Embed Size (px)
Citation preview

Improvement of the Current Capacity of Al-Zn-In Anode by Casting Parameters and Magnesium addition
M. Saremi, A. Keyvani, H. Sina and M. Emamy
Metallurgy & Materials Department, University of Tehran, Tehran, Iran
P. O. Box 11365/4563, Fax: +98-21-8006076 [email protected]
Abstract In the present work the effects of mould temperature and casting temperature have been studied on the potential and current capacity of Al-Zn-In anodes. Electrochemical polarization and NACE standard methods were used to evaluate the anodic behavior, potential and current capacity of the anodes. It is shown that metallic molds having higher temperatures could provide better condition for obtaining homogenous structures with minor inclusions. The optimum condition of anode operation may be provided where mold and pouring temperatures equal to 400 and 710ºC respectively, in which a fine structure, phase distribution and lack of casting faults are obtained. Some alloying elements such as Mg, Mn, Ti, Zr, Sr are added to the base alloy in order to improve its efficiency together with its capacity. In this study the anodic behavior of Influence of Mould Temperature and Al-Zn-In alloy at different concentration of Magnesium of 1 to 4 wt. %, is studied. The result of experiments of this anode shows that 2 wt. % Mg, casting and mold temperature at 730 and 350oC are obtained the consumption decrease from about 3.8 to 3.3 Kg.Ay-1. Anode capacity also increases and potential of this anode stands to about -1045 mV. Keywords: Aluminum Anode; Casting; Current Capacity; Magnesium
Introduction Aluminum alloy sacrificial anodes are widely used in cathodic protection technology. Their interesting properties, due to low specific weight, low electrode potential and high current capacity, are often hindered by the presence of a passive oxide film which causes several difficulties in their practical application. Application of commercial aluminum as sacrificial anode for cathodic protection systems is limited by the presence of an omnipresent oxide on the metal surface in aqueous environments, and localized corrosion of metal in halide containing environments [1-4]. Alloying elements such as Zn, In and Tin are added to achieve this active state but understanding the role of alloying elements in promoting active dissolution of aluminum is necessary for obtaining the high anode efficiency. Among these alloys, Al-Zn-In anodes are most promising because of their low polluting effect on seawater environment compared with Mg-activated Al anodes, and because of their easy producing techniques compared with Sn-activated aluminum anodes which need to be heat treated after casting [5, 6]. Numerous theories have been proposed in order to explain the activating influence of In and Zn on aluminum in chloride aqueous media [7-10]. The attack initiation of Al-Zn-In alloy is related to In-Zn rich zones located at grain boundaries [9]. It has been previously shown that only the presence of In in true electric
2
contact with Al is responsible for activating of Al-In alloys [11]. It has been proved that there is a passivation-redeposition mechanism in activating of aluminum with indium [12, 13]. A higher instability of the oxide layer due to the formation of ZnAl2O4 spinel in Al-Zn-In alloys [14, 15], which facilitates the diffusion of In3+ ions in surface oxide layer, and prefertional Zn dissolution and In accumulation, can explain the role of zinc on activation of process [16]. It has been also postulated that when In/Zn concentration ratio increases, the Al dissolution rate will decrease [17, 18]. In addition to the amount of alloying elements presented in Al-Zn-In alloys, the distribution of these alloying elements and the grain size can affect on the electrochemical behavior of the anode. It has been said that the current efficiency (i.e. attack morphology) depends to some extent on the solidification microstructure, which in turn depends on heat treatment and aging time. The overall solidification rate can have a significant effect on both macro and microstructure features. In general, faster solidification rates result in a thicker chill zone relative to the thickness of both the columnar and equiaxed zones [19]. Therefore it is necessary to investigate the influence of casting parameters on electrochemical behavior of Al-Zn-In sacrificial anodes including current capacity and operating potential, in order to achieve optimum anode efficiency. Laboratory testes were carried out to study the electrochemical behavior of Al-Zn-In-Mg alloys (5 wt. % Zn, 0.02 wt. % In and 1 to 4 wt. % Mg) being coupled with mild steel in synthetic seawater. In this work the effect of casting parameters on electrochemical behavior and anode efficiency of Al-Zn-In is studied. Experimental
The ternary alloy Al-5%Zn-0.02%In (composition according to Table 1) was casted using pure Zn, In (99.99%) and commercial aluminum (99.8%) in a graphite crucible used for melting and graphite rods for stirring the melt. The pouring temperatures were 670, 690, 710, 730 and 750 oC. The Mold temperatures were 100, 200, 300, 350, 400 and 500 oC. The Al-Zn-In alloy at different concentration of 1 to 4 wt. %, is also studied. The alloys were casted in a cast iron mold (height = 60 mm, cross section area = 2.5 cm2).
