Embed Size (px)
Citation preview

*
IN-PLANT DEMONSTRATION OF DYEBATH REUSE APPLIED TO HOSIERY DYEING
Final Report
Part I, Phase I11 Extension of DOE Contract No. EY-76-S-05-5099
Submitted by
School of Textiit: Engineering
and
. 3 . .
Engineering Experiment Station
of
THE GEORGIA INSTITUTE OF TECHNOLOGY Atlanta, Georgia 30332
and the
Adams-Millis Corporation High Point N. C. 27261
Investigators:
F. L . Cook W . C. Tincher W. W . Carr L , H. 0lsot.n L. Averettfe
Funded through
The Depart"? of Energy

F' -1
IN-PLANT DEMONSTRATION OF DYEBATH REUSE APPLIED TO HOSIERY DYEING
Final Report
Part I , Phase I11 Extension of DOE Contract No. EY-75-S-05-5099
4
Covering the Period
June 1, 1978 -- November 30, 1978
Submitted by
The School of T e x t i l e Engineering
and
The Engineering Experiment S ta t ion
of
THE GEORGIA INSTITUTE OF TECHNOLOGY, Prime Contractor Atlanta , Georgia 30332
and t h e
ADAMS-MILLIS CORPORATION, Sub-Contractor High Point, N . C . 27261
Principal Inves t iga tor : Senior Inves t iga to r : Senior Engineer: D r . Fred L . Cook D r . Wayne C . Tincher D r . Wallace W . Carr Assis tant Professor Professor Senior Research Engineer (SSN 260- 74- 1623) 404-894-2536 404-894-2538 404- 894- 3623
(SSN 401-40-1686) (SSN 223- 56- 091 6)
Adams-Millis Di rec tor : M r . Jon Wallner Vice-president, Operations Adams-Millis Corporation 225 North E l m S t r e e t High Point, N. C. 27261 919-886- 7071
Contracting through
The Georgia Tech Research I n s t i t u t e Georgia I n s t i t u t e of Technology
Atlanta , Georgia 30332

TABLE OF CONTENTS
1 LIST OF TABLES
i LIST OF FIGURES
1 LIS” OF APPENDICES I I ACKNOWLEDGMENTS
I. SUMMARY
11. INTRODUCTION
111. EXPERIMENTAL RESULTS AND DISCUSSION
A. Equipment, Chemicals and Goods
B. Engineering Design and Modification
1. Reuse System
2 . Dyebath Temperature Control Device
3 . Steam Monitoring System
4. Water Meter
5. Chemical Add Tank
6. Spigot for Analysis Sample
C. Computer Interface and Programs
1. Computer Interface
2 . Programs
a. Monitoring Program
b. Dyebath Analysis Program i
c. New Dye Lot (Dye Strength)
d. Print Recipe and Change Recipe
e. Dye Add Calculation
i
PAGE
iii
7
V
v i
v i ii
ix
1
14
14
14
14
17
19
19
19
19
22
22
27
28
30
31
32
,

TABLE OF CONTENTS (Continued)
D. Original 1976 Conventional Process
E. 1978 Conventional Process
F. Preliminary Experiments f o r Dyebath Reuse Sequences
1. Volume Occupied by Hosiery and Water Volume Retained by Hosiery
2. Alteration of Dye Formulations
3.
G. 17-Cycle Reuse Sequence With Prescour
H. 14-Cycle Reuse Sequence Without Prescour
Effect of Prescour on pH of Dyebath
IV. SAVINGS AND COST/BENEFIT ANALYSIS
A. Percentage Savings in Consumption
1. Sequence Break-Out
2. Total Shade Break-Out
3. In-Sequence Break-Out by Shade
B. Relative Cost of Sequence
1. Sequence Break-Out
2. Total Shade Break-Out
3. In-Sequence Cycle Break-Out by Shade
C. Cost Savings Due to Time Reduction
D. Cost/Benefit Analysis for Adams-Millis
V. CONCLUSIONS
VI. DISSEMINATION OF INFORMATION
VI I. BIBLIOGRAPHY
APPENDICES
PAGE
33
38
40
-
40
44
48
53
56
59
59
59
64
67
78
78
80
80
87
88
91
92
93
94
ii

LIST OF TABLES
PAGE - 7
Lot-to-Lot Color Differences in MacAdam Units of Nylon 66 and Nylon 6 Pantyhose Dyed With Disperse Dyes
Chemical, Water, and Energy Savings in Application of webath Reuse to Disperse Dyeing of Nylon 66 Pantyhose
Table 1.
Table 2.
Table 3.
Table 4.
Table 5.
Table 6 .
Table 7.
Table 8.
Table 9.
Table 10.
Table 11.
Table 12.
Table 13.
Table 14.
Table 15.
Table 16.
Table 17.
Table 18.
f 9
11 Project Tasks and Milestones
Consumption Data for Conventional Process as Utilized in 1976 34
35 Production Cost Factors for Adams-Millis
Energy and Materials Costs for Conventional Process as Utilized in 1976 36
Shade Correlation of Light Beige Pantyhose Dyed by the 1976 Conventjonal Process With the Company Standard 37
Comparison of Previous (Final) and Altered Concentra- tions of Auxiliaries in the Dyebath 39
Shade Correlation of Pantyhose Dyed by the 1978 Con- ventional Process With Company Standards 41
43
45
Results of Volume Experiments on Pantyhose
Exhaustion and Dye on Fiber for Preliminary Runs
Comparison of Consumption Data for 1978 Conventional Runs Requiring No Adds and Those Requiring Shade Reduction and/or Adds 47
49
50
Variation of pH With Stage in the Conventional Cycle
pH of the Dyebath at the End of the Conventional Cycles
Variation of pH With Stage in the Simulated Reuse Cycle With Prescour 52
Shade Correlation of Samples Dyed in the 17-Cycle Reuse Sequence (Prescour Included) With Company S t and ar ds 55
Shade Correlation of Samples Dyed in the 14-Cycle Reuse Sequence (Prescour Excluded) With Company Standards 58
60 Average Consumption Data for Sequence Break-Out
iii

Table 24.
Table 25.
Table 26.
Table 27.
Table 28.
Table 29.
LIST OF TABLES (Continued)
Percentage Savings for Sequence Break-Out
Overall Energy and Materials Savings on A d m - M i l l i s Incorporat ion of Dyebath Reuse t o 1978 Conventional Process
Overal l Energy and Materials Savings of P ro jec t Based on 1976 Conventional Process (Shade Break-Out)
Average Cost Data f o r Sequence Break-Out
Energy Cost Savings by Shade
Combined Water/Sewer Cost Savings by Shade
Combined Auxil iary Cost Savings by Shade
Combined Dye Cost Savings by Shade
Tota l Cost Savings i n Energy and Materials by Shade
Percentage o f Total Cost Savings i n Incorporat ion of Reuse t o 1978 Process by Component (Based on Shade Break- Out )
Projected Cost of Incorporating Dyebath Reuse t o S ix 100-Pound Hosiery Dyeing Machines
PAGE
61
-
65
68
79
81
82
83
84
85
86
89
i I
i v

Figure 6.
figure 7.
Figure 8.
Figure 9.
Figure 10.
Figure 11.
Figure 12.
Figure 13.
Figure 14.
Figure 15.
Figure 16.
Figure 17.
Figure 18.
5 . . %.I
Observed Schedule of Work
Sdenatic of Reuse System
Dyebath Temperature Control Device and Steam Monitoring System
Schematic of Input Water Line With Installed Water'Meter
Schematic of Chemical Add Tank, Calibrated Sight Glass, and Spigot for Analysis Sample
Single Bit Level Conversion Schematic (Total Required= 13)
Supply Five Volt Regulated Power Supply and Reference Voltage
Display Schematic
Pin-Out of Integrated Circuits
Energy Balance for In-Sequence Cycle of LBE-Shade on Nylon 66 During 17-Cycle Reuse
Energy Balance for In-Sequence Cycle of LBE-Shade on Nylon 66 During 14-Cycle Reuse
Energy Balance for In-Sequence Cycle of STA-Shade on Nylon 66 During 17-Cycle Reuse
Energy Balance for In-Sequence Cycle of STA-Shade on Nylon 66 During 14-Cycle Reuse
Energy Balance for In-Sequence Cycle of SUN-Shade on Nylon 6 During 17-Cycle Reuse
Energy Balance for In-Sequence Cycle of SUN-Shade on Nylon 6 During 14-Cycle Reuse
Energy Balance for In-Sequence Cycle of BRM-Shade on Nylon 6 During 17-Cycle Reuse
Energy Balance for In-Sequence Cycle of BRM-Shade on Nylon 6 During 14-Cycle Reuse.
13
15
18
20
21
24
24
26
26
70
71
72
7 3
74
75
76
77
V
1

1
g,: w p n t and Supplies Purchased for Adam-wi l l i s In-Plant D8"trat ion 95
Sample of the Computer Programs Utilized on the Project With the HP-9815 103
2.
3. Conventional Adam-Millis h"=h for Dyeing Pantyhose in i 1976 107
ix 4. Conventional Adam-Millis Procedure for Dyeing Pantyhose as of October, 1978 108
Energy and Materials Consumption Data for Conventional Process 5 . as Utilized in 1978 109
Preliminary Runs 110
mendix 7. Reuse Procedure With Prescour for 17-Cycle Reuse Sequence 111
m n d i x 6 . Recipe Requirements and Dye Adds Necessary to Reach Shade in I
$ Appendix 8. Energy and Materials Consumption Data for Initial 5-Cycle Reuse i
Sequence 112
Appendix 9. Energy and Materials Consumption Data for 17-Cycle Reuse Sequence With Prescour 113
Dyebath Analysis Procedure Devised for the Adams-Millis Dyer 114
Exhaustion and Dye on Fiber in the 17-Cycle Reuse Sequence With Prescour 115
Appendix 10.
Appendix 11.
Appendix 12. Procedure Without Prescour for 14-Cycle Reuse Sequence I 116
Appendix 13. Energy and Materials Consumption for 14-Cycle Reuse Sequence With Prescour 117
14. Exhaustion and Dye on Fiber in the 14-Cycle Reuse Sequence
Various Procedures (96 Lb. Load of Nylon 66) 119
Energy and Materials Consumption Data for STA-Shade in the Various Procedures (96 Lb. Load of Nylon 66) 120
Energy and Materials Consumption Data for SUN-Shade in the Various Procedures (84 Lb. Load 'of Nylon 66) 121
With Prescour 118
Energy and Materials Consumption Data for LBE-Shade in the ppendix 15. I
16. i
17.
vi

LIST OF APPENDICES (Continued) PAGE
18. Enerky and Materials Consumption Data for BRM-Shade in the Various Procedures (84 Lb. Load of Nylon 6 ) 122
x 20. Consumption and Cost of Dyes Deposited on the Fiber in Reuse 125
m e d i x 21. Consumption and Cost of Energy Actually Lost in the Dyeing Step of In-Sequence Reuse Cycles
Consumption and Cost of Energy Actually Lost in the Finishing Step of In-Sequence Reuse Cycles
130 Consumption and Cost of Water/Sewer for In-Sequence Reuse Cycles
Energy and Materials Cost for Conventional Process as Utilized in 1978 133
Energy and Materials Cost for 17-Cycle Reuse Sequence With Prescour 134
Energy and Materials Cost for 14-Cycle Reuse Sequence Without Prescour 135
Energy and Materials Cost for LBE-Shade in the Various Procedures (96 Lb. Load of Nylon 66) 136
Energy and Materials Cost for STA-Shade in the Various Procedures (96 Lb. Load of Nylon 66) 137
Energy and Materials Cost for SUN-Shade in the Various Procedures (84 Lb. Load of Nylon 6) 138
126
Appendix 22.
'"dix 23.
Appendix 24.
128
Appendix 25.
Appendix 26.
Appendix 27.
Appendix 28.
Appendix 29.
Appendix 30. Energy and Materials Cost for BRM-Shade in the Various Procedures (84 Lb. Load of Nylon 6) 139
Cost of Auxiliaries Consumed in In-Sequence Reuse Cycles 140 Appendix 31.
Appendix 32.
Appendix 33.
Cost of Dyes Consumed in In-Sequence Reuse Cycles
Cost Comparison of Energy and Materials Consumed in In-Sequence Reuse Cycles Versus Conventional Cycles
142
144
Appendix 34. Dissemination of Information Efforts 145
vii

I ;
I
I 1
i I
I i I I i t
I
t
i
ACK"EDGMENTS
rs gratefully acknowledge the overwhelming support extented
wt by the Adams-Millis management and plant staff. Specific
Mr. Jon Wallnel:, tian is reserved for the following individuals:
ridant of Operations; Mr. Walter Von Cannon, Plant Manager;
-rer Plant Dyer; and Mr. Ed Markushewski, Plant Engineer.
me authors also acknowledge the DOE Technical Monitor f o r the
FOject, m. John Rossmeissel, for h i s valuable guidance and support. me are also grateful t o Mr. A 1 Streb and Mr. Doug Harvey of DOE f o r
their administrative roles in the project.
Thanks are extended to the Laboratory technician on the project,
m. Linn Averette. Ms. Averette gathered the data for the pilot-scale
research that led to the reported project, and also was a valuable asset
in conducting the in-plant demonstration. Ms. Beverly Norris is recognized
f o r the typing and assembly of the report.
viii

technology of dyebath reuse, i n which h o t dyebaths are analyzed,
&, reused t o dye a number of batches of t e x t i l e s , has been
ly t r ans fe r r ed t o a commercial h o s i e r y f in i sh ing p i a n t . me rOceSS was optimized i n conjunct ion with t h e p l a n t dyer before P P
incowora t ion . k :ted from t h e same ba ths , and the measured consumption d a t a and cost
s Were compared with an optimized 15-cycle conventional sequence.
overall p ro j ec t (OptimiZatiOn p l u s reuse incorpora t ion) reduced the
Reuse sequences of 1 7 cyc les and 14 cyc les were
‘process energy consumption by 75%, and a l s o conserved considerable q u a t i t i e s
of water, a u x i l i a r y chemicals, and dyes.
wt imiza t ion conserved 12.2+/pound of goods i n personnel/overhead cos t s ,
a d combined energy/materials savings on reuse incorporat ion saved an
addi t ional 2$/pound of goods.
Time savings achieved by the
The p l a n t dyer has continued t o u t i l i z e t h e reuse process s ince com-
plet ion of the demonstration, and has repor ted dyeing up t o forty-one (41)
batches of nylon pantyhose from t h e same bath. The company is planning t o
convert s i x machines t o t h e reuse system i n t h e near fu tu re , with a pro-
jected recovery of c a p i t a l investment i n approximately two (2) years (based
on p lan t and vendor da t a ) .
i x

= d i n e . The machines are similar i n concept except for t h e method o f
a i t a t i n g the goods. Both machines a r e operated a t atmospheric pressure ,
and d i r e c t steam i n j e c t i o n i s used t o supply energy t o t h e dyebath.
diss ipated steam and ho t water vapor escape f r e e l y from t h e uninsula ted
machines during heat-up and during holding cyc les , and thus energy lo s ses
on a BTU/pound of f in i shed goods a r e excess ive with low o v e r a l l e f f i c i ency
fac tors .
heat exchangers t o t h e hot water d ra ins , and thus considerable energy is
also wasted i n t h e form of ho t process water.
water cos ts , unexhausted chemical c o s t s , and the energy inherent i n
supplying these s e r v i c e s and chemicals a r e a l s o considerable due t o t h e
prac t ice o f dra in ing hot dyebaths t o t h e sewer after each dyeing cycle .
Un-
I n s t a l l a t i o n s familiar t o t h e i n v e s t i g a t o r s have not appl ied
Pol lu t ion t reatment c o s t s ,
Further ana lys i s of nylon pantyhose opera t ions revealed t h a t t h e
processes were p a r t i c u l a r l y narrowly def ined from a chemical viewpoint.
Shades a r e genera l ly defined i n th ree v a r i a t i o n s of brown ( l i g h t ,
medium and dark) , and the shades a r e usua l ly derived from t h e same t h r e e
dyes by a l t e r i n g the r e l a t i v e propor t ions o f dyes. Disperse dyes a r e

for.pantyhose, and the fiber type i s either Nylon 66
:.&ebath auxiliary chemicals, consisting of l eve l ing
' "mat, and wetting agent are not appreciably substan-
fiber, and thus can be repea ted ly u t i l i z e d from batch-to-
anergy viewpoint and p o t e n t i a l f o r adap tab i l i t y , hosiery
appeared to be an idea l candidate f o r implementing a new technology
lo@ a t Georgia Tech i n Phase I1 of DOE Contract Number EY-76-S-05-
termed "dyebath reuse". In t h e conventional batch dyeing process t h e
m&ine is f i l l e d with water, t he goods t o be dyed a r e entered, and t h e
f&ric moved through t h e bath t o s a t u r a t e t h e f a b r i c with water. Chemical
d l i a r i e s such as wet t ing agents, pH con t ro l agents , l eve l ing agents ,
chelat ing agents, etc., a r e then added t o t h e ba th followed by t h e dyes.
me machine is heated from ambient t o t h e dyeing temperature a t a r a t e of
usually '3O t o 4'F p e r minute and held a t t h e $ o i l f o r t h e time required
t o complete t h e dyeing.
and, i f on-shade, t h e dyebath is discharged t o dra in . The goods a re then
post-scoured and/or r in sed t o remove unfixed dye.
removed from t h e machine, and t h e conta iner i s r e f i l l e d with water f o r t he
next load.
The goods being dyed a r e checked f o r proper shade
The goods a r e t h e n
If t h e dyebath is examined before and a f t e r t h e dyeing cycle , two
major changes have occurred.
from t he bath by t h e yarn or f a b r i c and second, t h e ba th i s hot r a t h e r
F i r s t , most o f t h e dye has been removed
than cold.
present i n t h e same condi t ion as they were a t t h e s ta r t of t he dyeing
Most of t h e aux i l i a ry chemicals added t o t h e ba th a r e s t i l l
2
I

