Embed Size (px)
Citation preview
INTRODUCTION
CHAPTER 1
1
1.1 CHEMICAL ROCKETS
One of the landmarks in the history of space science is the invention of
chemical rockets, which opened the universe to human exploration. The exact
origin of chemical rockets is lost in the shadow of time. Many authorities in the
field of rocketry believe that the formulation of black powder by the chinese,
the first rocket propellant, heralded their era (1,2). Indeed chemical rockets are
unique devices, which convert chemical energy into heat and eject "!he stored
matter, to derive momentum required for the propulsion. The energy thus
derived, is from the high pressure combustion reaction of rocket propellants.
1.2 TYPES OF ROCKET PROPELLANTS
The propellants used in rocket engines are classified as solid, liquid and
gaseous propellants according to their physical state. When both solid and
liquid are simultaneously employed, such systems are termed hybrid
propellants. As each propellant system mentioned above has specific merits,
they are chosen as per the requirements in the individual missions (3). Solid
and liquid propellants are, by far, the most widely used energy source for
rockets. In terms of specific impulse, which is the criterion most often used to
evaluate the relative worth of different propellants, liquid propellants have an
edge over the solid propellants (4) and hence they are the logical choice for
2
some applications. Likewise, the advanced nuclear, electrical or ion propulsion
engines, could deliver the highest specific impulses, but at present find only
their use in space, where long duration flights (5) are essential.
1.2.1 Solid propellant
Solid propellants are complex stable mixtures of oxidising and reducing
ingredients, in a plastic cake form, which when ignited, burn in a controlled
manner to result predominantly in high pressure, low molecular weight gases.
These gases at high temperature, when exhausted through the convergent
divergent nozzle of the solid-rocket motor, provide the reaction force for the
rocket propulsion. The combustion of solid propellants is a self-sustaining,
exothermic, rapid oxidising reaction due to the presence of oxidizer and fuel
together. The solid propellants are classified as homogeneous or heterogeneous
based on their physical structure.
1.2. 1. 1 Homogeneous propellants
In the case of homogeneous propellant the oxidizer and fuel are linked
chemically in its structure, in contrast to heterogeneous propellant, wherein
they are physically mixed. Nitrocellulose, for instance, is a widely used
homogeneous propellant. Being a fibrous material, nitrocellulose is gelatinized
3
with other nitrated liquid materials, like nitroglycerin or trimethylol ethane
trinitrate and a small amount of stabilizer. These types of propellants are also
sometimes referred to as double base propellants (6).
1.2.1.2 Heterogeneous propellants
Modern heterogeneous propellants, termed composite propellants, are
constituted from several chemical ingredients like the polymeric binder,
oxidizer, metallic fuel, plasticizer, stabilizer, curing and crosslinking agents,
burning rate catalysts and other minor additives. Out of these, the principal
components are the oxidizer, the metallic fuel and the polymeric binder. Usually
the crystalline oxidizer is suitably dispersed in the polymeric binder.
1.3 OXIDIZERS AND METALLIC FUELS
1.3.1 Oxidizers
The major constituent of a composite propellant by weight is the
oxidizer. Hence the characteristics (7) of the oxidizer undoubtedly, would have
a profound influence on the ballistic and mechanical properties of the
propellant.
The oxidizer is also the source of oxygen in the composite propellant,
4
which when reacts exothermically with the polymeric binder and the metallic
fuel releases large quantities of hot exhaust gases (7).
The principal features of a good oxidizer are high oxygen content, high
density, low heat of formation, non-hygroscopicity, high flame temperature,
non-toxic, non-smoky exhaust gases and easy availability at relatively low cost
(8,9).