Samples were cut in a 2.5×2.5×2.5 cm cubes from each anode for the experiments and polished with 1200 emery papers, degreased in acetone rinsed thoroughly in double-distilled water and kept in a desiccator. Accelerated dissolution tests (galvanostatic) were carried out at i = 4 mA.in-2 for 14 days to determine efficiencies and working potentials. All potentials were
Table 1. Composition analysis of Al-Zn-In
Elements Al-Zn-In (wt. %) Zn 5.127 In 0.023 Si 0.087 Fe 0.150 Cu 0.008 Cd 0.002 Pb 0.035 Al Rem.
3
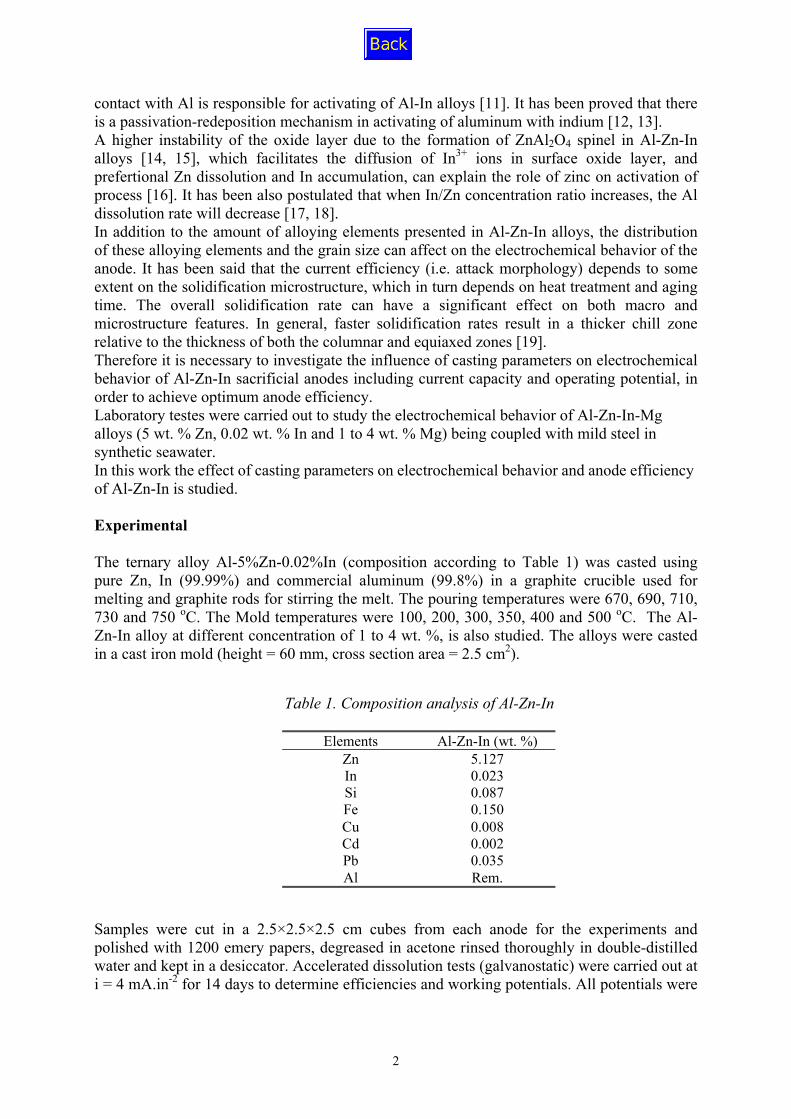
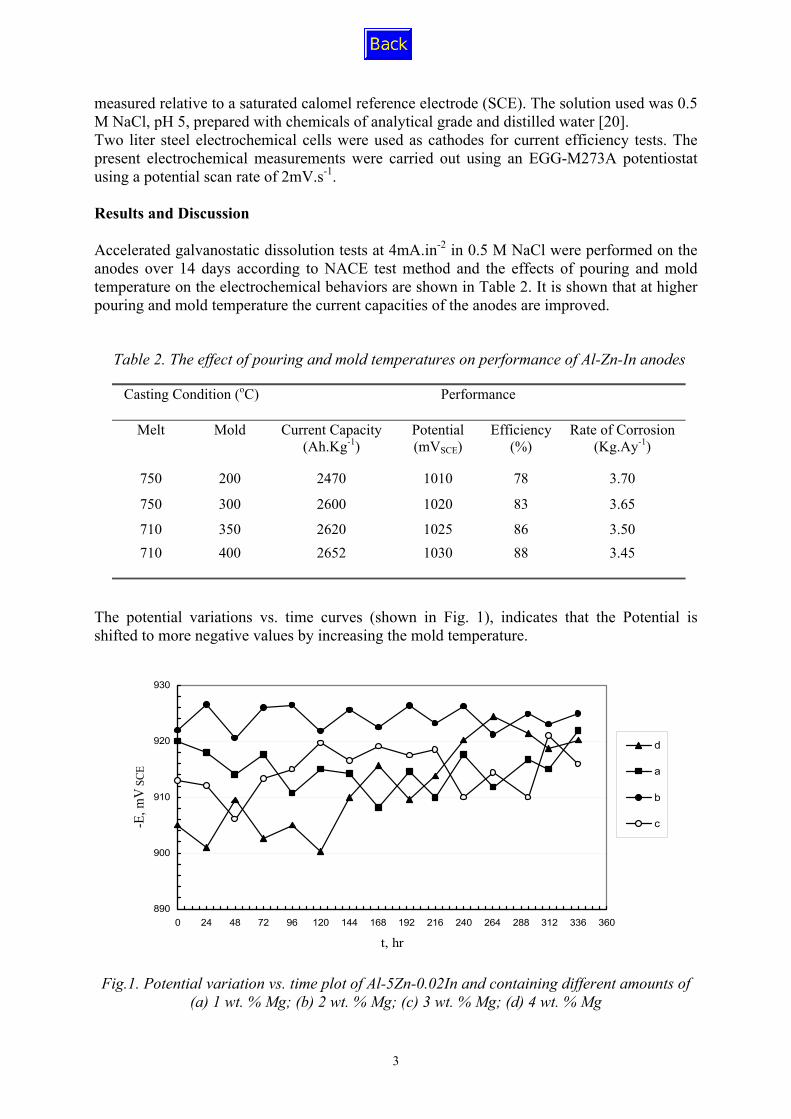
measured relative to a saturated calomel reference electrode (SCE). The solution used was 0.5 M NaCl, pH 5, prepared with chemicals of analytical grade and distilled water [20]. Two liter steel electrochemical cells were used as cathodes for current efficiency tests. The present electrochemical measurements were carried out using an EGG-M273A potentiostat using a potential scan rate of 2mV.s-1. Results and Discussion Accelerated galvanostatic dissolution tests at 4mA.in-2 in 0.5 M NaCl were performed on the anodes over 14 days according to NACE test method and the effects of pouring and mold temperature on the electrochemical behaviors are shown in Table 2. It is shown that at higher pouring and mold temperature the current capacities of the anodes are improved. The potential variations vs. time curves (shown in Fig. 1), indicates that the Potential is shifted to more negative values by increasing the mold temperature.