dyebath is discharged to the drain, large quantities
useful chemicals are thus lost. In the developed pro-
dyebath w a s analyzed for the remaining dye, the bath
t o the desired strength, and reused f o r subsequent
dyebaths in this way significantly reduces the energy,
re@rements in batch dyeing.
1: of technical problems required solution in pilot-scale
bath reuse could be broadly applied in commercial
First, an analytical system had to be developed to simply, ng.
bly, and economically determine the concentration of dyes remain-
the bath. The analytical techniques had to be compatible with
dyehouse personnel, space, time, and equipment constraints.
, dyeings had to be started at elevated temperatures (-1700F). increased rate of dye adsorption from the bath at these temperatures
the potential of leading to spotting and poor levelness in the re-
o dyeings. Third, materials handling procedures had to be worked
give scouring, dyeing, and rinsing cycles compatible with current
,-it operating procedures. Fourth, evaluation procedures were required
D insure that dyeings in recycle baths were equivalent in quality to
entionally dyed products.
.. The first key to reusing dyebaths was to develop a simple, but
ate, analysis procedure. The very strong absorption of dyes in the
rible region of the spectrum provides the simplest and most precise
The absorbance, A, of " -hod for determination of dye concentration.
8 dye solution can be related to the concentration by the modified Lambert- -
3
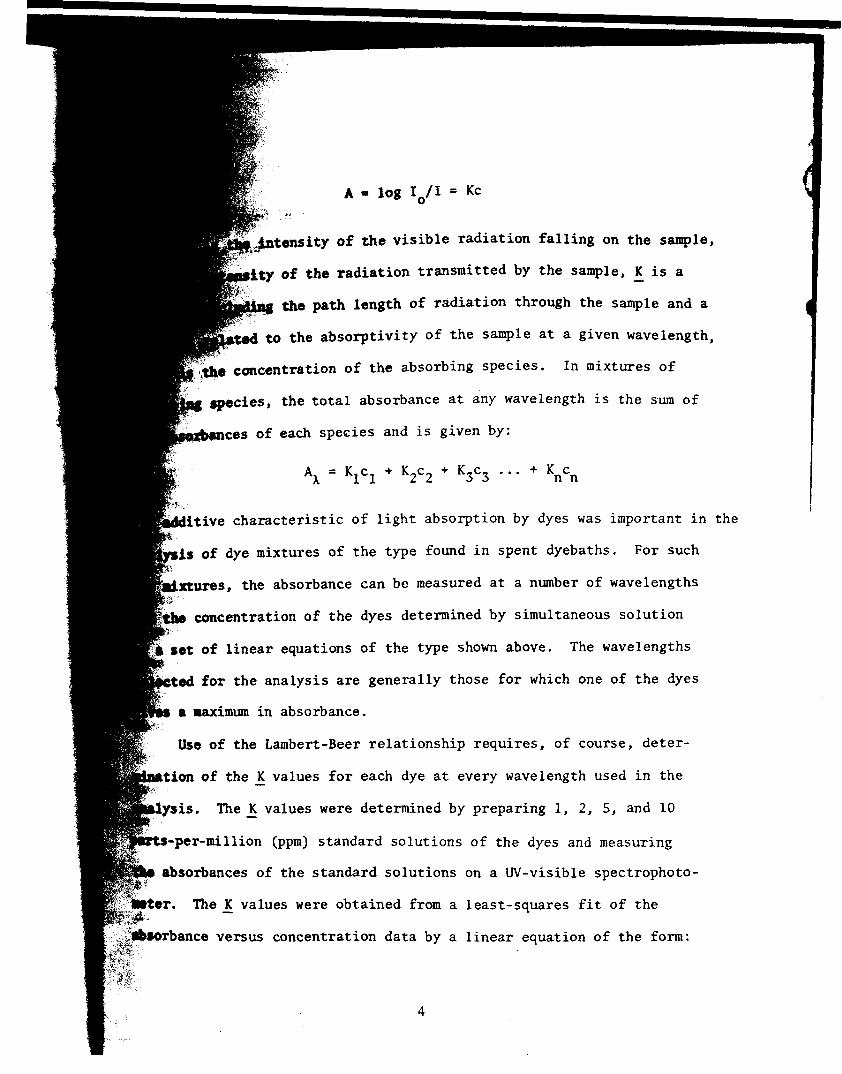
$q.f , as* btens i ty of the v i s i b l e r a d i a t i o n f a l l i n g on t h e sample, I .
A = log Io/I = Kc
ty of the r a d i a t i o n t ransmi t ted by t h e sample, - K is a
path length of r a d i a t i o n through t h e sample and a !
t o t h e a b s o r p t i v i t y of t h e sample a t a given wavelength,
cmcen t ra t ion of t h e absorbing spec ies . In mixtures of
ecies, t h e t o t a l absorbance a t any wavelength i s t h e sum of
ces of each spec ies and i s given by:
Utive c h a r a c t e r i s t i c of l i g h t absorpt ion by dyes was important i n the
ris of dye mixtures of t h e type found i n spent dyebaths. For such
anures, the absorbance can be measured a t a number of wavelengths
1 concentration of t h e dyes determined by simultaneous so lu t ion P I set of linear equations of t h e type shown above. The wavelengths
ted fo r t h e ana lys i s are genera l ly those f o r which one of t h e dyes
-- a maximum i n absorbance.
Use of the Lambert-Beer r e l a t i o n s h i p r equ i r e s , of course, de t e r -
tian of t he - K values f o r each dye a t every wavelength used i n t h e
is. The - K values were determined by preparing 1, 2, 5, and 10
er-mil l ion (ppm) s tandard so lu t ions o f t h e dyes and measuring
absorbances of t h e s tandard so lu t ions on a W - v i s i b l e spectrophoto-
er. The - K values were obtained from a leas t - squares f i t of t h e
orbance versus concentrat ion d a t a bv a l i n e a r eauat ion of t h e form:
c
i k A - K c + B
'0s used i n t h i s work, 1 was e s s e n t i a l l y zero and regress ion
tS indicated t h a t t h e equation gave an exce l len t fit of the
'me Lambert-Beer r e l a t i o n s h i p is gene ra l ly inva l id for absorbing *.
J ~ S that are not i n so lu t ion .
Eive) are so luble i n t h e dyebath and t h e SF
Most dye classes (acid, bas i c , d i r e c t , L
Id be c a r r i e d out d i r e c t l y on t h e dyebath.
the reported research are not water so luble and required development
In d isperse dye ana lys i s .
The d isperse dyes u t i l i z e d
of now techniques t o give t r u e dye so lu t ions .
ae q m t i t y of an organic so lvent (benzene o r toluene) was added and t h e
mixture shaken t o e x t r a c t t h e dye i n t o t h e organic layer .
photometric ana lys i s was then conducted on t h e dissolved dye i n t h e
organic solvent .
dyes were t r e a t e d i n t h e same way t o insure accuracy of t h e procedure.
Correction f o r absorbance of spec ies o the r than dyes (background
spent dyebath sample was placed i n a separa tory funnel, a measured
The spec t ro-
Standards f o r ca l cu la t ion of t h e - K values f o r d i sperse
absorbance) was a l s o a p o s s i b i l i t y .
dyes and using organic so lvent ex t r ac t ion , however, background absorbance
presented no problem.
i n t h e water phase.
For dyebaths containing d i spe r se
The absorbing species o t h e r than dyes remained
A f u r t h e r advantage of spectrophotometers is t h e ready a v a i l a b i l i t y
of a number of low-cost instruments with s u f f i c i e n t accuracy and repro-
duc t iv i ty f o r dyebath ana lys i s . The work i n t h e cur ren t s tudy was
I I
i

208 of the dyebath was l o s t during t h e dyeing (pr imar i ly due t o removal
with t he wet goods) then 20% of the o r i g i n a l q u a n t i t i e s of a u x i l i a r y
&emicals was added t o the ba th being used.
Disperse dyeing of nylon pantyhose was t h e foca l po in t f o r t h e
hosiery dyebath reuse research.’
research, the sequence repor ted i n Table 1 was run. A l l of t h e dyeings
were conducted from t h e same bath on e igh t pounds o f hos ie ry per batch, with t h e
dyebath pumped out of t h e r o t a r y drum machine a t 1700F t o t h e holding
tank. The ba th was re turned t o the machine a t ‘1500F f o r t h e next dyeing.
A t o t a l o f f i v e (5) shades and two (2) f i b e r types were randomly mixed
in t h e sequence.
dyes.
As a culmination of t h e p i l o t - s c a l e
The shades were a l l der ived from the same three d i spe r se
The uniformity of t h e reuse-dyed pantyhose was assessed by s e l e c t i n g
representa t ive samples from t h e dyed l o t and determining t h e co lor (tris-
timulus va lues) on a s tandard color imeter (DIANO/LSCE Automate System).
6

*A total of 5 shades were ut i l ized . The numeral I refers to a Nylon 66 shade, and the Zmeral I1 refers to a Nylon 6 shade.
-
7

determined i n the p i l o t - s c a l e research a r e shown i n Table 2 .
of the savings, t h e v e r s a t i l i t y of the technique, and exce l l en t product
qua l i ty thus d i c t a t e d t h a t an in-p lan t demonstration t o t r a n s f e r t h e tech-
nology t o a commercial scale was f e a s i b l e .
The magnitude
The i n d u s t r i a l pa r tne r i n t h e Phase I1 research , Adams-Millis
Corporation of High Poin t , North Carol ina f u n c t i o n e d as t h e s i t e
fo r the in-p lan t demonstration reported he re in .
the l a r g e s t producers of hos i e ry i n t h e U . S . , wi th annual s a l e s of
approximately $75 MM.
dye t h i r t y (30) batches of pantyhose from reused dyebaths, randomly
switching f i b e r type from Nylon 6 t o Nylon 66 while using f i v e (5) d i f f e ren t
shades. Complete energy, material and time consumptions were obtained on
both the conventional and modified processes .
Adam-Mil l is i s one of
The o v e r a l l goal of t h e r epor t ed p r o j e c t was t o
From t h e da ta , a d e t a i l e d
8

-1, Water, and Energy Savings fori of Dyebath Reuse to Disperse Dyeing
of wlon 66 Pantyhose*
QR a 10-cycle dyeing sequence with a ZOOOF drop
WATER (%I 90
9
ENERGY
3s

d to arrive at recommendations to
iar of the technology.
irted of s i x ( 6 ) major tasks and three (3) mile-
,
detailed herein, however, the final work schedule
The proposed work schedule is shown in Figure 1.
1 Figure 2. .i
b u f a baseline data, an initial 15-CyCle conventional dyeing
111) anducted and monitored. The dyeing procedure followed
0 initial sequence corresponded to that utilized in the plant as
r, 1978. Two dyeings were also conducted and monitored on the
*e that the Adams-Millis dyer was utilizing when cooperation began
een the plant and Georgia Tech in 1976.
isted of only five (5) cycles, and was designed to check recent formu-
*\*
The first reuse sequence
sation changes made in the recipes by the dyer. A seventeen (17) cycle
e sequence was then conducted utilizing the finish bath from each
cle as an ambient prescour bath for the subsequent cycle. Finally, a
fourteen (14) cycle reuse sequence was conducted in which the prescour
was eliminated, and the effect of any build-up of impurity chemicals was
monitored through dye exhaust ion.
10

TASK VI. - MILESTONE I .
MILESTONE 11.
MILESTUNE 111.
Install necessary monitoring equipment and obtain com- plete and accurate energy, mass, and time balances for the hosiery dyeing process as presently conducted.
Install and check out holding tank/pmping assembly.
Conduct thirty (30) runs utilizing dyebath reuse under plant conditions, while deriving concurrent energy, mass, and time balances on the modified process.
Analyze reuse-dyed products to determine quality of goods.
Determine percent savings and dollar per pound of goods savings in energy, water, chemicals, and time f o r the reuse runs.
Disseminate the research results to the industry through seminars, trade publications, and trade organizations.
At this checkpoint, data were assembled and equipment given final operating inspection before beginning the reuse dyeing runs.
Product evaluation was completed and comparisons made with products from conventional dyeings.
Technical and cost analyses of the dyebath reuse process modification were completed, cost/benefit relationships were defined, and dissemination of the results was organized.

H H
12

n d)
H H W
H H H
13

-1, computer, and engineering equipment re-
with the necessary ordering information,
Dyes and auxiliaries were purchased from i v
1. *
--y of High Point, North Carolina. The greige ry$: m&mly selected from Adams-Millis's knit production.
m mra weighed on a top-loading scale to insure uniform
ucting the in-plant demonstration required modifying Adams-
plant facility for dyeing hosiery.
1 equipment and the modifications to existing equipment were
The purchase and installation
P i by Adams-Millis with the recommendations of the Georgia Tech
d e n . c
The design drawings that were submitted to Adams-Millis
B found in detail in the Interim Report, while the recommended
t list is contained in Appendix 1.
The demonstration run required designing and/or installing several
wes of equipment and systems. The equipment and systems as used
&ring the in-plant demonstration are discussed below, and suggestions I are made for improving the reuse system for permanent operation.
The reuse system is shown schematically in Figure 3. The
I I 1. Reuse System
a
14

t" m610 S T Y R ~ F ~ M INSULATION TOP
/
APPROXIMATELY 11'
SMITH DRUM (ROTATING,lw POUND HOSIERY DYEING MACHINE)
/ ORA" bl !!k K
PUMP , MOTOR
3 ' 9 t DRIVE 3")( 2"X 3'
TEE
VALVE
FIGURE 3:SCHEMATlC OF REUSE SYSTEM
I
15

holding
system. A l l canponents of t h e system were made
&t chemical r e a c t i o n s between t h e system and
occur. Thus, p o t e n t i a l problems with dyebath analy-
b t h e t i c materials cheaper than stainless steel were
r e j e c t e d because of t h e l o w s t r eng ths of t h e syn-
i at the dyebath temperature.
fillon, s t a i n l e s s steel c y l i n d r i c a l holding tank was
the floor above the r o t a t i n g drum machine. The v e r t i c a l s i d e
3 & i n su la t ed with two-inch t h i c k f i b e r g l a s s i n su la t ion .
f i g id two-inch Styrofoam i n s u l a t i o n were used t o cover t h e
were not permanently a t tached . The h o l d i n g t a n k was
ctory for t h e demonstration run; however, modif icat ions a r e needed
t h e tank should be used on a permanent b a s i s . A top with a small
An e l e c t r o n i c i n t e r - bole should be permanently mounted on t h e tank. 1
king system t o cut off t h e pump motor when t h e tank i s f i l l e d i s
w d t o prevent inadver ten t s p i l l a g e of dyebath from t h e tank. t+r.
*P
1800 RPM TESC motor was used t o pump t h e dyebath from t h e r o t a t i n g drum
machine t o the holding tank. Since the pump had t o opera te a t a flow-
rate of approximately 100 gpm aga ins t a head o f approximately 1 2 f e e t ,
& f a i r l y la rge motor (2 HP) was used t o d r i v e t h e pump.
The reuse system le f t approximately 35 gal lons of dyebath i n t h e
A Gould cen t r i fuga l 316 s t a i n l e s s s t e e l pump driven by a 2 HP-
ro t a t ing drum machine each run cycle . P a r t o f t h e d ra in l i n e which came
Out of the s ide of t h e r o t a t i n g drum machinc was above the bottom of the
mchine , and thus c a u s e d t h e pump t o c a v i t a t e d u e t o ai’r i n t a k e
16

system t o maintain the set poin t temperature very accura te ly (+ 1°F). -
1 1 I
I 17
5'7
drain l i n e before t h e machine was com-
Lor bath removal. Before t h e system i s
, a c o d b e n e f i t ana lys i s should be made
e &ain l i ne is warranted.
a v o s , and f i t t i n g s were Schedule 40 s t a i n - .,
' s&&lule, which would reduce cos t , probably could
d i f f i cu l ty ; however, Adams-Millis opted t o use
i d m y problems t h a t might be encountered with th inne r
JQiq, valves and f i t t i n g s were no t i n su la t ed . In su la t ion p ; j lsnnted on a cos t /bene f i t basis s ince t h e p ipe volume was
r small and empty much of t h e time.
18 pipe was not extremely high s ince t h e dyebath temperature was
Also, t h e sur face tempera-
Taylor Ful-Flex Cont ro l le r (see Figure 4) was used t o con t ro l
temperature. The device u t i l i z e d a thermocouple loca ted
Wide t h e ro t a t ing drum machine t o continuously monitor t h e dyebath
temperature. The d i f fe rence between the s e t po in t and the dyebath tem-
ponture was used t o cont ro l a pneumatic propor t iona l regula t ing valve.
As the di f fe rence decreased. t h e steam flow rate t o t h e r o t a t i n n drum was
I