1.3. 1. 1 Perchlorates and nitrates
Several crystalline oxidizers like KCI04 , NH4CI04 , LiCI04 , NaCI04 ,
N02CI04 , NaN03 , KN03 , NH4N03 are used in composite propellants. Crystalline
perchlorates and nitrates are the most widely studied oxidizers (10). The
oxidising potentials of perchlorates are known to be high and among them,
nitronium perchlorate is a superior energetic oxidizer, offering interesting
possibilities for the rocket propellant formulations (11). But it is extremely
hygroscopic and reacts with water to form a mixture of nitric and perchloric
acids. All perchlorates produce HCI and other chlorine compounds, which are
corrosive to many materials. Except ammonium, hydrazinium and nitronium
perchlorates, all form dense smoky exhaust due to the presence of KCI or NaCI
which are white powders. Among the nitrates, sodium and potassium nitrates
also produce undesirable smoke in the exhaust, although these nitrates are
relatively cheap and naturally available. By comparison, ammonium nitrate has
of this compound is its low oxidizing potential. However, it is being used for
low performance, low burning rate applications. Another difficulty with this
oxidizer is the polymorphic transformation of its crystals with temperature,
which leads to change in volume, resulting in the development of cracks in the
propellant grains. Out of the crystalline oxidizers, ammonium perchlorate is, by
far, the most preferred oxidizer (9), as others have one or more of the
drawbacks such as non-availability, high cost, hygroscopicity, thermal and
shock sensitivity and imparting inferior propellant mechanical properties.
1.3.2 Metallic fuels
Light metals or metal hydrides (12-14) in finely divided form are
thoroughly dispersed and distributed in the modern composite propellant to
enhance the rocket motor performance. These metallic fuels increase the
efficiency of the propellant, not only through their highly exothermic reaction
with the oxidizer, but also because they exclude water vapour and thereby
increase the hydrogen content in the exhaust gases. Metallic fuels thus prevent
the additional energy loss, due to the water-gas equilibrium and the dissociation
of the water molecules at the combustion temperature into various radicals.
The inclusion of metallic fuels increases the propellant density as well as the
combustion temperature, and suppresses certain types of combustion
6
instabilities. Metal hydride addition to composite propellant is beneficial to
lower the propulsive gas molecular weight. Many of the hydrides like AIH3 ,
AI2Hs, Li3AIHs, BeH2 , Be(BH4 )2 are promising metallic fuels, although, at present
the uses are limited, due to several complications like their undesirable
reactions with other propellant ingredients. Among the metallic fuels Be, B, Mg
and AI have been thoroughly investigated in the past (15,16). Out of these, AI
is the most commonly used metallic fuel due to several advantages (1 7). Most
of the currently available propellants, in fact, are formulated with 10-20% AI,
to achieve a substantial increase in their ballistic properties.
1.4 POLYMERIC BINDERS
1.4. 1 Prerequisites for binders
The binder is the elastomeric matrix which contains the oxidizer and
metallic fuel particles in composite propellants (18,19). Since it is the
continuous phase of a solid propellant, the binder must serve a multitude of
functions. Thus, for a prepolymer to qualify as a good fuel binder it should
possess a number of special qualities. Ideally, it should be a liquid with
workable viscosity (20) and be able to accept high solid loading. It should also
be amenable for conversion to a crosslinked elastomeric network with high
tensile strength, hardness and elasticity (21). Unless the binder remains as a
7
good elastomeric matrix under severe thermal and mechanical stresses, a case
bonded propellant, ie., a solid propellant duly bonded to the rocket motor case,
would develop cracks (22). The polymeric binders thus contribute in a major
way to the structural integrity of the solid propellant grains developed out of
them. The binder should have acceptable low temperature properties (18,23)
and above all should function as a fuel having high H/e ratio yielding low
molecular weight species (24) during the combustion process. These
requirements are satisfied by several polymeric binders but to varying extent
(25).
1.4.2 Types of binders
1.4.2.1 Polysulphides
Polysulphide was one of the earliest entrants among the chemically
crosslinkable prepolymers, when at the Jet Propulsion Laboratory in 1946
scientists mixed potassium and/or ammonium perchlorate with Thiokol LP-3
liquid polymer to which was added a calculated quantity of the oxidative
curative, p-quinone dioxime. This polysulphide prepolymer as demonstrated by
Jorezak and Fettes (26) is synthesised by the reaction of dichloro ethyl formal
and trichloro propane with an excess of sodium polysulphide. Treatment of this
with sodium sulfide and sodium hydrosulphide, results in the controlled
8
cleavage of the long chain polymers to relatively low molecular weight liquid
polymers, possessing terminal mercaptan functionality. The high molecular
weight rubber is generated by the oxidation of mercaptan groups to disulfides
by an oxidant like p-quinone dioxime as shown below.
