Embed Size (px)
Citation preview

Increasing Energy Efficiency Using Energy Increasing Energy Efficiency Using Energy Value Stream Mapping
National Energy Efficiency Conference and EENP Awards Ceremony 2011 Singapore, 24. – 25. May 2011
Dr. Klaus Erlach
Fraunhofer Institute forManufacturing Engineering and Automation IPA
www.wertstrom.dewww.valuestreamdesign.euwww.energiewertstrom.de
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 1 Energy Value Stream

Fraunhofer IPA in Stuttgart, Germany:Part of One of the Largest Applied Research and Consulting NetworksPart of One of the Largest Applied Research and Consulting Networks
Dortmund
D t dt
Dresden
Bremen
Hannover
Berlin
Rostock
Dortmund
D t dt
Dresden
Bremen
Hannover
Berlin
Rostock
Darmstadt
Karlsruhe
Saarbrücken
MünchenStuttgart
Freiburg
Darmstadt
Karlsruhe
Saarbrücken
MünchenStuttgart
FreiburgFraunhofer Centers USA
Representative Offices
illi
Association of 57 institutes
15 000 employees in 2008
pAsia, Middle East and
Moscow
German institutes
€ 30 million turnover, € 14,2 million from consulting
ca. 300 employees
15,000 employees in 2008
Budget of €1.4 billion in 2008
Integrated factory and layout planning Production Optimization and Value
Stream DesignFactory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 2 Energy Value Stream

Value Stream Mapping Analyzes the Current State of the Complete Production Process and Displays Potential ImprovementsProcess and Displays Potential Improvements
Method:Method: Creating a snap shot of your production at shop floor level
& in office Applied at IPA to all kinds of production in several branches
TotalQuality Control
TQC
Just-in-Time JIT
Jidoka (Autono-mation)
TotalQuality Control
TQC
Flexible Production
Toyota Produktion System TPS Set of Guidelines Describes the Approach for Designing the
Future StateResult: Gives a transparent picture of production including Flexible Production
Cost Reduction by Elimination of Waste
Origin: Element of Lean Production (TPS)
Gives a transparent picture of production including information flow
Emphasizes on waste in lead time and shows bottlenecks Creates a lean factory with lean planning processes
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 3 Energy Value Stream

To reach a higher energy efficiency within production the procedure of the »Energy Value Stream Method« has been developed in analogy to VSM»Energy Value Stream Method« has been developed in analogy to VSM
Basic idea is using the principles of the Value Stream Method (VSM) – which is well-proven by lean
Energy Value Stream Energy Value Stream Realization
g p p ( ) p yproduction – for analyzing the energy efficiency of a factory:
Energy Value Stream Analysis
• Recording energy consumers and
i d
Energy Value Stream Design
Creating an increased future state with the h l f d i id li
Realization Implementation of the future
state with technical and organizational measures
consumption data• Identifying energy
efficiency potentials
help of design guidelines Identifying improvement
opportunities
Embedding energy efficiency in the business strategy –core of energy management
Result is a systematic procedure in three steps for 1. holistic collection and evaluation of energy consumption in production processes1. holistic collection and evaluation of energy consumption in production processes 2. increasing energy efficiency by using design guidelines3. finally optimization of energy consumption
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 4 Energy Value Stream

The Energy Value Stream Method should reach the following goals
• Rough Analysis of energy consumptions with regard to production preconditions
• Identification of all relevant kinds of energy (e g electricity compressed air )• Identification of all relevant kinds of energy (e.g. electricity, compressed air …)
• Identification of all relevant energy consumers
• Creating transparency of production process-related energy consumptions
• Avoid the wastage of energy
• Providing the basis for optimization of energy consumption
• Key figures for estimation of the energy efficiency
• Estimation of energy efficiency potentials
• Systematic process for increasing energy efficiency
• Providing design guidelines for a systematic and completed search for improvement measuresmeasures
• Visualizing tool for an ideal future state as the target vision
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 5 Energy Value Stream