Fig.1. Potential variation vs. time plot of Al-5Zn-0.02In and containing different amounts of
(a) 1 wt. % Mg; (b) 2 wt. % Mg; (c) 3 wt. % Mg; (d) 4 wt. % Mg
Table 2. The effect of pouring and mold temperatures on performance of Al-Zn-In anodes
Casting Condition (oC) Performance
Melt Mold Current Capacity (Ah.Kg-1)
Potential (mVSCE)
Efficiency (%)
Rate of Corrosion (Kg.Ay-1)
750 200 2470 1010 78 3.70
750 300 2600 1020 83 3.65
710 350 2620 1025 86 3.50 710
400 2652
1030
88 3.45
890
900
910
920
930
0 24 48 72 96 120 144 168 192 216 240 264 288 312 336 360
t, hr
-E, m
V SC
E
d
a
b
c
4
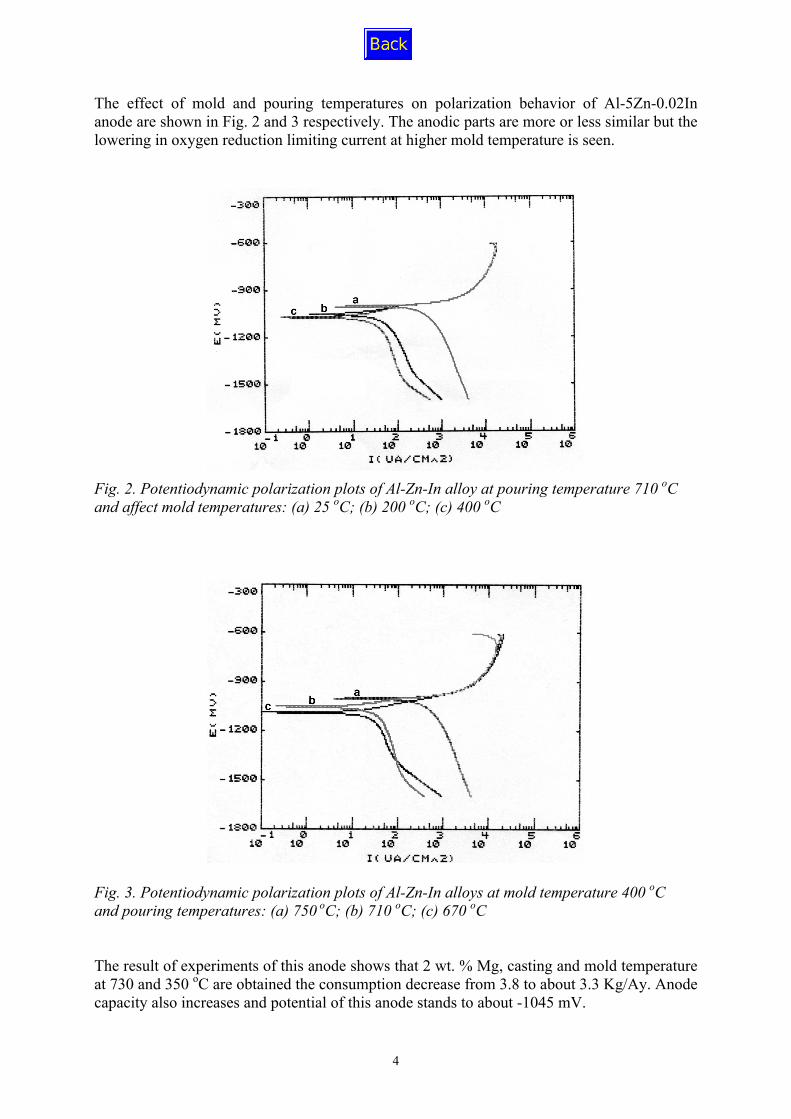
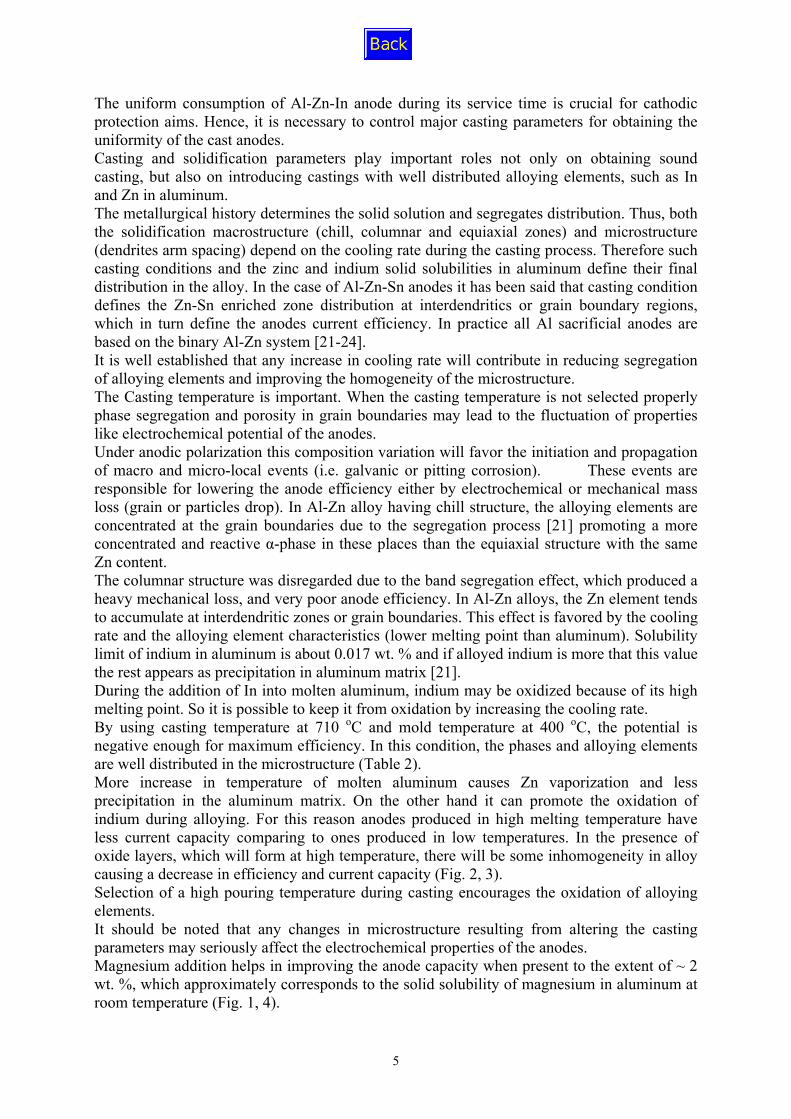
The effect of mold and pouring temperatures on polarization behavior of Al-5Zn-0.02In anode are shown in Fig. 2 and 3 respectively. The anodic parts are more or less similar but the lowering in oxygen reduction limiting current at higher mold temperature is seen. Fig. 2. Potentiodynamic polarization plots of Al-Zn-In alloy at pouring temperature 710 oC and affect mold temperatures: (a) 25 oC; (b) 200 oC; (c) 400 oC Fig. 3. Potentiodynamic polarization plots of Al-Zn-In alloys at mold temperature 400 oC and pouring temperatures: (a) 750 oC; (b) 710 oC; (c) 670 oC The result of experiments of this anode shows that 2 wt. % Mg, casting and mold temperature at 730 and 350 oC are obtained the consumption decrease from 3.8 to about 3.3 Kg/Ay. Anode capacity also increases and potential of this anode stands to about -1045 mV.
5
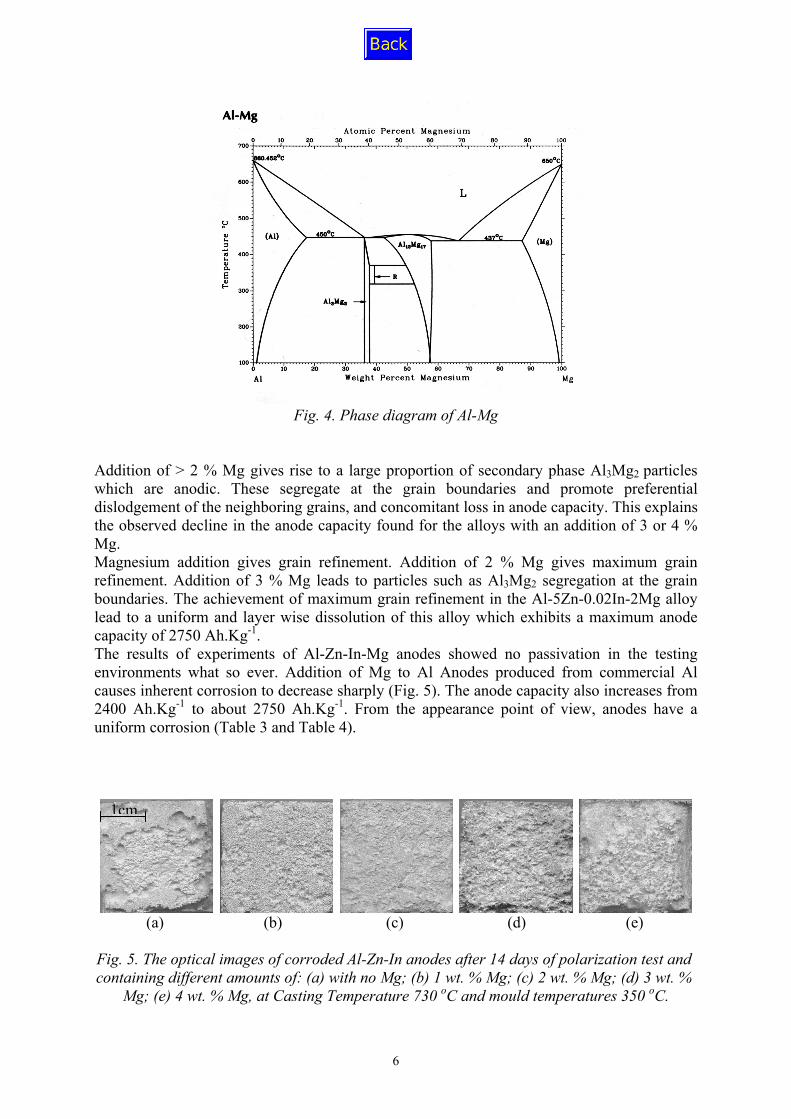
The uniform consumption of Al-Zn-In anode during its service time is crucial for cathodic protection aims. Hence, it is necessary to control major casting parameters for obtaining the uniformity of the cast anodes. Casting and solidification parameters play important roles not only on obtaining sound casting, but