H (SCH2CH20CH20CH2 CH2S h + HO-N=<:: >= N-OH
tE - (CH2. CH20 CH20 CH2 CH2S-S)y
+ H2N~NH2 + H2 0
E being the end groups of the cured polymer, which are in practice,
small in number and may be the residual hydroxyl functionality, resulted during
the manufacture. Alternatively, some other groups formed along with the last
stages of polymerization, effected through the process of cleavage or
substitution reactions. Further studies on polysulphides by researchers at the
Jet Propulsion Laboratories indeed turned a new leaf in the interdisciplinary
field of composite propellants, based on polymeric fuel binders and inorganic
oxidizers.
9
1.4.2.2 Unsaturated polyesters
Soon better polymeric binders and propellants started to emerge. The
unsaturated polyesters which could be with in a desired molecular weight range
(27,28) were found to be good candidates, as these polymers possess higher
fuel values, than the conventional polysulphides. The unsaturated polyesters
are synthesised, generally through the condensation reaction of monomers
(polyhydric alcohol and polycarboxylic acid) bearing olefinic linkages. The
crosslinking of these polyesters during the propellant cure reaction, is achieved
with the help of a typical olefinic compound in presence of catalysts (29).
Styrene and methyl acrylate are compounds in point.
o
RICH1\CH2
o 0II II+ 2 ~O-C-CH-=CH-C-O-....A./\.fVV
! 0II 1\
~ O-C- CH 2- CH -C-O~
1CH-RICH2I
~O-C-CH2- CH-C-O~II 1\o 0
10
1.4.2.3 Polyurethanes
Several prepolymers with terminal hydroxyl groups have already been
synthesized, which could be cured with isocyanates to give urethane linkages.
Therefore, this class (of binder system) is termed polyurethanes (30,31). Many
of the hydroxyl terminated prepolymers are synthesized by polyesterification
(32) with an excess of difunctional alcohol or by polyetherification as
represented below:
o 0II II
n HO-C-R-C-OH+ (n+1)I
HO-R -OH
~o 0
I II II IHO-R -+ O-C-R-C~O-R +:- OH, n
R RKO H I I
----------;~~ HO --f- CH - C H2-0-t.:-CH -CH2-0HCH2- CH -R nI IOH OH
CR= H, alkyl)
11
Out of this, the polyester prepolymers are generally not preferred because of
the lower specific impulse they impart to the propellants by comparison with
polyethers at the same solid loadings. Another difficulty with polyester
prepolymers is the relatively high viscosity, caused by their broad IT'olecular
weight distribution. Polyethers are low viscosity prepolymers, available in large
quantities, possess proper rate of cure and also have the advantage of greater
aging stability. The most commonly used hydroxy terminated prepolymer being
poly (oxypropylene) glycol.
However, soon hydrocarbon based prepolymers with hydroxyl terminal
functionality were synthesized with better ballistic properties. HTPB belongs to
this category and is widely used as the prepolymer in high energy solid
propellants (33). HTPB when cured with isocyanate curing agents like 2,4
toluene diisocyanate (TOI), resulted in polyurethane as per the reaction shown
below:
HO +CH 2-· CH=CH- CH2 -1n OH + 0= C=N-R - N=C ==0
~ 0 H H 0II I I II
HO+ CH 2 -CH=CH-.-CH2-+n0-C-N-R-N-C-- 0-
12
Besides TDI, hexamethylene diisocyanate (HDI), 3-nitrazapentane diisocyanate
are also being used in high density propellants. The curing agents and the
hydroxy terminated prepolymer described above are essentially difunctional and
hence for crosslinking, a triol like glycerol or trimethylolpropane i5 also used.
The amount of triol added, is critical as the crosslink density (and hence the
mechanical properties) of the final propellant largely depends on this. Because
of the quantitative nature and the convenient rate (which could be controlled
by the selection of suitable catalysts) and the availability of several hydroxyl
compounds permitting the tailoring of propellant mechanical properties,
urethane reaction finds utility in many current propellant formulations.
