sumber belajar dan media pembelajaran. Tersedia alat-lat keselamatan dan kesehatan kerja las busur manual.
d. Permasalahan keselamatan dan kesehatan kerja yang perlu diperhatikan : Pemakaian pakaian yang cocok, sepatu kerja, helm las dan/ atau kaca
mata pengaman ( bila diperlukan ). Lingkungan kerja yang sehat dan aman dengan ventilasi dan sistem
pengisap udara yang memadai. Pencahayaan yang cukup.
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Pengetahuan dan Keterampilan PokokPokok-pokok pengetahuan dan keterampilan yang harus dinilai penguasaan dan penampilannya adalah sebagai berikut :
Distorsi :- pengertian distorsi ( koefisien muai panjang, pemanasan dan pendinginan )- penyebab dan jenis-jenis distorsi- teknik pengontrolan distorsi ( sebelum, sewaktu, dan setelah pengelasan )
Pemeriksaan dan Pengujian Hasil Las :- pemeriksaan dan pengujian tanpa merusak ( NDT )- pengujian merusak ( DT )
Prosedur Pengelasan Sambungan Tumpul pada Posisi Di atas Kepala (review ) :- penempatan bahan las dan posisi elektroda- arah, gerakan dan urutan pegelasan
Pengelasan Sambungan Tumpul Kampuh V Posisi Di atas Kepala :- jalur las posisi di atas kepala menggunakan elektroda rutile- jalur las posisi di atas kepala menggunakan elektroda low hydrogen- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan
elektroda rutile- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan
elektroda low hydrogen
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh lembaga pelatihan, asosiasi atau industri tempat bekerja. Penilaian seharusnya meliputi penilaian kemampuan praktik/unjuk kerja dan penilaian pokok-pokok pengetahuan dengan beberapa metoda penilaian.
Aspek Penting PenilaianFokus penilaian unit ini akan tergantung pada kebutuhan sektor industri yang mencakup dalam program pelatihan, yaitu :
Adanya integrasi antara teori-praktik. Penekanan pelatihan adalah prosedur-prosedur dan teknik-teknik yang
benar disamping hasilnya. Metode-metode penilain sebaiknya terdiri dari proses dan hasil. Aplikasi seharusnya berhubungan dengan kegiatan manufaktur dan
perawatan.
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Keterkaitan dengan Unit LainUnit ini merupakan unit lanjutan yang membekali pengetahuan dan keterampilan untuk proses las busur manual yang akan dipelajari pada tingkat berikutnya.
Perlu hati-hati dalam pengembangan pelatihan untuk memenuhi persyaratan pelatihan unit ini. Untuk pra-pelatihan kejuruan secara umum, lembaga pelatihan harus menyediakan program pelatihan yang dapat mencakup semua industri agar tidak terjadi prasangka hanya untuk satu sektor industri saja. Kondisi unjuk bekerja akan membantu memenuhi maksud ini. Sedangkan untuk penyelenggaraan pelatihan bagi industri yang khusus, perlu diupayakan pelatihan khusus juga agar apa yang dibutuhkan industri tersebut dapat dipenuhi.
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, Mengelola dan Menganalisa Informasi
3 Menggunakan Ide-ide dan Teknik Matematika
2
Mengkomunikasikan Ide-ide dan Informasi
3 Memecahkan Masalah 3
Merencanakan dan Mengorganisir Aktifitas-aktifitas
3 Menggunakan Teknologi 2
Bekerja dengan Orang Lain dan Kelompok
2
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian A Rencana Materi
BAB 4 STRATEGI PENYAJIAN
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
1.0 Menjelaskan teknik-teknik pengontrolan distorsi pada pengelasan
1.1 Pengertian distorsi secara umum, pemuaian, pemanasan serta pendinginan dijelaskan.
1.2 Penyebab dan jenis-jenis distorsi dijelaskan.
1.3 Teknik-teknik pengontrolan distorsi diuraikan.
Distorsi :- pengertian distorsi ( koefisien muai panjang, pemanasan dan pendinginan )
- penyebab dan jenis-jenis distorsi- teknik pengontrolan distorsi ( sebelum, sewaktu, dan setelah pengelasan )
Penyajian
Tanya-jawab
Diskusi
Handout
OHT
2.0 Menjelaskan dan melaksanakan macam-macam pemeriksaan dan pengujian hasil las.
2.1 Macam-macam pemeriksaan dan pengujian tanpa merusak (NDT) diuraikan.
2.2 Macam-macam pengujian dengan merusak (DT) diuraikan.
2.3 Pemeriksaan dan pengujian tanpa merusak dan dengan merusak diaplikasikan.
Pemeriksaan dan Pengujian Hasil Las :- pemeriksaan dan pengujian tanpa merusak ( NDT )
- pengujian merusak ( DT )
Penyajian
Tanya jawab
Tugas
Handout
OHT
Lembar Tugas
3.0 Mengidentifikasi prosedur dan teknik pengelasan pada posisi di atas kepala.
3.1 Penempatan bahan dan posisi elektroda dijelaskan.
3.2 Urutan, arah dan gerakan elektroda difahami dan dijelaskan
Prosedur Pengelasan Sambungan Tumpul pada Posisi Di atas Kepala (review ) :- penempatan bahan las dan posisi elektroda
- arah, gerakan dan urutan pegelasan
Penyajian
Tanya jawab
Diskusi
Handout
OHT
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
4.0 Melaksanakan pengelasan sambungan tumpul ( butt ) kampuh V pada pelat posisi di atas kepala (overhead)
4.1 Bahan disiapkan sesuai gambar kerja dan ditempatkan sesuai dengan posisi pengelasan yang ditentukan.
4.2 Elektroda dipilih dan digunakan sesuai dengan ketentuan (mengacu pada WPS).
4.3 Pengelasan menggunakan elektroda rutile dan low hydrogen pada poisi 4G dilakukan dengan memperhatikan prosedur dan petunjuk keselamatan & kesehatan kerja yang berlaku.
3.4 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Pengelasan Sambungan Tumpul Kampuh V Posisi Di atas Kepala :- jalur las posisi di atas kepala menggunakan elektroda rutile
- jalur las posisi di atas kepala menggunakan elektroda low hydrogen
- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan elektroda rutile
- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan elektroda low hydrogen
Penyajian
Tanya jawab
Tugas
Handout
OHT
Lembar Tugas
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
1.1 Pengertian distorsi secara umum, pemuaian, pemanasan serta pendinginan dijelaskan.
Instruktor/ pelatih menjelaskan tentang pengertian distorsi secara umum, pemuaian, pemenasan serta pendinginan yang dilengkapi dengan contoh-contoh aplikasi yang berkaitan dengan hal tersebut. Peserta diberi waktu untuk tanya jawab dan berdiskusi.
HO 2 - 4
OHT 1 - 2
1.2 Penyebab dan jenis-jenis distorsi dijelaskan.
Instruktor/ pelatih menerangkan tentang penyebab-penyebab terjadinya distorsi yang meliputi : tegangan sisa dan pengelasan/ pemotongan, kemudian menjelaskan tentang macam-macam distorsi yang meliputi : perubahan arah melintang, memanjang dan menyudut.
Peserta diberi waktu untuk tanya jawab dan berdiskusi.
HO 4 - 6
OHT 3 - 4
1.3 Teknik-teknik pengontrolan distorsi diuraikan.
Instruktor/ pelatih menerangkan dan mendemonstrasikan atau memperlihatkan contoh-contoh tentang teknik-teknik pengontrolan distorsi. Peserta diberi waktu untuk tanya-jawab dan/ atau berdiskusi.
HO 6 - 10
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
OHT 5 - 9
2.1 Macam-macam pemeriksaan dan pengujian tanpa merusak (NDT) diuraikan.
Instruktor/ pelatih menerangkan dan mendemonstrasikan tentang macam-macam pemeriksaan dan pengujian tanpa merusak (NDT) yang meliputi : pemeriksaan secara visual, pengujian dengan pewarna, partikel magnit, ultrasonik dan dengan radiografi.
HO 11 - 14
OHT 10 - 11
2.2 Macam-macam pengujian dengan merusak (DT) diuraikan.
Instruktor/ pelatih menerangkan dan mendemonstrasikan tentang macam-macam pemeriksaan dan pengujian dengan merusak (DT) yang meliputi : pengujian pematahan sambungan sudut, pematahan kampuh las, pelengkungan dan pengujian makro.
HO 14 - 16
OHT 12 - 13
2.3 Pemeriksaan dan pengujian tanpa merusak dan dengan merusak diaplikasikan.
Instruktor/ pelatih menerangkan tentang prosedur pemeriksaan dan pengujian dengan NDT dan DT dan memberi beberapa tugas yang relevan dengan peralatan yang ada.
Tugas 1 - 4
3.1 Penempatan bahan dan posisi elektroda dijelaskan.
Instruktor/ pelatih menjelaskan tentang penempatan bahan serta posisi elektroda untuk pengelasan sambungan tumpul kampuh V pada pelat posisi di atas kepala.
HO 17
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
OHT 14 - 15
3.2 Urutan, arah dan gerakan elektroda difahami dan dijelaskan
Instruktor/ pelatih menerangkan dan mendemonstrasikan tentang urutan , arah dan gerakan elektroda untuk pengelasan sambungan tumpul kampuh V pada pelat posisi di atas kepala ( review paket-paket sebelumnya yang berhubungan dengan hal tersebut).
HO 18
OHT 15
4.1 Bahan disiapkan sesuai gambar kerja dan ditempatkan sesuai dengan posisi pengelasan yang ditentukan.
Instruktor/ pelatih mendemonstrasikan tentang teknik-teknik persiapan dan penempatan bahan serta posisi elektroda untuk pengelasan sambungan tumpul kampuh V pada pelat posisi di atas kepala.
Tugas 5 - 8
4.2 Elektroda dipilih dan digunakan sesuai dengan ketentuan (mengacu pada WPS).
Instruktor/ pelatih menjelaskan tentang pemilihan elektroda untuk tiap pekerjaan yang dikerjakan, terutama pemilihan yang tepat untuk pengelasan root dan pengisian, baik diameter maupun jenis elektroda.
Tugas 5 - 8
4.3 Pengelasan menggunakan elektroda rutile dan low hydrogen pada poisi 4G dilakukan dengan memperhatikan prosedur dan petunjuk keselamatan & kesehatan kerja yang berlaku.