also on introducing castings with well distributed alloying elements, such as In and Zn in aluminum. The metallurgical history determines the solid solution and segregates distribution. Thus, both the solidification macrostructure (chill, columnar and equiaxial zones) and microstructure (dendrites arm spacing) depend on the cooling rate during the casting process. Therefore such casting conditions and the zinc and indium solid solubilities in aluminum define their final distribution in the alloy. In the case of Al-Zn-Sn anodes it has been said that casting condition defines the Zn-Sn enriched zone distribution at interdendritics or grain boundary regions, which in turn define the anodes current efficiency. In practice all Al sacrificial anodes are based on the binary Al-Zn system [21-24]. It is well established that any increase in cooling rate will contribute in reducing segregation of alloying elements and improving the homogeneity of the microstructure. The Casting temperature is important. When the casting temperature is not selected properly phase segregation and porosity in grain boundaries may lead to the fluctuation of properties like electrochemical potential of the anodes. Under anodic polarization this composition variation will favor the initiation and propagation of macro and micro-local events (i.e. galvanic or pitting corrosion). These events are responsible for lowering the anode efficiency either by electrochemical or mechanical mass loss (grain or particles drop). In Al-Zn alloy having chill structure, the alloying elements are concentrated at the grain boundaries due to the segregation process [21] promoting a more concentrated and reactive α-phase in these places than the equiaxial structure with the same Zn content. The columnar structure was disregarded due to the band segregation effect, which