Embed Size (px)
Citation preview
Improving thin-film manufacturing yieldwith robust optimization
Jonathan R. Birge,1,* Franz X. Kärtner,2 and Omid Nohadani3
1Research Laboratory of Electronics and Department of Electrical and Computer Engineering,Massachusetts Institute of Technology, 77 Massachusetts Avenue, Cambridge,
Massachusetts 02139, USA2Research Laboratory of Electronics and Department of Electrical and Computer Engineering,
Massachusetts Institute of Technology, 77 Massachusetts Avenue, Cambridge,Massachusetts 02139, USA
3School of Industrial Engineering, Purdue University, West Lafayette, Indiana 47907, USA
*Corresponding author: [email protected]
Received 2 August 2010; accepted 26 August 2010;posted 13 September 2010 (Doc. ID 132773); published 14 October 2010
A novel robust optimization algorithm is demonstrated that is largely deterministic, and yet it attemptsto account for statistical variations in coating. Through Monte Carlo simulations of manufacturing, wecompare the performance of a proof-of-concept antireflection (AR) coating designed with our robust op-timization to that of a conventionally optimized AR coating. We find that the robust algorithm producesan AR coating with a significantly improved yield. © 2010 Optical Society of AmericaOCIS codes: 310.4165, 310.5696.
1. Introduction
Manufacturing errors often limit the performance ofthin-film devices [1]. This is especially the case forcertain emerging applications of thin-film filters thatrequire extremely high precision responses, such asnarrow bandpass filters for telecom and dispersioncompensating mirrors for ultrafast optics, to namejust a few. There has been a significant amount ofrecent activity toward developing design approachesthat mitigate the effects of manufacturing errors.These efforts may be broadly grouped into twoclasses: methods that aim to predict the mostmanufacturable design among a preexisting set ofgenerated stacks, and methods that seek to directlyproduce designs that are more robust to manufactur-ing tolerances. Chief among the former class is a re-cent work by Tikhonravov and Trubetskov, whichvery accurately simulates the full manufacturing
process [2], including the feedback effects of opticalmonitoring that can lead to statistical correlationsbetween layers. This approach has the benefit of in-corporating as much information as possible aboutthe actual production process, with the downsidebeing that such simulations are not amenable them-selves to being directly optimized. On the other hand,approaches that seek to directly minimize some sta-tistic of the coatings produced must, by necessity,involve some assumptions and approximations aboutthe manufacturing, as it is not currently computa-tionally feasible to optimize a full simulation of thecoating process. An example of work in this vein isthe stochastic optimization algorithm developed byYakovlev and Tempea, which has proven effectivein improving the sensitivity of chirped mirrors [3].However, their approach, being nondeterministic,is computationally more involved than standarddeterministic gradient descent-based optimization.
As disclosed in recent papers [4,5], we have devel-oped an approach to robust optimization that isentirely deterministic. It involves minimizing the
0003-6935/11/090C36-05$15.00/0© 2011 Optical Society of America
C36 APPLIED OPTICS / Vol. 50, No. 9 / 20 March 2011

maximum merit function found within a region ofuncertainty surrounding a trial solution, wherepossible errors may occur. That is, we seek a solutionwhich minimizes the worst-case error caused bymanufacturing errors limited by some bound. Whilethis “min–max” method is computationally efficient,by necessity it involves significant simplifying as-sumptions on the nature of the errors. Furthermore,minimizing the worst-case error does not necessarilyresult in a design that is manufacturable in a real-world context.
In a commercial thin-film coating facility, themanufacturing yield is likely themost relevant quan-tity to optimize. Were computational resources un-constrained, the best design approach would be toperform a stochastic optimization of the yield pre-dicted by a full simulation of the manufacturing pro-cess. In practice, however, even a local optimizationof the yield is intractable for anything but the sim-plest of coatings, as the yield predicted by MonteCarlo simulation is a piecewise constant functionof the design parameters, making computation of ameaningful gradient difficult. Moreover, simply com-puting the yield itself involves the significant burdenof Monte Carlo simulations with large n, especiallywhen comparing trial solutions with either low orhigh yields [6].