Instruktor/ pelatih memberikan contoh-contoh penerapan ( mendemonstrasikan ) dan peserta ditugasi untuk melakukan sesuai dengan petunjuk dan demonstrasi.
Intrukto/ pelatih memeriksa peletakan bahan untuk tiap tugas praktik.
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
Tugas 5 - 8
4.4 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Instruktor/ pelatih memberikan penjelasan tentang teknik-teknik membersihkan benda kerja dan mendemontrasikannya serta memberi tugas tentang hal yang sama pada peserta.
Tugas 5 - 8
Indonesia Australia Partnership for Skills Development Page 16Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian C Materi Pendukung untuk Pelatih
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
Lembar Informasi HO 1
LAS BUSUR MANUAL-IIC (Shielded Metal Arc Welding-IIC)
BSDC-0706
Nama Peserta : ……………………No. Identitas : ………..…
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 2
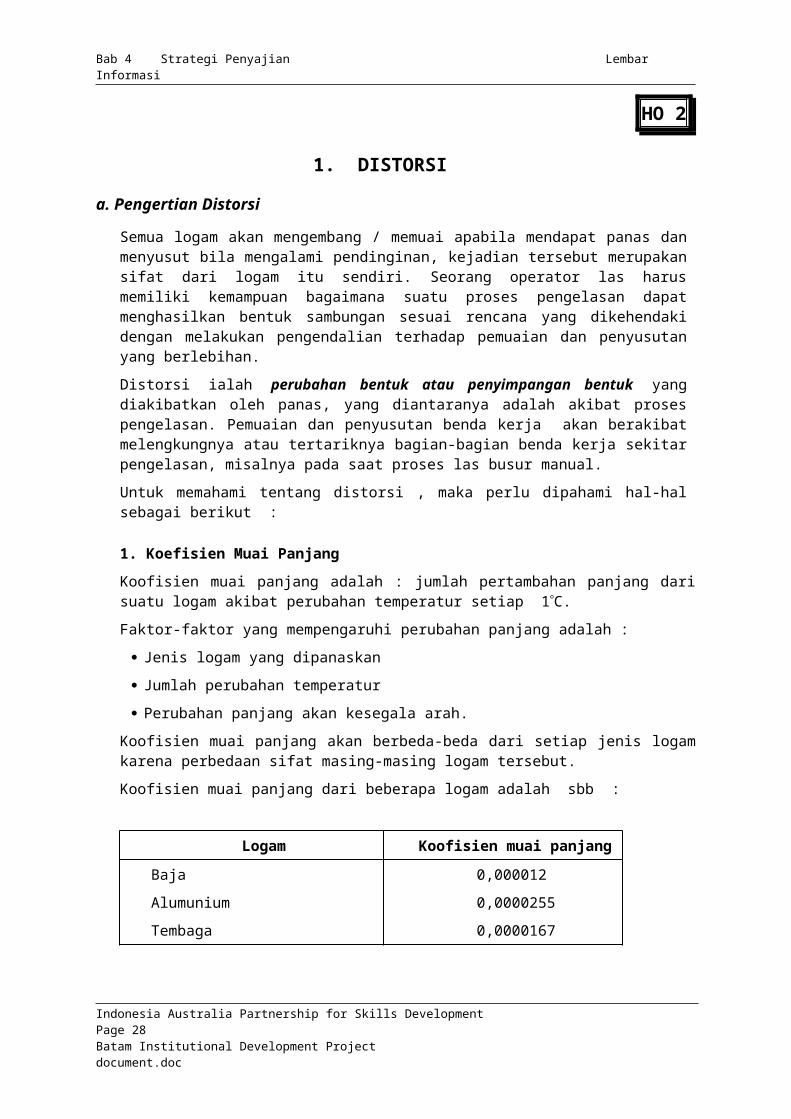
1. DISTORSI
a. Pengertian Distorsi
Semua logam akan mengembang / memuai apabila mendapat panas dan menyusut bila mengalami pendinginan, kejadian tersebut merupakan sifat dari logam itu sendiri. Seorang operator las harus memiliki kemampuan bagaimana suatu proses pengelasan dapat menghasilkan bentuk sambungan sesuai rencana yang dikehendaki dengan melakukan pengendalian terhadap pemuaian dan penyusutan yang berlebihan.
Distorsi ialah perubahan bentuk atau penyimpangan bentuk yang diakibatkan oleh panas, yang diantaranya adalah akibat proses pengelasan. Pemuaian dan penyusutan benda kerja akan berakibat melengkungnya atau tertariknya bagian-bagian benda kerja sekitar pengelasan, misalnya pada saat proses las busur manual.
Untuk memahami tentang distorsi , maka perlu dipahami hal-hal sebagai berikut :
1. Koefisien Muai PanjangKoofisien muai panjang adalah : jumlah pertambahan panjang dari suatu logam akibat perubahan temperatur setiap 1C.
Faktor-faktor yang mempengaruhi perubahan panjang adalah :
Jenis logam yang dipanaskan
Jumlah perubahan temperatur
Perubahan panjang akan kesegala arah.
Koofisien muai panjang akan berbeda-beda dari setiap jenis logam karena perbedaan sifat masing-masing logam tersebut.
Koofisien muai panjang dari beberapa logam adalah sbb :
Logam Koofisien muai panjang
Baja
Alumunium
Tembaga
0,000012
0,0000255
0,0000167
Sebagai contoh baja akan bertambah panjang 0,000012 mm setiap perubahan temperatur 1C.
Contoh Perhitungan Koofisien Muai Panjang.
Sebatang baja panjang 300 mm dipanaskan sampai 1000C, terjadi pertambahan panjang 3,6 mm ini didapat berdasarkan perhitungan sbb.
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 3
Rumus :
Pertambahan Panjang = Panjang awal x Koofisien muai panjang x perubahan temperatur.
= 300 X 0,000012 X 1000 = 3,6 mm
Perbandingan Koofisien muai panjang dari berbagai jenis logamWalaupun dipanaskan pada temperatur yang sama, maka pertambahan panjang dari masing-masing logam tersebut tidak akan sama dan tergantung dari jenis logam tersebut (perhatikan contoh-contoh berikut)
Besi tuang
Baja karbon
Steinles steel
2. Pemanasan dan Pendinginana. Pemanasan dan Pendinginan benda bebas (Tidak tertahan)
Apabila benda logam dipanaskan secara merata dan dalam keadaan bebas atau tidak tertahan maka akan menyusut kembali ke posisi semula kalau didinginkan. Sebagai contoh perubahannya dapat diperhatikan diagram tersebut berikut :
Memuai secara merata Menyusut secara merata
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 4
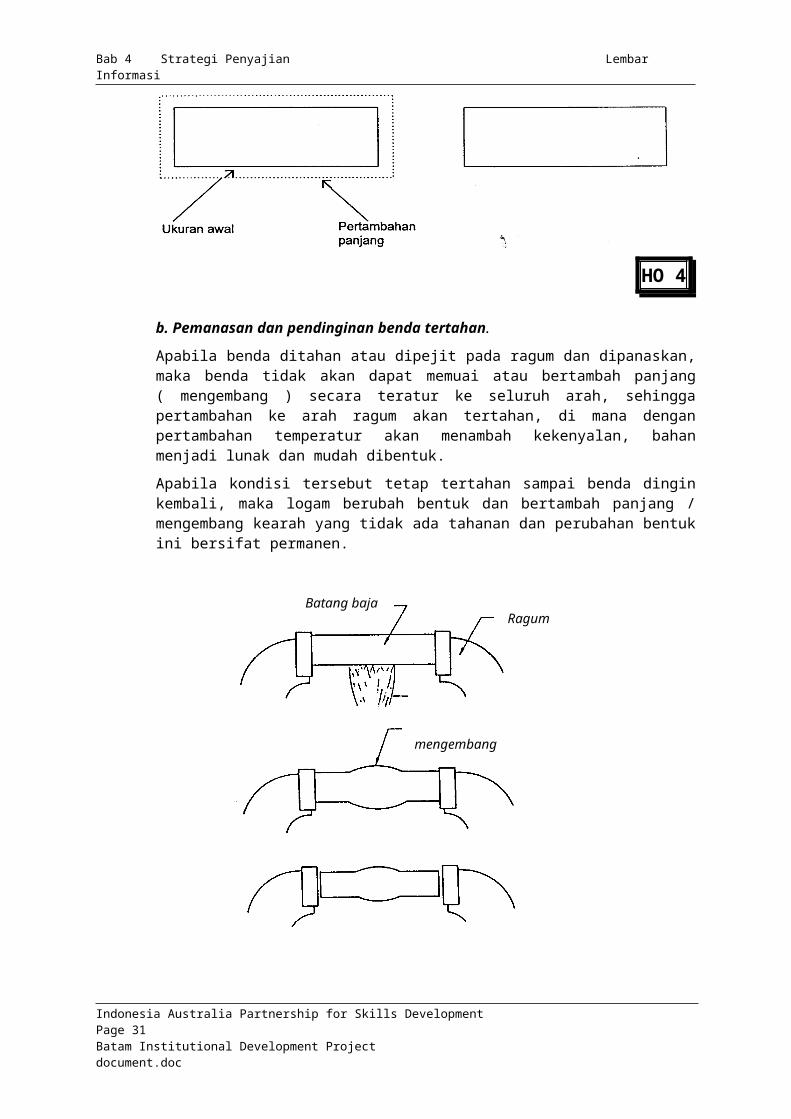
b. Pemanasan dan pendinginan benda tertahan.
Apabila benda ditahan atau dipejit pada ragum dan dipanaskan, maka benda tidak akan dapat memuai atau bertambah panjang ( mengembang ) secara teratur ke seluruh arah, sehingga pertambahan ke arah ragum akan tertahan, di mana dengan pertambahan temperatur akan menambah kekenyalan, bahan menjadi lunak dan mudah dibentuk.
Apabila kondisi tersebut tetap tertahan sampai benda dingin kembali, maka logam berubah bentuk dan bertambah panjang / mengembang kearah yang tidak ada tahanan dan perubahan bentuk ini bersifat permanen.
b. Penyebab dan Jenis-jenis Distorsi
1. Penyebab terjadinya distorsiTiga penyebab utama terjadinya distorsi (perubahan bentuk) pada konstruksi logam dan industri bidang konstruksi ( pengelasan ) adalah :
Tegangan sisa
Pengelasan
Pemotong dengan panas/api
a. Tegangan SisaSeluruh bahan logam yang digunakan dalam industri misalnya batangan, lembaran atau bentuk profil lainnya diproduksi atau dibentuk dengan proses-proses ini meninggalkan atau menahan tegangan didalam bahan yang disebut tegangan sisa.
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc
Batang bajaRagum
mengembang
Bab 4 Strategi Penyajian Lembar Informasi
HO 5
Tidak selalu tegangan sisa ini menimbulkan permasalahan tapi apabila bahan menerima panas akibat pengelasan atau pemotongan dengan panas (api), tegangan sisa akan hilang secara tidak merata, maka akan terjadi perubahan bentuk (distorsi). Sebagai contoh profil I berikut yang dipotong dengan api.
b. Pengelasan/ Pemotongan dengan Panas.
Sewaktu mengelas atau memotong dengan menggunakan api (panas), sumber panas dihasilkan dari nyala busur atau nyala api ini akan mengakibatkan pertambahan panjang dan penyusustan secara tidak merata. Akibatnya terjadi perubahan bentuk (distorsi).
2. Jenis-jenis DistorsiAda tiga jenis utama perubahan bentuk akibat pengelasan :
Perubahan bentuk arah melintang
Perubahan bentuk arah memanjang
perubahan bentuk menyudut
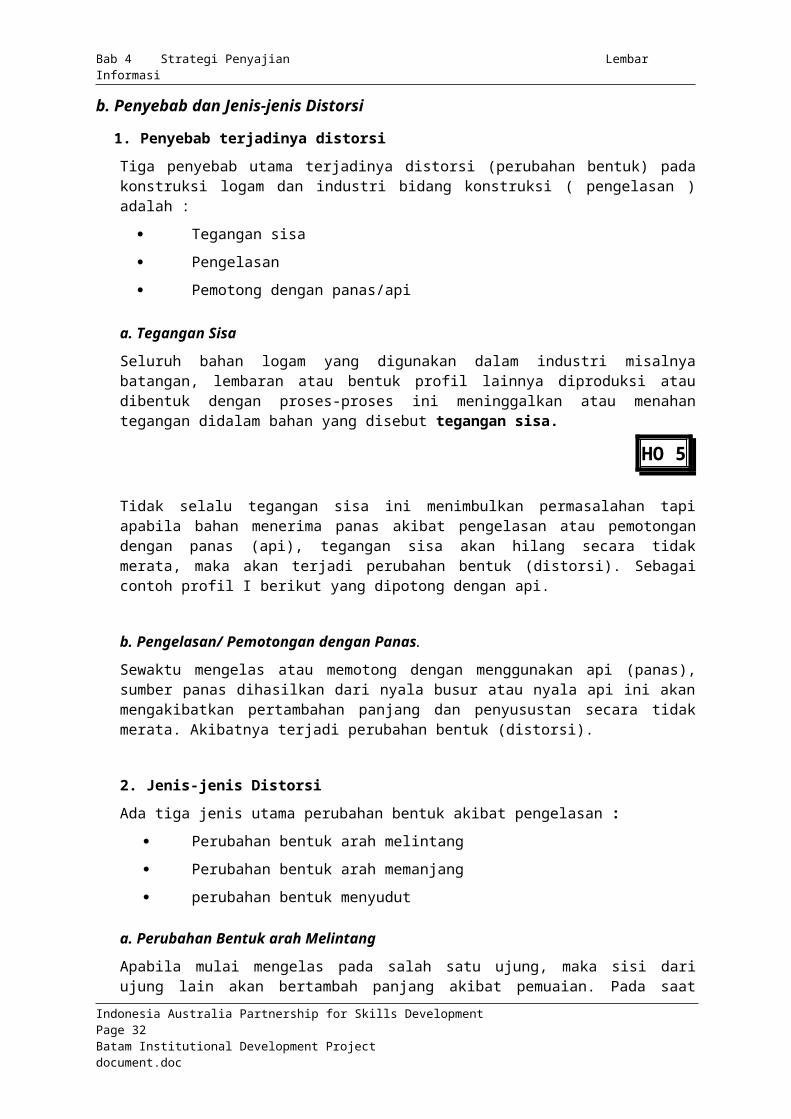
a. Perubahan Bentuk arah MelintangApabila mulai mengelas pada salah satu ujung, maka sisi dari ujung lain akan bertambah panjang akibat pemuaian. Pada saat pendinginan, maka sisi-sisi logam akan saling menarik dan berkontraksi satu sama lain. Pergerakan ini disebut perubahan bentuk arah melintang.
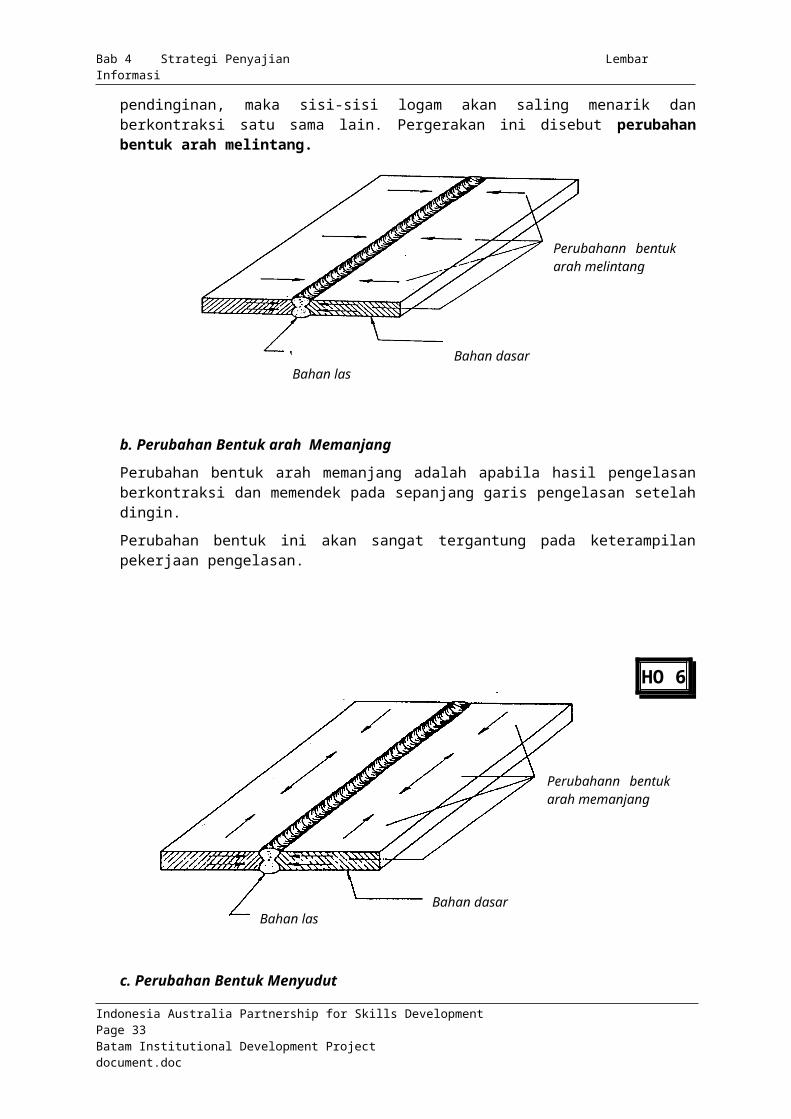
b. Perubahan Bentuk arah MemanjangPerubahan bentuk arah memanjang adalah apabila hasil pengelasan berkontraksi dan memendek pada sepanjang garis pengelasan setelah dingin.
Perubahan bentuk ini akan sangat tergantung pada keterampilan pekerjaan pengelasan.
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc
Bahan lasBahan dasar
Perubahann bentuk arah melintang
Bab 4 Strategi Penyajian Lembar Informasi
HO 6
c. Perubahan Bentuk Menyudut Perubahan bentuk menyudut adalah apabila sudut dari benda yang dilas berubah akibat kontraksi. Kontraksi lebih besar pada permukaan pengelasan karena jumlah hasil pengelasan lebih banyak.
c. Teknik Pengontrolan Distorsi
Ada beberapa langkah untuk mengontrol pengaruh perubahan bentuk (distorsi) sewaktu proses pengelasan yang meliputi
Sebelum pengelasan
Sewaktu pengelasan
Sesudah pengelasan
1. Tehnik Mengontrol Distorsi Sebelum Pengelasan.
a. Perencanaan yang baikPerencanaan kampuh yang baik adalah panjang jarak minimum yang tepat dari kampuh untuk menghindari terlalu banyaknya pengelasan.
HO 7Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc
Perubahann bentuk arah memanjang
Bahan dasarBahan las
Memperkecil bevel & gap yang lebih besar Kampuh bentuk U Kampuh bentuk X
Bab 4 Strategi Penyajian Lembar Informasi
b. Pengelasan CatatLas catat adalah pengelasan dengan jumlah sedikit merupakan titik-titik saja yang akan berfungsi seperti klem. Jumlah dan ukuran dari titik-titik pengelasan yang diperlukan untuk mempertahankan kalurusan adalah sangat tergantung pada jenis dan tebal bahan. Tehnik pengelasan catat yang benar akan mempertahankan bahan sewaktu pengelasan.
Langkah pengelasan catat dapat perhatikan pada gambar berikut, yakni berselang-seling.
c. Alat Bantu (Jig dan Fixture)Alat bantu ini digunakan untuk mempertahankan kelurusan bahan sebelum dan selama pengelasan. Bentuk alat bantu ini sangat tergantung pada bentuk bahan yang dilas. Berikut ini adalah beberapa gambar alat bantu untuk pengelasan :
HO 8
d. Pengaturan Letak Bahan (Pre-setting)Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc
(e)
Bab 4 Strategi Penyajian Lembar Informasi
Pengaturan letak bahan yang akan dilas dapat dilakukan dengan cara mengganjal (menahan) untuk mengatasi konstraksi pada waktu pengelasan. Walaupun demikian cara meletakkan ganjal (penahan) sangat tergantung pada pengalaman dan pengetahuan operator untuk menempatkannya secara tepat.
2. Tehnik Menghindari Distorsi Sewaktu Pengelasana. Pengelasan selang seling.Apabila pengelasan secara terus menerus dari salah satu ujung ke ujung yang lain maka konstraksi akan terus bertambah selama proses pengelasan dan inilah salah satu penyebab perubahan bentuk. Ini dapat diatasi dengan tehnik pengelasan secara selang-seling dengan arah pengelasan yang berlawanan.
b. Pengelasan SeimbangPengelasan seimbang ini adalah seatu proses pengelasan untuk menyeimbangkan panas ke bidang pengelasan. Metode ini sering digunakan untuk memperbaiki kebulatan atau kelurusan poros dan setiap jalur pengelasan dilakukan berseberangan.
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc
Sisi yang dilas
Pelat penahan
Ujung pelat
Penahan/ pasak Pelat yang bengkok