PNEUMATIC PROPORTICWAL REGULATING
LOR FUL-FLEX CONT
+ 03
,
ROTATING, 100 KWND HOSIERY OYEHG MACHINE)
HIGH PRESSURE I
OW PRESSURE INPUT LINE
+TDI-IO0 FLO MONITOR TRANSDUCER UNIT
C-TDI- 100 FLO- MONITOR COMPUTER UNIT
NOTE: STEAM LINES M E SCHEOULE 80 BLACK IRON PIPE
FIGURE 4 : DYEBATH TEMPERATURE CONTROL DEVICE AND STEAM MON ITORl N G SYSTEM

the pressure drop acmss a Ven- $- J. “ ~ a the TDI-100 Flow Monitor used
, v n t s (Figure 4 ) . The instrument
mducer unit and t h e computer u n i t . The
ssme drop across t h e Ventur i , converts the 1
-8asctrical s igna l , and sends t h e e l e c t r i c a l s i g n a l
The computer u n i t computes t h e f lowrate from t h e & rad i n t eg ra t e s t h e flowrate over time t o give t o t a l
l+a and total flow can be continuously read with t h e
b schematic diagram of t h e input water l i n e with the i n s t a l l e d
i s shown i n Figure 5.
ta r Model 3312-03A31AA, measured t h e t o t a l flow through the
The water meter, which was a Brooks
A s i g h t g l a s s was a t t ached t o t h e s i d e of t h e hosiery machine,
U &own i n Figure 6 .
to the nearest f ive gal lons.
muurements needed during t h e demonstration run.
Once t h e s i g h t g l a s s was a t tached , it was c a l i b r a t e d
The g l a s s was used t o make var ious volumetr ic
1 A sp igot (see Figure 6) was a t tached t o t h e s i d e of t he hos ie ry
19

k.
v) 3 m - ‘(u X - i -
1
20

21

0.4
98
t o provide a drainage p o r t f o r t he ana lys i s s q l e . me sp igot
d obtaining a Sample d i r e c t l y from t h e hosiery mains which wBs
cult at the 160°F temperature.
c . Computer I n t e r f a c e and Programs
1. Computer In t e r f ace
The input /output i n t e r f a c e between the Bausch and Lomb Spec-
gmnic 100 spectrophotometer and Hewlett-Packard 9815 desktop computer
f o r dyebath ana lys i s a t t he Adams-Millis demonstration had t o be con-
structed a t Georgia Tech. The following descr ibes t h e d i g i t a l input /
output s igna ls f o r t h e two instruments being in te r faced , and descr ibes
the in t e r f ace i n terms of i t s operat ion and serv ic ing .
The Bausch and Lomb Spectronic 100 has a standard fo r ty - fou r t e r -
minal double-sided p r i n t e d c i r c u i t board connector on i t s back p lane
which de l ivers complemented BCD (binary coded decimal) ou tput of t h e
three low-order d i g i t s , and a four th high-order l i n e which switches
between logic 0 and log ic 1.
logic l eve l s a r e RTL ( r e s i s t o r - t r a n s i s t o r log ic) compatible i n terms of
voltage. The th ree low-order d i g i t s use t h e d e f i n i t i o n t h a t l o g i c 1 i s
g rea t e r than o r equal t o 0.8 vdc and log ic 0 is less than o r equal t o
0.4 vdc. The four th high-order l i n e uses the d e f i n i t i o n t h a t l o g i c 1
These a r e p a r a l l e l ou tputs . The output
equal t o is l e s s than o r equal t o
0.8 vdc.
The Hewlet t- Packan
vdc and log ic 0 is g r e a t e r than o r
5 has a BCD input/output op t ion wh ch per-
m i t s p a r a l l e l recept ion of t e n da ta d i g i t s a t TTL ( t r a n s i s t o r - t r a n s i s t o r
log ic l e v e l s ) , which a r e t h a t l og ic 0 is less than o r equal t o 0.4 vdc
22

t o permit varying t h i s s e t t i n g f o r optimum no i se immunity, and t o provide
a copy of t he BCD output on a LED ( l i g h t emi t t ing diode) d i sp l ay using a
BCD t o seven segment "TL decoder t o show t h a t l e v e l conversion and BCD
encoding were being accomplished successfu l ly .
by an independent 5 v o l t , 1 amp regulated power supply with s h o r t c i r c u i t
and over-temperature p ro tec t ion .
The i n t e r f a c e is powered
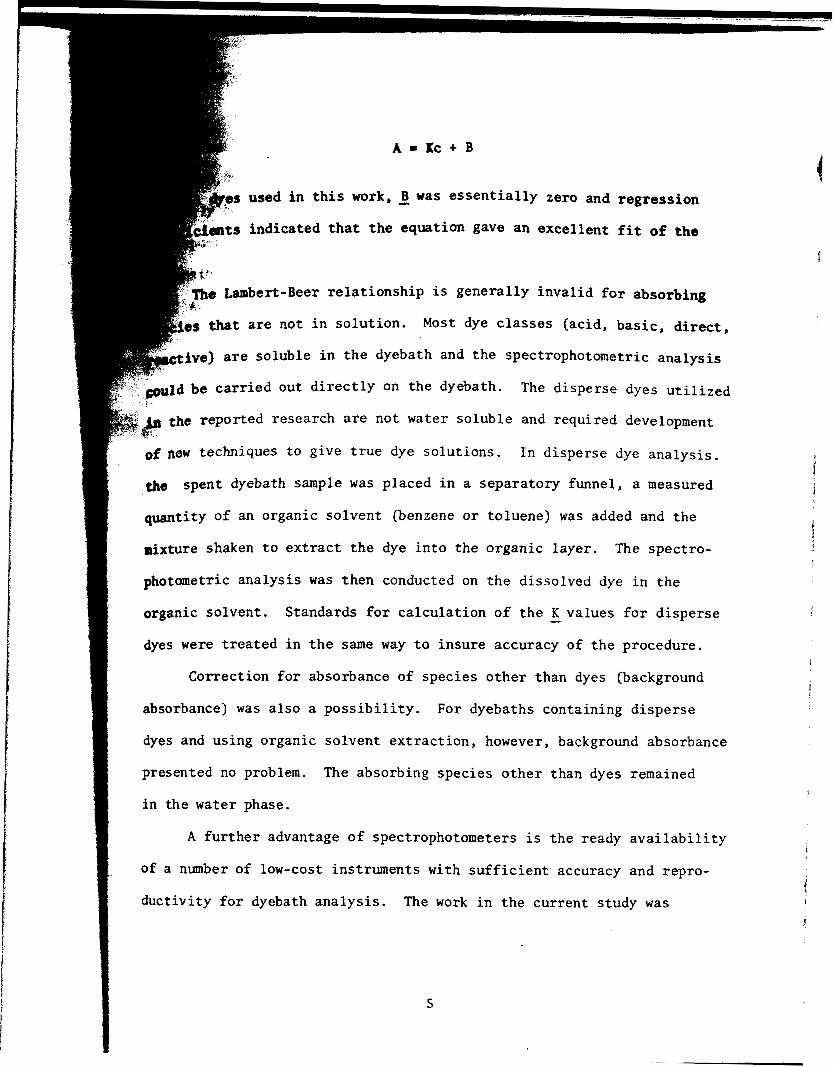
The schematic diagram for one da ta b i t is shown i n Figure 7 . A
t o t a l of t h i r t e e n of t hese c i r c u i t elements are requi red t o provide the
three-and €our-bit low-order d i g i t s and t h e fou r th high-order b i t . The
d i f f e r e n t i a l comparator is one-fourth o f a LM 339 i n t eg ra t ed c i r c u i t .
Maximum input current i s on t h e order o f f i v e microamps.
the LM 339 is an open c o l l e c t o r using t h e 5.8 Kn pull -up r e s i s t o r t i e d
t o the +5 vdc supply l i n e t o s e t s tandard T T L output .
The output of
Operat ional amp-
23
i V
FIGURE 7 . Single Bit Level Conversion Schematic (Total Required = 13)
I 1 V
+5V& \600R +5V& \600R
\ 2 V U
IF F
+5 vdc
I I ‘F-’
* .
FIGURE 8 . Five Volt Regulated Power Supply and Reference Voltage Supply
24

fier gain of one-hundred is set by the input and feedback resistors t o
rise and fall times adequately fast for TTL circuitry.
Figure 8 is the power supply schematic diagram, The 3091: is a
-3 packaged integrated Circuit five-volt regulator with t h e m 1 overload
otection and current limiting. A one-amp fuse is located in the +5 line
the interface circuitry for additional protection. The reference voltage
r the LM 339 translators is derived from the regulated supply as shown.
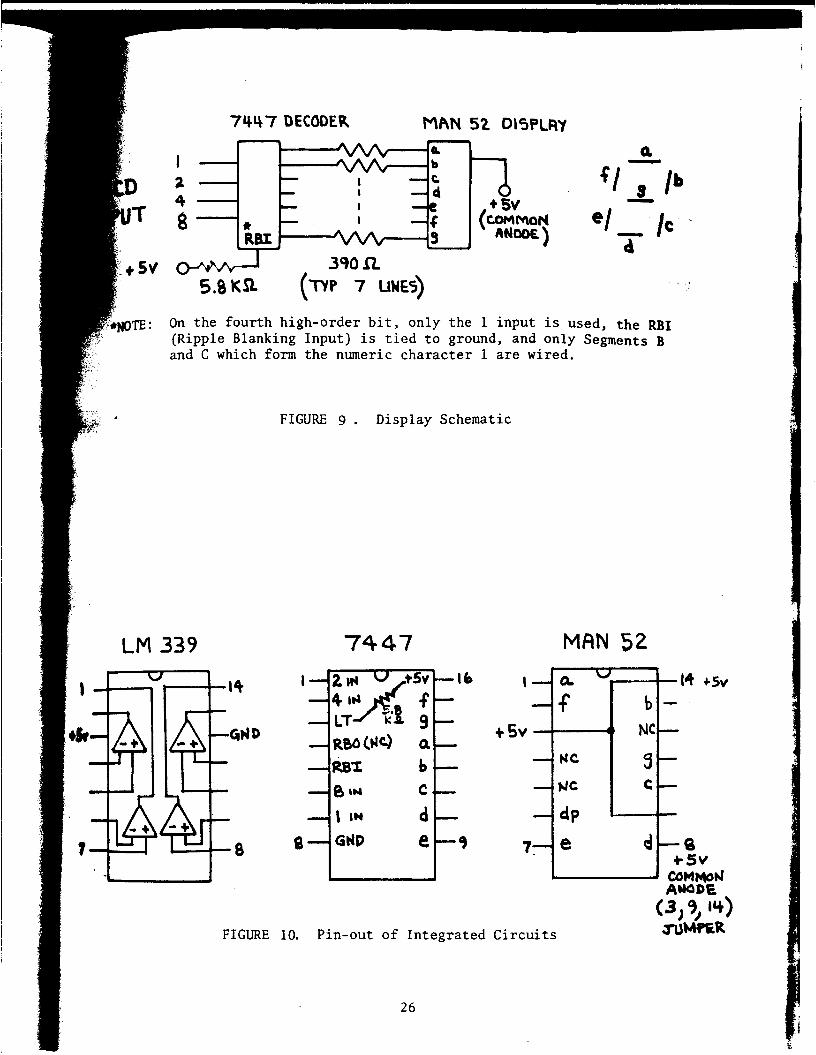
Figure 9 illustrates schematically the drive for one interface dis-
play digit.
package with a common anode configuration.
diode current to 10-15 milliamperes through the open collector transistors
on the 7447 TTL decoder/driver.
The MAN 52 seven segment LED display is in a dual inline
The 39052 resistors limit the
Figure 10 gives the pin-out for the LM 339, 7447 and MAN 52. Each is
Within the interface, a dual inline package with fourteen o r sixteen pins.
each chip is mounted in a socket for easy replacement should a failure
occur.
2. Programs
The programs written for the Hewlett-Packard 9815 desktop pro-
grammable calculator/computer are designed to provide a conversational
mode of interface between the dyer and the dyebath analysis equations
and data.
tape, available to the H-P 9815 through its built-in tape drive which
functions under program control. External data are available through the
BCD input/output interface to the Bausch and Lomb Spectronic 100 spectro-
All the stored programs and base data are stored on magnetic
25
I
7447 DECODER MAN 52 O~SPLRY
NOTE: On the fourth high-order b i t , only the 1 input i s used, t h e RBI (Ripple Blanking Input) i s t i e d t o ground, and only Segments B and C which form t h e numeric cha rac t e r 1 are wired.
FIGURE
I
#"'"
FIGURE 9 . Display Schematic
7447 MRN 52
' ' I
+ 5v
. - a ". - f b -
4 1 NC - 3- - NC
- NC C -
- dP
14 +5v
10. Pin-out of Integrated C i r c u i t s
26
1

t ion. '
me conversational i n t e r a c t i v e in t e r f ace with t h e dyer is @ff&d 8
r i n t i n g alphanumeric quest ions t o t h e dyer on the bu i l t - i f i t a p 4 CYP
Pri * nter and s o l i c i t i n g responses through t h e keyboard, such as e
the numeral one (1) f o r Yes O r two (2) f o r no. This accomplishes gdne-1 il
r- s e l e c t i o n and i d e n t i f i e s t h e p a r t i c u l a r opt ions within ea& pm-
i n t e re s t ed i n following.
The programs cover dyebath reuse ana lys i s and general u t i l i t y rou- k. €or the f a c t o r s such as r ec ipe changes and new dye lo t
a strength ca l cu la t ions .
f i l e numbers.
quential numbers beginning with zero.
grams i s given i n Appendix 2 .
monitor program c a l l i n g t h e appropriate f i l es f o r t h e major program
The tape d r i v e , i d e n t i f i e s programs o r da ta by
Thus, the various programs and da ta a r e referenced by se-
An example on one of t he pro-
The f irst program o r program zero is a
functions.
a t the time o f power
zero. The following descr ipt ion of program content tracks t h e log ica l
program flow i n each major program function defined i n t h e monitor
program, program zero,
The calculator/computer has a spec ia l a u t o - s t a r t f ea tu re
which loads and begins execution of program
34 -2
a. Monitor Program
The monitor program defines t h e a v a i l a b l e funct ions as
(1) dyebath ana lys i s (with reuse information), (2) new dye l o t (dye
strength), (3) p r i n t recipe and change recipe, and (4) dye add ca lcu la t ion .
The user g ives t h e desired funct ion (1-4), and t h e program calls f o r auto-
27

- -
Jletic loading from tape and execution of t h e beginning prop= file for 3n
the se l ec t ed function. When t h e s e l e c t e d funct ion i s a !?
cont ro l t o the monitor program where the c a l c u l a t o r
I function i s requested. The monitor program i n i t i a l l y sets .
divis ion i n memory between program s t e p s and number s torage r e g i s t e n ,
t h a t t h e o r i g i n a l 2008 program s t e p space i s reduced t o 1808 steps
to allow f o r twenty-five add i t iona l number Storage r e g i s t e r s .
m n i t o r s e t s the format f o r input da t a from t h e BCD i n t e r f a c e and sets
the i n t e r f a c e mode such t h a t no acknowledgement of output s i g n a l s i s
needed p r i o r t o da ta input . The acknowledgement procedure i s not appl ic -
able because t h e spectrophotometer does not generate a data-ready s i g n a l ,
Also, t h e
c
requiring the program which reads da t a t o have its own check of da t a 1 $ F
s t a b i l i t y s o t h a t t r a n s i e n t numerical values w i l l no t be used i n a n a l y t i c a l
. cu la t ions .
b. Dyebath Analysis Program
The dyebath a n a l y s i s program occupies four magnetic t ape
The program flow begins with a reques t t o load a sample i n the f i l e s .
spectrophotometer and set t h e wavelength successively t o t h e proper
values for individual dye absorbance peaks.
taken automatical ly a t each wavelength with a half-second i n t e r v a l be-
1 Two absorbance readings a r e a
tween readings. I f these values a r e equal, program processing cont inues.
Otherwise, the program re tu rns f o r another p a i r of readings u n t i l t h e
2
g, 1 :a s t a b i l i z e s . The program next t e s t s f o r la rge values of absorb-
ance where the Lambert-Beer Law may not hold, and requests t h a t t h e
28

ttophotometric Sample be d i l u t e d one t o one (A > 1.5) o r t h r o e to one F + 2.0), depending on t h e absorbance value. Detai led instruct ions for
d i l u t i o n are given t o the dyer.
Next t h e program inqu i re s as t o whether t h e subsequent run is to be
-e run o r not . If no t , intermediate values (such as dye c m ~ , , ~ ~ o
found i n t h e a n a l y s i s ) a r e p r in t ed and, la ter , to ta l dye needs witho
reused dye l i quor a r e pr in ted . Reuse runs assume t h e use of a Stan-
The a l t e r n a t e pa th (not a dard s e t of - K-values for the cur ren t dye l o t .
reuse run) a lso o f f e r s t he opportuni ty of s e l e c t i n g another set
of K-values f o r a d i f f e r e n t set of dyes.
The program then proceeds t o ca l cu la t e and s t o r e t h e concentrat ions
The concentra- of dye present i n t h e ba th sample presented f o r ana lys i s .
t ions a r e i n u n i t s o f grams pe r gal lon, cons is ten t with measurement
systems i n use a t Adams-Millis.
gallon reuse bath is p r in t ed .
The t o t a l quant i ty o f dye i n a 135-
The next s t e p i s t o determine which shade i s t o be subsequently dyed.
Fi le space has been c rea t ed f o r up t o twenty shades on each o f Nylon 6
and Nylon 66 f i b e r s .
dyed and asks if a shade number-name cross reference l i s t i n g i s needed.
If needed, t h e shade l i s t i n g i s generated; upon rece iv ing t h e appro-
p r i a t e shade number, t h e dye rec ipe data f i l e i s loaded.
centrat ion rec ipes are based on the weight of f a b r i c t o be dyed.
dye concentrat ion is modified a t t h i s po in t by
which changes with each new dye l o t .
the regular o r s p e c i a l dye - K-value f i l e s and are generated i n t h e pro-
The program requests en t ry of t h e f i b e r type t o be
The dye con-
Each
a dye s t r e n g t h f a c t o r
The dye s t r e n g t h f a c t o r s accompany
J
4
\Q
29
c

described later which permits e n t r y of new dye lots into the systsm. Y 1 b t e m i n i n g the t o t a l dye and a u x i l i a r y needs f o r t h i s paniculm dyeing.
If the bath dye mass f o r any of t h e dyes exceeds t h e total guanti&
-9eded for t he next dyeing, a warning is i ssued t o t h e dyer t o r-
The program then asks f o r t h e f a b r i c weight t o be dyed, tbw
Le quant i ty of reuse bath i n t h e next dyeing t o j u s t t h a t
a t i s f i e s t h e r ec ipe cons t r a in t s . Then t h e q u a n t i t i e s of dyes needed
fo r a regular reuse run (with a modified q u a n t i t y of reuse bath if neces-
s a y ) a r e pr in ted .
quan t i t i e s r e q ~ i r e d by the r ec ipe a r e a l s o p r in t ed .
of dye a u x i l i a r i e s and f i n i s h a u x i l i a r i e s needed a r e p r i n t e d i n a similar
fashion, w i t h o r without reuse.
If the run i s not a r e g u l a r reuse run, t h e t o t a l dye
The cor rec t to ta l
The dyer is then of fered an opt ion of having t h e e n t i r e dye pro-
cedure p r in t ed , SO t h a t on a reuse run a technic ian may be handed the
pr in tout of dye and aux i l i a ry q u a n t i t i e s t o weigh and the procedure
f o r conducting the dyeing. Upon completion o f t h i s s t e p , program con-
t r o l i s returned t o the monitor program t o determine t h e next major
program funct ion t o be undertaken.
c . New Dye Lot (Dye St rength)
The function of t h i s program i s t o analyze a new dye l o t
f o r i ts s t r eng th r e l a t i v e t o a s tandard dye l o t . If t he dye l o t is
acceptable and i s t o be used i n product ion, t he r e l a t i v e s t r eng th f a c t o r
i s replaced i n a da ta f i l e f o r use i n modifying r ec ipe dye q u a n t i t i e s .
By r e t a i n i n g a standard recipe f i l e , s tandard - K-value f i l e and r e l a t i v e
s t r eng th f a c t o r f i l e independently, dye s t r e n g t h is removed as a v a r i -
d
9
P
30