In a previous work, we developed a method to per-form deterministic robust optimization for a chirped-mirror design by minimizing the worst-case meritfunction found within a subset of the hyperspheresurrounding a point in the design space. This subsetwas chosen in an ad hoc attempt to reconcile the per-formance of the deterministic algorithm with the sta-tistical reality of actual manufacturing processes [5].In the final analysis, however, the algorithm is stilllimited by the fact that it involves a deterministicgradient search in the space surrounding a trialsolution and is susceptible to being unduly affectedby isolated spikes in the merit function. While theapproach did succeed in improving the expected var-iance of a chirped dispersion compensating mirrorpair, subsequent study indicated that the yield wasnot improved except when relatively large layererrors were assumed.
In light of the above, we address the issue of yieldby adding a postprocessing step to the robust optimi-zation routine. This final step consists of a one-dimensional global search along a path in the statespace between the min–max optimum and the nom-inal optimum to find the intermediate design withthe best yield. In this paper, we refer to yield asthe fraction of designs that satisfy some defined ac-ceptable standard. We find that yields are improvedsignificantly by this refinement, and yet the stepdoes not add significantly to the run time of the algo-rithm because only one dimension is searched.
Our robust optimization algorithm is designed toreplace a gradient descent routine in the larger con-text of a design approach (such as needle optimiza-tion [7] or gradual evolution). We propose that
considering robustness explicitly, albeit in the con-text of approximations to the manufacturing process,is a more efficient and effective way to mitigatemanufacturing errors than doing more accuratesimulations after optimization to rank a set of poten-tial designs.
2. Method
Our method begins by first performing a very briefstandard gradient descent, with a termination cri-teria several orders of magnitude away from whatwould normally be used. (We use a relative meritfunction change of 1=1000.) This avoids the robustoptimization becoming stuck in a local extrema tooearly, and yet gives it enough room to find a solutiondifferent from that which would normally be foundby a standard nominal optimization.
We then seek a minimum worst-case design xusing the algorithm described in detail by Nohadaniet al. [5]. This algorithm, at the core of our approach,probes the merit function in a bounded space of po-tential layer thickness errors. While this results in amuch more computationally involved optimization,the result is more robust to significant perturbationas the full structure of the merit function is consid-ered in a neighborhood around a nominal solution.
For the purposes of this min–max optimization, wemodel manufacturing errors as independent randomsources of additive noise, because any known sys-tematic errors, such as miscalibration, can be bestaddressed in the actual production. Therefore, we as-sume that, when manufacturing a mirror with layerthicknesses given by x, statistically independentadditive implementation errors Δx ∈ Rn may beintroduced due to variation in the coating process,resulting in an actual thickness of xþΔx. Weassume a mean of zero and a variance on eachlayer that is motivated by actual manufacturingerrors. Here, Δx resides within an uncertainty setU :¼fΔx ∈ Rn∣∥Δx∥2 ≤ Γg. Note that Γ > 0 is a sca-lar describing the size of perturbation against whichthe design needs to be protected. For this paper, wetook the manufacturing uncertainty to be normallydistributed with a standard deviation of σ ¼ 1nm.The robust optimization method seeks to minimizethe worst-case cost via
minx
gðxÞ ≡ minx
maxΔx∈U
f ðxþΔxÞ: ð1Þ
When implementing a certain design x ¼ x̂, the possi-ble realization due to implementation errors Δx ∈ Ulies in the neighborhood set N :¼fx∣‖x − x̂‖2 ≤ Γg.
Therefore, gðx̂Þ, is the maximum cost attainedwithinN . LetΔx� be the worst implementation errorat x̂, Δx� ¼ argmaxΔx∈Uðx̂þΔxÞ. Then, gðx̂Þ is givenby f ðx̂þΔx�Þ. Because we seek to navigate awayfrom all the worst implementation errors, the innermaximization problem needs to be solved first. Weconduct local gradient ascent searches to determinethe worst configurations within N .