Bab 4 Strategi Penyajian Lembar Informasi
HO 9
Ini bertujuan untuk mempertahankan keseimbangan kontraksi dan mengurangi perubahan bentuk.
Urutan pengelasan perhatikan gambar berikut :
Prinsip yang sama juga dapat digunakan pada pengelasan kampuh V atau U ganda. Pengelasan dilakukan dengan sisi atau permukaan yang berlawanan. Konstraksi akan terjadi sama pada kedua belah permukaan. Untuk langkah pengelasan dapat diperhatikan gambar berikut.
c. Pendingin Buatan Logam pendingin ditempelkan pada logam yang dilas supaya panas pengelasan dipindahkan ke logam pendingin, logam pendingi biasanya dari tembaga atau perunggu. Selama pengelasan logam pendingin akan menyerap panas dari benda kerja. Metode ini cocok untuk pengelasan pelat tipis karena akan mengalami perubahan bentuk yang besar atau akan mudah cair jika tidak didinginkan dengan bahan / logam pendingin..
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc
Bahan pendingin

Bab 4 Strategi Penyajian Lembar Informasi
HO 10
3. Tehnik Mengatasi Perubahan Bentuk Setelah PengelasanUntuk memperbaiki perubahan bentuk akibat pengelasan setelah dilakukan sangat sulit sekali dan kadang -kadang tidak mungkin.
Adalah hal yang sangat penting melakukan langkah menghindari perubahan bentuk sebelum dan selama pengelasan.
Sungguhpun demikian untuk memperbaiki perubahan bentuk akibat pengelasan dapat dilakukan dengan 2 cara berikut:
Meluruskan dengan api
Pemukulan Logam Panas
a. Meluruskan dengan ApiGambar berikut ini menunjukan batang baja mengalami kebengkokan akibat pengelasan pada salah satu permukaannya. Konstruksi dari hasil pengelasan membengkokkan baja kearah pengelasan. Kalau sisi yang berlawanan dari yang dilas dipanaskan dan didinginkan maka sisi tersebut akan menyusut, sehingga benda akan lurus kembali.
b. Pemukulan Logam Waktu PanasMetode ini ini digunakan untuk menarik atau meregang hasil pengelasan dan bagian logam yang berdekatan dengan tempat pengelasan dengan cara memukul-mukulnya selagi masih panas. Peregangan ini akan mempengaruhi hasil pengelasan menjadi mengerut namun membantu menghilangkan konstraksi. Perlu diperhatikan bahwa perlakuan yang berlebihan akan mengakibatkan bahan menjadi keras atau retak.
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc
Hasil las
Daerah yang dipanaskan

Bab 4 Strategi Penyajian Lembar Informasi
HO 11
2. PEMERIKSAAN DAN PENGUJIAN HASIL LAS
Pemeriksaan dan pengujian hasil las bertujuan untuk mengetahui kualitas suatu konstruksi. Konstruksi dengan kualitas yang jelek akan menyebabkan penambahan biaya untuk mengerjakan ulang, kehilangan kepuasan langganan dan beresiko terhadap keselamatan.
Seluruh konstruksi harus sering diperiksa selama proses pembuatan/ fabrikasi. Selanjutnya tergantung pada penggunaan komponen tersebut dan mungkin memerlukan tes khusus. Misalnya bahan benda kerja dan hasil las perlu di tes baik secara merusak maupun dengan tidak merusak.
Tujuan pengujian adalah untuk mengetahui apakah hasil pekerjaan telah sesuai dengan standar yang diakui.
a. Pemeriksaan dan Pengujian Tanpa Merusak ( Non-Destructive Test / NDT )Metode-metode yang biasa dilakukan dalam memeriksa dan menguji hasil las dirancang untuk dapat memeriksa kualitas hasil pengelasan baik pada bagian luar maupun bagian dalam tanpa merusak benda kerja. Adapun pemeriksaan dan pengujian tersebut terdiri dari :
Pemeriksaan secara Visual ( visual inspection )
Pengujian dengan Pewarna ( liquid / dye penetrant testing )
Pengujian dengan partikel magnit ( magnetic particle testing )
Pengujian ultrasonik ( ultrasonic testing )
Pengujian dengan Radiografi / Sinar X ( radiographic examination )
Walaupun ada beberapa jenis tes untuk pengujian tidak merusak akan tetapi hanya ada tiga jenis pengujian yang banyak dilaksanakan di lapangan, yaitu:
1. Pemeriksaan secara Visual ( review )
Dalam pemeriksaan visual ini, operator atau petugas pemeriksa perlu menggunakan alat-alat bantu sederhana seperti yang ditunjukkan pada gambar: Contoh memeriksa ukuran hasil las.
Pemeriksaan visual meliputi :
Ukuran hasil las
Bentuk rigi las
Cacat las, dll
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 12
Contoh memeriksa ukuran hasil las :
2. Pengujian dengan PewarnaPemeriksaan ini dilakukan untuk mengetahui cacat las seperti retak atau rongga yang terbuka sampai ke permukaan. Langkah-langkahnya adalah sebagai berikut :
Membersihkan permukaan benda kerja, sehingga terbebas dari debu, minyak, dll
Bersihkan zat pewarna yang berlebihan dari permukaan benda kerja
Laburkan zat pengembang berwarna putih pada permukaan.
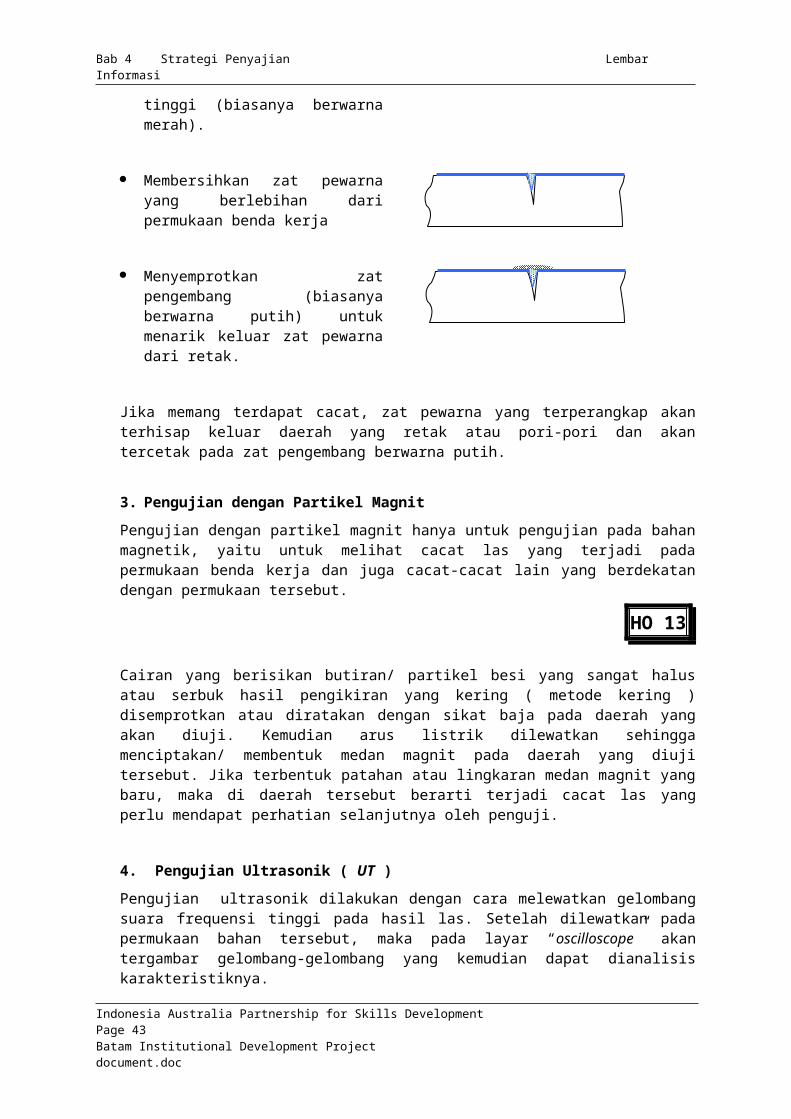
Menyemprotkan zat pewarna dengan daya rembes yang tinggi (biasanya berwarna merah).
Membersihkan zat pewarna yang berlebihan dari permukaan benda kerja
Menyemprotkan zat pengembang (biasanya berwarna putih) untuk menarik keluar zat pewarna dari retak.
Jika memang terdapat cacat, zat pewarna yang terperangkap akan terhisap keluar daerah yang retak atau pori-pori dan akan tercetak pada zat pengembang berwarna putih.
3. Pengujian dengan Partikel MagnitPengujian dengan partikel magnit hanya untuk pengujian pada bahan magnetik, yaitu untuk melihat cacat las yang terjadi pada permukaan benda kerja dan juga cacat-cacat lain yang berdekatan dengan permukaan tersebut.
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 13
Cairan yang berisikan butiran/ partikel besi yang sangat halus atau serbuk hasil pengikiran yang kering ( metode kering ) disemprotkan atau diratakan dengan sikat baja pada daerah yang akan diuji. Kemudian arus listrik dilewatkan sehingga menciptakan/ membentuk medan magnit pada daerah yang diuji tersebut. Jika terbentuk patahan atau lingkaran medan magnit yang baru, maka di daerah tersebut berarti terjadi cacat las yang perlu mendapat perhatian selanjutnya oleh penguji.
4. Pengujian Ultrasonik ( UT )Pengujian ultrasonik dilakukan dengan cara melewatkan gelombang suara frequensi tinggi pada hasil las. Setelah dilewatkan pada permukaan bahan tersebut, maka pada layar “oscilloscope” akan tergambar gelombang-gelombang yang kemudian dapat dianalisis karakteristiknya.
Gelombang suara yang lewat pada keseluruhan tebal bahan akan lebih panjang dibandingkan gelombang suara yang terputus oleh adanya cacat las, sehingga dengan demikian, maka penguji dapat memastikan di mana terdapat cacat las pada pengelasan tersebut.
5. Pengujian Radiografi (sinar X)Pengujian dengan radiografi ( radiographic examination ) adalah tehnik pengujian tidak merusak dengan menggunakan sinar X yang tidak bisa dilihat, yakni untuk mengamati ciri-ciri internal suatu sambungan las. Prosesnya sama dengan fotografi biasa, kecuali bahwa disini digunakan sinar X, bukan cahaya, untuk pencahayaan film. Dalam pemeriksaan sinar X pada sebuah hasil pengelasan, film diletakkan dibawah benda uji. Film tersebut akan terkena pencahayaan sinar x yang menembus sambungan las, setelah proses pencahayaannya film dicuci dan film negatifnya akan menunjukkan citra profil hasil lasan beserta cacatnya.
Pemeriksaan radiografi banyak dipakai karena cara ini dapat dilakukan pada semua jenis bahan dan film negatifnya dapat disimpan sebagai dokumentasi yang permanen.
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc
transducer/ sensorkabel
cacat las gelombang suara

