-
Elektrotehniški vestnik 69(3-4): 240–246, 2002Electrotechnical
Review, Ljubljana, Slovenija
Increasing process safety using analytical redundancy
Stojan Peršin, Boris Tovornik, Nenad Muškinja, Drago
ValhUniversity of Maribor, Faculty for Electrical Engineering and
Computer Science,Smetanova 17, 2000 Maribor, SloveniaE-mail:
[email protected]
Abstract. The paper integrates demands for safe processing and
fault detection techniques. An early detection ofthe fault
occurrence is vitally important since it contributes to avoidance
of product deterioration, performancedegradation, major damages to
the machinery itself and damages to human health or even loss of
lives. Some faultdetection methods using analytical redundancy are
described and principles are outlined of some most
importanttechniques of model-based residual generation using
parameter estimation, parity space and state estimationapproaches.
As the real systems are usually non-linear, a non-linear state
estimation observer is described. A watervessel of a heat exchanger
was chosen for the experiment. Although there was no water level
sensor installed in it,the leakage of the vessel was successfully
detected using a non-linear observer.
Key words: fault detection, analytical redundancy, parity space,
parameter estimation, state estimation, observers
Povečanje procesne varnosti s pomočjo analitične
redundance
Povzetek. Članek združuje zahteve po varnosti v procesni
in-dustriji z metodami za detekcijo napak. Zgodnja detekcijanapak
je ključnega pomena za doseganje ustrezne kakovostiproizvodov ter
lahko prepreči poškodbe na napravah, okoljuin ljudeh. Posebno
obravnavo zahteva odkrivanje napak vzaprtozančnih sistemih, kjer
so opisane najpogostejše katego-rije napak ter koraki za izvedbo
detekcije napak. Opisaneso nekatere metode za detekcijo in
prepoznavanje napak, kitemeljijo na analitični redundanci.
Poudarjeni so principi mod-elno referenčnega generiranja
residualov, in sicer s pomočjoocenjevanja parametrov, paritetnih
prostorov in opazovalnikovstanja. Realni sistemi so običajno
nelinearni, zato je prikazannelinearni opazovalnik stanja. Primer
detekcije napak je izve-den na toplotnem menjalniku oziroma na
njegovem primarnemkrogu, katerega del je tudi grelna posoda,
napolnjena z vodo.Detekcija puščanja primarnega kroga je bil cilj
poskusa, občemer naprava ni bila opremljena s senzorjem nivoja
vode.Prikazan je matematični model grelne posode, iz katerega
jerazvidno, da sprememba nivoja vode ter s tem spremembaskupne mase
vpliva na dinamično obnašanje sistema. Za de-tekcijo puščanja
posode je bil uporabljen princip analitične re-dundance z uporabo
nelinearnega opazovalnika stanja.
Ključne besede: detekcija napak, analitična
redundanca,paritetni prostor, estimacija parametrov, opazovalnik
stanj
1 Introduction
The global competitiveness of the production nowadayscannot be
achieved if equipment that is used for produc-tion isn’t installed,
applied and maintained properly. Theglobal competitiveness depends
to a large extent on ef-fectiveness of the use of factory
automation. The early
Received 15 September 2000Accepted 15 Jun 2001
1980s heralded the creation of the “Factory of the fu-ture”. The
prevalent image then was a “lights off” factoryheavily populated by
robots, with a few human supervi-sors keeping track of operations
by watching monitors ina central control room. In many cases, this
image wasnot achieved. In few words, workers (and wider
environ-ment, living and non-living) are still exposed to
harmfuleffects of the working area and accidents, caused either
byprocess malfunction or incompetence of their
colleagueworkers.
Some studies [1] have shown that main causes relatedto
automation or control are poor instrumentation and op-erator error.
Most of the human errors are usually madeduring start-up operations
of the process. The follow-ing conclusion can therefore be drawn:
If the degree ofautomation were higher, consequences of a human
errormight be smaller. Furthermore, co-operation between
au-tomation and a human operator is important in avoidinghuman
errors during operation. Occurrences of equip-ment faults giving
rise to accidents bring up the neces-sity that potential failures,
both in measurement and con-trol equipment as well as in process
equipment, should bestudied. By preparing for them a proper process
design,an equipment failure of the system would not lead to
anaccident. One of the possible solutions is an early detec-tion of
malfunctions, called Fault Detection and Isolation(FDI).