20 March 2011 / Vol. 50, No. 9 / APPLIED OPTICS C37
One of the risks of this approach is that the algo-rithm compromises nominal performance too muchto avoid a worst-case error that is very unlikely tooccur in practice. In other words, the algorithmmight try to avoid a very localized but high spikein the merit function space. One promising class of“rare” perturbations to eliminate from considerationare those that have strong resonances, manifestingas spikes in the autocorrelation of the thickness per-turbation vector. Indeed, we found that, when themaximization was unconstrained, the maxima gen-erally either fell into this class or consisted of shiftsof all the layers in the same direction. We thus re-strict the search to error vectors whose Fourier com-ponents have uniform amplitude [5] except for the dccomponent, which is constrained to zero. This has theadditional benefit of allowing us to obtain the set oflocal maxima using a simple unconstrained optimi-zation over the Fourier component phases. While thisconstraint cannot be rigorously justified beyond thefact that the optical density of a multilayer stack as afunction of distance is closely related to the Fouriertransform of the transmission function [8], we haveempirically observed that the constraint is necessaryfor meaningful improvements in yield.
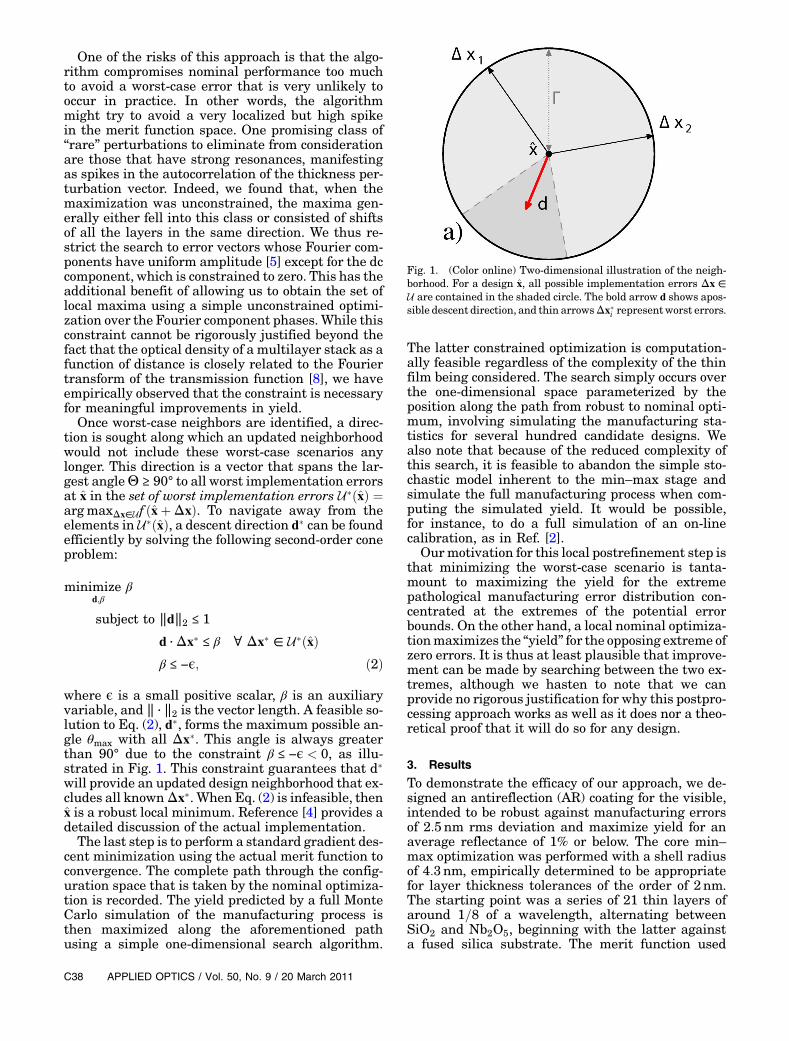
Once worst-case neighbors are identified, a direc-tion is sought along which an updated neighborhoodwould not include these worst-case scenarios anylonger. This direction is a vector that spans the lar-gest angleΘ ≥ 90° to all worst implementation errorsat x̂ in the set of worst implementation errors U�ðx̂Þ ¼argmaxΔx∈U f ðx̂þΔxÞ. To navigate away from theelements in U�ðx̂Þ, a descent direction d� can be foundefficiently by solving the following second-order coneproblem:
minimize βd;β
subject to ‖d‖2 ≤ 1
d ·Δx� ≤ β ∀ Δx� ∈ U�ðx̂Þβ ≤ −ϵ; ð2Þ
where ϵ is a small positive scalar, β is an auxiliaryvariable, and ‖ · ‖2 is the vector length. A feasible so-lution to Eq. (2), d�, forms the maximum possible an-gle θmax with all Δx�. This angle is always greaterthan 90° due to the constraint β ≤ −ϵ < 0, as illu-strated in Fig. 1. This constraint guarantees that d�will provide an updated design neighborhood that ex-cludes all knownΔx�. When Eq. (2) is infeasible, thenx̂ is a robust local minimum. Reference [4] provides adetailed discussion of the actual implementation.