Bab 4 Strategi Penyajian Lembar Informasi
HO 14
b. Pengujian Merusak ( Destructive Test / DT )Pengujian ini dilakukan untuk memeriksa kualitas bahan, struktur, ataupun sambungan las, sehingga akan dapat mengukur :
Kemampuan tukang/ juru las Proses dan prosedur pengelasan apakah sesuai dengan pekerjaannya Kualitas kawat las
Dalam pengujian merusak antara lain ini meliputi : Pengujian pematahan sambungan sudut ( fillet break ) Pengujian pematahan kampuh las ( nick break ) Pengujian pelengkungan ( bend test ) Pengujian makro ( macro test )
Sedangkan pengujian merusak dengan cara pengujian kekerasan, pengujian pukul kejut dan tegangan tarik tidak dibahas, mengingat tes-tes tersebut tidak banyak dilakukan di lapangan.
1. Pengujian Pematahan Las Sudut ( Fillet Break )Las tumpang (dilaskan pada satu sisi saja) dites dengan menekan sambungan atau memukulnya dengan palu untuk mematahkan hasil las. Bagian dalam rigi las kemudian diamati untuk menentukan kualitas dan kelayakannya.
Indonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc
Sinar-X
bahan
Hasil sinar-X memperlihatkan cacat las
dipukul
dialur
Bab 4 Strategi Penyajian Lembar Informasi
HO 15
Tes pematahan pada sambungan fillet akan menunjukkann cacat-cacat las berikut ini :
Kurangnya peleburan
Rongga
Terperangkapnya terak las
Penembusan atau penetrasi yang kurang
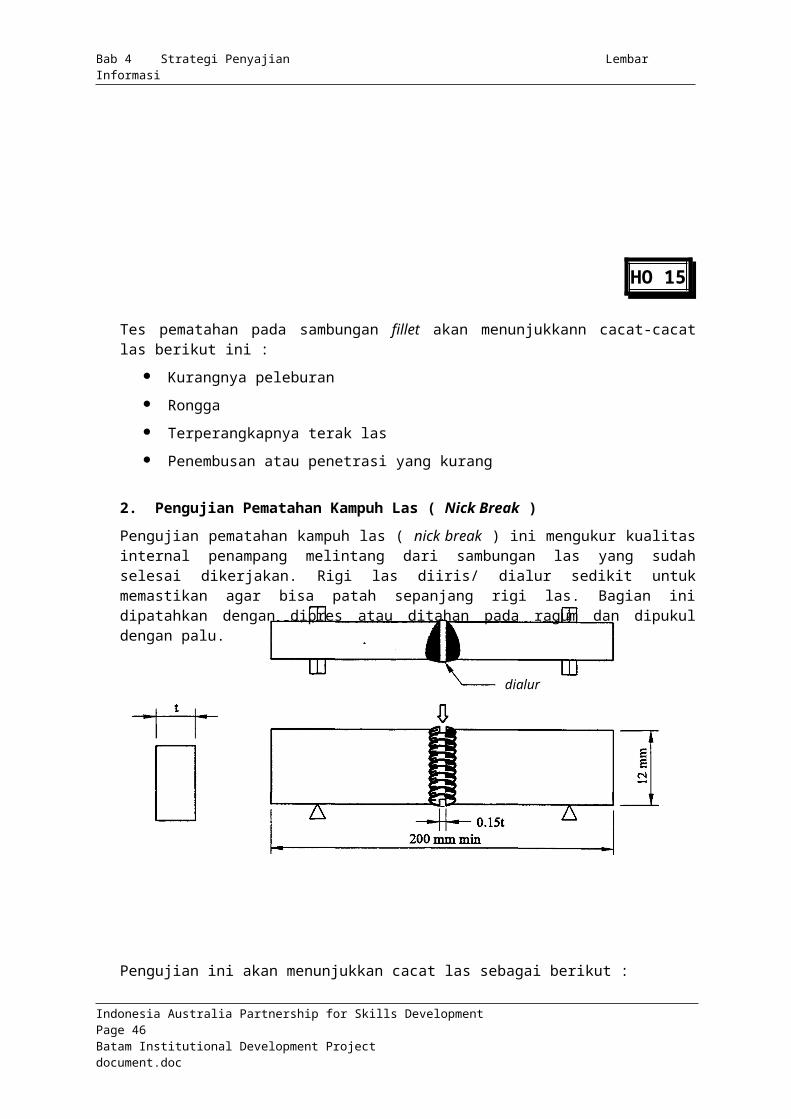
2. Pengujian Pematahan Kampuh Las ( Nick Break )Pengujian pematahan kampuh las ( nick break ) ini mengukur kualitas internal penampang melintang dari sambungan las yang sudah selesai dikerjakan. Rigi las diiris/ dialur sedikit untuk memastikan agar bisa patah sepanjang rigi las. Bagian ini dipatahkan dengan dipres atau ditahan pada ragum dan dipukul dengan palu.
Pengujian ini akan menunjukkan cacat las sebagai berikut :
Kurangnya penetrasi
Rongga
Terperangkapnya terak
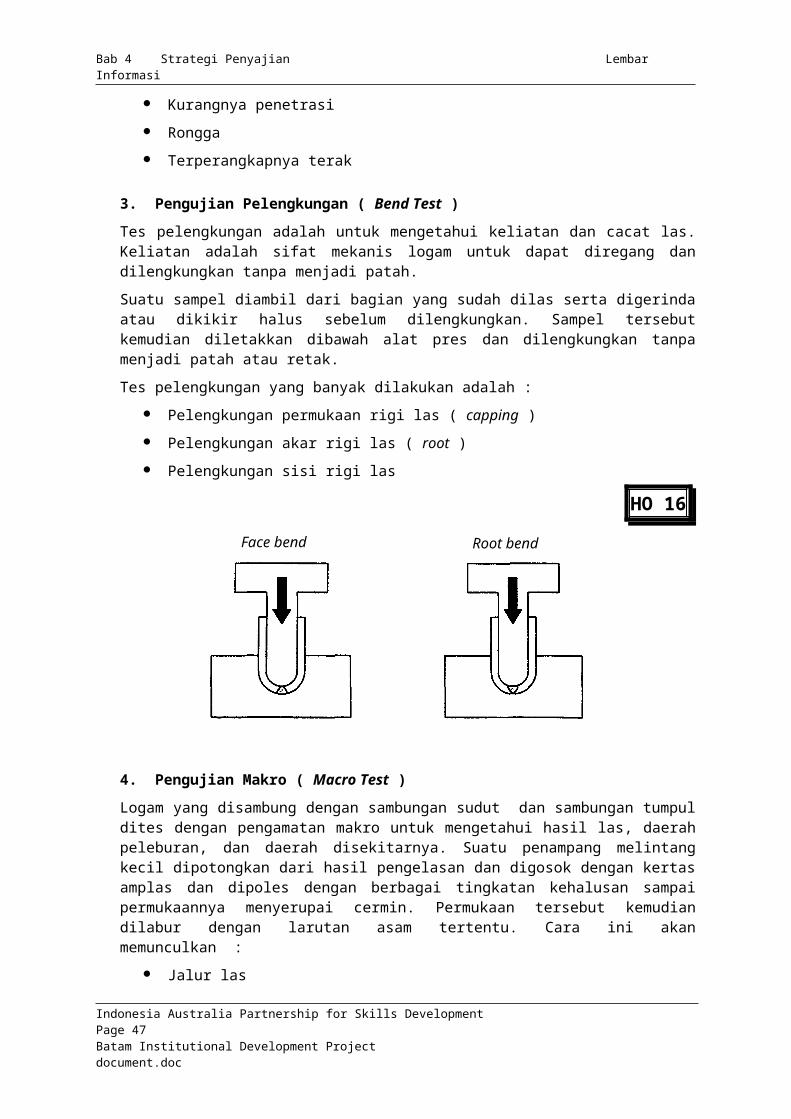
3. Pengujian Pelengkungan ( Bend Test )Tes pelengkungan adalah untuk mengetahui keliatan dan cacat las. Keliatan adalah sifat mekanis logam untuk dapat diregang dan dilengkungkan tanpa menjadi patah.
Suatu sampel diambil dari bagian yang sudah dilas serta digerinda atau dikikir halus sebelum dilengkungkan. Sampel tersebut kemudian diletakkan dibawah alat pres dan dilengkungkan tanpa menjadi patah atau retak.
Tes pelengkungan yang banyak dilakukan adalah :
Pelengkungan permukaan rigi las ( capping )
Pelengkungan akar rigi las ( root )
Pelengkungan sisi rigi las
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 16
4. Pengujian Makro ( Macro Test )Logam yang disambung dengan sambungan sudut dan sambungan tumpul dites dengan pengamatan makro untuk mengetahui hasil las, daerah peleburan, dan daerah disekitarnya. Suatu penampang melintang kecil dipotongkan dari hasil pengelasan dan digosok dengan kertas amplas dan dipoles dengan berbagai tingkatan kehalusan sampai permukaannya menyerupai cermin. Permukaan tersebut kemudian dilabur dengan larutan asam tertentu. Cara ini akan memunculkan :
Jalur las
Jumlah jalur las (run) pada sambungan
Tingkat penembusan dan daerah peleburan
Daerah pengaruh panas ( HAZ / Heat Affected Zone )
Cacat las
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc
permukaan diratakan dan dipoles
permukaan dilabur dengan larutan asam
Struktur las terlihat
Face bend Root bend
Bab 4 Strategi Penyajian Lembar Informasi
HO 17
3. PROSEDUR PENGELASAN SAMBUNGAN TUMPUL PADA PELAT POSISI DI ATAS KEPALA
( Review )
a. Penempatan Bahan Las dan Posisi Elektroda
Penempatan bahan pada pengelasan pelat posisi di atas kepala ( overhead ) adalah posisi di mana bahan atau bidang yang dilas ditempatkan secara rata atau sejajar dengan bidang rata/ flat tetapi kampuh las menghadap ke bawah sehingga pengelasan dilakukan mengarah ke atas atau kebalikan dengan posisi di bawah tangan.
Peletakan bahan tersebut harus cukup kuat, sehingga tidak bergerak saat dilakukan pengelasan. Untuk hal tersebut, dapat diklem dengan C-clem atau dilas catat pada suatu dudukan.
Adapun posisi elektroda untuk pengelasan pelat pada sambungan tumpul posisi di atas kepala adalah berkisar antara 70 - 85 terhadap jalur las dan 90 terhadap bidang rata melintang.
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc
70 - 8590
Bab 4 Strategi Penyajian Lembar Informasi
HO 18
b. Arah dan Gerakan Elektroda serta Urutan Pengelasan
Arah pengelasan ( elektroda ) pada proses las busur manual pada posisi di atas kepala pada prinsipnya sama dengan posisi di bawah tangan, yaitu ditarik sepanjang jalur las (mundur).
Dalam hal ini, yang terpenting adalah sudut elektroda terhadap garis tarikan elektroda sesuai dengan ketentuan ( prosedur yang ditetapkan ) dan busur serta cairan logam las dapat terlihat secara sempurna oleh operator las.
Pada pengelasan sambungan tumpul posisi di atas kepala pada jalur pertama ( root ) dapat digunakan jenis elektroda low hydrogen dengan gerakan elektroda tanpa diayun atau segi-tiga, sedang jika menggunakan elektroda jenis cellulose cukup ditarik tanpa diayun.
Sedang pada jalur-jalur berikutnya ( filler ) sangat tergantung pada bentuk jalur pertama. Jika hasil dari pengelasan jalur pertama cukup lebar dan rata, maka berikutnya dapat ditarik dua jalur saling bertumpuk, tapi beberapa prosedur ( WPS ) dapat juga diterapkan bentuk ayunan zig-zag atau ½ C. Sedang pada jalur akhir ( capping ) yang banyak diterapkan adalah tiga atau lebih jalur las saling bertumpuk ( sangat tegantung pada tebal bahan yang dilas).
Berikut ini salah satu contoh urutan pengelasan sambung tumpul kampuh V posisi di atas kepala :
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc
Jalur 4, 5 & 6 = capping
Jalur 2 & 3 = fillerJalur 1 = root