I
in r e l a t i n g the number of dye-adds t o t h e recipe. nus can- tmt dye-adds t o one shade would ind ica t e a need t o modify the rdp F
r than t h e dye l o t being used.
f ie program begins with in s t ruc t ions f o r preparing a solutian
ppse concentration is 4 grams pe r 200 gal lons .
pin r e f l e c t an adaptat ion t o t h e equipment ava i l ab le a t A d w - M i l m
The units and b
type dye, e .g . , Yellow, Sca r l e t , o r Blue is determined SO t h a t t h e
Npmpr ia te wavelength f o r t he absorbance measurement can be s e t . The
mgrm then asks if t h e dye is t o be p a r t of t h e normal set o r t he s p e c i a l
s e t of dyes.
The s tandard - K-value f i l e fo r t h e appropriate dye is loaded and
From t h e absorbance, t h e K-value of t he absorbance reading i s taken.
new dye l o t i s ca lcu la ted .
standard - K-values
t o the dyer
then is asked i f he wishes t o have t h i s new dye l o t incorporated i n
future dye rec ipe ca l cu la t ions . If so, t h e new s t r eng th f a c t o r is placed
i n the da ta f i l e , i . e . , recorded on tape t o rep lace t h e o l d value. Pro-
- A comparison is made between t h e new and t h e
and t h e Strength f a c t o r f o r t h e new dye l o t reported
as a percent o f t he s tandard dye l o t s t r eng th . The dyer
gram cont ro l i s then passed back t o t h e monitor program.
d. P r i n t Recipe and Change Recipe
This program i n i t i a l l y p r i n t s a shade numb r--shade name
cross-reference l i s t ing- -and inqui res as t o which rec ipe t h e dyer wishes
to inspect . Upon choosing t h e recipe, t h e dyer then is given a l i s t i n g
-'by item number of t h e dye names i n t h e r ec ipe and t h e i r concentrat ion i n
31

per pound of f a b r i c followed by t h e dye auxiliaries and 4 i n percent on the weight o f f a b r i c .
me program asks if any changes a r e t o be made, and if
i t e m . Several changes can be made t o t h e r e c i p e s i n c e the
back through a quest ion determining if f u r t h e r changes are p Ber a l l rec ipe changes are received, t he modified recipe is repla* P 1- r , tape i n t h e appropr ia te rec ipe f i l e . The program asks i f any other
recipe is needed, and i f t h e answer i s yes, asks which r ec ipe . me pro-
gram repeats t h i s sequence u n t i l no f u r t h e r copies of a r ec ipe o r r ec ipe P
changes a r e needed.
monitor program.
Program cont ro l then is t r a n s f e r r e d back t o t h e
e . Dye-Add Calculat ion
The dye-add program simply func t ions as an a l t e r n a t i v e t o
using a hand ca l cu la to r f o r dye-adds. I t o f f e r s a shade l i s t i n g i f
needed and loads the r ec ipe f i l e f o r t h e dyeing t o which t h e add is
being made.
the dyer based on experience.
uses t h e rec ipe f i l e da t a and the s tandard hos ie ry load f o r t h a t shade t o
determine the t o t a l number of grams of each dye needed f o r t h e add.
The percent add f o r each dye i s determined sub jec t ive ly by
Upon receiving t h i s information the program
The reasons f o r adding t h i s program include decreasing the time
required f o r dye-adds, assur ing accuracy of dye-add ca l cu la t ions , and pro-
viding a running record o f dye-adds by shade.
last item is t i e d t o t h e cos t i n energy and labor a s soc ia t ed with t h e
delay i n the dye cycle by a dye-add. These records can be maintained
The importance of t he
32

&ly, but the computer can quickly Sort through records of this type
I &e f
statistically-based recommendations to the dyer for recipe modi-
1 t h n s of troublesome shades.
n 0 - 4 ai nnl 1976 Conventional Process
At the beginning of the Adams-Millis/Georgia Tech association in
76, the dyeing procedure detailed in Appendix 3 was being used. During
the pilot-scale dyebath reuse research, the head dyer at Adams-Millis
in conjunction with the Georgia Tech staff made major changes in the 2, d i Appendix 3 procedure to increase the efficiency of the conventional process.
fierefore, to accurately assess the energy and material consumption of
the conventional procedure as it existed at the beginning of the research,
two (2) runs based on the Appendix 3 outline were conducted and the con-
sumption monitored.
The consumption data by shade is detailed in Table 4 . Cost factors
supplied by Adams-Millis are detailed in Table 5, and are applicable to
all of the dyeing runs conducted in the project. The materials and energy
costs of conducting the two runs by the original Adams-Millis process
are tabulated in Table 6 .
From Table 7 , the two adds made in R u n 52 cost an additional 39
pounds of steam (0.98#/add) and 39 minutes of cycle time (20 minutes per
add) when compared with Run 53. The 230 gallons of dyebath, plus 94
pounds of hosiery, thus consumed approximately one (1) pound of steam
for every additional minute of cycle time during the add period.
Color difference between the Run 5 2 (Light Beige) samples and
the supplied standard are located in Table 7 .
33

TABLE 4 .
w P
Consumption Data for Conventional Process as Ut i l ized in 1976
AUXILIARIES ELAPSED
T IHE MARV . DYES PROJECT
RUN NYLON SHADE LOAD STEAM WATER RB-1824 LT 7.5 P-35 W S O F T RED YELLOW BLUE ADDS (U) TYPE CODE (LBS.1 (LBS.) (BTU x 103) (GAL.) ( 0 2 . ) (OZ. ) ( 0 2 . ) (oz.) (gm) f&l- (n) (Min./Rrm)
599 16 16 8 32 52.4 100.6 57.6 2 176
137
52 66 STA 96 368 4.23
53 66 L BE 96 308 3.54 560 16 16 8 32 31.8 72.2 39.3 0
313
157
TOTALS : 192 676 7.77 1159 32 32 16 64 84.2 172.8 96.9 2
AVERAGE: 96 358 3.89 5 80 16 16 8 32 42.1 86.4 48.5 1

Producttar
PERSONNEL OVERHEAD SEWER ENERGY AUXILIARIES DYBS COSTS COSTS (#/lo00 (+/LB. OF RE-1824 LT-7.5 P-35 POMOSOFT RED YELLOW BLUE RUN)^ ($/RUN) GAL. ) STEAM) (+/BTU) (#/OZ.) (+/OZ.) (+/OZ.) ( 4 /oz . ) (#/GM) (+ /GM) t# / GM)
24.07 19.73 soc 0.375 3.26 x 3.75 2.41 2.16 1.38 0.672 0.637 0.807
Includes 22% of personal services as fringe benefits. a
bComputed at 100% of personal services.
C A quantitative cost/gallon for water/sewer could not be determined for Adams-Millis, as both well water and city water was being utilized, and a total water usage for a given time period was not known. Therefore, a representative combined water/sewer cost for the Southeast of $0.50/1,000 gallons was utilized in the calculations.
b 4 VI

,
I 1 TABLE 6 .
Energy and Materials Cost €or Conventional Process a s Ut i l ized i n 1976
DYES AUXILIARIES PROJECT TOTAL
RUN NYLON SHADE LOAD STEAM WATER/SEWER RE-1824 LT-7.5 P-35 POMOSOFT RED YELLOW BLUE ADDS COST (#) TYPE CODE (LBS.) (5 1 ($1 ($1 ($1 ($1 ($1 ($1 ($1 ($1 ( I ) ($/RUN1
52 66 STA 96 1.38 0.300 0.600 0.386 0.173 0.442 0.352 0.641 0.465 2 4.740 I
53 66 LBE 96 1.16 0.280 0.600 0.386 0.173 0.442 0.214 0.460 0.317 0 4.030
TOTALS: 192 2.52 0.580 1.200 0.772 0.346 0.884 0.566 1.100 0.782 2 8.750
l b d AVERAGE : 96 1.26 0.290 0.600 0.386 0.173 0.442 0.283 0.550 0.391 1 4.380 l a
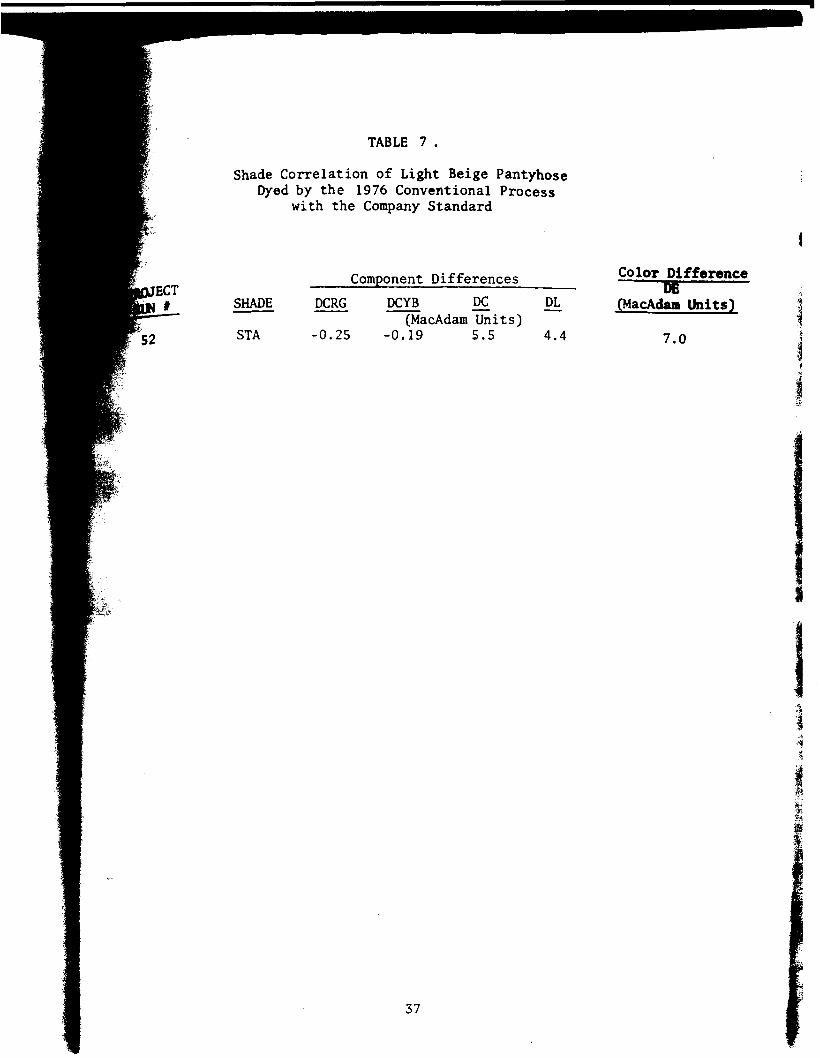
TABLE 7 . Shade Corr Pan lation of Light B ig yhose
Dyed by the 1976 Conventional Process - with the Company Standard
Color M f f erence be Component Differences
(MacAdam =its) SHADE - DCRG DCY B DC - DL (Maddam Units)
STA -0.25 -o . ig 5.5 4 . 4 7.0
37

i A t o t a l of f i f t e e n (15) conventional runs were conducted and
1 itored t o determine a s t a t i s t i c a l consumption average of t h e o p t h i z e d r
a s prac t iced by Adam-Millis i n October o f 1978. The optimized
ss is de ta i l ed i n Appendix 4.
gdal process (Appendix 3) were:
The major changes e f f ec t ed i n t h e
1)
2)
Reduction of t he hold cycle temperature from 200°F t o 1 6 0 0 ~ .
Adding dyes t o the f r e s h bath and r a i s i n g the temperature t o 1 6 0 0 ~
rap id ly before adding t h e pantyhose t o t h e machine. The modifica-
t i o n allowed f a s t e r heat-up, and thus shortened t h e dye cycle a d
increased production.
3) Elimination of severa l r i n s e s .
fie major e f f e c t of t he changes was t h a t the cycle time was reduced from 154 w 4- minutes t o 100 minutes. Savings i n energy and water due t o these changes
were thus s u b s t a n t i a l , and a r e quan t i f i ed i n t h i s r e p o r t . The f i n a l dyebath
reuse procedure was modified accordingly f o r t he demonstration t o c o r r e l a t e
with the rev ised conventional process .
On a r r i v a l a t t h e p l a n t , t he researchers discovered t h a t t he Adams-
Millis dyer had a l t e r e d the concentrat ion of a u x i l i a r y chemicals from those
used i n the p i l o t research. The aux i l i a ry l eve l s u t i l i z e d i n t h e 13-cycle
p i lo t - sca le sequence a t Georgia Tech a r e compared i n Table 8 with those i n
use a t Adams-Millis a t t h e beginning of t h i s p r o j e c t . No c l e a r explanat ion
- for a l t e r i n g the concentrat ions was avai lable , al though specula t ion was
that the switch t o low-temperature dyeing and subsequent f e a r of leve l ing
problems were the predominate f a c t o r s . A s t he a n a l y t i c a l c o n s t r a i n t s f o r
t h e demonstration were derived a t Georgia Tech with t h e previous a u x i l i a r y
38
9
4

TABLE 8 . Comparison of Previous (Final} and Altered
Concentrations of Auxi l iar i e s i n the Dyebath
CHEMICAL
RE- 1824
I i LT-7.5
P- 35
PREVIOUS (FINAL) CONC .
(% OWF)
1
1
0 . 5
39
ALTERED CONC .
(% O W )
3
1 . 5
0.25
f
$ 1 I
f

@tions, and s ince the e f f e c t of t h e a l t e r e d concentrat ions on the
Itbackground" could not be t h e o r e t i c a l l y ascer ta ined , the dyebath
l eve l s were returned to t h e i r o r i g i n a l values . me ret- to
inal va lues ,wh ich were considerably lower than t h e a l t e r e d vIL~ucs,
AS w i l l be d e t a i l e d later, t h e higher level of saved chemicals.
a r i e s i n t h e a l t e r e d formulation had a l s o r e su l t ed i n increased dye
ements , which had been gradual ly compensated f o r by the dyer.
l a t i ons thus subsequently had t o be ad jus ted on re turn ing t o theao r ig ina l
Shade
m e f i f t e e n (15) conventional runs were conducted by Adams-Millis
onnel i n t h e manner d e t a i l e d i n Appendix 4 , using t h e same techniques as
l ized on t h e o t h e r machines i n t h e p l a n t . The consumption da ta for t h e
s a re contained i n Appendix 5. The compilation i s t o t a l e d and averaged,
resenting a s e t of t yp ica l p l an t runs i n which the dyer was allowed t o
t t e m the shade sequence as d i c t a t ed by t h e master p l a n t production schedule.
The co lor d i f fe rences between t h e hos ie ry samples from the f i f t e e n 1978
mnventional runs and suppl ied company s tandards are located i n Table 9.
Ihpl 6 was returned t o t h e dyer from q u a l i t y cont ro l , being r e j e c t e d a s second-
quality by t h e lab personnel.
decision of t he lab , with t h e 8.9 MacAdam Unit d i f fe rence of Run 6
The co lor d i f fe rence da ta confirmed the
deviating s u b s t a n t i a l l y from t h e average co lo r d i f fe rence of approximately
four (4) MacAdam Units quan t i f i ed f o r t h e sequence.
F. Preliminary Experiments f o r Dyebath Reuse Sequences
1. Volume Occupied by Hosiery and Water Volume Retained by Hosiery
In order t o optimize the reuse process , minimization of water
loss due t o overflow was sought. Therefore, an experiment was conducted to
40
J