The last step is to perform a standard gradient des-cent minimization using the actual merit function toconvergence. The complete path through the config-uration space that is taken by the nominal optimiza-tion is recorded. The yield predicted by a full MonteCarlo simulation of the manufacturing process isthen maximized along the aforementioned pathusing a simple one-dimensional search algorithm.
The latter constrained optimization is computation-ally feasible regardless of the complexity of the thinfilm being considered. The search simply occurs overthe one-dimensional space parameterized by theposition along the path from robust to nominal opti-mum, involving simulating the manufacturing sta-tistics for several hundred candidate designs. Wealso note that because of the reduced complexity ofthis search, it is feasible to abandon the simple sto-chastic model inherent to the min–max stage andsimulate the full manufacturing process when com-puting the simulated yield. It would be possible,for instance, to do a full simulation of an on-linecalibration, as in Ref. [2].
Ourmotivation for this local postrefinement step isthat minimizing the worst-case scenario is tanta-mount to maximizing the yield for the extremepathological manufacturing error distribution con-centrated at the extremes of the potential errorbounds. On the other hand, a local nominal optimiza-tionmaximizes the “yield” for the opposing extreme ofzero errors. It is thus at least plausible that improve-ment can be made by searching between the two ex-tremes, although we hasten to note that we canprovide no rigorous justification for why this postpro-cessing approach works as well as it does nor a theo-retical proof that it will do so for any design.
3. Results
To demonstrate the efficacy of our approach, we de-signed an antireflection (AR) coating for the visible,intended to be robust against manufacturing errorsof 2:5nm rms deviation and maximize yield for anaverage reflectance of 1% or below. The core min–max optimization was performed with a shell radiusof 4:3nm, empirically determined to be appropriatefor layer thickness tolerances of the order of 2nm.The starting point was a series of 21 thin layers ofaround 1=8 of a wavelength, alternating betweenSiO2 and Nb2O5, beginning with the latter againsta fused silica substrate. The merit function used
Fig. 1. (Color online) Two-dimensional illustration of the neigh-borhood. For a design x̂, all possible implementation errors Δx ∈U are contained in the shaded circle. The bold arrow d shows apos-sible descent direction, and thin arrowsΔx�i representworst errors.
C38 APPLIED OPTICS / Vol. 50, No. 9 / 20 March 2011
was the total optical power reflected, assuming auniform source spanning 400 to 700nm in the wave-length domain. A quasi-Newton optimization wasused for thenominal optimization, aswell as the innermaximization used in the robust problem [Eq. (1)].
The robust algorithm was compared to the resultsfrom a single gradient descent from the same start-ing point, with no opportunity for additional layers.As our robust optimization algorithm is designed toreplace a gradient descent routine in the larger con-text of a design approach (such as needle optimiza-tion [7] or gradual evolution), we can only fairlycompare the results from the robust algorithm witha single gradient descent. Our goal with the presentwork was to compare our robust routine with that ofa gradient descent to determine if any advantage inyield was attainable.