Bab 4 Strategi Penyajian Tugas
Tugas
Tugas 1Pengujian Hasil Las dengan Pewarna
( Liquid / Dye Penetrant Testing )Petunjuk :
1. Siapkan bahan hasil las ( minimum ) masing-masing satu sambungan T dan satu sambungan tumpul.
2. Bersihkan bagian sambungan yang akan diuji dengan grinda dan kertas amplas.
3. Lakukan pengujian dengan mengacu pada lembar informasi ( sesuai petunjuk/ demonstrasi pembimbing / instruktor ).
4. Isilah lembar penguji setiap pengujian dilakukan !
5. Analisis hasil pengujian dan berikan kesimpulan hasil pengujian untuk didiskusikan dengan kelompok kerja dan pembimbing.
LEMBAR PENGUJIAN
NoJenis Sambungan
Checklist PersiapanPengujian Hasil Pengujian
Digrinda Diamplas
1. Sambungan T
2. Sambungan T
3. ( tambahan )
Analisis Hasil Pengujian :Bahan 1 = ……………… ………………………………………….
…………………………………………………………
Bahan 2 = ……………… ………………………………………….
…………………………………………………………
Bahan 3 = ……………… ………………………………………….
…………………………………………………………
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
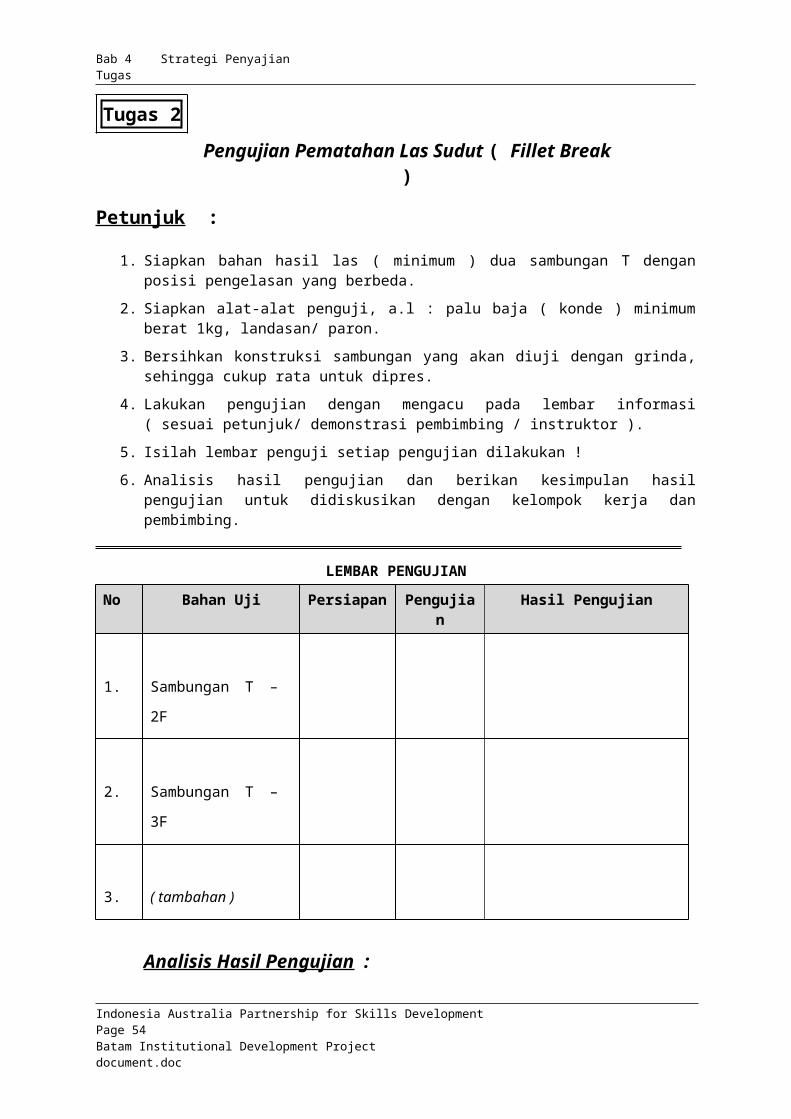
Tugas 2Pengujian Pematahan Las Sudut ( Fillet Break )
Petunjuk :
1. Siapkan bahan hasil las ( minimum ) dua sambungan T dengan posisi pengelasan yang berbeda.
2. Siapkan alat-alat penguji, a.l : palu baja ( konde ) minimum berat 1kg, landasan/ paron.
3. Bersihkan konstruksi sambungan yang akan diuji dengan grinda, sehingga cukup rata untuk dipres.
4. Lakukan pengujian dengan mengacu pada lembar informasi ( sesuai petunjuk/ demonstrasi pembimbing / instruktor ).
5. Isilah lembar penguji setiap pengujian dilakukan !
6. Analisis hasil pengujian dan berikan kesimpulan hasil pengujian untuk didiskusikan dengan kelompok kerja dan pembimbing.
LEMBAR PENGUJIAN
No Bahan Uji Persiapan Pengujian Hasil Pengujian
1. Sambungan T – 2F
2. Sambungan T – 3F
3. ( tambahan )
Analisis Hasil Pengujian :Bahan 1 = ……………… ………………………………………….
…………………………………………………………
Bahan 2 = ……………… ………………………………………….
…………………………………………………………
Bahan 3 = ……………… ………………………………………….
…………………………………………………………
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc

dialur
Bab 4 Strategi Penyajian Tugas
Tugas 3Pengujian Pematahan Kampuh Las ( Nick Break )
Petunjuk :
1. Siapkan bahan hasil las ( minimum ) dua sambungan tumpul kampuh V dengan posisi pengelasan yang berbeda ( lihat gambar )
Persiapan Bahan
2. Siapkan alat pres/ penekan yang cukup kuat untuk mematahkan ( mesin pres atau ragum ) atau palu baja.
3. Lakukan pengujian dengan mengacu pada lembar informasi ( sesuai petunjuk/ demonstrasi pembimbing / instruktor ).
4. Isilah lembar pengujian setiap pengujian dilakukan !
5. Analisis hasil pengujian dan berikan kesimpulan hasil pengujian untuk didiskusikan dengan kelompok kerja dan pembimbing.
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENGUJIAN
No Bahan Uji Persiapan Pengujian Hasil Pengujian
1. Sambungan tumpul
kampuh V – 2G
2. Sambungan tumpul
kampuh V – 3G
3. ( tambahan )
Analisis Hasil Pengujian :Bahan 1 = ……………… ………………………………………….
…………………………………………………………
Bahan 2 = ……………… ………………………………………….
…………………………………………………………
Bahan 3 = ……………… ………………………………………….
…………………………………………………………
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 4Pengujian Pelengkungan ( Bend Test )
Petunjuk :
1. Siapkan bahan hasil las ( minimum ) dua sambungan tumpul kampuh V dengan posisi pengelasan yang berbeda. Kemudian tiap sambungan dipotong 2 buah dengan menggunakan alat potong gas masing-masing lebar 30mm ( sesuai petunjuk pembimbing ).
Pemotongan
2. Beri tanda pada bahan yang dilengkungkan pada permukaan ( face bend ) dan pada root.
3. Ratakan kedua permukaan kampuh dengan menggunakan grinda sehingga jalur las pada capping dan root rata dengan permukaan bahan ( tanda jangan hilang ! ).
4. Siapkan cetakan/ mal pelengkung dan alat pres/ penekan yang cukup kuat untuk melengkungkan bahan uji.
5. Lakukan pengujian sesuai petunjuk/ demonstrasi pembimbing / instruktor.
6. Isilah lembar pengujian setiap pengujian dilakukan !
7. Analisis hasil pengujian dan berikan kesimpulan hasil pengujian untuk didiskusikan dengan kelompok kerja dan pembimbing.
Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
Root bend Face bend
30mm

Bab 4 Strategi Penyajian Tugas
LEMBAR PENGUJIAN
No Bahan Uji Face Bend Root Bend Hasil Pengujian
1. Sambungan tumpul
kampuh V – 2G
2. Sambungan tumpul
kampuh V – 3G
3. ( tambahan )
Catatan : Panjang retak setelah dilengkungkan ( diuji ) maks. 2mm.
Analisis Hasil Pengujian :Bahan 1 = ……………… ………………………………………….
…………………………………………………………
Bahan 2 = ……………… ………………………………………….
…………………………………………………………
Bahan 3 = ……………… ………………………………………….
…………………………………………………………
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 5
Pembuatan Jalur Las Posisi Di atas Kepala Menggunakan Elektroda Rutile
A. Tujuan InstruksionalSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat jalur las pada pelat posisi di atas kepala ( overhead ) menggunakan elektroda rutile dengan memenuhi kriteria:
lebar jalur las 12mm
tinggi jalur 2mm
sambungan jalur rata
minimum 80% jalur las lurus
B. Alat dan Bahan 1. Alat :
Seperangkat mesin las busur manual
Peralatan bantu
Peralatan keselamatan & kesehatan kerja
2. Bahan : Pelat baja lunak, ukuran 8 x 100 x 200 mm
Elektroda jenis rutile ( E 6013 ) 3,2 mm
C. Keselamatan dan Kesehatan Kerja1. Gunakan helm/ kedok las yang sesuai (shade 10-11).
2. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
3. Pakailah pakaian kerja yang aman dan sesuai.
4. Gantilah kaca filter jika sudah rusak.
5. Ikuti langkah kerja secara benar
6. Hati-hati dengan benda panas hasil pengelasan.
7. Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
D. Gambar Kerja
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc
20 20 20
90 70 - 85
Elektroda rutile

Bab 4 Strategi Penyajian Tugas
E. Langkah kerja.1. Menyiapkan bahan /pelat baja lunak ukuran 100 x 200 x 8 mm .
2. Membersihkan bahan dan hilangkan sisi-sisi tajamnya denga kikir atau grinda.
3. Set mesin las, dan atur arus las antara 90 – 120 amper ( lihat tabel penggunaan yang
tertera pada kemasan elektroda )
4. Menempatkan bahan pada posisi di atas kepala dengan menggunakan klem atau dilas
catat pada dudukan.
5. Membuat jalur las pada jalur pertama sesuai gambar kerja dan mengacu pada kriteria
yang telah ditenukan.
6. Memeriksakan hasil pengelasan tiap jalur yang dikerjakan kepada pembimbing/
instruktor.
7. Mengulangi job tersebut jika hasil pengelasan belum mencapai kriteria minimum yang
ditentukan.
8. Serahkan benda kerja pada pembimbing untuk diperiksa.
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
F1. Lembar Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8.
Keselamatan dan
kesehatan kerja
Peralatan kerja
Peletakan bahan
Pemilihan elektroda
Posisi elektroda
Ayunan/ gerakan elektroda
Benda kerja setelah
selesai dilas
Akhir pekerjaan
- Menggunakan kaca
mata pengaman
yang sesuai.
- Memakai pakaian
kerja
- Memakai sepatu
kerja
- Alat las diset sesuai
SOP
- Menggunakan alat
bantu yang sesuai
Di atas kepala
AWS E 6013 3,2mm
70 - 85
Ditarik lurus
Didinginkan dan
dibersihkan
Semua peralatan
dirapikan
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F2. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DINILAI KRITERIA
CHECK LISTRekomendasiBenar Salah
1. Lebar jalur las 12mm, + 2, - 0mm
2. Tinggi jalur 2mm, 1mm
3. Sambungan jalur Rata, tol. 0,5mm
4. Bentuk jalur Min. 80% lurus
5. Terak terperangkap Maksimum 2 mm2
6. Kerapian pekerjaan Bersih dan bebas percikan
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 6
Pembuatan Jalur Las Posisi Di atas Kepala Menggunakan Elektroda Low hydrogen
A. Tujuan InstruksionalSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat jalur las pada pelat posisi di atas kepala ( overhead ) menggunakan elektroda low hydrogen dengan memenuhi kriteria:
lebar jalur las 12mm
tinggi jalur 2mm
sambungan jalur rata
minimum 80% jalur las lurus
B. Alat dan Bahan 1. Alat :
Seperangkat mesin las busur manual
Peralatan bantu
Peralatan keselamatan & kesehatan kerja
2. Bahan : Pelat baja lunak, ukuran 8 x 100 x 200 mm
Elektroda jenis low hydrogen ( E 7018 ) 3,2 mm
C. Keselamatan dan Kesehatan Kerja3. Gunakan helm/ kedok las yang sesuai (shade 10-11).
4. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
5. Pakailah pakaian kerja yang aman dan sesuai.
6. Gantilah kaca filter jika sudah rusak.
7. Ikuti langkah kerja secara benar
8. Hati-hati dengan benda panas hasil pengelasan.
9. Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
D. Gambar Kerja
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc
20 20 20
90 70 - 85
Elektroda low hydrogen
Bab 4 Strategi Penyajian Tugas
E. Langkah kerja.1. Menyiapkan bahan /pelat baja lunak ukuran 100 x 200 x 8 mm .
2. Membersihkan bahan dan hilangkan sisi-sisi tajamnya denga kikir atau grinda.
3. Set mesin las, dan atur arus las antara 90 – 140 amper ( lihat tabel penggunaan yang
tertera pada kemasan elektroda )
4. Menempatkan bahan pada posisi di atas kepala dengan menggunakan klem atau
dilas catat pada dudukan.
5. Membuat jalur las pada jalur pertama sesuai gambar kerja dan mengacu pada kriteria
yang telah ditenukan.
6. Memeriksakan hasil pengelasan tiap jalur yang dikerjakan kepada pembimbing/
instruktor.
7. Mengulangi job tersebut jika hasil pengelasan belum mencapai kriteria minimum yang
ditentukan.
8. Serahkan benda kerja pada pembimbing untuk diperiksa.
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F1. Lembar Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8.
Keselamatan dan
kesehatan kerja
Peralatan kerja
Peletakan bahan
Pemilihan elektroda
Posisi elektroda
Ayunan/ gerakan elektroda
Benda kerja setelah
selesai dilas
Akhir pekerjaan
- Menggunakan kaca
mata pengaman
yang sesuai.
- Memakai pakaian
kerja
- Memakai sepatu
kerja
- Alat las diset sesuai
SOP
- Menggunakan alat
bantu yang sesuai
Di atas kepala
AWS E 7018 3,2mm
70 - 85
Ditarik lurus
Didinginkan dan
dibersihkan
Semua peralatan
dirapikan
Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F2. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DINILAI KRITERIA
CHECK LISTRekomendasiBenar Salah
1. Lebar jalur las 12mm, + 2, - 0mm
2. Tinggi jalur 2mm, 1mm
3. Sambungan jalur Rata, tol. 0,5mm
4. Bentuk jalur Min. 80% lurus
5. Terak terperangkap Maksimum 2 mm2
6. Kerapian pekerjaan Bersih dan bebas percikan
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 7
Sambungan Tumpul Kampuh V Dilas Satu Sisi Menggunakan Elektroda Rutile – 4G
A. Tujuan InstruksionalSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat sambungan tumpul kampuh V posisi di atas kepala ( 4G ) dilas satu sisi pada pelat menggunakan elektroda rutile dengan memenuhi kriterai :
lebar jalur las (capping) 14 mm
tinggi jalur las 2mm
sambungan jalur rata
penetrasi minimum 90%
undercut maksimum 10 % dari panjang pengelasan
tidak ada overlap
terak terperangkap maksimum 2 mm2.
perubahan bentuk / distorsi maksimum 5.
B. Alat dan Bahan 1. Alat
Seperangkat mesin las busur manual (SMAW)
Satu set alat keselamatan dan kesehatan kerja las busur manual
Satu set alat bantu las busur manual.
2. Bahan Pelat baja lunak ukuran 100 x 300 x 10mm, dibevel 30-35.
Elektroda AWS-E 6013 3,2mm dan 2,6mm.
Elektroda AWS-E 6010/11 3,2mm.
C. Keselamatan dan Kesehatan Kerja1. Gunakan helm/ kedok las yang sesuai (shade 10-11).
2. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
3. Pakailah pakaian kerja yang aman dan sesuai.
4. Gantilah kaca filter jika sudah rusak.
5. Ikuti langkah kerja secara benar
6. Hati-hati dengan benda panas hasil pengelasan.
7. Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
D. Gambar Kerja
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc
2
60
Persiapan kampuh : Urutan pengelasan :
300
10
100
100
4 (capping)
1 (root)2 & 3 (filler)