However, the drawbacks of urethane reactions are the side reactions (30),
such as isocyanate dimerization and urea, biuret and allophanate formation.
Moreover, the moisture content of all ingredients used in propellant
formulations must be "kept as low as possible, to reduce the excessive
crosslinking and the carbon dioxide gas formation (34). The gas thus
generated, if not removed, would invariably result in void formation leading to
a spongy, undesirable propellant. One molecule of water would destroy two
isocyanate groups and generate a urea linkage as depicted below:
~N==C==O+ HOH
H 0, II
~N-C·-OH
13
HI
~N-H +C02
H 0 HI 'I I
~N- C - N....rJV'\./V'v
Further, the chemistry of urethane binders is made more complex by the
extremely high reactivity of isocyanates (30). Any active hydrogen such as
those found on isocyanate derived urethane and urea linkage, is another
potential reaction site. Consequent to the extremely high reactivity of the
isocyanate group, polyurethane propellants need much more sophisticated
processing techniques than that required for carboxyl terminated
polybutadiene, aziridine and/or epoxy - cured propellant systems. Moreover,
polyurethanes have inferior low temperature properties compared to
crosslinked systems formed from CTPBs (35).
14
1.4.2.4 Polybutadienes
Higher fuel value requirements for the solid propellant binders, resulted
in the development of a few saturated as well as unsaturated hydrocarbon
based prepolymers, from time to time (36,37). The thorough acquaintance and
the voluminous studies available in literature, with respect to the elastomeric
1,4 butadiene and copolymers, led scientists to take up polymerization studies
on butadiene and related monomers, to prepare new prepolymers (38-40).
1.4.2.4.1 Synthesis through polymerization
Initially, a butadiene based system which found tremendous application
was the butadiene acrylic acid copolymer (PBAA) (41,42) which could be made
from the monomers, either through the bulk or emulsion polymerization method
(29) and of the two the latter is preferred by the propellant chemists in general.
This is so, because in the aqueous emulsion polymerization, due to the
difference in solubilities of the two monomers, namely, butadiene and acrylic
acid, the process permits to exercise control (43) over the introduction of
acrylic acid moieties into the synthesized copolymer chain. In fact, copolymers
with different average functionalities, molecular weights and molecular weight
distributions are easily achievable by this polymerization method (44) at
15
permissible impurity levels. The copolymer PBAA with an average molecular
weight of 3000 and an average functionality of 2, prepared by the above
method, was widely used as a solid propellant binder. One of the major merits
of the PBAA prepolymer was that it permitted higher oxidizer solid loadings, as
its viscosity at the propellant processing temperature was appreciably low.
However, being a random copolymer, PBAA has certain inherent defects, like
the random nature of functional group distribution along the polymer chain and
also the wide variation of the number of functional groups per prepolymer
molecule. The prepolymer could thus be viewed as a mixture of nonfunctional,
monofunctional, difunctional and polyfunctional molecules exhibiting a range
of molecular weights. The uneven spacing of functional groups and also the
functionality distribution along the polymer chain, led to the poor reproducibility
of mechanical properties for the propellant developed from PBAA (17) and the
surface hardening of these propellants on storage.
The emulsion polymerization method was further extended to prepare
a terpolymer of polybutadiene acrylic acid and acrylo nitrile (PBAN), another
principally polybutadiene based copolymer system, prepared employing azobis
isobutyronitrile initiator as shown below.