-
Increasing process safety using analytical redundancy 241
2 Some Process Industry Safety Features
Three types of event are traditionally associated with
thechemical branch of the process industry. These are re-leases and
spills, fires, and explosions.
Controlling the potential risk means that processequipment must
withstand the anticipated stresses causedby hazardous substances
and that process parametersmust not take on values such that the
substances can un-dergo uncontrolled reactions.
Critical process parameters and hazardous potentialignition
sources must not occur in the plant as a result ofprocess upsets or
even a human error. These become anadditional concern of the plant
safety requiring a painstak-ing cause and effect analysis of all
possible errors andmalfunctions and institutions of measures to
prevent orneutralise situations that could lead to an unsafe
condi-tion. Such measures could be technical or organisational.In
other words, Process Engineering and Process Con-trol Engineering
must consider interconnection of differ-ent science disciplines
that have to be taken into accountto achieve the purpose of a “safe
plant” (Figure 3), i.e.,following the principles of system
engineering.
Unfortunately, a complete absence of all possible haz-ards
(absolute safety) is not possible for two reasons:
• it cannot be ruled out that several safety measureswill fail
simultaneously;
• people make mistakes, misjudge things, asses themwrongly, fail
to notice them.
To go even further, failures usually don’t appear with-out any
reason. They must have been caused by groups ofevents from the past
(change of parameters due to ageing,disallowed change of one of
unmeasured variables, etc.).The causes from the past (recent or
distant) would initiatesymptoms of a failure before it happens. If
they are knownor pre-studied and if one is able to detect them, a
processor its component can be maintained on time to prevent
afailure. If a failure is allowed, its primary source has tobe
found.
This is one of the recent tasks of process automation.Modern
equipment should provide enough measurementsignals to be able to
apply early fault detection also forsafety reasons.
However, fault diagnosis has become an issue of pri-mary
importance in modern process automation and as itprovides the
pre-requisites for fault tolerance, reliabilityor security, which
constitute fundamental design featuresin any complex engineering
system. It is important to dis-tinguish between:
• fault detection and isolation (FDI) methods based
onmathematical or dynamic model of process systems,and
• knowledge based methods, which are in many casesmore failure
oriented (searching the primary compo-nent indicating a
failure).
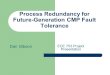
Fig. 1 shows a simple classification of diagnostic algo-rithms
[1].
Figure 1. Simple classification of the fault detection
algorithms
In general, fault monitoring systems must be tolerantto signal
deviations caused by process parameter uncer-tainty, disturbances,
non-linearities, etc., which are nor-mal functions of the operation
of most engineering re-quirements.
3 Fault Detection, Insulation andAccommodation in Feedback
ControlSystems
Consequences, even those of simple faults, may be dra-matic and
there are considerable incentives to enhancecomputerised feedback
loops with methods for fault de-tection and accommodation.
Feedback is established because actuator demands arecalculated
from the difference between a reference valueand sensor
measurements. Any deviation between thesesignals will cause an
immediate reaction on the actuatorswhen actuator demands are
updated. The discrete timecontrol algorithm makes use of both
current and previousevents in the plant. This makes it possible to
employ, forexample, prediction methods to give the control loop
de-sired characteristics. Response time to changes in the
set-point, disturbance rejection properties, noise sensitivity,and
stability properties are key attributes that are alwaysquantified
in the requirements to a particular closed-loopdesign.
Feedback control systems are particularly sensitive tofaults.
However, faults in feedback loops are in generaldifficult to handle
[3]. If a fault develops gradually, aclosed loop will attempt to
compensate for it and in thisway hide the development of the
malfunction. The faultmay not be discovered until the control loop
stops normaloperation. If faults arise suddenly, the effect is
ampli-fied by the closed-loop control. Production stops,
process
-
242 Peršin, Tovornik, Muškinja, Valh
damage, or other undesired consequences, may be the re-sult. A
feedback sensor fault, for example, may cause alarge deviation
between the measurement and reference.This will in most cases cause
large actuator demands andeventually lead to a rapid change of the
process state.Unacceptable excursions in the process state followed
byproduction stop, plant failure or direct damage are expe-riences
from actual events in industry.
In normal operation, feedback control should keep theprocess
state equal to a desired setpoint while the influ-ence from process
disturbances and measurement noiseare kept minimal. This can be
achieved by employingmethods that estimate process states and
perform opti-mal dynamic filtering in combination with techniques
thatadopt parameters in the control method to current
processconditions.