Bab 4 Strategi Penyajian Tugas
E. Langkah kerja.
1. Siapkan peralatan las busur manual dan alat-alat bantu.
2. Siapkan minimum dua buah bahan las ukuran 100 x 300 x 10mm dibevel 30 - 35, dan
besar root face 2mm.
3. Tempatkan benda kerja pada posisi di atas kepala dengan menggunakan alat bantu
atau klem benda kerja.
4. Atur amper pengelasan sesuai dengan diameter elektroda ( 90 – 120 Amp ) atau lihat
tabel amper las pada bungkus elektroda.
5. Lakukan las catat pada tiga tempat dengan menggunakan elektroda AWS E 6010/11
(cellulose)
6. Bersihkan las cacat dengan sikat baja dan grinda agar penampang las catat sedikit
tirus.
7. Lakukan pengelasan sesuai urutan pengelasan (lihat Gambar Kerja) menggunakan
elektroda AWS E 6013 3,2mm atau 2,6mm
8. Periksakan hasil las pada pembimbing sebelum melanjutkan pada jalur berikutnya.
9. Lakukan menyetelan kembali pada mesin las jika diperlukan.
10. Sebelum dilakukan pengelasan capping
grinda permukaan jalur las sehingga
tersisa antara 0,5 – 1 mm dari pemukaan
bahan, yakni untuk menghasilkan capping
yang rata dan seimbang.
11. Lanjutkan pengelasan sampai selesai, dan bertanyalah pada pembimbing bila ada hal-
hal yang kurang difahami, terutama tentang teknik pengelasannya.
12. Bersihkan dan dinginkan benda kerja .
13. Serahkan benda kerja pada pembimbing untuk diperiksa.
14. Ulangi pekerjaan jika belum mencapai kriteria yang ditetapkan.
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc
2
digrinda
1
digrinda

Bab 4 Strategi Penyajian Tugas
F1. Lembar Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
Keselamatan dan
kesehatan kerja
Peralatan kerja
Peletakan bahan
Pemilihan elektroda
Posisi elektroda
Benda kerja setelah
selesai dilas
Akhir pekerjaan
- Menggunakan kaca
mata pengaman
yang sesuai.
- Memakai pakaian
kerja
- Memakai sepatu
kerja
- Alat las diset sesuai
SOP
- Menggunakan alat
bantu yang sesuai
Di atas kepala
AWS E 6010/11
3,2mm untuk root
dan E 6013 3,2mm /
2,6mm untuk
pengisian/ capping.
70 - 85
Didinginkan dan
dibersihkan
Semua peralatan
dirapikan
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
F2. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DINILAI KRITERIA
CHECK LISTRekomendasiBenar Salah
1. Lebar jalur las (capping)
14mm, + 2, - 0mm.
2. Tinggi jalur 2mm, 1mm
3. Penetrasi Minimum 90%
4. Bentuk jalur las Lurus dan cembung
5. Undercut Maks. 0,5 x 10% panjang pengelasan
6. Overlap Tidak ada bagian yang overlap
7. Distorsi Maksimum 5
8. Keropos Maksimum 4mm2
9. Kerapian pekerjaan Bersih dan bebas terak
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 8
Sambungan Tumpul Kampuh V Dilas Satu Sisi Menggunakan Elektroda Low hydrogen – 4G
A. Tujuan InstruksionalSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat sambungan tumpul kampuh V posisi di atas kepala ( 4G ) dilas satu sisi pada pelat menggunakan elektroda low hydrogen dengan memenuhi kriterai :
lebar jalur las (capping) 14 mm
tinggi jalur las 2mm
sambungan jalur rata
penetrasi minimum 90%
undercut maksimum 10 % dari panjang pengelasan
tidak ada overlap
terak terperangkap maksimum 2 mm2.
perubahan bentuk / distorsi maksimum 5.
B. Alat dan Bahan 1. Alat
Seperangkat mesin las busur manual (SMAW)
Satu set alat keselamatan dan kesehatan kerja las busur manual
Satu set alat bantu las busur manual.
2. Bahan Pelat baja lunak ukuran 100 x 300 x 10mm, dibevel 30-35.
Elektroda AWS-E 7016 3,2mm dan 2,6mm.
Elektroda AWS-E 7018 3,2mm dan 2,6mm.
C. Keselamatan dan Kesehatan Kerja1. Gunakan helm/ kedok las yang sesuai (shade 10-11).
2. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
3. Pakailah pakaian kerja yang aman dan sesuai.
4. Gantilah kaca filter jika sudah rusak.
5. Ikuti langkah kerja secara benar
6. Hati-hati dengan benda panas hasil pengelasan.
7. Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc
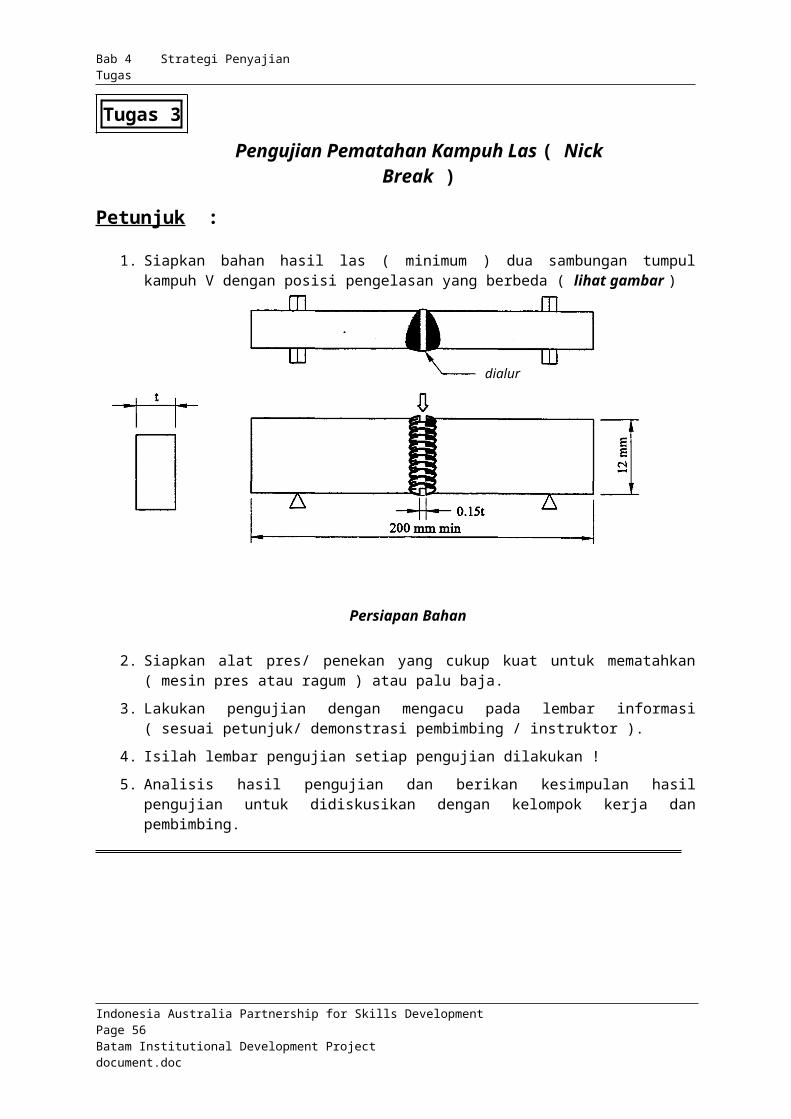
Bab 4 Strategi Penyajian Tugas
D. Gambar Kerja
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc
2
60
Persiapan kampuh : Urutan pengelasan :
300
10
100
100
4 (capping)
1 (root)2 & 3 (filler)
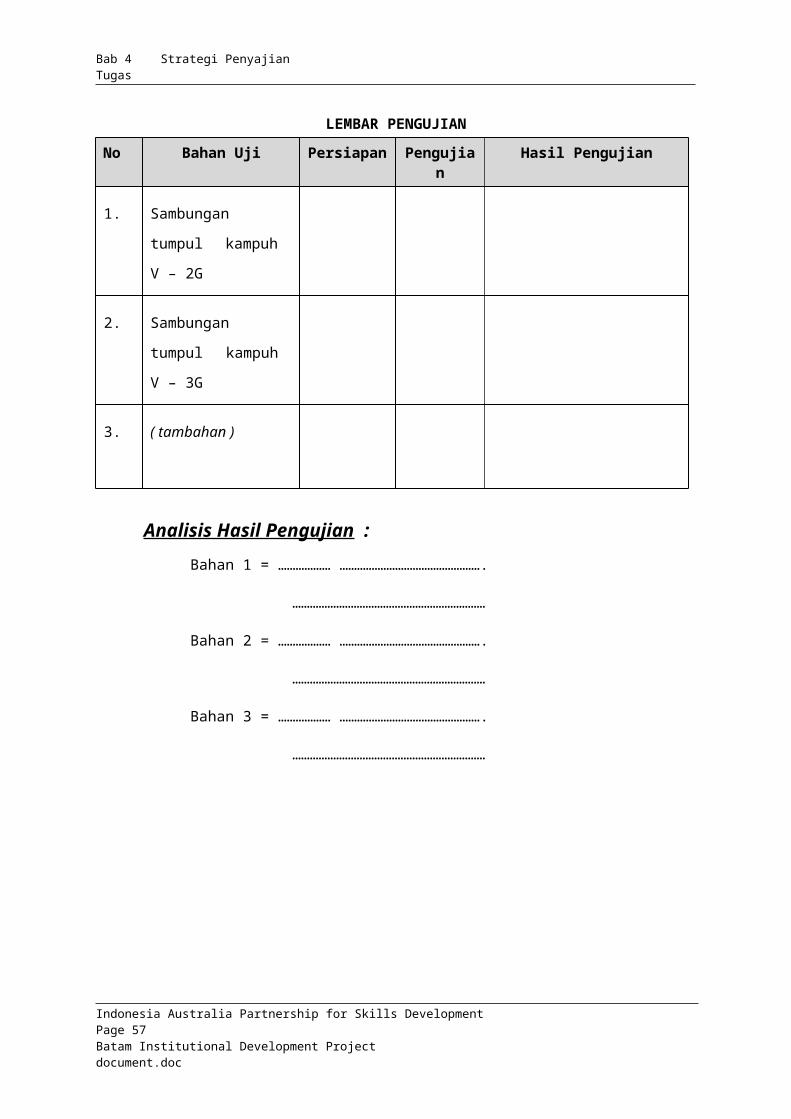
Bab 4 Strategi Penyajian Tugas
E. Langkah kerja.
1. Siapkan peralatan las busur manual dan alat-alat bantu.
2. Siapkan minimum dua buah bahan las ukuran 100 x 300 x 10mm dibevel 30 - 35, dan besar root face 2mm.
3. Tempatkan benda kerja pada posisi di atas kepala dengan menggunakan alat bantu atau klem benda kerja.
4. Atur amper pengelasan sesuai dengan diameter elektroda ( 90 – 140 Amp ) atau lihat tabel amper las pada bungkus elektroda.
5. Lakukan las catat pada tiga tempat dengan menggunakan elektroda AWS E 7016 3,2 atau 2,6mm
6. Bersihkan las cacat dengan sikat baja dan grinda agar penampang las catat sedikit tirus.
7. Lakukan pengelasan root dengan menggunakan elektroda AWS E 7016 3,2 atau 2,6mm
8. Lakukan pengelasan sesuai urutan pengelasan (lihat Gambar Kerja) menggunakan elektroda AWS E 7018 3,2mm ( jika jalur terlalu sempit untuk filler pertama, maka gunakan elektroda 2,6mm ).
9. Periksakan hasil las pada pembimbing sebelum melanjutkan pada jalur berikutnya.
10. Lakukan menyetelan kembali pada mesin las jika diperlukan.
11. Sebelum dilakukan pengelasan capping grinda permukaan jalur las sehingga tersisa antara 0,5 – 1 mm dari pemukaan bahan, yakni untuk menghasilkan capping yang rata dan seimbang.
12. Lanjutkan pengelasan sampai selesai, dan bertanyalah pada pembimbing bila ada hal-hal yang kurang difahami, terutama tentang teknik pengelasannya.
13. Bersihkan dan dinginkan benda kerja .
14. Serahkan benda kerja pada pembimbing untuk diperiksa.
15. Ulangi pekerjaan jika belum mencapai kriteria yang ditetapkan.
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
2
digrinda
1
digrinda
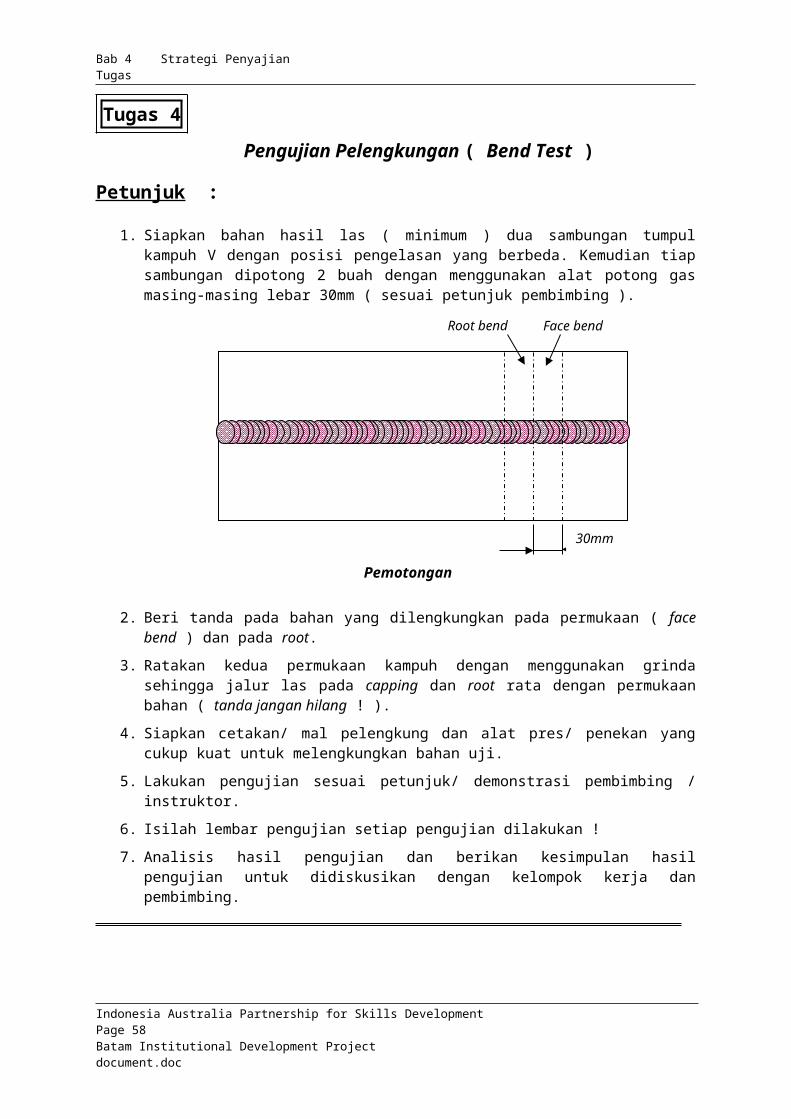
Bab 4 Strategi Penyajian Tugas
F1. Lembar Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
Keselamatan dan
kesehatan kerja
Peralatan kerja
Peletakan bahan
Pemilihan elektroda
Posisi elektroda
Benda kerja setelah
selesai dilas
Akhir pekerjaan
- Menggunakan kaca
mata pengaman
yang sesuai.
- Memakai pakaian
kerja
- Memakai sepatu
kerja
- Alat las diset sesuai
SOP
- Menggunakan alat
bantu yang sesuai
Di atas kepala
AWS E 7016 3,2 /
2,6mm untuk root
dan AWS E 7018
3,2mm / 2,6mm
untuk pengisian/
capping.
0 - 15
Didinginkan dan
dibersihkan
Semua peralatan
dirapikan
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F2. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DINILAI KRITERIA
CHECK LISTRekomendasiBenar Salah
1. Lebar jalur las (capping)
14mm, + 2, - 0mm.
2. Tinggi jalur 2mm, 1mm
3. Penetrasi Minimum 90%
4. Bentuk jalur las Lurus dan cembung
5. Undercut Maks. 0,5 x 10% panjang pengelasan
6. Overlap Tidak ada bagian yang overlap
7. Distorsi Maksimum 5
8. Keropos Maksimum 4mm2
9. Kerapian pekerjaan Bersih dan bebas terak
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 1
Transparansi
D I S T O R S I
Distorsi ialah perubahan bentuk atau penyimpangan bentuk yang diakibatkan oleh panas, yang diantaranya adalah akibat proses pengelasan.
Untuk memahami tentang distorsi , maka perlu dipahami hal-hal sebagai berikut :
1. Koefisien Muai PanjangKoofisien muai panjang adalah : jumlah pertambahan panjang dari suatu logam akibat perubahan temperatur setiap 1C.Faktor-faktor yang mempengaruhi perubahan panjang adalah : Jenis logam yang dipanaskan Jumlah perubahan temperatur Perubahan panjang akan kesegala arah.
Pertambahan Panjang = Panjang awal x Koofisien muai panjang x perubahan temperatur.
Contoh Perhitungan Koofisien Muai Panjang . Sebatang besi panjang 300 mm dipanaskan sampai 1000C, terjadi pertambahan panjang 3,6 mm.
= 300 X 0,000012 X 1000 = 3,6 mm
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 2
2. Pemanasan dan Pendinginan
a. Pemanasan dan Pendinginan benda bebas (Tidak tertahan)
Memuai secara merata Menyusut secara merata
b. Pemanasan dan pendinginan benda tertahan.
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc
Batang bajaRagum