16
CH3 C H3I I
N= C - C- N=N- C-C=NI ICH3 CH3
t~~2CH3I
2 .C- C=NI
. CH3
+ YCH 2=CHICN
-t-C H2- CHiy CH.. I I
CN C OOH
~ termination
PBAN
17
The interjection of acrylonitrile moieties in the polymer structure resulted
in the better spacings of carboxyl groups along the prepolymer chain, which
in turn bestows PBAN propellants with much better reproducible mechanical
properties (45). Moreover, the propellants formulated and developed from
PBAN prepolymers exhibited far lesser tendency to surface harden. The
undesirable surface hardening trends, consequent to the attack of oxygen at
the polymer double bonds are generally suppressed in the case of nitrile
rubbers (46). Thus, laboratory simulated experiments with other non-nitrile
polybutadiene based prepolymers like carboxy terminated polybutadienes
(CTPBs) (29) had demonstrated that, by comparison with them, PBAN
propellants substantially resist surface hardening, when exposed to oxygen
even at elevated temperatures. Although first synthesized more than two
decades ago, PBAN based propellants, even today, find use in large booster
rocket motors, carrying several tons of propellants. The free radical initiated
polymerizations carried out in the emulsion system, could be used to synthesise
PBAN or PBAA. The PBAA thus prepared, has a molecular weight range of
2500-4000, viscosity 275-325 poise at 25°C, density 0.90- 0.92 glee, and a
heat of combustion of 10.2-10.4 Kcal/g. The corresponding values for PBAN
are, molecular weight 3000- 4500, viscosity at 25°C, 300-350 poise, density
0.93-0.94 glee and heat of combustion 9.9-10.1 Kcal/g respectively.
In general, polybutadienes of intermediate molecular weight range with
terminal functionality could be synthesized by the free radical or anionic
18
polymerization methods (38-40). The free radical polymerization, usually gives
rise to prepolymers with branched structures and with broad molecular weight
range, in contrast to the anionic method, which results in prepolymers with
narrow molecular weight distributions.
The free radical polymerization mentioned above, is effected through the
use of peroxide as the initiator. The scheme could be outlined as:
o 0II II
HOOC-R-C-O-O- C-R- COOH
t.6• R-COOH +-RCOOH + 2 C02
Inc H2=C H - CH= CH 2
•2 CH2-CH=CH-CH2~R- COO H
lCoupling
CTPB
19
The prepolymer could be prepared by using azo initiators also as
indicated below.
CN CNI I
HOOC - CH2- CH2- C -N=N-C-C H2 - CH2- COO HI ICH3 CH3
C H3I
+-C- CH2-CH2-COOH + N2ICN
~ n CH2=CH-CH=CH2
CN- .1
2 C H2 - CH=CH -C H2'V'VVVV\./ C- C H2 -C H2 - CO 0 HI \C H3
J Coupling
CTP B
The anionic polymerization employs, on the other hand lithium initiation
technique. Organolithium compounds are preferred in many cases. The scheme
could be represented as:
20
x CH2=CH -CH== CH2
lLi-R-Li
L i -( CH2 -CH= CH-CH2 -+-)n-+( CH2 - CH -t=- LiI m
11. C02 CH= CH22. Acid
HOOC -( CH2-CH=CH-CH2J:::-t CH2 -CH~ COOHn I m
CH=CH 2
eTPS
The above synthetic routes led to CTPB prepolymers with an average
molecular weight of 3500-5000. Still lower molecular weight polybutadiene
(M'11 = 2800) prepolymers are also available, possessing hydroxyl functionality.
Several attempts have been made to synthesize polybutadienes and
other rubbers of intermediate molecular weight range with terminal functionality
(47) through the various degradation techniques also.
1.5 DEGRADATION OF POLYMERS
It was found that degradation of high molecular weight polymers,
results in the formation of polymers with either intermediate (48) or low
21
molecular weight products, depending on the extent of polymer backbone
chain scission (49,50) and it could be brought about by a host of physical or
chemical agencies (51-56) or a combination of them (57). Thus, a reduction in
polymer molecular weight could be effected either through mechanical,
thermal, or chemical means or by employing specific agencies like the
ultraviolet rays, as in the case of photodegradation (58). Ultrasonics (59) could
also be used to bring down the polymer molecular weight. Besides these, high
energy radiations like gamma, alpha and beta rays are frequently utilized to
bring forth degradation (60,61) of a large number of polymers.