For the final yield maximization, we modeled themanufacturing process as producing layers with nor-mally distributed errors, hard limited to always havea positive layer thickness. We note that this modelwas chosen for simplicity, and that it is also possibleto specify a manufacturing model that involves non-identically distributed errors, or even correlatederrors. This final stage typically only took around5 min on an eight-core PC, leaving significant room
to introduce extra complexity in the manufacturingmodel. For this purely numerical test, however, therewas no motivation to do so.
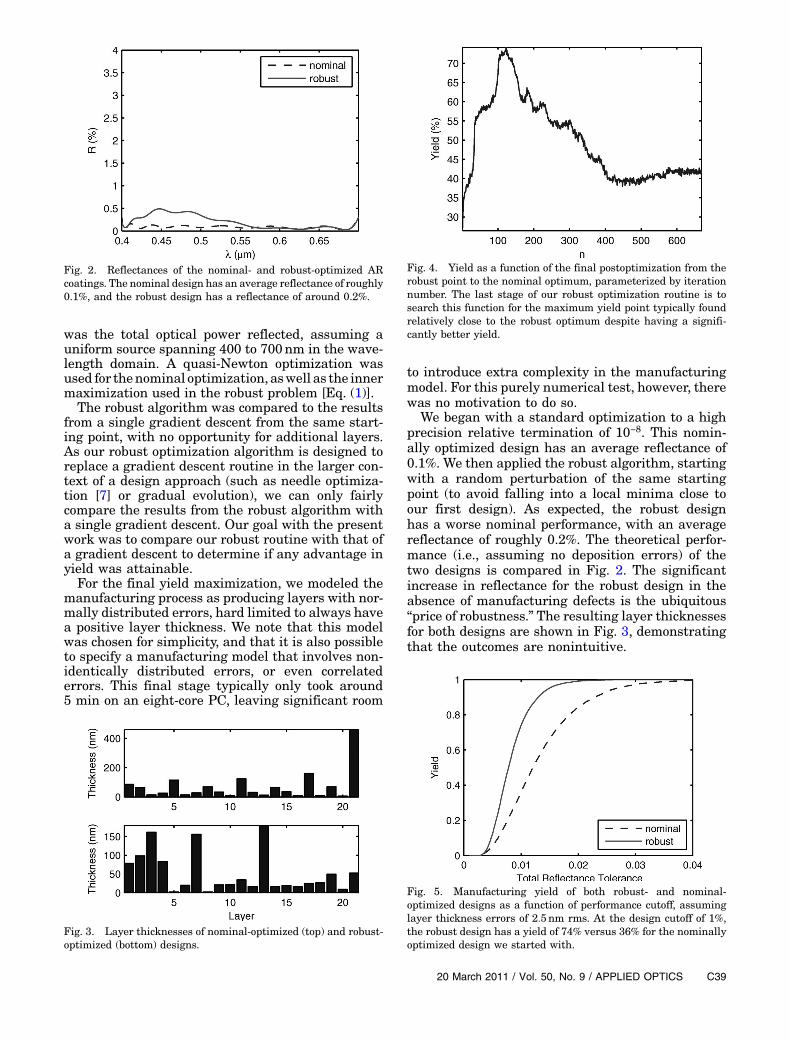
We began with a standard optimization to a highprecision relative termination of 10−8. This nomin-ally optimized design has an average reflectance of0.1%. We then applied the robust algorithm, startingwith a random perturbation of the same startingpoint (to avoid falling into a local minima close toour first design). As expected, the robust designhas a worse nominal performance, with an averagereflectance of roughly 0.2%. The theoretical perfor-mance (i.e., assuming no deposition errors) of thetwo designs is compared in Fig. 2. The significantincrease in reflectance for the robust design in theabsence of manufacturing defects is the ubiquitous“price of robustness.” The resulting layer thicknessesfor both designs are shown in Fig. 3, demonstratingthat the outcomes are nonintuitive.