In abnormal operation, when faults have occurred, thecontrol
loop should react immediately in a way that pre-vents a fault from
developing into a malfunction of thesystem being controlled. This
requires added functional-ity to well established methods in the
control theory.
A general method for design of fault handling as-sociated with
closed-loop control includes the followingsteps:
1. Make a failure mode and effect analysis related tocontrol
system components [4].
2. Define desired reactions to faults for each case iden-tified
by the analysis from Eq. (1).
3. Select appropriate method for generation of resid-uals. This
implies consideration of system archi-tecture, available signals,
and elementary models ofcomponents. Disturbance and noise
characteristicsshould be incorporated in the design if
available.
4. Select a method for fault detection and isolation.This
implies a decision or whether an event is a faultand, if this is
the case, the determination of whichelement if faulty.
5. Consider control method performance and designappropriate
detectors for supervision of control ef-fectiveness. Design of
appropriate reactions.
6. Design a method for accommodation of faults ac-cording to
points 2 and 5.
7. Implement the completed design. Separate the con-trol code
from the fault handling code by implemen-tation as a supervisor
structure.
Faults in a control loop can be categorised in generictypes:
• reference value (setpoint) fault,
• sensor fault,
• actuator element fault,
• execution fault including timing fault,
• application software, system or hardware fault in acomputer
based controller,
• fault in a physical plant.
The chosen diagnostic procedure depends mostly onfault detection
demands and available process models.The three basic FDI methods
based on analytical modelswill be presented in the next
sections:
• parameter estimation approach,
• parity space approach,
• observer approach.
4 Parameter Estimation Approach
As the parameter identification methods are well knownand
available in literature [1, 2, 3, 7], they are only men-tioned
here. Parameter estimation is a natural approachto the detection
and isolation of parametric faults. A ref-erence model is obtained
first by identifying the plant ina fault-free situation. Then the
parameters are repeatedlyre-identified on-line. Deviations from the
reference modelserve as a basis for detection and isolation. The
iden-tification algorithm can be applied in continuous or dis-crete
time. If continuous time is applied (no need for z-transform), the
derivatives of the signals have to be eithermeasured or obtained
using observers. Best results areobtained using state variable
filters [10]. Another methodof obtaining signal derivatives is by
using real differentia-tors. Signals have to be properly filtered
before applica-tion, thus a high sample rate is required.
5 Parity Space Approach
Parity space approach means a comparison of the mathe-matical
model of the plant and measured variables. Anyfault can be detected
through differences between com-pared signals. Consider a dynamic
system with inputvector u, output vector y, and feedback control
system.A plant in general consists of actuators, plant
dynamics(components), and sensors. For a realistic representationit
is important to model all effects that can lead to alarmsand false
alarms.
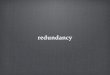
The analytical redundancy approach requires that theresidual
generator performs some kind of validation of thenominal
relationships of the system, using the actual in-put and measured
output (Fig. 3). The redundancy rela-tionships to be evaluated can
even simply be interpretedas input-output relations of the dynamics
of the system.It is highly desirable to have input and output
signals of
-
Increasing process safety using analytical redundancy 243
the actuators of the plant available. This is especially
im-portant if the actuators are highly non-linear, because thenthe
required system equations do not contain the
actuatorsnon-linearities. If a fault occurs, the redundancy
relationsare no longer satisfied and a residual, ri =0, occurs.
Theresidual is then used to form appropriate decision func-tions.
They are evaluated in the fault decision logic inorder to monitor
both the time of occurrence and locationof the fault.
For the residual generation a model of the process isrequired,
and for better fault isolation an additional modelof the faulty
process should be used.
Figure 2. Principle of the parity space approach to fault
detec-tion
The first step in model based analytical redundancymethods is to
include all the predefined faults into themathematical model of the
plant.
Output from the parity equations are signals
showinginconsistency between normal and faulty operation. Innormal
process operation the parity equations output isapproximately zero.