41

rthe volume on t h e machine s i g h t gauge which was due t o t h e hosiery
a l s o t o determine an average f igu re f o r t h e va lue of water
by t h e s a t u r a t e d hos ie ry on dropping the ba th . Four (4) bags
? as S t y l e 5026 Nylon 6 hos ie ry and S ty le 5041 Nylon 66 h o s i e y
selected and weighed. Four bags represented approximately one-half
One-half of the goods were always submerged 1 f u l l load of goods.
=o taV drum machine a t any s t e p poin t , while t he o t h e r ha l f was a i
in the two drum chambers above t h e l iquor l e v e l . The Nylon 66 goods
laced i n the modified machine i n two adjacent chambers, and the drum i
t a ted downward u n t i l both chambers were below the f i l l l i n e .
and allowed t o remain s t a t iona ry .
me was ha l ted
the incoming valve, and t h e flow was continued u n t i l t h e s i g h t g l a s s read
l y 200 ga l lons of t o t a l volume.
Water was then added
The water meter was then read, and
0 computed d i f fe rence between the meter reading and t h e s i g h t g l a s s standard P tf i vealed the apparent volume occupied by the hosiery. Without r o t a t i n g the
, the water was then drained t o t h e sewer, the outgoing valve closed,
md f resh water was added t o t h e machine u n t i l t he s i g h t g l a s s again
read exact ly 200 ga l lons . The water meter was read, and the computed d i f -
ference between the f i n a l meter reading and 200 ga l lons (minus the dry
hosiery volume) gave the volume of water re ta ined by the sa tu ra t ed hosiery.
The water was then drained and the hos ie ry removed t o complete the experiment.
Exactly the same procedure was subsequently u t i l i z e d t o determine the volume
factors f o r t he s t y l e 5026 Nylon 6 hosiery.
Summarized r e s u l t s of t h e experiment a r e contained i n Table 10. Nylon
66 was found t o account f o r 0.123 gallons/pound on t h e s i g h t g l a s s , whereas
the hosiery re ta ined 0.610 ga l lon of water/pound when s a t u r a t e d (58.6 ga l lons)
Per s tandard 96-pound load) . By comparison, the Nylon 6 pantyhose occupied
42

TABLE 10.
Results of Volume Experiments on Pantyhose
INITIAL FILL SECOND F I L L VOL. OCCUPIED VOL. RETAINED VOL. RETAINED
NYLON HOSIERY WT. SIGHT GLASS METER BY HOSIERY SIGKT GLASS METER BY HOSIERY BY HOS I ERY BY FULL BATCH TYPE (LBS.) (GAL. ) (GAL.) ( GAL.) (GAL./LB.) (GAL. ) (GAL.) (GAL. ) (GAL.) (
VOL. OCCUPIED
(GAL. ) 66 44.6 200.0 194.5 5.5 0.123 200.0 167.3 5.5 27.2 0.610 58. 6a
b 6 50.5 200.0 190.0 10.0 0.198 200.0 168.3 10.0 21.7 0.430 36.1
GAL. /LB. )
'Based on the standard weighed load of 96 pounds of Nylon 66.
bBased on the standard weighed load of 84 pounds of Nylon 6.
P (rr

I
lons/pound on t h e s i g h t g l a s s , and r e t a ined 0.430 ga l lons of water/
e u t i l i z e d i n l a te r d a t a analyses t o determine t h e water/sewer and
The f ac to r s were a l s o u t i l i z e d to WuirementS Of t h e Various runs.
the reuse runs by c a l c u l a t i n g make-up water volumes and thereby
dye machine overflows and waste.
I 2 . Al te ra t ion o f Dye Formulations
A s d e t a i l e d ear l ier , t h e concentrat ion of a u x i l i a r y chemicals had
a l t e r ed by t h e p l a n t dyer s ince p ro jec t i n i t i a t i o n , and t h e dye formula-
s had been gradual ly increased over t h e months t o compensate f o r t h e
rding ac t ion of t h e Marvanol RE-1824.
15-cycle conventional runs and s tudy o f t h e percent dye exhaust ion onto
An ana lys i s of t h e adds made during
e f iber was f irst necessary t o determine t h e effect of r e tu rn ing t o t h e
Original l eve l of a u x i l i a r i e s to v a l i d a t e t h e analyses .
&cycle reuse run was a l s o conducted t o determine t h e ex ten t o f formulat ion
A pre l iminary
changes t h a t was necessary.
Adds were 'made on t h e fol lowing runs o f t h e 15-cycle conventional
sequence: 1, 4, 5, 11, 13, 14 and 15 (Appendix 6 ) . Appendix 6 g ives
the dyes requi red by t h e r e c i p e f o r these runs, and the dyes added t o
reach the c o r r e c t shade. Analyses were performed on t h e exhausted ba ths of
the conventional runs as i f r euse was being incorporated i n o r d e r t o d e t e r -
mine f i n a l dye concent ra t ions .
Appendix 6 were u t i l i z e d t o cons t ruc t Table 11 , which d e t a i l s t h e
exhaustion of dye on t h e f i b e r and the dye mass deposited i n t h e f i b e r .
Shade reduct ions , which were e f f ec t ed by using add i t iona l RE-1824
The concentrat ion da ta and t h e d a t a i n
auxi l ia ry chemical and h ighe r temperatures, were found t o be excep t iona l ly
energy-intensive and time-consuming. As examples, Runs 3 and 4 of t h e
44

I
45

l
and 7 required no adds or shade reduct ion , whereas Runs 4 and 14
ed a l igh ten ing of t h e shade.
four runs, and d e t a i l s t h e p e n a l t i e s experienced when shade
Table 12 compares the cons-tim of
equired. The p e n a l t i e s are shown t o be severe , with t h e botto,,,-line
r weight pena l t i e s Of 1.28 and 2.19 #/pound f o r STA-and LBE-shades,
pectively.
gle dye add and no reduct ion was compared wi th Run 2
By con t r a s t , when Run 11 of t h e SUN-shade t h a t requi red a
which requi red
i ther , t he consumption d i f f e r e n t i a l s were minor (0.06 +/pound cos t
f fe ren t ia l (Table 1 2 ) ) . Therefore, t h e design c r i t e r i a f o r t he a l t e r e d
f ~ ~ ~ l a t i o n s were heavi ly pre judiced toward minimizing shade reduct ions, i .e.,
,&ievement of t he shade s l i g h t l y on the l i g h t s i d e was des i red .
The e f f e c t of t h e add i t iona l RE-1824 and temperature on dye f ixed
In Run 4a of Table 1 2 (STA-shade), a in the f i b e r was a l s o determined.
dyebath sample was taken and analyzed before t h e reduct ion condi t ions were
implemented. A second sample was then analyzed a f t e r reduction t o determine
the drop i n exh,austion, and thus t h e amount o f dye t h a t was removed from t h e
f iber . To reduce the shade, t h e temperature was r a i s e d t o 170°F, 34 ounces
of RE-1824 were added, and t h e goods r o t a t e d f o r t e n (10) add i t iona l minutes.
From Table 1 2 , t he reduct ions i n percent exhaust and dye on f i b e r f o r t h e
three co lorants were: Red, 7% (3.5 gm); Yellow, 6% (6 gm) ; and Blue, 7%
(3.9g). The AT was small ( l O O F ) , and thus t h e major i ty of t he reduct ion was
due t o the add i t iona l a u x i l i a r y chemical.
mistake i n r a i s i n g the o r i g i n a l concentrat ion of t he RE-1824, as t h e change
had d i c t a t e d an increase i n the mass of dyes requi red t o reach t h e shade.
The experiment a l s o emphasized t h e
To f u r t h e r c l a r i f y t h e needed formulat ion changes, a pre l iminary
46
d
d t
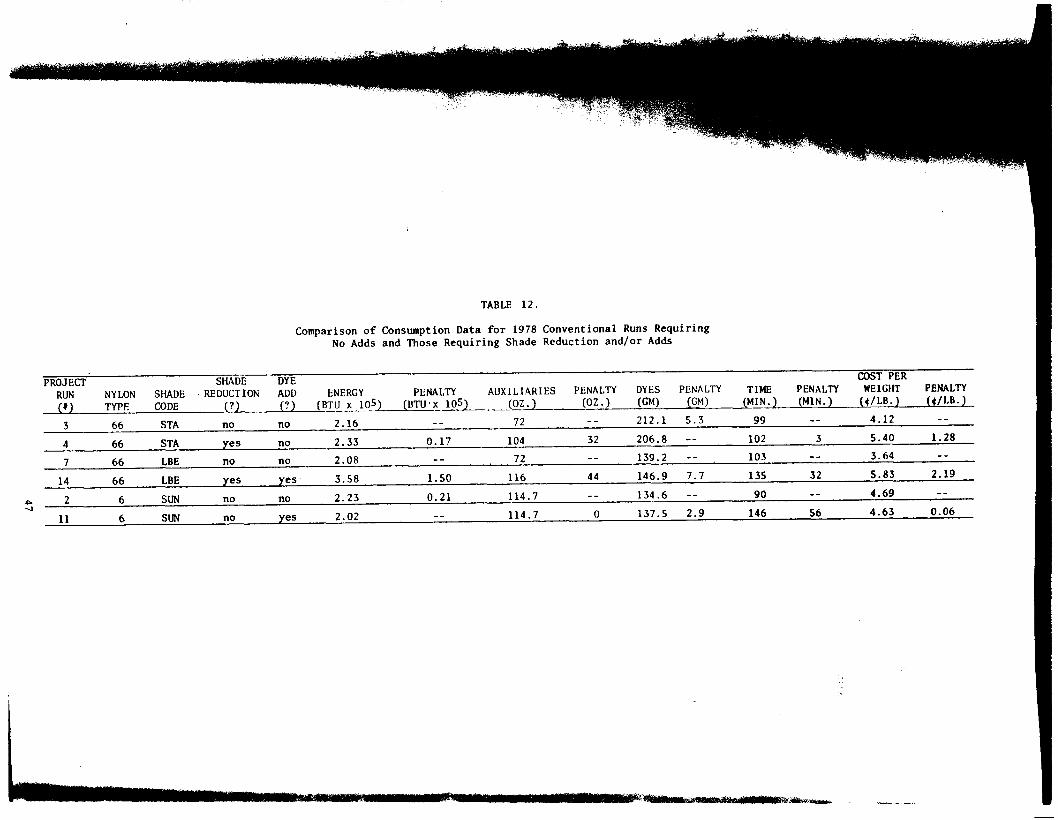
TABLE 12.
Comparison of Consumption Data for 1978 Conventional Runs Requiring No Adds and Those Requiring Shade Reduction and/or Adds
COST PER PROJECT SHADE DYE RUN NYLON SHADE REDUCTION ADD ENERGY PENALTY AUXlLIARIES PENALTY DYES PENALTY TIME PENALTY WEIGHT PENALTY
( 0 2 . ) (02.1 (W (GM) (MIN.) (MIN.) ($/LB. ) ($/LB. ) (1 ) TYPE CODE (?) (?) (BTUx105) (BTU'x 105) -- 4.12 - - 2.16 - - 72 - - 212.1 5.3 99 3 66 STA no no
4 66 STA yes no 2.33 0.17
7 66 LBE no no 2.08
104 32 206.8 -- 102 3 5.40 1.28 - - 3.64 - - - - 72 - - 139.2 - - , 103
135 32 5.83 2.19 14 66 LBE yes yes 3.58 1.50 116 44 146.9 7.7 -- 4.69 -- 0.21 114.7 - - 134.6 -- 90 P 2 6 SUN no no 2.23
146 56 4.63 0.06 11 6 SUN no yes 2.02 -- 114.7 0 137.5 2.9 4

I
sue sequence was conducted t h a t incorporated a l l five of the utilized
e reuse dyeing procedure, d e t a i l e d i n Appendix 7, was the sBM as
later i n t h e 17-CyCle reuse sequence. The process included presmur-
ea& batch of hos i e ry i n t h e r e s idua l f i n i s h bath from the preview
and thus p a r a l l e l e d t h e procedure u t i l i z e d f o r t h e Georgia Tech pilot- !
research.
cessitY of avoiding reduct ions i n shade through reformulation,
The r e s u l t s , shown i n Appendices 6 and 8 and Table 11, verified 1
s 1 1 Based on the experimental evidence, t h e inves t iga to r s ad jus ted the shades
the re levant computer programs i n prepara t ion f o r t h e mult i -cycle
3 . Effec t o f Prescour on pH of Dyebath
The rate o f dyeing of d i spe r se dyes i s dependent on pH, with a
ightly acid environment des i r ed f o r optimum r a t e . Experiments were thus
ducted t o determine the e f f e c t ( i f any) of the prescour on t h e f i n a l dye-
th pH. On conventional Run 7 (Nylon 66, LBE-shade) and Run 8 (Nylon 6, BRM-
hade), the pH was checked a t var ious s tages i n t h e cycles t o determine the
a n t r o l l i n g f a c t o r i n t h e f i n a l pH.
f ie major f a c t o r i n t h e pH change, which moved the ba th from an i n i t i a l
s l igh t ly ac id pH of around 6 . 3 t o an a l k a l i n e pH of approximately 8.6, was
the goods themselves. Apparently, the sp in o i l s , k n i t t i n g o i l s , oligomers,
and other impur i t ies t h a t were leached from the nylon by t h e ba th were
present i n s u f f i c i e n t q u a n t i t i e s t o s t rongly inf luence t h e pH toward the
basic s ide . A l l of t h e f i f t e e n (15) conventional cycles were found t o be
The r e s u l t s a r e contained i n Table 13.
48

in the Conventional Cycle T)uILB
V a r i a t i o n of pH With Stage
PROJECT INCOMING AFTER AFTER RUN NYLON SHADE WATER STEAMING A U X I L I A R I E S (#) TYPE CODE (pH) (pH) (PHI -- 7 66 LBE 6.24 6.70 6.80
8 6 BRM 6.40 6.72 6.73
AFTER AFTER END OF OVERALL CHANGE ATTRIBUTED DYES GOODS RUN CHANGE OF GOODS (pH) (pH) (pH) (A PH) (A PH) (% OF TOTAL)
7.00 7.90 8.62 2.38 1.62 68
6.87 -- 8.66 2.26 1.79 79

PROJECT RUN
(#> 1
2
3
4
5
6
7
8
9
10
11
1 2
13
14
15
TABLE 14.
b. of t h e Dyebath a t t h e End o f the Conventional Cycles
NYLON TYPE
SHADE CODE
6
6
66
66
6
66
66
6
6
6
6
6
66
66
6
50
SUN
SUN
STA
STA
BRM
LBE
LBE
BRM
BRM
BRM
SUN
BRM
STA
LBE
SUN
FINAL pH 8.70
8.60
8.70
8.60
8.80
8.60
8.62
8.66
8.59
7.82
8.00
8.58
8.45
8.45 --

t h e e f f e c t Of t h e proposed prescour step on t h e dyebath
,-lated reuse run was conducted during t h e 15 conventional
me f in i shed hos ie ry of Run 8 was removed f r o m t h e f i n i s
1824 was added as i n the p i l o t s c a l e research, and t h e preweighed
fo r ~m 9 was added t o t h e machine. The hos i e ry was ro t a t ed for
nttes a t ambient temperature, and the prescour ba th was dropped t o t h e
. f i e wet hos ie ry was removed, t h e machine was f i l l e d with f r e sh water, u-
1~~ g continued as i n Appendix 7 . Measurements o f pH were taken on t h e
bath and t h e subsequent dyebath a t var ious s t e p s , and t h e r e s u l t s
recorded i n Table 15. P
The pH change f o r t h e dyebath followed the same p a t t e r n as i n Table 1 2 ,
concluded t o have l i t t l e e f f e c t on the f i n a l dyebath pH, and thus on 5 e: a t'
@e dyeing behavior of t he d isperse system. The experiment a l s o indicated,
I b e v e r , t h a t t h e prescour as performed had l i t t l e inf luence on removal of
fiber impur i t ies t h a t were determining t h e f i n a l pH. A t t h e ambient
temperature ( - llO°F) t h e RE-1824 d id not possess t h e scour ac t ion t h a t it
rpparently exh ib i t ed at 160°F.
Based on t h e pH experiments, t he decision was made t o s p l i t t hc planned
30-cycle reuse sequence i n t o s h o r t e r sequences. First, a 17-cycle reuse
sequence t h a t included the prescour was scheduled.
Of RE-1824 chemical t o the prescour bath was disregarded.
study, a sepa ra t e 14-cycle reuse sequence t h a t d id n o t include the prescour
was scheduled.
The 1% owf addi t ion
To complete the
51
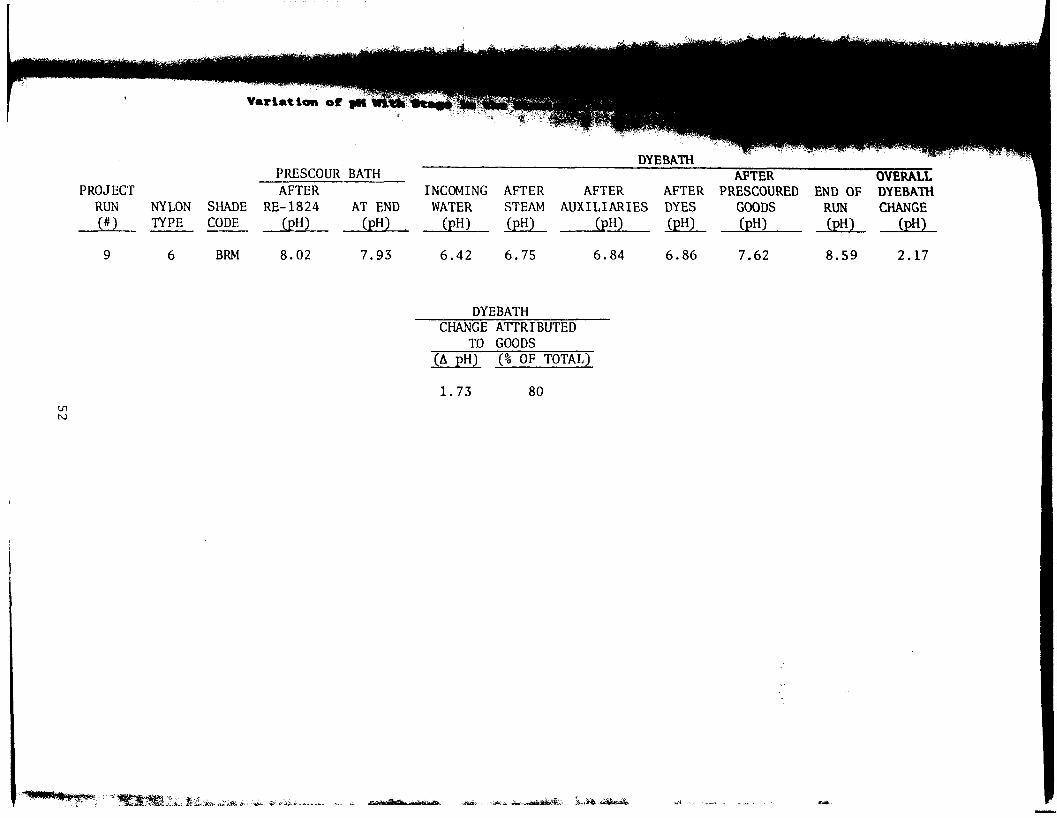
DYEBATH OVERALL
PROJECT AFTER INCOMING AFTER AFTER AFTER PRESCOURED END OF DYEBATH RUN NYLON SHADE RE-1824 AT END WATER STEAM AUXILIARIES DYES GOODS RUN CHANGE (#) TYPE CODE (pH) (pH) ,
PRESCOUR BATH AFTER
(pH) (PHI (pH) (pH) (pH) 00 -- 9 6 BRM 8 . 0 2 7 . 9 3 6 . 4 2 6 . 7 5 6 . 8 4 6 . 8 6 7 .62 8 . 5 9 2.17
DYEBATH CHlLNGE ATTRIBUTED
TO GOODS (A pH) (% OF TOTAL)
1 . 7 3 80
1