Bab 4 Strategi Penyajian Transparansi
OHT 3
PENYEBAB DISTORSI
Tegangan sisa Pengelasan Pemotong dengan panas
JENIS-JENIS DISTORSI
a. Perubahan Bentuk arah Melintang
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc
Bahan lasBahan dasar
Perubahann bentuk arah melintang

Bab 4 Strategi Penyajian Transparansi
OHT 4
b. Perubahan Bentuk arah Memanjang
c. Perubahan Bentuk Menyudut
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc
Perubahann bentuk arah memanjang
Bahan dasarBahan las

Bab 4 Strategi Penyajian Transparansi
OHT 5
TEKNIK PENGONTROLAN DISTORSI
1. Tehnik Mengontrol Distorsi Sebelum Pengelasan .
a. Perencanaan yang baik
b. Pengelasan Catat
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc
Memperkecil bevel & gap yang lebih besar
Kampuh bentuk U Kampuh bentuk X

Bab 4 Strategi Penyajian Transparansi
OHT 6c. Alat Bantu (Jig dan Fixture)
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc
(e)
Bab 4 Strategi Penyajian Transparansi
OHT 7d. Pengaturan Letak Bahan (Pre-setting)
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc
Sisi yang dilas
Pelat penahan
Ujung pelat
Penahan/ pasak Pelat yang bengkok
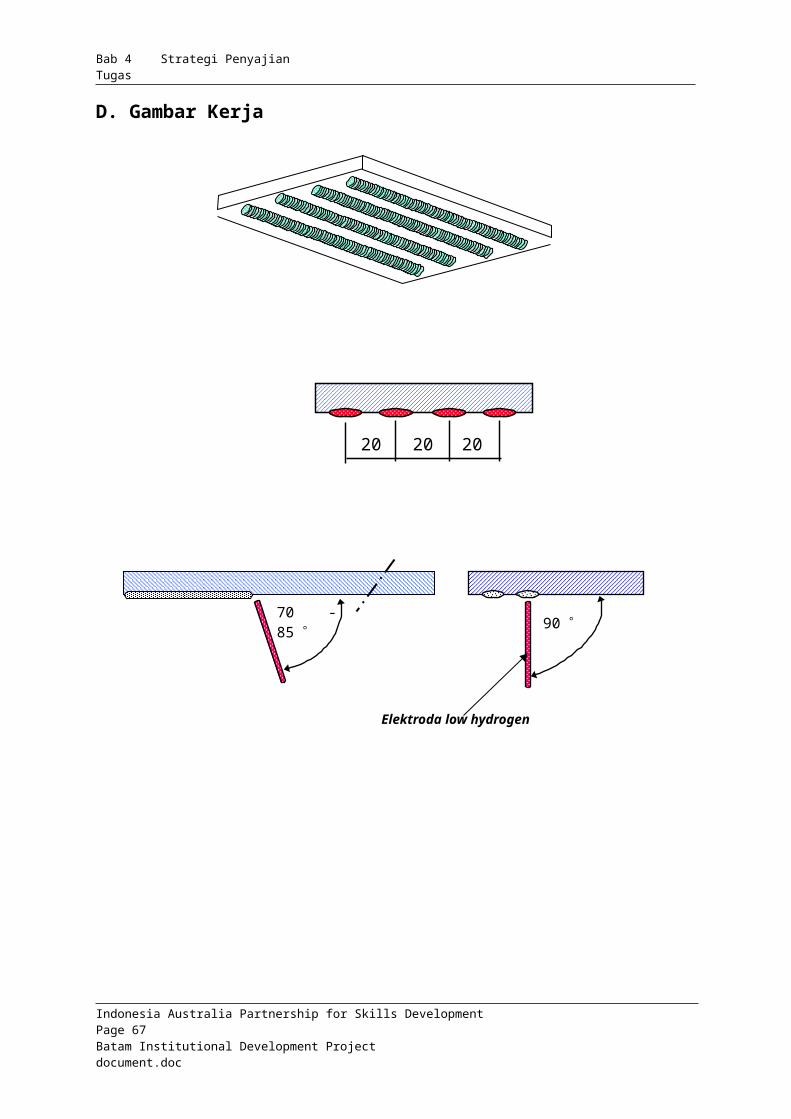
Bab 4 Strategi Penyajian Transparansi
OHT 8
2. Tehnik Menghindari Distorsi Sewaktu Pengelasan
a. Pengelasan selang seling.
b. Pengelasan Seimbang
c. Pendingin Buatan
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc
Bahan pendingin

Bab 4 Strategi Penyajian Transparansi
OHT 9
3. Tehnik Mengatasi Perubahan Bentuk Setelah Pengelasan
a. Meluruskan dengan Api
b. Pemukulan Logam Waktu Panas
Untuk menarik atau meregang hasil pengelasan dan bagian logam yang berdekatan dengan tempat pengelasan.
Peregangan ini akan mempengaruhi hasil pengelasan menjadi mengerut namun membantu menghilangkan konstraksi.
Perlu diperhatikan bahwa perlakuan yang berlebihan akan mengakibatkan bahan menjadi keras atau retak
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc
Hasil las
Daerah yang dipanaskan
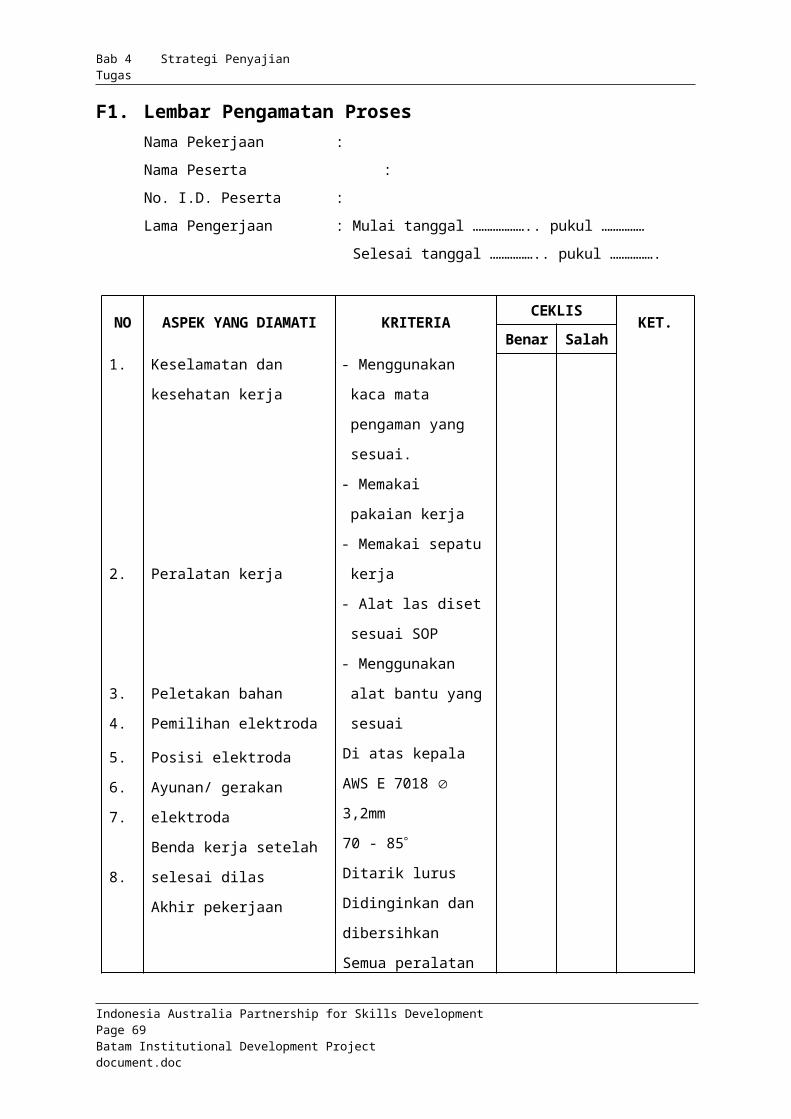
Bab 4 Strategi Penyajian Transparansi
OHT 10
PEMERIKSAAN DAN PENGUJIAN HASIL LAS
a. Non-Destructive Test ( NDT )
Pemeriksaan secara Visual ( visual inspection )
Contoh Pemeriksaan secara Visual
Pengujian dengan Pewarna ( liquid penetrant testing )
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc
1
2
3

Bab 4 Strategi Penyajian Transparansi
OHT 11
Pengujian dengan partikel magnit ( magnetic particle testing )
Pengujian ultrasonik ( ultrasonic testing )
Pengujian dengan Radiografi / Sinar X ( radiographic examination )
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc
transducer/ sensorkabel
cacat las gelombang suara
Sinar-X
bahan
Hasil sinar-X memperlihatkan cacat las

dialur
Bab 4 Strategi Penyajian Transparansi
OHT 12
b. Destructive Test ( DT ) Pengujian pematahan sambungan sudut ( fillet break )
Pengujian pematahan kampuh las ( nick break )
Indonesia Australia Partnership for Skills Development Page 73Batam Institutional Development Projectdocument.doc
dipukul