In case of faults the output will benonzero. Fault isolation is
achieved with structured par-ity equations. One element of the
residual vector is un-affected by a specific fault while all the
others will be af-fected. In that way the determination of a fault
is possible.The parity equations are designed as follows [3]:
e(s) = ∆y(s)−C(s) ·∆u(s) = y(s)−C(s) · u(s)r(s) = W(s) ·
e(s)
(1)The residual vector r(s) is found by multiplying a
weighting filter W(s) to the error e(s). The filter is de-signed
to make the jth residual unaffected by the ith fault.Unfortunately,
the residual is also affected by measure-ment noise n and modelling
uncertainty ∆C, not only bythe fault vector f (2)
y(s) = (C + ∆C) · u(s) + n(s) + S · f(s) (2)
where S is a fault distribution matrix. Error vector e(s)
isthen:
e(s) = y(s)− ŷ(s) = S · f(s) + n + ∆C · u (3)
In general, the residual vector r(s) is affected by allfaults
f(s):
r = [r1, r2, ...rn]T = r(f1, f2, ...fn) (4)
Residual ri should be made unaffected by fault fi.This is
achieved if matrix [W×S] has the following struc-ture [5]:
ri = ri(fi)⇔W × S =
0n∑i=1
w1i · si2 · · ·n∑i=1
w1i · sinn∑i=1
w2i · si1 0 · · ·n∑i=1
w2i · sin...
......
...n∑i=1
wni · si1n∑i=1
wni · si2 · · · 0
orn∑
i,j=1
wji · sij = 0 if i = j
(5)Here the first residual r1, depends on all but the first
fault, the second residual r2, on all but the second faultand so
on [2]; that is:
r1 = r1(f2,f3,...fn)r2 = r2(f1,f3,...fn)...
ri = ri(f1,f2,...,fi - 1,fi + 1,...,fn)...
rn = rn(f1,f2,...fn - 1)
(6)
The decision function for the logical evaluation of theresiduals
is then as follows:
if (r2 ∧ r3 ∧ · · · ∧ rn = 0) ∧ (r1 = 0) ⇒ f1if (r1 ∧ r3 ∧ · · ·
∧ rn = 0) ∧ (r2 = 0) ⇒ f2...
if (r1 ∧ r3 ∧ · · · ∧ rn−1 = 0) ∧ (rn = 0) ⇒ fn(7)
6 Observer Approach
The system under consideration is usually non-linear, thusthe
model in the observer should also be non-linear in or-der to avoid
modelling errors arising from linearization.This leads to the
concept of FDI using non-linear stateestimators [7]. Consider the
non-linear system given by:
-
244 Peršin, Tovornik, Muškinja, Valh
ẋ = f(x,u); x(0) = x0 (8)
y = c(x,u) (9)
where vector u denotes the input vector, y denotes theoutput
vector, x denotes the state vector and f and c arenonlinear
functions. Initial conditions are given by x(0).
The non-linear state estimator equation is then, by
def-inition,
˙̂x = f̂(x̂,u,y); x̂(0) = x0 (10)
and the state estimation error, ε = x− x̂, becomes
ε̇ = f(x,u)− f̂(x̂,u,y) (11)
If Eq. (10) is approximated, such that it becomes
ˆ̇x = f(x̂,u) + H(x̂,u) · (y − ŷ); x̂(0) = x̂0 (12)
ŷ = c(x̂,u), (13)
then
H(x̂,u) =∂f̂
∂y
∣∣∣∣∣x̂,u
(14)
is a time-variant observer gain matrix. If system noisen(t) and
modelling errors ∆f(t) are present, the state es-timation error
equation becomes
ε̇ =[∂f
∂x−H(x,u) · ∂c
∂x
]∣∣∣∣x̂,u
· ε + ∆f + n (15)
The output estimation error e can be calculated from(15).
Considering measurement noise, m(t), and sensorfaults, ∆k(t), one
obtains
e = y − ŷ = c(x,u)− c(x̂,u) + ∆k + m (16)
If stability of the observer is problematic in
practicalapplications, a constant feedback gain matrix can be
usedinstead of H(x̂,u). The structural diagram of the result-ing
non-linear estimator is illustrated in Fig. 6. A gainmatrix W(0<
wi ≤1) is added to the feedback in orderto improve the performance
of the observer for fault de-tection purposes (a compromise between
modelling errorsand difference in dynamics due to leakage as the
systemwill be used in practical application).
Figure 3. Residual generation for a non-linear system using
anon-linear observer
7 Example of Fault Detection Method AppliedOn a Heat
Exchanger
Heat exchangers play an important role in chemical andprocess
industries. In order to improve their reliability,safety and
control performance, intelligent concepts forcontrol, supervision
and also reconfiguration are neces-sary. Fault detection methods
will be presented and ap-plied on a laboratory model of a heat
exchanger illustratedin Fig. 7. This is a process that cannot be
modelled witha high accuracy. A dynamic response of a heat
exchangerdepends strongly on its operating point. The device
con-sists of a double-pipe heat exchanger of which the innertube is
connected to a closed system with a water vessel.The system is open
to the atmosphere.