17-cycle Reuse Sequence With Prescour
f i e reuse procedure u t i l i z e d f o r t h e 17-cycle reuse sequence with d L
nrr is d e t a i l e d i n Appendix 7 .
rebath from t h e holding tank d i r e c t l y onto t h e wet, Prescoured hose
The p l a n t dyer e l ec t ed no t to drain the
fears o f l eve l ing problems. Therefore, t he wet hose was removed froa If -chine af ter prescour , and was reloaded following d i l u t i o n and
ishment of t h e dyebath.
escour bath as a r e s u l t o f t h e pH experiments.
No add i t iona l RE-1824 chemical was used in
i P' me % owf concentrat ion of a u x i l i a r y chemicals added t o each reused
i s given i n S tep 8 of Appendix 7 . Thi r ty - th ree percent of t h e a u x i l i a r i e s
I d r e d by t h e 1978 conventional cyc les (Appendix 4) were ca lcu la ted t o be
e fixed q u a n t i t y necessary t o rep len ish t h e dyebath. The 33% f i g u r e
ws based s o l e l y on t h e volume of water l o s t during the process , with
&austion t o the f i b e r considered t o be neg l ig ib l e .
The consumption da ta for t h e o v e r a l l 17-cycle reuse sequence i s
9 . contained i n Appendix
t o provide a comparison po in t t o the 1976 and 1978 conventional cycles .
The da ta was averaged over t he e n t i r e sequence
During t h e 17-cycle reuse sequence, a s impl i f i ed procedure was developed
t o allow t h e p l a n t dyer t o conduct t h e ana lys i s .
detai led i n Appendix 10.
simplify t h e measurement of t h e a n a l y t i c a l reagents .
scale research , toluene was s u b s t i t u t e d f o r benzene both during t h e
determination o f a n a l y t i c a l cons tan ts a t Georgia Tech and i n t h e p l a n t
demonstration.
The developed procedure is
Premeasured pans and flasks were u t i l i z e d t o
Contrary t o t h e p i l o t -
Benzene has r ecen t ly been labe led a leukemia agent by OSHA,
53

temporary exposure l e v e l of 1 ppm has been implemented.3 ~oltj
not been labe led a carcinogen, with a h igh exposure
erefore a much more des i r ab le e x t r a c t a n t f o r p l a n t use than b
dyer adapted t o t h e technique quickly, and was rou t ine ly perfo-
, a a l y s e s by t h e end o f t h e p ro jec t .
f i e exhaustion f igu res f o r t h e dyes and t h e q u a n t i t i e s of dyes
siding on t h e f i b e r a t t h e end o f t h e process are d e t a i l e d i n Appendix
A s l i g h t decrease i n exhaustion (5-7%) occurred during t h e f irst
to 6 cycles . After t h e i n i t i a l drop i n exhaustion, t he impuri ty c0nc-n-
ta t ion reached a s teady s t a t e as predic ted by theory f o r systems i n which
I small amount of f r e sh water i s added each cycle .
& m s t i o n f o r Run 36R (seventeenth cyc le o f t h e reuse sequence) was the
same as f o r Run 21, t h e conventional run t h a t began t h e 17-cycle reuse
S ign i f i can t ly , t he
red i n the 17-cycle reuse sequence was analyzed f o r
.ce . The hos ie ry
color d i f f e rences between t h e samples and s tandards suppl ied by Adams-
Millis.
program manipulation of t h e co lo r da ta , are d e t a i l e d i n Table 16.
the exception of Run 26 (DE = 9.7 MacAdam Units) and Run 31R (DE = 9.0
MacAdam Uni t s ) , t h e hos ie ry f e l l wi th in t h e 3 t o 7 MacAdam Unit tolerance
range determined ea r l i e r f o r Adams-Millis (Table 1).
The co lo r d i f fe rences , expressed i n MacAdam Units by t h e FMC I1
With
54

Shade Correlation of Samples Dyed i n the 17-Cycle Reuse Sequence (Prescour Included) w i t h Company Standards
Component Color Difference Combined Color Difference DE
PROJECT RUN IN RUN SEQUENCE SHADE NYLON DCRG DCY B DC DL
(" 1 CODE TYPE (MacADAM UNITS) (MacAW UNITS) (#I
21 1 LBE 66 -0.18 -0.27 3.7 0.46 3.7
2 2R 2 STA 66 -0.17 -0.12 3.7 2.60 4.5
23R 3 SUN -0.09 -0.14 2.6 -0.43 2.6
24R 4 BRM 6 0.02 -0.04 1.1 3.60 3.8
25R 5 COF 66 0.04 -0.02 1.2 1.20 1 . 7
26R 6 LBE 66 -0.43 -0.R3 9.6 1.50 9.7
2 7R 7 SUN 6 -0.14 -0.14 3.7 -2.90 4.7
28R 8 LBE 66 -0.27 -0 .45 5.7 -0.67 5 .8
29R 9 SUN 6 -0.07 0.04 1.9 -3.30 3.8
30R 10 BRM 6 0.00 -0.10 1.4 3.00 3.3
31R 11 LBE 66 -0.43 -0.59 8 . 9 0.64 9.0
32R 12 STA 66 -0 .06 0.11 1 .6 1.40 2.1
33R 13 SUN 6 -0.17 -0.15 4.6 -1.70 4.9
34R 14 BRM 6 -0.08 -0.17 4.5 2.20 5.0
35R 15 STA 66 -0.10 0.10 2.3 0.62 2.4
36R 16 LBE 66 -0.28 -0.48 6.1 0.60 6 .2
37R 2.3 1.80 2.9
AVERAGE COLOR DIFFERENCE: 4.5 17 STA 66 - 0.02

color d i f fe rence f o r t he 17 ba tches o f hos ie ry (DE = 4.5
11 s l i g h t l y below t h e cen te r of t h e company’s t o l e r a c e i
di f fe rence compares t o 4 .1 MacAdam Units determined fo
conventional sequence based on t h e optimized 1978 process fi no batches were returned by t h e p l a n t ’ s q u a l i t y control
peing, and thus a l l o f t h e hos ie ry was s o l d as “first qu1itv*.
+,,i~rance f o r t h e LBE-shade (Runs 26R and 3 1 R l was annarentlv
e o the r shades.
4-Cycle Reuse Sequence Without Prescour
To s implify the reuse process and based on t h e pH experiments con-
e a r l i e r , a 14-cycle reuse sequence was conducted i n which no prescour
u t i l i zed .
prescour s t e p , t h e necess i ty of removing wet hose before en ter ing the
The revised process i s d e t a i l e d i n Appendix 1 2 . By el iminat ing
p e d bath was eliminated, and the e n t i r e process more c lose ly co r re l a t ed with
optimized 1978 conventional procedure (Appendix 4 ) . A s with the 17-cycle f - m e seauence. t h e a u x i l i a r i e s were added i n smal le r a u a n t i t i e s (40% bv weight1
conventional cycle.
Y I
The consumption da ta f o r t he ove ra l l 14-cycle reuse sequence a r e contained
fn Appendix 13.
comparison po in t t o the 1976 and 1978 conventional sequences.
The da ta were averaged over t h e e n t i r e sequence t o provide a
In l i n e with the developed theory, t h e 14-cycle reuse sequence without
prescour d id not present e i t h e r dyeing o r a n a l y s i s problems due t o a bui ld-
up i n impur i t ies .2 The dye exhaustion f i g u r e s f o r t h e sequence (Appendix
14) confirmed the same behavior as had been observed i n t h e 17-cycle reuse
sequence.
Cycles, a f t e r which i t remained r e l a t i v e l y cons tan t . The exhaustion f igures
b The exhaustion decreased s l i g h t l y during t h e first 4 t o 6
56

e STA-shade on Run 51R, the fourteenth and las t cycle in the seQuencdr
rlmost i d e n t i c a l with those determined f o r the STA-shade of
I fourth cycle i n t h e sequence.
me 17-cycle reuse h a d l i t t l e inf luence on the number of
d be dyed from t h e same bath.
The r e s u l t s confirmed t h a t t h e
that
Indeed, t h e good ex t r ac t ion behavior in the
lyses and t h e low number Of required adds d i c t a t e d t h a t t h e dyebath of
14-cycle reuse sequence could have been u t i l i z e d i n d e f i n i t e l y as long
a 2 small volume of f r e sh water was required f o r each run.
me co lo r d i f f e rences between hos ie ry dyed i n t h e 14-cycle reuse
and company s tandards a r e d e t a i l e d i n Table 1 7 . Derived from t h e
color data of t h e samples and the FMC I1 computer co lor program, t h e co lor
differences f a l l wi th in the 3-7 MacAdam Unit t o l e rance range determined
ea r l i e r f o r the p l a n t (Table 1 ) . Only Run SOR (9.1 u n i t s ) was outs ide the
range.
of the 3-7 u n i t t o l e rance range, and compares favorably with t h e 4 . 1 u n i t
and 4.5 u n i t average d i f f e rences f o r t h e 1978 conventional process sequence
and the 17-cycle reuse sequence, r e spec t ive ly . A l l of t h e hos ie ry from the
14-cycle reuse sequence was labe led "first qua l i ty" without redyeing by the
p lan t ' s q u a l i t y con t ro l personnel .
which the q u a l i t y cont ro l s ec t ion apparent ly allowed a wider-than-normal
co 1 o r t o 1 e rance .
The average c o l o r d i f f e rence of 5 .0 MacAdam Units fa l l s i n the cen te r
Run 50R was again the LBE-shade, f o r
r 57

Sequence (Prescour Excluded) wlth Company Standards
Component Color Difference Combined Color Difference PROJECT RUN IN DCRC DCY B Dc DL DE
SEQUENCE SHADE NY MN CODE TYPE (MacADAM UNITS) (MhcADAM UNITS)
RUN ( 1 )
SUN 6 -0.15 -0.18 4.2 -2.60 5.0
BRM 6 -0.02 -0.15 2 . 2 1.50 2.6
66 -0.33 -0.49 6.8 1.00 6.9
38 1
39R 2
40R 3 LBE
4 1 R 4 STA
42R 5 LBE
6 STA 43R
44R 7
45R 8 BRM
46R 9 LBE
47R 10 STA
4 8R 11
49R 1 2 BRM 6
50R 13 LBE 66
51R 14 STA 66
66 -0.14 -0.10 3.1 1.50 3.5
66 -0.33 -0.40 6.6 -2.10 6 .9
66 -0.10 0.00 2 . 2 1.40 2.6
SUN 6 -0.16 -0.19 4 .3 -3.50 5 .6
6 -0.09 -0.21 5.0 4.30 6 .6
VI W
66 -0.22 -0.34 4.6 0.67 4.7
66 -0.06 0.01 1.2 -0.57 1 .3
SUN 6 -0.22 -0.34 6.4 -3.50 7.3
-0.05 -0.15 3.0 2.20 3.7
0.41 0.66 8 .8 2.50 9.1
-0.15 -0.11 3.2 2.40 4.0
AVERAGE COLOR DIFFERENCE: 5 . 0

I
1. Sequence Break-Out--Table 4 and Appendices 5 , g and 13 sive a -item consumption figures for the conventional and reuse
i t h averaged data over the entire sequences. In Table 18 , the and dye weights are combined, and the average consumption figures
red. Table 19 converts the average consumption data by sequence
percentages, and compares the various procedures by item. In co~arison
e 1976 conventional sequence, only energy, water, and time were compared
Ipercentage basis. Only two shades LBE (Light) and STA (Medium)
monitored by the 1976 process, and thus the auxiliaries and dyes
d not be compared to those averaged over the other multicycle/multi-
e sequences. Energy, water and time were independent of shade, and a
rcentage comparison could be made.
Compared to the 1976 process, the optimized 1978 conventional
cess exhibited substantial savings even without reuse incorporation (Row 1,
ble 19). Energy (43%) and water ( 3 7 % ) savings constituted substantial re-
a duction in requirements, and illustrated the waste that can be eliminated
from typical textile dyeing processes by applying sound engineering
and textile chemistry principals. From an economic viewpoint, the time
savings were also significant, as they allowed the plant to complete four (4)
cycles per shift per machine instead of the three (3) cycles maximum with
the 1976 conventional process.
Rows 5 and 6 of Table 19
+ h
d
detail the percentage savings that were
realized when dyebath reuse was adapted to the optimized 1978 conventional
59

Average Consumption Data for Sequence Break-Out
TOTAL LOAD STEAM WE I GHT WATER AUXILIARIES DYES ADDS TIME RUNS AVERAGE (BTU x 105) (BTU/ LB . ) (GAL. ) (OZ.) (GM) (#) (MIN. )
1976 Conventional 2 96 3.89 4052 580 72.0 177.0 1.0 157
1978 Conventional 15 88.8 2.23 2511 36 3 103.7 234.4 0.7 114
17-Cycle Reuse 17 91.1 1.00 1098 205 68.9 194.4 0.4 111
14-Cycle Reuse 14 90.9 0.96 1056 216 69.3 193.3 0.4 106

TABLE 19.
percentage Savings for Sequence Break-Out
OVER 1976 " B ( % , m z E W AUX D ADD
- - f 43 37 - ,
74 65 - - -
- - - 75 63 32
OVER 1978
55 44 34 17 43 3
57 40 33 18 43 7
56 42 34 18 43 5
61

AS in a l l t he t a b l e s , t h e d a t a include consumption of t h e
,g/softening s t e p , which was t h e Same regard less of whether *e
s t e p incorporated dyebath reuse. Considered t o be 8s efficient
s ib l e without inves t ing i n new or add i t iona l c a p i t a l equipment
78 process (Appendix 4) represented a "best e f f o r t " i n providing
base l ine f o r comparison t o the reuse System. The savings of both
sequences were Similar, with t h e energy consumption being reduced
56% beyond opt imizat ion. The water/sewer savings (42%) were
impressive, as were t h e savings i n a u x i l i a r y chemicals (34%). Due
the high exhaustion, dye savings were lower (18%), but were s t i l l above
se determined i n the p i l o t - s c a l e research (Table 2 ) . Although the
de sequences were not exac t ly t h e same i n Appendices 5 , 9 and 13,
u f f i c i en t ly long sequences were run t o j u s t i f y comparison of t h e dye and
i l i a r y chemical consumptions on a percentage bas i s .
The decrease i n adds (43%) was due more t o cont ro l led l i quor r a t i o and
fabric/reagent weighing then t o dyebath reuse. On the 15-cycle conventional
sequence, t h e dyer used t h e s tandard p l a n t procedure f o r f i l l i n g the machine.
The opera tor v i s u a l l y bought t h e l e v e l of water t o the cen te r of t he ax le
of the r o t a t i n g drum machine. While con t ro l l i ng the in-flow volume by
hand, considerable e r r o r was introduced i n the v i sua l determination of
water l eve l . In addi t ion , water was added t o the machine without regard
to volume inc rease due t o steam condensation, and thus many ga l lons of
water were l o s t t o the overflow p ipe during the process.
of the optimum quan t i ty of water t o maintain t h e co r rec t l i quor r a t i o
By ca l cu la t ion
62

sty
and
was
I
overflow (230 gal), and utilizing the retention &ta detailed
er in Table 10 , the investigators were able to control the value
ter in each reuse sequence to avoid Waste. In addition, the hosisy
carefully weighed to complete control on the liquor ratio, and the
grain scale used by the plant was replaced with the precision
0.01 gm accuracy) top-loading Mettler balance listed in Appendix 1,
improved control thus resulted in a decrease in adds and thus in the
te inherent in adds. Significantly, the reduction in adds was accomplished
ong with reuse incorporation, which further strenthened the theory that
2 WuritY effects were leveled after the first few cycles of a sequence.
One weakness in the Adams-Millis process that was not alleviated due
to project time limitations was the different liquor ratio utilized for
Nylon 6 and 66 styles.
volume control point (the midway point of the drum axis) for both fiber
styles. However, since the Nylon 6 style was bulkier than the Nylon 66
The dyer's formulations had been based on the same
e (Colm 5, Table lo),
96 lbs of the latter.
thus 23:l for the Nylon 6 style and 20:l for the Nylon 66 style.
longer liquor ratio for Nylon 6 was unnecessary, resulting in wasted energy,
water/sewer and chemical consumption per weight of goods. With sight-glass
control, future formulation research will be directed toward equating the
two liquor ratios and thus further improving the overall process.
a full-load consisted of 84 pounds of the former
Based on a 230 gallons volume, the liquor ratio
The
As a measure of the savings that Adams-Millis Coqoration realized Over the
entire project as a result of its association and cooperation with Georgia
63

dices 5, 9 and 13, t h e Same shade sequence was not followed r he various sequences. The dyes a r e e s p e c i a l l y dependent on t h e shade
For example, an LBE-shade ( l i g h t ) run t h a t follows a B R M - ~ ~ ~ ~ ~ rice.
run i n a reuse sequence would requi re l e s s dye t o regenera te the k sginal concentrat ions than if preceded by an LBE-shade run. Therefore,
decision was made t o reduce the da ta t o a shade-by-shade compilation
th the proper comparisons between sequences.
Appendices 15 t o 18 d e t a i l t he energy and ma te r i a l s consumption da ta
r the LBE-,STA-, SUN-, and BRM-shades. The COF-shade was run only once
ing the 17-cycle r euse sequence, and the re fo re no comparison was poss ib le
the shade. The shade consumption was averaged by sequence, t h e aux i l i a ry
d dye weight.s were combined, and the percentage savings were defined i n
Appendix 19. The numbers i n parentheses i n Appendix19 correspond t o the
percentage savings based on t h e 1976 conventional process . The l a t t e r
comparison was made for on ly t h e LBE- and STA-shades, as t h e s e were t h e
only two shades monitored f o r a l l t h e sequences.
data i s contained i n Table 2 0 , which gives only the percentage savings
of the combined reuse sequence da ta compared t o t h e 1978 conventional process.
The percentage sav ings were f a i r l y uniform from shade-to-shade and
A s impl i f i ed reduct ion of t h e
1 from s t y l e - t o - s t y l e wi th t h e exception of dyes and a u x i l i a r y chemicals. The
64