Polymer chains under mechanical stresses (62-71) could be ruptured to
smaller fragments, where by macroradicals are produced, the presence of
which have been confirmed by the ESR spectral studies (72,73). Examples of
such macroradicals generated from polymers like polyethylene and
polypropylene are given below:
~CH2-CH2-CH2-CH2~
/'\./\./VV'\rv-CH2-CH2- + -CH2 -CH2~
CH3 CH3I I
~CH-CH2-CH- CH2~
1CH3I
-C- CH2 ..rvvvvvIH
22
The radicals are often generated at 77 K by ball-milling or grinding in the
absence of oxygen, although many times it becomes impossible to identify,
either one or both the primary radicals thus produced (as a result of the main
chain scission) because they are rather very unstable even at 77K. Thus, the
ESR spectrum of polybutadiene which underwent mechanical degradation,
could not detect the presence of the following primary radical (I).
H H H, I I
• C-C=C-C-CI I I I IH H H H H
H HI • I
H-C-C-C=C-CI I I I IH H H H H
IT
as it gets transformed into a secondary radical (II) by the hydrogen atom shift
which could be detected (72). Macroradicals are also suitable for preparing
block copolymers (70,74).
23
Some high molecular weight polymers like polyisobutene (75), when
repeatedly extruded in a capillary rheometer at 80aC, undergo shear
degradation and consequently the average molecular weight decreases under
the influence of the mechanical stress. It is thus concluded that chemical bonds
are ruptured under the influence of stress. In some specific cases, u!trasonic
waves are frequently preferred to induce polymer degradation, as in the case
of polystyrene, in a nitrogen saturated cyclohexanone solution, for the
mechanical degradation of this polymer (76). Ultrasonic degradation studies on
several polymers (77,78) have revealed its effectiveness in conveniently
dispersing the mechanical energy (79) in polymer solutions.
1.5.1 Mastication of rubber
Degradation studies with respect to elastomers like natural rubber,
which essentially is cis 1,4 polyisoprene, dates back to 19th century (80).
Mastication is a term coined especially for the mechanical treatment of natural
rubber. Notable reductions in average molecular weights have been achieved,
in the case of rubbers, when the mastication process was carried out in the
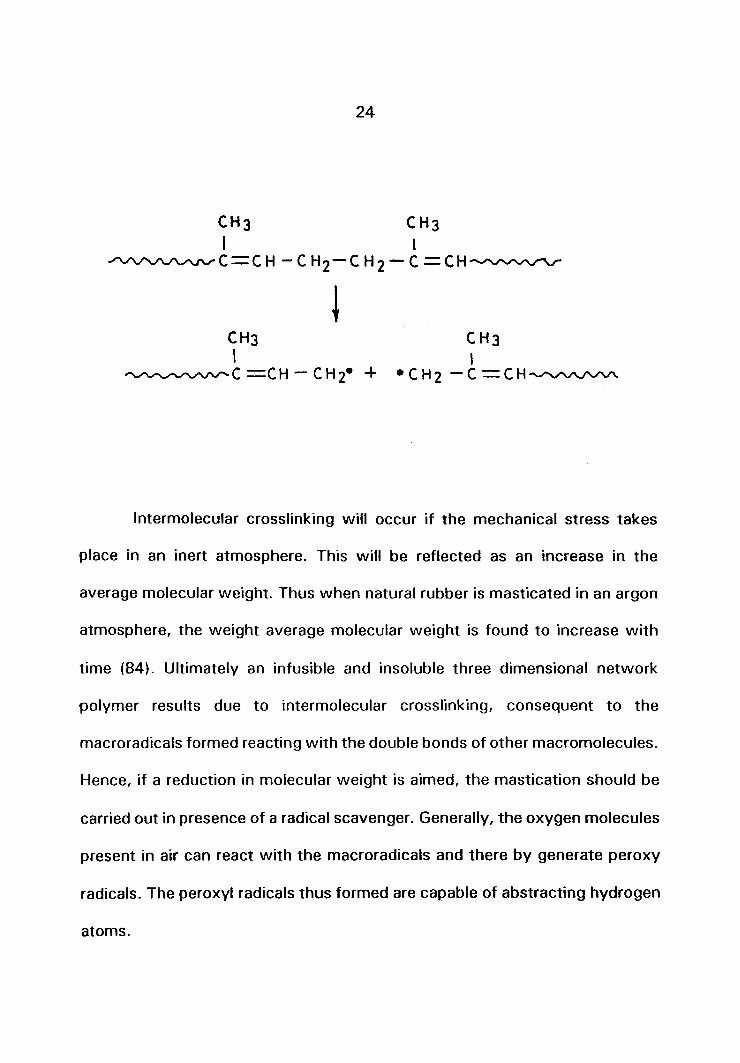
presence of air (81). During mechanical degradation of rubbers, allyl type
radicals are produced by the homolytic bond scission (82,83).