1 Energy Value Stream Analysis1. Energy Value Stream Analysis
Efficient identification of energy consumption in the production
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 6 Energy Value Stream

Factory audit against waste: Searching for deflagration of compressed air …
leak – not perceptible by hand, but clearly
leak – perceptible by hand: costs about 600 €/ay
detectible by ultrasound measurement: costs about 250 €/a
costs about 600 €/a
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 7 Energy Value Stream

… and a lot of other spots
Leak at pressure cylinder (loud wheezing):wheezing):Estimated diameter is 2 mm= 2.340 €/a
Two leaks in tube – each big enough to dry Two leaks in tube each big enough to dry hands:Estimated diameter 3 mm each= 2 x 5.270 €/a = 10.540 €/a
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 8 Energy Value Stream

Mobile measurement equipment for data acquisition enable the evaluation of the current state in the production very quicklythe current state in the production very quickly
pick off voltageclamps to measure electrical power
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 9 Energy Value Stream

The curve of electrical power shows energy demand clearly in relation to working stepsworking steps
4.500E+3
5.000E+3
5.500E+3
3.000E+3
3.500E+3
4.000E+3
4.500E 3
W
powe
r
1.500E+3
2.000E+3
2.500E+3
3.000E 3
500 3
11:40:00.00015.06.2010
13:20:15.00015.06.2010
20 min/Div1:40:15 (h:min:s)
time
energy demand of a long running, thermal process with exothermic reaction
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 10 Energy Value Stream

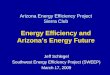
Main key figure of value stream is the »Energy Intensity«, which equates the production process-related energy consumption for one productproduction process-related energy consumption for one product
Energy Intensity (EI) =power input (P) x customer takt time (TT) x number of resources (#Res)
new parameters in value stream map:
electricity
gasInjection moulding
Painting Assembly
power input (P) x customer takt time (TT) x number of resources (#Res)
1 82 1 4
value stream map:
compressed air
EI Energy IntensityPT 60 sec
# pieces = 2
CT 15 sec
PQ 150
PT 40 min
CT 16 sec
PT 72 sec
CT 9 sec
A 98 %
1 82 1 4
A 92 %
54 kW
EI = 654 Wh
CO 45 min
28 kW
123 kW
EI = 910 Wh
730 W
420 W
EI = 15 Wh TT assembly, 2 shifts = 11,5 sec
TT production 3 shifts= 21,7 sec
Σ EI = 1.565 kWh651 Wh 910 Wh 15 Wh
TT production, 3 shifts 21,7 sec
Energy Intensity of the Value Stream =Σ Energy Intensity of single processesIdentifying energy intensive processes
EI = 151 kW x 21,7 sec x 1 = 910 Wh
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 11 Energy Value Stream

The Degree of Efficiency compares the energy consumed in a manufacturing process to a reference value and serves as a measure for the process qualityprocess to a reference value and serves as a measure for the process quality
The Degree of Efficiency is the ratio of the required energy consumption according to state of the art technologies, specific energy consumption or an internally defined target and the actually used, specific energy consumption.
Reference for Energy Consumption
f l b i h di i i
Degree of Efficiency = Reference for Energy Consumption
Specific Energy consumption as measured
Reference Value can be weight per part, part dimensions or process time
Energy IntensitySpecific Energy Consumption =
Reference ValueSpecific Energy Consumption =
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 12 Energy Value Stream

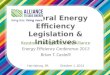
The Degree of Efficiency Diagram shows the improvement potential for the whole Value Streamwhole Value Stream
100 Degree of Efficiency
60
80
100 Degree of Efficiency
5577 88
20
40
0Spritzgießen Lackieren MontierenInjection moulding
Painting Assembly
Reference Value 1.6 kWh/kg(state of the art)
Example Injection moulding
Weight per part = 220 g
Degree of Efficiency = 1.6 kWh/kg
2.97 kWh/kg= 0.54 = 54%Energy Intensity
Weight per part654 Wh
220 g= = 2.97 kWh/kg
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 13 Energy Value Stream