Bab 4 Strategi Penyajian Transparansi
OHT 13
Pengujian pelengkungan ( bend test )
Pengujian makro ( macro test )
Indonesia Australia Partnership for Skills Development Page 74Batam Institutional Development Projectdocument.doc
Face bend Root bend
permukaan diratakan dan dipoles
permukaan dilabur dengan larutan asam
Struktur las terlihat
Bab 4 Strategi Penyajian Transparansi
OHT 14
PROSEDUR PENGELASAN SAMBUNGAN TUMPUL POSISI DI ATAS KEPALA
Prosedur Umum ( review ): Adanya prosedur pertolongan pertama pada kecelakaan
(P3K) dan prosedur penanganan kebakaran yang jelas/tertulis.
Periksa sambungan-sambungan kabel las, yaitu dari mesin las ke kabel las dan dari kabel las ke benda kerja / meja las serta sambungan dengan tang elektroda.. Harus diyakinkan, bahwa tiap sambungan terpasang secara benar dan rapat.
Periksa saklar sumber tenaga, apakah telah dihidupkan. Pakai pakaian kerja yang aman. Konsentasi dengan pekerjaan. Setiap gerakan elektroda harus selalu terkontrol. Berdiri secara seimbang dan dengan keadaan rileks. Periksa, apakah penghalang sinar las/ ruang las sudah
tertutup secara benar. Tempatkan tang elektroda pada tempat yang aman jika
tidak dipakai. Selalu gunakan kaca mata pengaman ( bening ) selam
bekerja. Bersihkan terak dan percikan las sebelum melanjutkan
pengelasan berikutnya. Matikan mesin las bila tidak digunakan. Jangan meninggalkan tempat kerja dalam keadaan kotor
dan kembalikan peralatan yang dipakai pada tempatnya.
Indonesia Australia Partnership for Skills Development Page 75Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 15
Penempatan Bahan dan Posisi Elektroda
Indonesia Australia Partnership for Skills Development Page 76Batam Institutional Development Projectdocument.doc
Penempatan
70 - 8590
Posisi Elektroda
Jalur 4, 5 & 6 = capping
Jalur 2 & 3 = fillerJalur 1 = rootUrutan Las
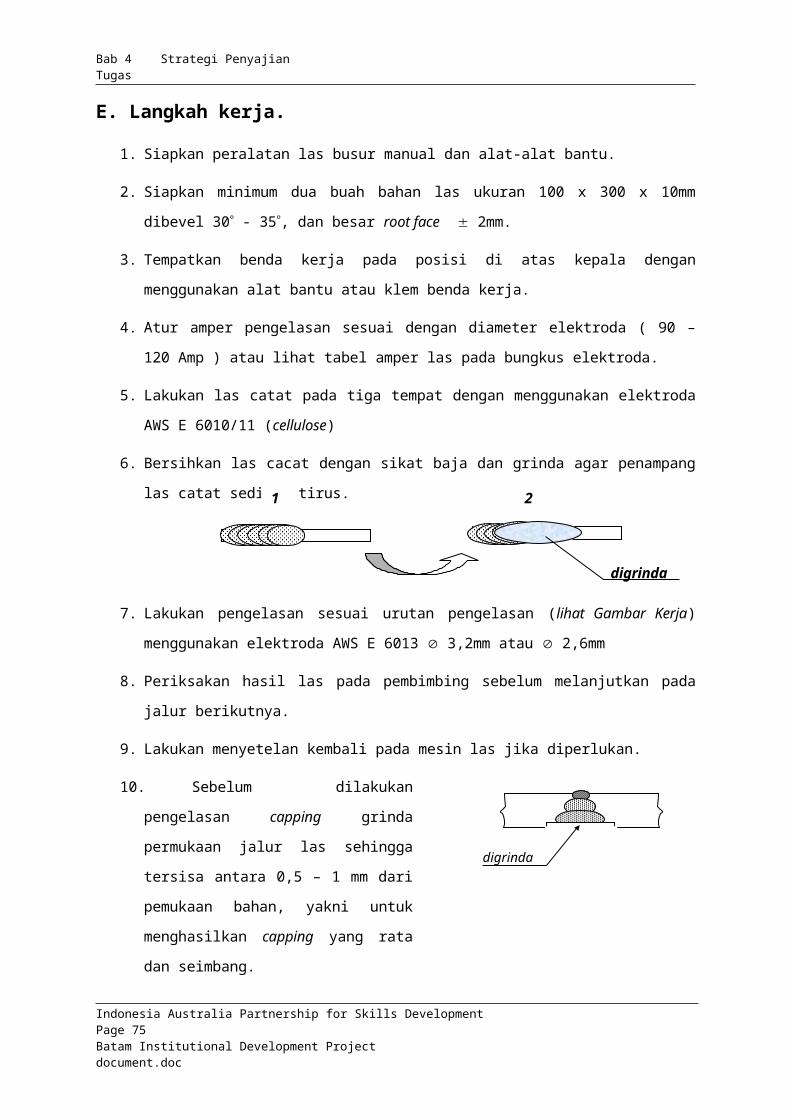
Bab 5 Cara Menilai Unit Ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standar Kompetensi. Bila pada nilai yang ditetapkan telah tercapai ( sesuai dengan kriteria ), maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan keterampitan pada level (tingkat) yang dapat diterima mengorganisikan tugas-tugas yang dibutuhkan. merespon dan bereaksi secara layak bila sesuatu salah memenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada
pekerjaan mentransfer/mengimplementasikan keterampilan dan pengetahuan pada
situasi baru.Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulu belajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 77Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok keterampilan dan pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi praktik atau tugas untuk memperkuat teori atau mempersiapkan praktik dalam suatu keterampilan.
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi praktik atau tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi. Sesi praktik seharusnya diulang sampai tingkat penguasaan yang disyaratkan dari sub kompetansi dicapai.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokok hubungan dengan keterampilan praktik.
Untuk penilaian unit “ Las Busur Manual-IIC “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Teori
Elemen 1 : DistorsiTes berdasarkan pada soal-soal berikut :
Jawablah pertanyaan-pertanyaan berikut secara singkat dan jelas !1. Jelaskan secara singkat tentang pengertian distorsi !
2. Jika sebatang baja dengan panjang 450 mm, kemudian dipanaskan sampai 600C, maka baja tersebut akan memuai sebesar : ………………… mm ( koefisien muai panjang baja tersebut = 0,000012 ).
3. Apa yang terjadi bila sebatang baja dipanas dalam keadaan dijepit/ tertahan kemudian didinginkan secara lambat, jelaskan !
4. Uraikan secara singkat penyebab-penyebab terjadinya distorsi pada logam !
5. Jelaskan pengertian perubahan bentuk arah melintang dan memanjang serta gambarkan secara sket bentuk perubahan tersebut !
6. Uraikan secara singkat tentang teknik-teknik mengontrol distorsi sebelum dan setelah pengelasan ! ( jika perlu lengkapi dengan gambar )
Indonesia Australia Partnership for Skills Development Page 78Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Elemen 2 : Pemeriksaan dan Pengujian Hasil LasTes berdasarkan pada soal-soal berikut :
Kerjakan soal-soal berikut ini !
Secara umum pemeriksaan dan pengujian hasil las terdiri dari pemeriksaan dan pengujian tanpa merusak (Non-Destructive Test / NDT) dan dengan merusak (Destructive Test / DT).
1. Berikan dua contoh pemeriksaan yang dilakukan pada hasil las secara visual.
2. Uraikan langka-langkah pengujian dengan pewarna (liquid / dye penetrant testing ) !
3. Apa yang dimaksud dengan pengujian ultrasonik ( UT ) ?
4. Apa tujuan pengujian dengan merusak (Destructive Test ), dan sebutkan macam-macam pengujian tersebut !
5. Pengujian apa yang bertujuan untuk mengukur kualitas internal penampang melintang dari sambungan las ( sambungan tumpul ).
6. Uraikan secara singkat tujuan dan cara-cara melakukan pengujian pelengkungan (bend test ) !
Elemen 3 : Prosedur Pengelasan Sambungan Tumpul pada Pelat Posisi Di atas KepalaTes berdasarkan pada soal-soal berikut :
Jawablah pertanyaan-pertanyaan berikut secara singkat dan jelas !1. Jelaskan teknik-teknik yang dapat dilakukan agar bahan las cukup kuat terpasang pada
saat pengelasan pelat sambungan tumpul kampuh V posisi di atas kepala ? ( lengkapi dengan gambar !
2. Jelaskan dan gambarkan posisi elektroda untuk pengelasan sambungan tumpul kampuh V posisi di atas kepala !
3. Jelaskan dan gambarkan urutan pengelasan pada posisi di atas kepala, mulai dari pengelasan akar ( root ), pengisian ( filler ),dan capping.
Indonesia Australia Partnership for Skills Development Page 79Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
Penilaian Keterampilan Pokok
Penilaian Praktik
Meliputi Tugas 1 s.d. 8Setiap pelaksanaan praktik hendaknya dinilai secara individual dan bila kriteria minimum yang ditetapkan belum tercapai, maka peserta pelatihan harus mengulang seluruh tes atau komponen tes yang belum tercapai tersebut, sehingga tingkat penguasaan suatu pengetahuan dan keterampilan dapat terpenuhi.
Bila melaksanakan penilaian praktik hal-hal berikut perlu dipertimbangkan :
Pemilihan komponen-komponen harus memenuhi keseluruhan kompetensi yang hendak dicapai.
Dalam mempersiapkan peralatan , alat- alat bantu dan sebagainya harus sesuai dengan ketentuan yang berlaku dan SOP.
Tingkat disiplin dalam mengikuti prosedur kerja yang ditetapkan.
Langkah kerja yang benar.
Kriteria unjuk kerja yang ditetapkan harus mengacu pada standar yang jelas atau WPS ( Welding Procedure Specification ).
Penyelesaian seluruh tugas.
Menginterpretasikan hasil kerja dengan benar .
Apabila bekerja dalam satu tim (kelompok) pastikan bahwa setiap anggota telah memberikan kontribusi yang seimbang.
Pertanyaan-pertanyaan lisan dapat digunakan untuk melakukan tes secara individu dari setiap anggota kelompok atau untuk penekanan-penekanan terhadap bagian-bagian yang penting
Indonesia Australia Partnership for Skills Development Page 80Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ringkasan Penilaian Pengetahuan dan KeterampilanGunakan tugas-tugas ini untuk menetapkan apakah peserta pelatihan telah menguasai pokok-pokok pengetahuan dan keterampilan yang diperlukan.
Pokok-pokok Pengetahuan dan
KeterampilanTugas-tugas Penilaian Ya Tidak
Perlu Latihan
Lanjutan1.0 Menjelaskan
teknik-teknik pengontrolan distorsi pada pengelasan
1.1 Pengertian distorsi secara umum, pemuaian, pemanasan serta pendinginan dijelaskan.
1.2 Penyebab dan jenis-jenis distorsi dijelaskan.
1.3 Teknik-teknik pengontrolan distorsi diuraikan.
2.0 Menjelaskan dan melaksanakan macam-macam pemeriksaan dan pengujian hasil las.
2.1 Macam-macam pemeriksaan dan pengujian tanpa merusak (NDT) diuraikan.
2.2 Macam-macam pengujian dengan merusak (DT) diuraikan.
2.3 Pemeriksaan dan pengujian tanpa merusak dan dengan merusak diaplikasikan.
3.0 Mengidentifikasi prosedur dan teknik pengelasan pada posisi di atas kepala.
3.1 Penempatan bahan dan posisi elektroda dijelaskan.
3.2 Urutan, arah dan gerakan elektroda difahami dan dijelaskan
4.0 Melaksanakan pengelasan sambungan tumpul ( butt ) kampuh V pada pelat posisi di atas kepala (overhead)
4.1 Bahan disiapkan sesuai gambar kerja dan ditempatkan sesuai dengan posisi pengelasan yang ditentukan.
4.2 Elektroda dipilih dan digunakan sesuai dengan ketentuan (mengacu pada WPS).
4.3 Pengelasan menggunakan elektroda rutile dan low hydrogen pada poisi 4G dilakukan dengan memperhatikan prosedur dan petunjuk keselamatan & kesehatan kerja yang berlaku.
4.4 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Indonesia Australia Partnership for Skills Development Page 81Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Checklist yang Disarankan Bagi PenilaiModul : Las Busur Manual-IIC .
Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Menjelaskan teknik-teknik pengontrolan distorsi pada pengelasan yang meliputi :- pengertian distorsi ( koefisien muai panjang, pemanasan dan pendinginan )
- penyebab dan jenis-jenis distorsi- teknik pengontrolan distorsi ( sebelum, sewaktu, dan setelah pengelasan )
….
….
….
Menjelaskan dan melaksanakan macam-macam pemeriksaan dan pengujian hasil las yang meliputi :- pemeriksaan dan pengujian tanpa merusak ( NDT )- pengujian merusak ( DT )
….
….
Mengidentifikasi prosedur dan teknik pengelasan pada posisi di atas kepala yang meliputi :
- penempatan bahan las dan posisi elektroda- arah, gerakan dan urutan pegelasan
….
….
Melaksanakan pengelasan sambungan tumpul ( butt ) kampuh V pada pelat posisi di atas kepala (overhead) yang meliputi pengelasan :- jalur las posisi di atas kepala menggunakan elektroda rutile- jalur las posisi di atas kepala menggunakan elektroda low hydrogen
- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan elektroda rutile
- sambungan tumpul kampuh V dilas satu sisi posisi 4G menggunakan elektroda low hydrogen
….
….
….
….
Indonesia Australia Partnership for Skills Development Page 82Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
Lembar Penilaian
Unit : BSDC 0706 / Las Busur Manual-IIC
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
Saya sudah diberitahu tentang hasil penilaian dan alasan mengambil keputusan tersebut.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 83Batam Institutional Development Projectdocument.doc