24
CH3 CH3I I
~C=CH-CH2-CH2-C=CH~
CH3I
~C=CH-CH2· +
Intermolecular crosslinking will occur if the mechanical stress takes
place in an inert atmosphere. This will be reflected as an increase in the
average molecular weight. Thus when natural rubber is masticated in an argon
atmosphere, the weight average molecular weight is found to increase with
time (84). Ultimately an infusible and insoluble three dimensional network
polymer results due to intermolecular crosslinking, consequent to the
macroradicals formed reacting with the double bonds of other macromolecules.
Hence, if a reduction in molecular weight is aimed, the mastication should be
carried out in presence of a radical scavenger. Generally, the oxygen molecules
present in air can react with the macroradicals and there by generate peroxy
radicals. The peroxyl radicals thus formed are capable of abstracting hydrogen
atoms.
25
The mastication technique for the reduction of polymer molecular
weight is not restricted to natural rubber alone, infact it has successfully been
applied to butyl rubbers, EPDM, polychloroprene, styrene nitrile and acrylic
rubbers as well. Since during the mechanical degradation macroradicals are
generated, chemists have used this method for the synthesis of block and graft
copolymers also (85).
1.5.2 Copolymers
A good deal of studies in the past had been devoted to the syntheses
of block copolymers with various elastomers (86), as scientists find a special
delight in combining the properties of different polymers in a single system.
This led to the development of vast and diverse varieties of copolymers with
suitable combinations of the desired properties (87-90). Conversion of
chemically inert and unvulcanisable polyisobutene to vulcanisable rubbers by
the incorporation of polyisoprene unsaturated blocks, into the polymer chain
is a classical example (91). Later, different possibilities have been
demonstrated by researchers for the syntheses of new combinations,
employing mechanochemical syntheses (54,92-95) of various polymers and
also their utility for the preparation of many commercial polymers. Very exotic
block and graft hydrocarbon based copolymers have been synthesised through
the mechanochemical synthetic routes. These polymers were possessing many
26
useful properties in a single macromolecule, which were otherwise
unattainable. Several publications had appeared, over a period of time, in this
regard (85,96). It has become apparent that many interesting block and graft
copolymers could be synthesized, by subjecting polymer-polymer or
polymer-monomer systems to high speed stirring or ultrasonic irradiation (97).
The block copolymer synthesis on a laboratory scale, through ultrasonic
treatment had been demonstrated already by many scientists (98-101).
1.5.3 Functionalization of polymers
Degradation,as has already been mentioned,is an effective method for
preparing polymers with low or intermediate molecular weights, starting from
high molecular weight polymers (102) and in many cases it could be made an
effective route for the introduction of various functional groups also.
Khodzhemirov, Sorokina and Kosolova had successfully demonstrated (103) the
preparation of intermediate molecular weight range high cis content polymers,
through the degradation of (high molecular weight) conjugated dienes in
presence of tungsten based catalysts. In another approach Mori, Fuji (104) and
Kempermann (105) had studied the thermal degradation of natural rubber in
presence of catalysts employing phenyl hydrazone. Similarly, the sensitizing
effect of various catalysts in the photodegradation studies of neoprene and
natural rubber had been evaluated in detail by Ranby and Rabek (106) and the
27
obvious effect of hydrogen peroxide and p-toluene sulfonic acid redox couples
in the depolymerisation process were evaluated by Pautrat and Marteau (107).