I\ it TABLE 20.
1 - i
NYLON ENERGY WATER AUXILIARIES DYES TIME ~ ~ 0 s ; TYPE (%) (%) (%) (%I (%) (%)
66 65 40 41 26 12 85
66 59 44 5 3 13 - 4 7
6 45 38 15 2 0 50
6 64 45 18 2 21 63
TOTALS: 233 167 127 43 29 205
1 PLANT AVERAGE: 58 42 32 11 7 51 t
65

L- I
N and BRM) compared t o t h e Nylon 6 shade (LBE and STA) was not
appeared comparable for both types of nylon f i b e r
ColWnn 3 of Appendices 15 t o 18, no dark shades preceded either I?
- o r BRM-shade runs, whereas a dark shade (BRM or COF) o f ten precr,
LBE-shade i n the reuse sequences. The STA-shade was preceded mqst
ten by the l i g h t LBE-shade i n t h e r euse sequences, and thus the percentage
ings were lowered by t h e high propor t ion of dye readded f o r each STA-shade
The Nylon 6 shades (SUN and BRM) had s i g n i f i c a n t l y lower percentage
ings i n a u x i l i a r y chemicals than t h e Nylon 66 shades (LBE and STA). The
screpancy was d i r e c t l y r e l a t e d t o the f a c t t h a t t h e da ta were compiled f o r
e e n t i r e dyeing/softening cycle , no t j u s t t he co lora t ion s t e p .
ed two (2) pounds of t h e Pomosoft so f t en ing chemical i n the f in i sh ing bath
The dyer
or the Nylon 66 shades; however f i v e (5) pounds of Pomosoft was being used
r the Nylon 6 shades, thus skewing t h e chemical savings da ta . The
dyer s t a t e d t h a t t he Nylon 6 s t y l e was harsher i n f e e l than the Nylon 6
s tyle , and thus required a heavier concent ra t ion of so f t ene r chemical.
Closer i n t e r roga t ion
i n an u n s t a t i s t i c a l fashion, s p e c i f i c a l l y by an emperical "rub t e s t "
of harshness performed by t h e dyer on h i s forearm.
col lect ing a s t a t i s t i c a l response from women wearing pantyhose t r e a t e d
a t various concentrat ions of s o f t e n e r chemical w i l l be necessary t o determine
the optimum l e v e l of Pomosoft r equ i r ed t o achieve a t o l e r a b l e sof tness
revealed t h a t t h e so f t ene r l e v e l s had been der ived
Future research
66

I
For the two shades monitored by the 1976 conventional pIy)cess, LBE
on the Nylon 66 style, energy, water and time savings due to procsss
zation and dyebath reuse were compiled. The results are in
e21.
tantial in all three categories.
As with the full-sequence break out earlier, savings were
3. In-Sequence Cycle Break Out by Shade--In the final data
ction, the effect of the preceding shade in the reuse sequences was
ated. Runs were first selected which were judged "typical1' intersequence
with beginning and ending runs of a sequence avoided. In addition,
in which an unusual process step was involved (such as a shade
duction at higher temperatures and RE-1824 concentrations) were avoided.
were derived to determine the consumptions, recovery, and true losses for
The dye actually leaving the system with the fiber was first calculated.
Using the concentration data determined by the analysis procedure, a per-
centage exhuastion of dye on the fiber was quantitatively defined.
weights added to the cycle at the start, along with the derived residual
dye concentration in the reused bath, provided the total mass of dye
available for exhaustion. From the percentage exhaustion and total mass of
dye, the quantity of dye that actually left the reuse system and was there-
fore unavailable for reuse could be determined.
detailed in Appendix 20 , with each shade averaged over the two reuse
sequences.
The dye
The dye compilations are
The energy consumption for the defined cycles is detailed in Appendices
21 and 22 . The major assumptions made in the energy compilations were
67
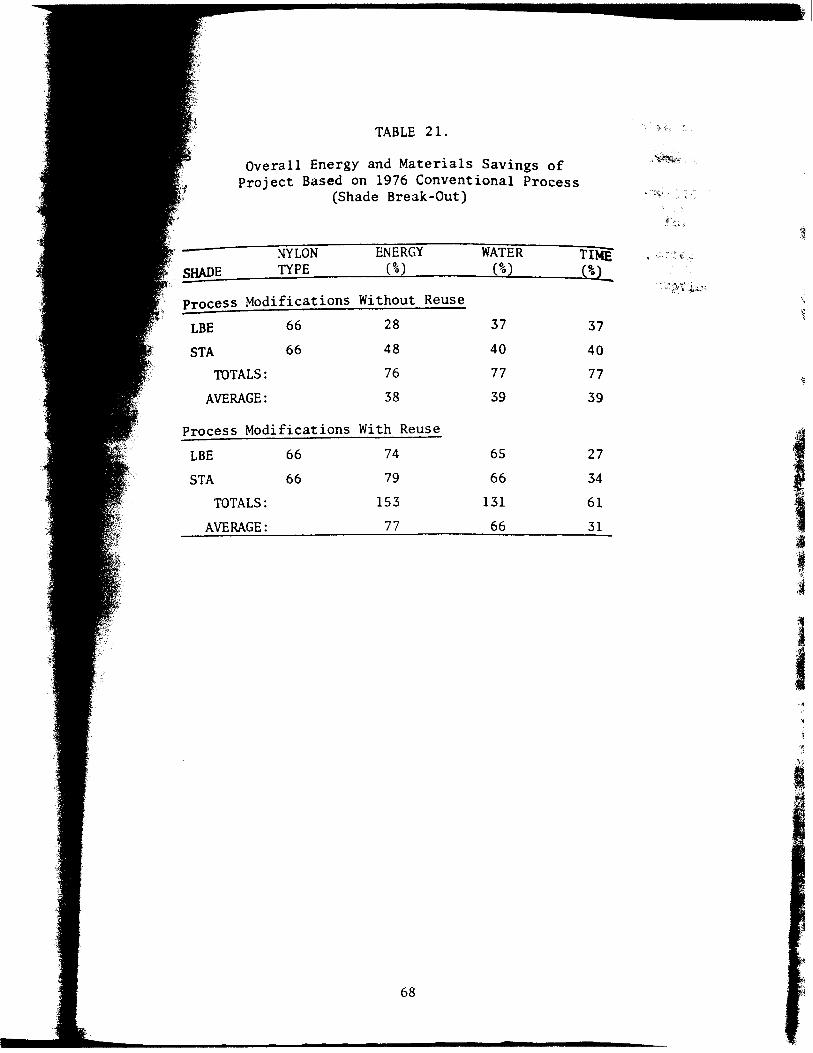
TABLE 21.
Overall Energy and Materials Savings of Project Based on 1976 Conventional Process
(Shade Break-Out) r
NYLON ENERGY WATE )E TYPE (%) (%)
:ess c__ Modifications Without Reuse
,R
LBE 66 28 37 37 Esh STA 66 48 40 40
TOTALS : 76 77 77 F
AVERAGE : 38 39 39
:ess Modificati .ons With Reuse
LBE 66 74 65 27
STA 66 79 66 34
TOTALS : 153 131 61
,VERAGE 77 66 _I_
31
Y
68

per cycle i s der ived by adding the "Energy Lost" columns of t h e two Appendices.
P
I
I
that: (1) t h e hos i e ry r e t a i n e d exac t ly the Water volumes per bat&
detai led i n T a b l e 10, and (2) t he temperatures of t h e water r d f i n g
in the hos ie ry a f t e r t h e dyeing and sof ten ing s t e p s were 1600~ and ~ ~ Q O P ,
The energy f i g u r e s were first compiled by shade for
the dyeing s t e p of t h e s e l e c t e d reuse Cycles, and t h e da t a is repor ted i n
Appendix 2 1 . ,,f the f i n i s h i n g step of each cycle , and the o v e r a l l energy l o s t t o t h e plant
Appendix 22 contains t h e da t a f o r t h e energy c o n s q t i o n
To v i s u a l i z e t h e energy flow through t h e reuse process with a d without
prescour Figures 11 t o 18 were drawn from t h e average consumption rows of
Appendices 2 1 t o 2 2 . The " t o t a l energy lo s t " was defined as energy t h a t
escaped the p l a n t by t h e var ious routes with no oppor tuni ty f o r recovery.
m e c l a s s i c a l d e f i n i t i o n i s def ined by the equat ion:
Energy I n - Energy Recovered = Energy Lost
The energy consumed by t h e 17-cycle reuse sequence was su rp r i s ing ly
s imilar t o t h a t measured f o r t h e 14-cycle reuse sequence i n t h e shade
analysis .
of the 17-cycle sequence, it should i n t u i t i v e l y be more energy-ef f ic ien t
than the 14-cycle r euse sequence which did not use t h e prescour s t e p .
discrepancy is poss ib ly due t o the inaccuracy o f t h e two s t a t e d assumptions,
although the time cause was not apparent from t h e t r i a l da t a .
With the energy recovered from t h e f i n i s h bath i n t h e prescour
The
The volume r e t e n t i o n da ta of Table 10 were a l s o assumed t o hold t r u e fo r
a l l cycles i n de r iv ing t h e a c t u a l water consumption p e r run. The assumed
retained water and t h e measured water volumes were u t i l i z e d t o de r ive the
"Total Water Lost" column o f Appendix 2 3 .
As a f ixed amount of a u x i l i a r y chemicals were-added t o each run, the
overal l shade break-out d a t a repor ted e a r l i e r i n Appendices 15 t o 18 were
69
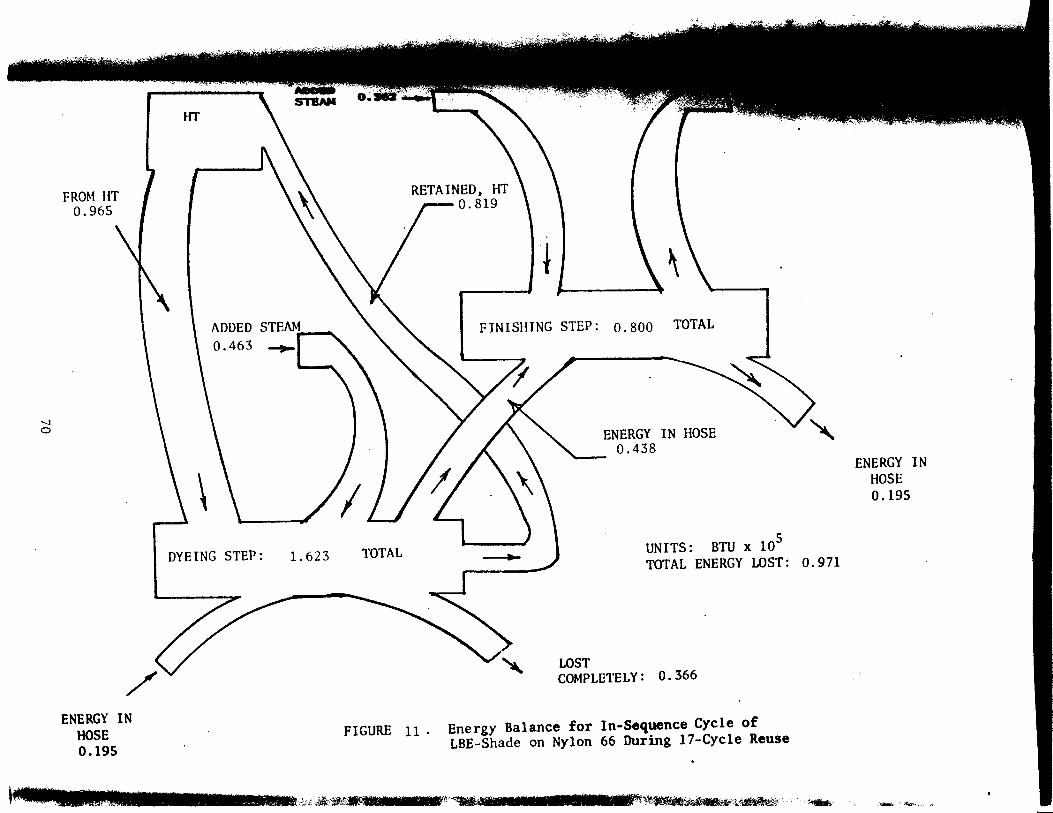
ENERGY IN HOSE 0 . 4 3 8
UNITS: BTU x lo5 TOTAL ENERGY LOST: 0.971 DYEING STEP: 1 .623 TOTAL
? \ LOST
COMPLETELY: 0.366
ENERGY IN HOSE 0.195
FIGURE 11 . Energy Balance for In-Sequence Cycle of LBE-Shade on Nylon 66 During 17-Cycle Reuse
ENERGY IN HOSE 0.195

FINISHING STEP: 0 .674 TOTAL
..I c1
ENERGY IN HOSE
, J DYEING STEP: 1.411 TOTAL UNITS: BTU x lo5 TOTAL ENERGY LOST: 0 .768
COMPLETELY: 0.094
FIGURE 12. Energy Balance for In-Sequence Cycle of LBE-Shade on Nylon 66 During 14-Cycle Reuse
&& s u n -

FROM HT 0.897
RETAINED, HT \ 0 .941
I
\ / I
FINISHING STEP: 0 .784 TOTAL
ENERGY IN HOSE
DYEING STEP: 1.581 UNITS: BTU x TOTAL ENERGY LOST: 0.791
ENERGY IN HOSE 0.19s
FIGURE 1 3 . Energy Balance for In-Sequence Cycle o Nylon 66 During 17-Cycle Reuse
STA-Shade on
ENERGY IN HOSE 0.195

FROM HT
. \ 0 . 9 4 3
HT \ \ \ r\\ ' \
J FINISHING STEP : 0.611 TOTAL
ENERGY IN HOSE 0 .438
DYEING STEP: 1.576 TOTAL
COMPLETELY: 0.222
UNITS: BTU x lo5 TOTAL ENERGY LOST: 0.833
FIGURE 14. Energy Balance'for In-Sequence Cycle of STA-shrde on Nylon 66 During 14-Cycle Reuse

F I N I S H I N G S T E P : 0 .669 TOTAL
ENERGY I N HOSE
ENERGY IN
UNITS: BTU x lo5 DYEING S T E P : 1 . 6 2 2 TOTAL
TOTAL ENERGY LOST: 0.985
COMPLETELY: 0.436 ENERGY IN HOSE 0.120
FIGURE 15. E n e r g y Balance for In-Sequence Cycle of SUN-Shade on N y l o n 6 During 17-Cycle Reuse

75
I


0
w v)
z U
7 7
0
..
J 4 c. 0 E-
m M m d
.. a w c. v)
c3 z w n
z
03 d
w id 3 c3 n L

d f o r comparison with the 1976 and 1978 conventional process sequences F' be , -ost/benefit ana lyses . f
B. Rela t ive Cost o f Sequences a Working wi th t h e Adams-Millis accountant, cos t p e r u n i t for ea& itea
levant t o the cos t /bene f i t ana lys i s were determined. The cos t factors are d
a i l e d i n Table 5 , and were u t i l i z e d throughout t h e following ana lys i s ,
1. Sequence Break-Out--The energy and ma te r i a l s c o s t s f o r t he two
u d e s conducted by t h e 1976 conventional process a r e shown i n Table 4 .
@pendices 24 t o 26 d e t a i l t he same c o s t s f o r the 1978 conventional process
a d the 17-cycle and 14-cycle reuse sequences. Derived from t h e consumption
data compilations, averages over t h e e n t i r e sequences were obtained for each
of the cos t items.
Table 22 summarizes t h e average cos t f a c t o r s f o r t h e var ious sequences,
with the percentages cont r ibu ted by each cos t f a c t o r toward t h e t o t a l cos t
per run l i s t e d i n parentheses .
reuse sequence without prescour saved 1.97~/pound of f i n i s h i n g cos t s compared
t o t he optimized 1978 process , whereas the 14-cycle reuse sequence without
By t h e sequence break-out, t h e 17-cycle
% prescour saved 1.98$/pound. Only O.Ol+/pound separated t h e cos t per pound 3 4
f ac tors f o r t h e two r euse sequences, i nd ica t ing l i t t l e d i f f e rence from an
economic viewpoint as t o whether o r not a prescour s t e p i s incorporated.
Since the cos t and consumption f a c t o r s were so similar f o r t h e two reuse
sequences, t h e s i m p l i c i t y f a c t o r (fewer unloadings of w e t hose) d i c t a t ed
tha t t h e 14-cycle reuse procedure (Appendix 1 2 ) was t h e company's choice
for long-term implement a t i on.
The percentage of t o t a l cos t compilations were e s p e c i a l l y in t e re s t ing .
78