Fig. 2. Reflectances of the nominal- and robust-optimized ARcoatings. The nominal design has an average reflectance of roughly0.1%, and the robust design has a reflectance of around 0.2%.
Fig. 3. Layer thicknesses of nominal-optimized (top) and robust-optimized (bottom) designs.
Fig. 4. Yield as a function of the final postoptimization from therobust point to the nominal optimum, parameterized by iterationnumber. The last stage of our robust optimization routine is tosearch this function for the maximum yield point typically foundrelatively close to the robust optimum despite having a signifi-cantly better yield.
Fig. 5. Manufacturing yield of both robust- and nominal-optimized designs as a function of performance cutoff, assuminglayer thickness errors of 2:5nm rms. At the design cutoff of 1%,the robust design has a yield of 74% versus 36% for the nominallyoptimized design we started with.
20 March 2011 / Vol. 50, No. 9 / APPLIED OPTICS C39

To illustrate the significant improvement in yieldthat is found by searching along the path intermedi-ate to the robust and nominal extrema, in Fig. 4 weshow the simulated yield as a function of optimiza-tion iteration. In Fig. 5 we show the expected yield(i.e., the percentage of coatings that possess a mini-mum performance) for a range of target reflectivities,assuming a rms layer variation of 2:5nm. Despitebeing designed to have more than twice the reflectiv-ity, the robust design yields significantly more thanthe nominal stack above a tolerance of about 0.1%average reflectance. The yield for the robust stackat the design cutoff reflectance of 1% is more thandouble that of the nominal design.
4. Conclusions
Our robust optimization method explicitly seeks tominimize the worst-case performance as a startingpoint for a more computationally tractable searchfor designs with better manufacturing yield. Weshow, in the case of an AR coating, that this approachis capable of significant improvement in manufactur-ing yields compared to straight gradient descentoptimization. As our approach is ultimately intendedto replace gradient descent optimization within thecontext of a larger design evolution, the next step willbe to integrate our scheme into a design frameworksuch as gradual evolution or needle optimization.Doing so, and actually testing the results in a manu-factured design, would be a necessary ultimatevalidation of our approach.
The authors gratefully acknowledge support fromthe National Science Foundation (NSF) under con-tract AST-0905592, the Defense Advanced ResearchProjects Agency (DARPA), HR0011-05-C-0155, andthe National Aeronautics and Space Administration(NASA) under grant NNX10AE68G.
References
1. B. Sullivan and J. Dobrowolski, “Deposition error compensa-tion for optical multilayer coating. I. Theoretical description,”Appl. Opt. 31, 3821–3835 (1992).
2. A. Tikhonravov and M. Trubetskov, “Computational manufac-turing as a bridge between design and production,” Appl. Opt.44, 6877–6884 (2005).
3. V. Yakovlev and G. Tempea, “Optimization of chirpedmirrors,”Appl. Opt. 41, 6514–6520 (2002).
4. D. Bertsimas, O. Nohadani, and K. M. Teo, “Robust nonconvexoptimization for simulation-based problems,” Oper. Res. 58,161 (2010).
5. O. Nohadani, J. R. Birge, F. X. Kärtner, and D. J. Bertsimas,“Robust chirped mirrors,” Appl. Opt. 47, 2630–2636 (2008).
6. A. V. Tikhonravov, M. K. Trubetskov, and T. V. Amotchkina,“On the reliability of computational estimations used forchoosing the most manufacturable design,” inOptical Interfer-ence Coatings, OSA Technical Digest (Optical Society ofAmerica, 2010), paper TuA3.
7. A. Tikhonravov, M. Trubetskov, and G. DeBell, “Application ofthe needle optimization technique to the design of optical coat-ings,” Appl. Opt. 35, 5493–5508 (1996).
8. P. Verly, “Fourier transform technique with refinement in thefrequency domain for the synthesis of optical thin films,” Appl.Opt. 35, 5148–5154 (1996).
C40 APPLIED OPTICS / Vol. 50, No. 9 / 20 March 2011