Palit, Mukherjee and Konar (108) could successfully introduce terminal carboxyl
functionality, after subjecting natural rubber to mastication. In many cases,
mastication to obtain polymers with intermediate molecular weight range is a
nonrandom degradation process, because the rupture according to Angier (109)
and Brislow (110) is not at random, but occurs mainly in molecules whose size
exceeds the critical chain length. It was further shown (37) that terminal
hydroxyl functionality could be introduced in natural rubber of useful molecular
weight range and distribution, prepared through the mastication process, by
the subsequent treatment of it with a 30-40% hydrogen peroxide solution. This
has resulted in hydroxyl terminated telechelics of relatively lower molecular
weights and the studies with these and similar functionalized polymers have
established their utility as (solid propellant) binders (111), sealants (112),
coating materials (113) and adhesives (114).
1.5.3.1 Oxidative degradation
An attractive alternative for the preparation of ((, (,.) functionalized
polymers of suitable molecular weight range, is the controlled degradation of
high molecular weight polymers possessing cleavable bonds. This strategy has
been employed in the past to prepare telechelic oligobutenes by the oxidative
degradation method (115).
28
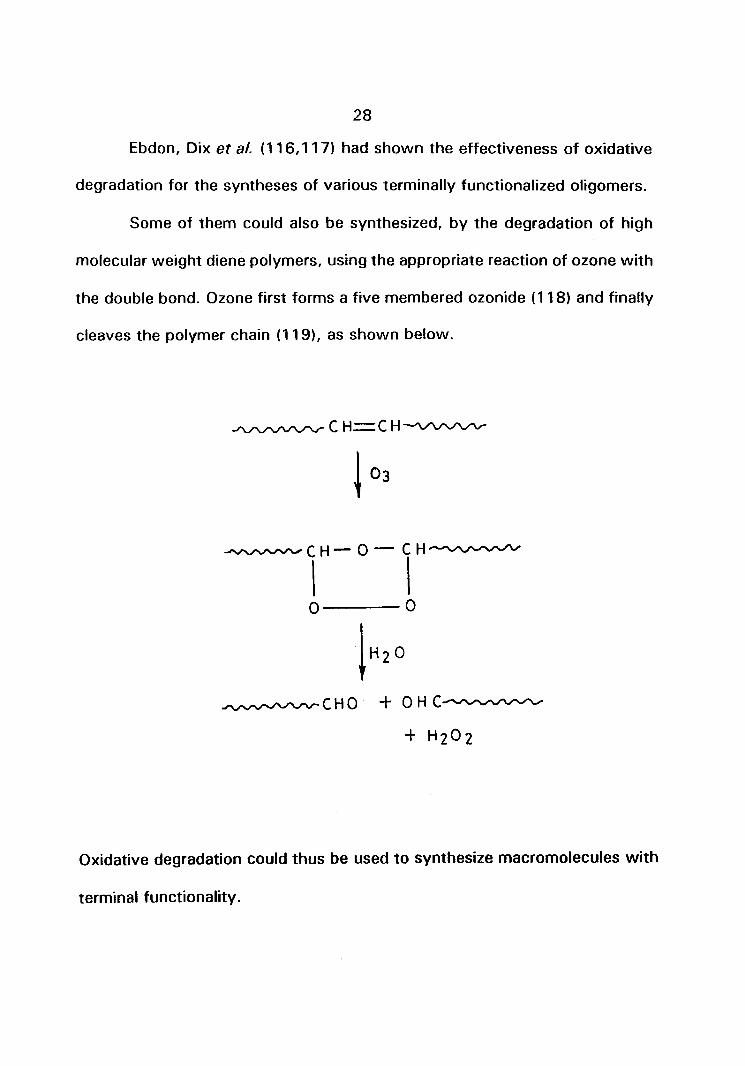
Ebdon, Dix et al. (116,117) had shown the effectiveness of oxidative
degradation for the syntheses of various terminally functionalized oligomers.
Some of them could also be synthesized, by the degradation of high
molecular weight diene polymers, using the appropriate reaction of ozone with
the double bond. Ozone first forms a five membered ozonide (118) and finally
cleaves the polymer chain (119), as shown below.
J'VVV'\/'\./"V CH.::=CH-vvvvv-
~CH-O-CH~
\ 1° 0
~H20~CHO +OHC~
+ H202
Oxidative degradation could thus be used to synthesize macromolecules with
terminal functionality.





