Figure 4. Laboratory heat exchanger
The derivation of the mathematical model of the ves-sel is
simple. The vessel is assumed to be ideally in-sulated. Considering
the input-output relationships, thenon-linear differential equation
(17) of the mass energybalance of the vessel can be written:
0 = P + mh(t) · cp · ϑh out(t)−mh(t) · cp · ϑh in(t)−M · cp ·
dϑh indt
(17)
-
Increasing process safety using analytical redundancy 245
where:
P power of the electric heater (W)
mh mass flow of the heating (inner) water (l/s)
cp specific heat constant (general) (J/kg K)
ϑh in temperature of the heating water entering the
heatexchanger (K)
ϑh out temperature of the heating water leaving the
heatexchanger (K)
M mass of the water in the vessel (kg)
The main problem associated with the vessel is thatthere is
neither level sensor nor pressure sensor installedin it. The
question arises how to detect the leakage, whenthe level sensor
isn’t applied. Observing the differentialequation, which describes
mass energy balance (17), onecan see that the water level (mass of
the water in thevessel, M) changes the dynamic behaviour of the
ves-sel, while the static behaviour remains unchanged. Thismeans
that a change in temperature ϑh in is needed to de-tect the
anomaly. The vessel is described by a non-lineardifferential
equation, so a non-linear observer can be usedas described in
section 6. If the procedure from section 6is applied to Eq. (17),
the following equations are ob-tained:
u =
[ϑh outmh
](18)
x = ϑh in (19)
y = c(x,u) = x = ϑh in (20)
ẋ = f(x,u) = f(ϑh in, ϑh out, mh) =dϑ̂h indt =
= 1M ·[
Pcp
+ mh ·(ϑh out - ϑh in
)](21)
H(x̂,u) = H(ϑ̂h in, ϑh out, mh) =∂f̂∂y
∣∣∣x̂,u
=
=∂f̂(ϑ̂
h in, ϑh out, mh)∂ϑ̂
h in
∣∣∣∣ϑh out, mh
= −mhM(22)
The residual is then:
r = y − ŷ = ϑh in − ϑ̂h in (23)The heat exchanger is controlled
by a programmable
logic controller (PLC) using a closed-loop control, whilea
non-linear observer is realized in the Matlab environ-ment. A
performance test of the observer (Fig. 6), using
w=0,5, is made. The ability of water leakage detecting istested,
for a case of two missing litres of water (the ca-pacity of the
water tank is six litres). As shown in Fig. 8,the fault is
successfully detected with a residual.
0 2 0 0 4 0 0 time (s)
6 0 0 8 0 0 1 0 0 0 - 0.8
- 0.6
- 0.4
- 0.2
0
0.2
0.4
0.6
0.8
r
FAULT
Figure 5. Fault detected with a residual
8 Conclusions
The analytical redundancy is an alternative approach tophysical
redundancy. Physical redundancy means that re-dundant signals are
generated by means of a set of equalredundant sensors through which
the failed ones can bedetected. Analytical redundancy uses
mathematical mod-els and observers to generate redundant signals.
Compu-tations use those signals and present and/or previous
mea-surements of other variables. The resulting differences,called
residuals, are indicative of the presence of faults inthe system.
The three basic FDI methods based on ana-lytical models are
parameter estimation approach, parityspace approach and observer
approach.
Changes in model parameters can be detected by pa-rameter
estimation methods. Observer or a set of ob-servers can be used to
detect either sensor, component oractuator faults. If symptoms of a
fault are well known,the fault can be detected on time to prevent
it to developinto a failure that could lead to an environmental
damageor loss of a human life. Nevertheless, implementation ofFDI
schemes increases the occupational safety since hu-mans are
excluded from the process. Namely, an occurredfault is detected
automatically and a proper reconfigura-tion is adopted to keep the
process in a safe state.
There are several ways of testing the FDI scheme per-formance.
It can be tested either through simulations inwhich the main
problem is that disturbances, unknowninputs and noise cannot be
modelled properly. Another
-
way is to work off-line and test the performance of theFDI
scheme on previously measured signals. The mainproblem here is that
behaviour of the closed-loop systemcannot be tested. The most
complex way is on-line test-ing.