2 Energy Value Stream Design2. Energy Value Stream Design
Design Guidelines to Create Energy Efficient Production Processes
Energy savings
Red
uctio
energ
y de
Energy demand under
l Reduced
Energy savings
on
of
eman
d
normal operating conditions
energy demand
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 14 Energy Value Stream

The Eight Design Guidelines of the Energy Value Stream Design give a valid procedure for creating an Improved Future Stateprocedure for creating an Improved Future State
Guideline 1: Manufacturing at an optimum operating pointGuideline 1: Manufacturing at an optimum operating point
Guideline 2: Reducing energy demand of resources by technical improvements
Guideline 3: Minimizing the energy consumption of resources during stand-by operation
Guideline 4: Minimizing energy consumption during turn on and turn offGuideline 4: Minimizing energy consumption during turn-on and turn-off
Guideline 5: Energy recovery
Guideline 6: Leveling energy consumption by smoothing the peak energyGuideline 6: Leveling energy consumption by smoothing the peak energy
Guideline 7: Laying down an energy efficient processing sequence for the largest energy consumer
Guideline 8: Synchronizing energy supply and energy consumption
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 15 Energy Value Stream

Guideline 1: Manufacturing at an Optimum Operating Point
Objective: Resources have to be designed so that producing at an ideal operating point coincides with customer takt time
Energie-intensität
kWh
EnergyIntensity
kWhStck.
EnergieersparnisEnergy savings
Measures:
Produktions-taktoptimaler
BetriebspunktTeillastPart load Ideal
operating point Production takt
Measures:• Design resources so that production takt at minimum energy intensity coincides with
customer takt time• Choose adequate resources according to production requirements• Choose adequate resources according to production requirements• Operate resources at an ideal power rating• Avoid oversizing of resources as safety reserves
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 16 Energy Value Stream

Example SMD-Line: The wave soldering has a capacity utilisation of only 55 percentThe wave soldering has a capacity utilisation of only 55 percent
PF: printed
1.200 piece/d
PF: printed circuit board
line 1
WT = 24 h
TT = 72 sec.
Per each printed circuit board needs are 110 Wh heating energy are p g gyconsumed – if the line had the double tact time, this demand would cut in half
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 17 Energy Value Stream

Guideline 2: Reducing Energy Demand under Normal Operating Conditions
Objective: Reduction of resource energy demand in normal operation by technical improvements
Examples:• Replace inefficient drives by EFF1 engines• Replace slab laser by diode-pumped disc laser• Use of energy-saving hydraulic and gear oils
en
Energy
Energy savings
• Use of energy saving hydraulic and gear oilsRed
uctio
n o
fn
ergy d
eman
Energy demand under normal operating
Reduced energy
demand
Measures:d i d f ili i l h i l ( l i b dj i i
fndconditions
demand
• Use up-to-date equipment and facilities; replace technical components (not only engines but adjoining components, too, such as gears)
• Possibly, replace processesU ffi i t ti li• Use energy-efficient operating supplies
• Reactive power compensation (prevents inductive reactive power and thus reduces energy demand)• Train your employees in the efficient use of energy.
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 18 Energy Value Stream

The cyclic energy demand of a robot shows the increased energy demand within normal operation caused by inappropriate programming within normal operation caused by inappropriate programming
Energy waste through active remaining in position (Robot waits for next working cycle) instead of a brake.
working cycle begins moving downwards: lower power consumption than within Stand-by.
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 19 Energy Value Stream

The power consumption of two similar electric furnaces differs by factor 5
25 kW
20 kW
15 kW
5 kW
10 kWAverage: 9.1 kW
6 kW
5 kW
2 kW
3 kW
4 kW
Average: 1.96 kW
Electric Furnace11:17:00.00016.06.2010
11:44:55.00016.06.2010
5 min/Div27:55.000 (min:s)
2 kW
1 kW
Average: 1.96 kW
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 20 Energy Value Stream