I
TABLE 22.
Average Cost Data for Sequence Break-Outa
LOAD STEAM WATER AUX. DYES TOTAI. x)sT P%R
L ~ L rnnvent i o n a ~
1.601 1.224 4.375 6 . W 96 1.260 0.290 - ."" (6.6%) (36.6%) (28.0%)
2.135 1.629 4.672 5.26 0.181 115.6%) (3.9%) (45.7%) (34.9%)
17 91.1 0.327 0.103 1.216 1.348 2.994 3.29 (3.4%) (40.6%) (45.0%)
90.9 0.317 0.108 1.217 1.340 2.979 3.28 (3.6%) (40.9%) (45.0%)
%e percentages i n parentheses r ep resen t t h e cont r ibu t ion by item t o the t o t a l average cos t pe r run.
79

,%t i l e i ndus t ry due t o Supply shortages, r i s i n g c o s t s and government
la t ions , from a c o s t viewpoint they remain of minimal importance t o
tmanagement. Dye and chemical c o s t s amounted t o 80-8596 of t h e wet
essing c o s t s f o r a l l of t h e sequences.
2. To ta l Shade Break-Out--Corresponding t o the consmpt i sn break-out
shades, Appendices 27 t o 30 were compiled t o d e t a i l t h e cos t savings i n
ergy, water/sewer, dyes, and a u x i l i a r y chemicals due t o process optimiza-
n and incorpora t ion of dyebath reuse. The component cos t savings by
a r e d e t a i l e d i n Tables 2 3 t o 26, while t h e combined cos t savings are
defined i n Table 27.
1.67t/pound over the 1978 optimized process was ca lcu la ted .
By t h e shade break-out, an average cos t savings of
The cos t p e r
pound savings were lower f o r t h e Nylon 6 shades (SUN and BRM) than for the
Nylon 66 shades (LBE and STA).
the consumption da ta : (1) the l a r g e r l i quor r a t i o f o r t he Nylon 6 shade, and
(2) the 150% higher mass of so f t ene r chemical used i n t h e f in i sh ing s t e p .
f ie cos ts f o r t h e 17-cycle reuse sequence were approximately equal t o those
for the 14-cyc le ' reuse sequence, again emphasizing t h e economic in s ign i f i cance
of the prescour s t e p .
Table 28 l ists t h e cont r ibu t ions by t h e var ious f a c t o r s toward t h e
The reasons have a l ready been discussed f o r
overal l c o s t savings on reuse incorpora t ion , and a l s o d e t a i l s t h e percent
of the t o t a l savings o f f e red by each cont r ibu t ing f ac to r .
s i g n i f i c a n t f a c t o r by f a r was t h e savings i n a u x i l i a r y chemicals (53% of
the t o t a l ) .
sewer con t r ibu t ion was small (5%).
the d i spe r se dyes on nylon, con t r ibu t ing 16% of t h e t o t a l cos t savings.
The most
Energy cont r ibu ted 26% o f t h e savings i n cos t , bu t t h e water/
Dyes r e f l e c t e d t h e high exhaustion of
3. In-Sequence Cycle Break-Out by Shade--Using the consumption da ta
for the s e l e c t e d shade runs, cos t f a c t o r s were derived f o r t h e " typical" in-
80
I

Energy Cost Savings by Shade
SAVINGS SAVINGS 1976 1978 SAVINGS 17-CYCLE 14-CYCLE COMBINED w/REUSE w/REUSE
NYLON CONV. CONV. w/o REUSE REUSE REUSE REUSE OVER 1976 OVER 1978 SHADE TYPE ($/LB. 1 ( $ / L B . 1 ( Q / L B . ) ( $ / L B . ) ( # / L B . 1 ($/LB. 1 ( $ / L B . ) ($/LB . )
LBE 66 1 . 2 1 0.87 0.34 0.38 0.32 0.35 0.86 0.52
STA 66 1.44 0.75 0.69 0.31 0.30 0.31 1.13 0.44
SUN 6 -- 0.84 -- 0.41 0.52 0.47 -- 0.37
BRM 6 -- 0.81 -- 0.33 0.28 0.31 -- 0.50
TOTALS: -- 3.27 -- 1 .43 1 . 4 2 1.44 - - 1.83
AVERAGE: - - 0.82 - - 0.36 0.36 0.36 - - 0.46

Combined Water/Sewer Cost Savings by Shade
SAVINGS SAVINGS 1976 1978 SAVINGS 17-CYCLE 14-CYCLE COMBINED w/REUSE w/REUSE
NYLON CONV. CONV. w/o REUSE REUSE REUSE REUSE OVER 1976 OVER 1978 SHADE TYPE (Q/LB.) (Q/LB. 1 (Q/LB. 1 (+/LB. 1 ($/LB. 1 (B/LB. 1 (Q/LB. 1 (#/LB. 1
LBE 66 0.29 0.18 0.11 0.11 0.11 0.11 0.18 0.07
STA 66 0.31 0.19 0.12 0.10 0.11 0.11 0.20 0.08
SUN 6 - - 0.22 - - 0.12 0.15 0.14 - - 0.08
BRM 6 - - 0.21 -- 0.12 0.12 0.12 -- 0.09
TOTALS: -- 0.80 - - 0.45 0.49 0.48 -- 0.32
AVERAGE: -- 0.20 -- 0.11 0.12 0.12 -- 0.08 03 N
1

TABLE 2 5 .
Combined Auxil iary Cost Savings by Shade
SAVINGS SAVINGS 1976 1978 SAVINGS 17-CYCLE 14-CYCLE COMBINED w/REUSE w/REUSE
NYLON CONV. CONV. w/o REUSE REUSE REUSE REUSE OVER 1976 OVER 1978 SHADE TYPE (Q/LB. 1 (+/LB. 1 (+/LB. 1 (+/LB . ) (+/LBO) (+/LB. ) (+/LB. ) (+/LB. )
L BE 66 - 1.67 2.24 -0.57 1.18 1.08 1.13 0.54 1.11
STA 66 1.67 2.20 -0.53 0.94 0.86 0.90 0.77 1.30
SUN 6 -- 2.51 - - 1.80 2.03 1.92 -- 0.59
BRM 6 -- 2.51 -- 1.80 1.78 1.79 - - 0.72
TOTALS: -- 9.46 -- 5.72 5.75 5.74 - - 3.72
AVERAGE: -- 2.37 -- 1.43 1.44 1.44 -- 0.93
. . -

Combined Dye Cost Savings by Shade
SAVINGS SAVINGS 1976 1978 SAVINGS 17-CYCLE 14-CYCLE COMBINED w/REUSE w/REUSE
NYLON CONV. CONV. w/o REUSE REUSE REUSE REUSE OVER 1976 OVER 1978 SHADE TYPE ($/LB.) ($/LB. ) ($/LB. ) ($/LBO 1 ($/LB.) ($/LB. 1 (t/LB. 1 ($/LB. )
L BE 66 1.03 1.07 -0.04 0.81 0.77 0.79 0.24 0.28
STA 66 1.52 1.50 0.02 1.25 1.20 1.23 0.29 0.27
SUN 6 -- 1.11 -- 1.08 1.09 1.09 - - 0.02 BRM 6 - - 3.17 -- 2.41 2.88 2.65 - - 0.52
TOTALS : -- 6.85 - - 5.55 5.94 5.76 - - 1.09
AVERAGE : -- 1.71 - - 1.39 1.49 1.44 - - 0.27 00 A

SAVINGS SAVINGS 1976 1978 SAVINGS 17-CYCLE 14-CYCLE COMBINED w/REUSE w/REUSE
NYLON CONV. CONV. w/o REUSE REUSE REUSE REUSE OVER 1976 OVER 1978 SHADE TYPE ($/LB.) (Q/LB.) (Q/LB.) (Q/LB. ) (Q/LB. 1 ( W B . 1 (#/LB. 1 (Q/LB.)
LBE 66 4.20 4.36 -0.16 2.33 2.28 2 .31 1.89 2.05
STA 66 4.94 4.73 0.21 2.60 2.64 2.62 2.32 2 .11
SUN 6 - - 4.68 . -- 3.32 3 .79 3.56 - - 1 . 1 2
BRM 6 -- 6.70 -- 5.34 5.29 5.32 -- 1.38
20.47 - - 13.59 14.00 13.81 -- 6.66
AVERAGE: -- 5.12 -- 3.40 3.50 3.45 - - 1.67
TOTALS : --
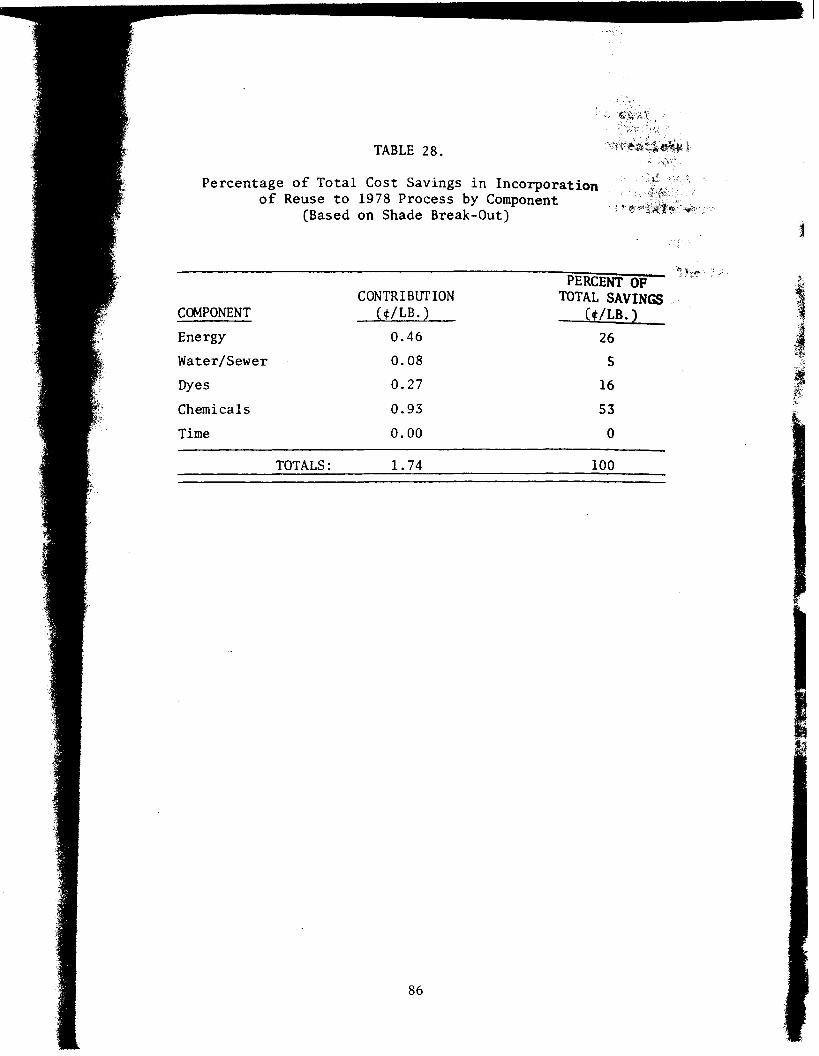
86

compared t o those der ived e a r l i e r f o r t h e 1976 and 1978
ceSses (Table 6 and Appendix 2 4 ) .
s t a n t i a l money over the 1976 process when only energy and mater
sidered; however, as shown i n the following sec t ion , t h e time sav
a l ized i n t h e opt imiza t ion accounted f o r s u b s t a n t i a l cos t savings,
cle reuse in-sequence runs were cheaper on a c o s t p e r weight basis t
The optimized 1978 process
17-cycle reuse runs ( f i n a l column of Appendix 33) .
s igni f icant , however, with t h e in-sequence runs being b a s i c a l l y equal in cost
The d i f fe rence was m k
from t h r e e t o f o u r cycles p e r machine p e r s h i f t , t h e c o s t s p e r pound would be
87
i r respec t ive Of t h e prescour s t e p . The 14-cycle reuse procedure (Appendix 12),
chosen as the company preference f o r long-term reuse incorporat ion, resulted in
an average savings of 2.19$/pound f o r t h e two Nylon 66 shades and l.Sg,+/pound
for the two Nylon 6 shades (an average of 1.89$/pound).
discrepancy between t h e two f i b e r types have a l r eady been discussed.
The reasons for t h e
C. Cost Savings Due t o Time Reduction
The opt imiza t ion of t h e conventional process between 1976 and 1978
resu l ted i n t h e only s i g n i f i c a n t time savings f o r t h e p r o j e c t , an average of
39% (Table 21).
run on personnel cos t s ( s a l a ry and re t i rement ) and overhead cos ts (p lan t and
equipment deprec ia t ion and maintenance, engineer ing, management, and accounting
support, l i g h t s , c l imate con t ro l , e t c . ) . Assuming an average load o f 90 pounds,
the cos t p e r weight f o r t he combined personnel/overhead cos t s amounts t o 48.74/
pound.
From Table 5, Adams-Millis spends approximately $43.80 per
By saving 39% o f t h e process time, fou r cyc le s pe r day p e r machine can
be reasonably accomplished, compared t o t h r e e cyc les f o r t h e 1976 process .
Assuming t h a t t he personnel/overhead cos t s would remain constant on converting

2 , ~ o o pounds/year, t he sav ings t r a n s l a t e d t o $74,664/year, me cos due t o time reduct ion were t o t a l l y due t o opt imizat ion of
rdntional process , a s t h e r euse incorpora t ion d i d not s i g n i f i c a n t l y
ha t i m e reau i red t o dye and f i n i s h t h e hosierv.
Based on t h e r e s u l t s of t h e in -p lan t demonstration, Adams-Millis plans
to convert s i x ( 6 ) 100-pound hos i e ry machines t o dyebath reuse i n the coming
year. The scheduling is such t h a t two (2) machines can be operated from a
single holding tank, and t h u s t h r e e (3) i n su la t ed holding tank s y s t e m must
be constructed t o incorpora te dyebath reuse on t h e s i x machines.
projected cos t f o r incorpora t ing dyebath reuse t o t h e s i x machines i s con-
tained i n Table 28. The es t imated t o t a l cos t f o r converting t h e machines
to reuse systems and t o purchase t h e necessary a n a l y t i c a l equipment is
$28,441.
The
From Table 22 and t h e o t h e r da t a reduct ions , dyebath reuse incorpora-
t ion w i l l save Z#/pound o f t h e p l a n t ’ s wet processing cos t s over t h e optimized
1978 conventional process .
8-hour s h i f t per day, 5 days p e r work week.
rea l ized by opt imizat ion a l l o w s fou r (4) runs p e r machine p e r s h i f t .
Assuming a 51-week work year , t h e p l a n t w i l l process 612,000 pounds of
goods p e r year on the s i x machines adapted t o reuse .
savings f o r Adams-Millis are thus :
The p l a n t i s c u r r e n t l y operat ing only one (1)
The reduced cycle t i m e
The pro jec ted year ly
Pounds year ” - $12,240/~ear i n Savings Pound 612,000
Neglecting p o s i t i v e t a x b e n e f i t s on deprec ia t ion of t h e equipment and
assuming no negat ive r e p a i r o r maintenance c o s t s f o r t h e equipment during
88
I I i I

89

90

or Surpassed all of the project's goals and objectives. me s a v i w F ianergY Over the optimized conventional process were especially signifi-
(54%). Optimization plus reuse incorporation resulted in an en
ction of 75% for the overall project. Adams-Millis is planning to
Vert six machines to the reuse process, and has continued to utilize
machine equipped for the project after the demonstration. The plant
er has recently reported dyeing forty-one (41) batches of pantyhose from
e Same bath with no analysis or shading problems.
e analyses himself, and is gradually becoming accustomed to the many
The dyer is performing
ies of the spectrophotometer/computer system.
91
# DISSEMINATION OF INFORMATION
The investigators have been active in disseminating the results of
reject to the remainder of the industry.
been made or are scheduled is contained in Appendix 34.
A list of presentat€
publi one of the industry's widely-read trade journals is planned upon WE
ociation of Hosiery Manufacturers (NAHM), the American Textile Ma
turer's Institute (ATMI), and the various state associations will also
utilized to publicize the results and cost/benefit analysis of the
92

BIBLIOGRAPHY
1. F . L . Cook, J . E . Dawkins, e t a l . , "Energy Con&a the Text i le Industry", Phase I Technical Report Pro jec t NO. EY-76-05-5099, School of Text i le E and t h e Engineering Experiment S ta t ion , Georgi of Technology, At lan ta , Georgia, 1977.
L. Cook, W. W . Carr, e t a l . , "Energy Conservation fa T e x t i l e Industry", Phase I1 Technical Report of Pro jec t No. EY-76-05-5099, School of Texti le Engineering and t h e Engineering Experiment S t a t i o n , Georgia Institute of Technology, A t l an ta , Georgia, 1979.
3. Anonymous, Chem. Eng. N e w s , 15 (June 13, 1977).