A pilot plant of a heat exchanger was chosen for ourexperiment
as it is frequently used in process plants. Themain problem
associated with the leakage of the vesselwas that there was no
level sensor installed in it. Suc-cessful results were obtained
using a non-linear observerbased on energy balance equations. A
dynamic change inthe mass flow is needed to enable detecting a
change ofthe water level from the nominal state.
The complete fault detection scheme consists of acombination of
analytical and heuristic methods and isfollowed by a fault
diagnostic scheme, where several ap-proaches are also possible. One
of the optimal solutions indiagnostics is the use of a transferable
belief model [11].
9 References
[1] R. Patton, P. Frank, R. Clark (Eds.), Issues of Fault
Di-agnosis in Dynamic Systems, Springer Verlag, London,2000.
[2] R. Patton, P. Frank, R. Clark (Eds.), Fault Diagnosis
inDynamic Systems, Prentice Hall, New York, 1989.
[3] M. Blanke, S. B. Nielsen, R. B. Jørgensen, Fault
Accom-modation in Feedback Control Systems, Department ofControl
Engineering, Research Report R93-4013, April1993.
[4] M. Blanke, R. B. Jørgensen, M. Svavarsson, A New Ap-proach
to Design of Dependable Control Systems, Au-tomatika, 36 (3-4), pp.
101-108, 1995.
[5] P. M. Frank, K.-S. Ding, Current developments in the the-ory
of FDI, 4th IFAC Symposium on Fault Detection Su-pervision and
Safety for Technical Processes, Budapest,2000.
[6] D. Valh, B. Tovornik, Model cevno-plaščnega
toplotnegaizmenjevalnika, (Electrotechnical Review), Vol. 66, No.
1,pp. 67-74, Ljubljana, Slovenija, 1999.
[7] P. M. Frank, Fault Diagnosis in Dynamic Systems
UsingAnalytical and Knowledge-Based Redundancy – A Sur-vey and Some
New Results, Automatica, Vol. 26, No. 3,pp. 459-47, 1990.
[8] R. Isermann, Das regeldynamische Verhalten vonÜberhitzern,
Fortschritt-Berichte (VDI-Z), Reihe 6, Nr. 4,Düsseldorf, 1965.
[9] W. Goedecke, Fault Detection in a Tubular Heat Ex-changer
Based on Modelling and Parameter Estimation,IFAC Identification and
Parameter Estimation 1985, York,UK, 1985.
[10] P. Young, A. Jakeman, Refined Instrumental VariableMethods
of Recursive Time-Series Analysis, Interna-tional Journal of
Control, No. 31, pp. 741-746, 1969.
[11] A. Rakar, D. Juricic, P. Balle, Transferable belief model
infault diagnosis, Eng. appl. artif. intell., vol. 12, pp. 555-567,
1999.
Stojan Peršin received his B.Sc. degree in Electrical
Engineer-ing from the University of Maribor, Slovenia, in 1995.
From1995 to 1999, he was with Metronik, elements and
automationsystems, Ljubljana, and was a project engineer and a
manager atthe branch office. Since December 1999, he has been with
theFaculty of Electrical Engineering and Computer Science,
Mari-bor. He is currently working towards a Ph.D. in Electrical
En-gineering. His research interests include industrial
automation,building automation, fault diagnosis and intelligent
systems.
Boris Tovornik was born in 1947 in Maribor, Slovenia. In1974 he
graduated from the University of Ljubljana. In 1984and 1991 he
received his M.Sc. and Ph.D. degrees in Elec-trical Engineering
from the University of Maribor where he iscurrently Associate
Professor. His field of research interests in-cludes Computer
Control of Industrial Processes, Modelling andProcess
Identification, Fuzzy Control, Intelligent Systems, FaultDetection,
Supervision and Safety.
Nenad Muškinja received his B.Sc., M.Sc. and Ph.D. degreesin
Electrical Engineering from the University of Maribor, Slove-nia,
in 1988, 1992, and 1997, respectively. Since 1989, he hasbeen a
faculty member in the Department of Electrical Engi-neering and
Computer Science, University of Maribor, where hecurrently holds
the rank of Assistant Professor. His research in-terests include
industrial automation, adaptive control, sampled-data control,
fuzzy control, and intelligent systems.
Drago Valh was born in 1973 in Maribor, Slovenia. In 1997
hegraduated from the Faculty of Electrical Engineering of the
Uni-versity of Maribor. In the same year he started his M.Sc.
studiesat the Polytechnics, Nova Gorica. His field of research
inter-ests includes Fault Detection and Accommodation in
IndustrialProcesses.