Guideline 3: Minimizing Energy Consumption of Resources during Stand-by OperationOperation
Objective: Minimize energy consumption during stand-by operation
Examples:• Turning off machinery during weekends and non-working shifts• Automatic turn-off of periphery when they are not usedm
Energy savings
reducedStand-by
Stand-by
p p y y
Requirements:• Machinery turn-off must not lead to unscheduled machine
breakdown
Stand
-by
min
imizatio
n
Stand-by
Energy
consumption
Energy
consumption breakdown • Product quality must not be affected by machine turn-off
consumption consumption
Measures:• Machinery turn-off outside production time• Using machine control for turn-off of machine periphery when not used• Lowering the level of energy consumption during stand-by operation• Avoid discontinued production flow for reducing short stand-by times• Train your employees to apply appropriate stand-by strategies
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 21 Energy Value Stream

The curve shows the energy demand of a hydraulic press with a quite long stand-by-time between two working sequencesstand-by-time between two working sequences
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 22 Energy Value Stream

Guideline 5: Energy Recovery
Objective: Using energy several times, if possible, within the same process, for other requirements that are not immediately related to production (e.g. heating)
E l Re-coverable
energyExample: • Energy recovery at a lift drive as used in
automated high bay warehouse
Requirements:
Energyconsumption
Process 1
Energyconsumption
Energyconsumption Energy
Energ
y recov
Energy savings
e e gy
Requirements:• Energy supply and required energy consumption
must be connected (in time and space)
Process 2Process 1
gyconsumption
Process 2
very
Measures: • Using industrial waste heat• Using heat accumulators for storing heat in discontinuance production processes• Using heat pumps for reaching a higher energy level • Recovery of braking energy
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 23 Energy Value Stream

Consequent reduction of internal thermal load as well as usage of waste heatfor climatisation of factory hallfor climatisation of factory hall
Air Compressor
Oil coolingMetal-cutting
waste
therm
a
gmachine
machinery
eh
eat
Recuperator
l loadCooling
unitspindle
Hot waterstorage
tankspindle tank
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 24 Energy Value Stream

3 Energy Value Stream Projects3. Energy Value Stream Projects
Case Studies
2 000E+3
1.600E+3
1.800E+3
2.000E+3
W
1.200E+3
1.400E+3
1000
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 25 Energy Value Stream

Production of a »front bumper« made of 5 parts in 4 production steps – thecalculation of energy intensity demonstrates effect of product related approachcalculation of energy intensity demonstrates effect of product related approach
HydraulicP i
Stamping SpotW ldi
GasW ldiPressing
1 1PT 20 sec.# 2
1 1PT 2 x 2,2 sec. PT 88 sec.
CT 88 PT 88 sec.CT 88
Welding1 1
Welding1 1
# p 2CT 40 sec. HP 92 kW PH 22 kW
3 x 1,4 sec.# p 5CT 8,6 sec. 10 kW
CT 88 sec. Rob 6 kW WG 12 kWEI 440 Wh
CT 88 sec. Rob 11 kW WG 19 kWEI 734 Wh Σ EI = 2.465 kWh
EI 1.267Wh51 %
10 kWEI 24 Wh
EI 440 Wh EI 734 Wh Σ EI 2.465 kWh
1. Welding needs the same energy like hydraulic pressing, if you count per product
2. Stand-by consumption of pressing amounts 65 percent of total consumption
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 26 Energy Value Stream

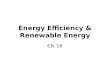
Production of bottle brackets with 40 cells each for a washing machine in beverage industry – stand-by losses caused by oversizing capacitiesbeverage industry – stand-by losses caused by oversizing capacities
CellProduction
1 2
PF: bottle bracket40 cells per bracket1 2
PT 22 sec.# p 40CT 440 sec.U 61%
20.000 Stck./aFD 250 d/aWT 16 h/dTT 12min
p
Spot Welding
hydraulic 2x 2.150W robotics 2x 580 W welding 2x 1.100W suction 555 WEI 1.000 Wh
Manual Weldingside part Force Fitting Conser ing
TT bracket 12min.= 720 sec.
TT cell 18 sec.
Spot-Weldingbracket
0 1PT 625 sec.CT 625 sec
FIFOFIFOFIFOFIFO FIFOFIFO FIFOFIFO
EI 1.000 WhE St-b 4.855 WEI St-b 378 Wh
side part2 1
PT 360 sec.
CT 180 sec.
Force Fittingplastic element
0 1PT 300 sec.CT 300 sec
Conserving
1 1PT 50 sec.CT 50 sec
TrueingOO
transportingCT 625 sec.U 87% 4,44 kW St-b 4,58 kWEI 770 WhEISt b 121 Wh
U 25% welding 2x 3.100W
suction 2.130W
EI 310 Wh
CT 300 sec.U 42% 990 WEI 83 WhEISt-b 116 Wh
CT 50 sec. 500 WEI 7 Wh
0 1PT 145 sec.# p 2CT 290 sec
FIFOFIFO PT 45 sec.CT 45 sec. 9.500 WEI 120 Wh
Σ EI 2 659 WhEISt-b 121 Wh EI welding 310 WhEI suction 106 Wh EISt-b-suction318Wh
CT 290 sec.U 40% 3.260 WEI 263 WhEISt-b 395 Wh
Σ EI 2.659 WhΣ EI St-b 1.328 Wh
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 27 Energy Value Stream

4 IEC Standardization4. IEC Standardization
for Energy Efficiency through Industrial Automation
Technical Report to provide to the Standardisation Committees• a framework for the adaptation and development of documents• in order to achieve energy efficiency• in manufacturing, process control and industrial facility management.
Main PrincipleTo promote standardization of concepts on managed energy efficiency by• Measurement and management• Providing Key Performance Indicators (KPIs)
S d di i h k i f l / d i• Standardizing the network interface control / devices• Standardizing energy saving modes and commandsin addition to intrinsic energy efficiency of the components themselves.
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 28 Energy Value Stream

IEC Standardization for Energy EfficiencyEnterprise-control system integration (reference to IEC 62264-1)Enterprise-control system integration (reference to IEC 62264-1)
Business planning& logistics
Level 4 Enterprise / factory layer:Carbon foot printCSR data management& logistics
Level 3
CSR data managementISO14001, ISO 5001 support
Plant / shop management management layer:
Ener
Manufacturing operations management
Energy intensity (basic cost)Energy cost managementAnalyse energy dataPlanning energy conservation
rgy
fun
c
Level 2
Batch Continuous Discrete
Process unit / equipment layer:Pump control by inverterMultiple unit control
ction
s
Level 1
Batch control
Continuouscontrol
Discrete control
Electric power meterEnthalpy calculation
Level 0 Mechanical layer:Exhaust heat recoveryThermal storageHeat pump
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 29 Energy Value Stream

Thanks for your attention!If you have questions or any information is needed:If you have questions or any information is needed:
Your Contact:Fraunhofer IPAFactory Planning and Production OptimizationNobelstrasse 12Nobelstrasse 1270569 Stuttgart, Germany
Dr. Klaus ErlachPhone: +49 (0) 711 / 970 – 1293Mail: [email protected]
Klaus Erlach; Engelbert Westkämper:Energiewertstrom. Der Weg zur energieeffizienten Fabrik
Stuttgart 2009, ISBN: 978-3-8396-0010-8
www.wertstrom.dewww.valuestreamdesign.euwww.energiewertstrom.de
Factory Planning and Production Optimization© Fraunhofer IPA 2011Dr. Klaus Erlach
Folie 30 Energy Value Stream