produced a heavy mechanical loss, and very poor anode efficiency. In Al-Zn alloys, the Zn element tends to accumulate at interdendritic zones or grain boundaries. This effect is favored by the cooling rate and the alloying element characteristics (lower melting point than aluminum). Solubility limit of indium in aluminum is about 0.017 wt. % and if alloyed indium is more that this value the rest appears as precipitation in aluminum matrix [21]. During the addition of In into molten aluminum, indium may be oxidized because of its high melting point. So it is possible to keep it from oxidation by increasing the cooling rate. By using casting temperature at 710 oC and mold temperature at 400 oC, the potential is negative enough for maximum efficiency. In this condition, the phases and alloying elements are well distributed in the microstructure (Table 2). More increase in temperature of molten aluminum causes Zn vaporization and less precipitation in the aluminum matrix. On the other hand it can promote the oxidation of indium during alloying. For this reason anodes produced in high melting temperature have less current capacity comparing to ones produced in low temperatures. In the presence of oxide layers, which will form at high temperature, there will be some inhomogeneity in alloy causing a decrease in efficiency and current capacity (Fig. 2, 3). Selection of a high pouring temperature during casting encourages the oxidation of alloying elements. It should be noted that any changes in microstructure resulting from altering the casting parameters may seriously affect the electrochemical properties of the anodes. Magnesium addition helps in improving the anode capacity when present to the extent of ~ 2 wt. %, which approximately corresponds to the solid solubility of magnesium in aluminum at room temperature (Fig. 1, 4).
6
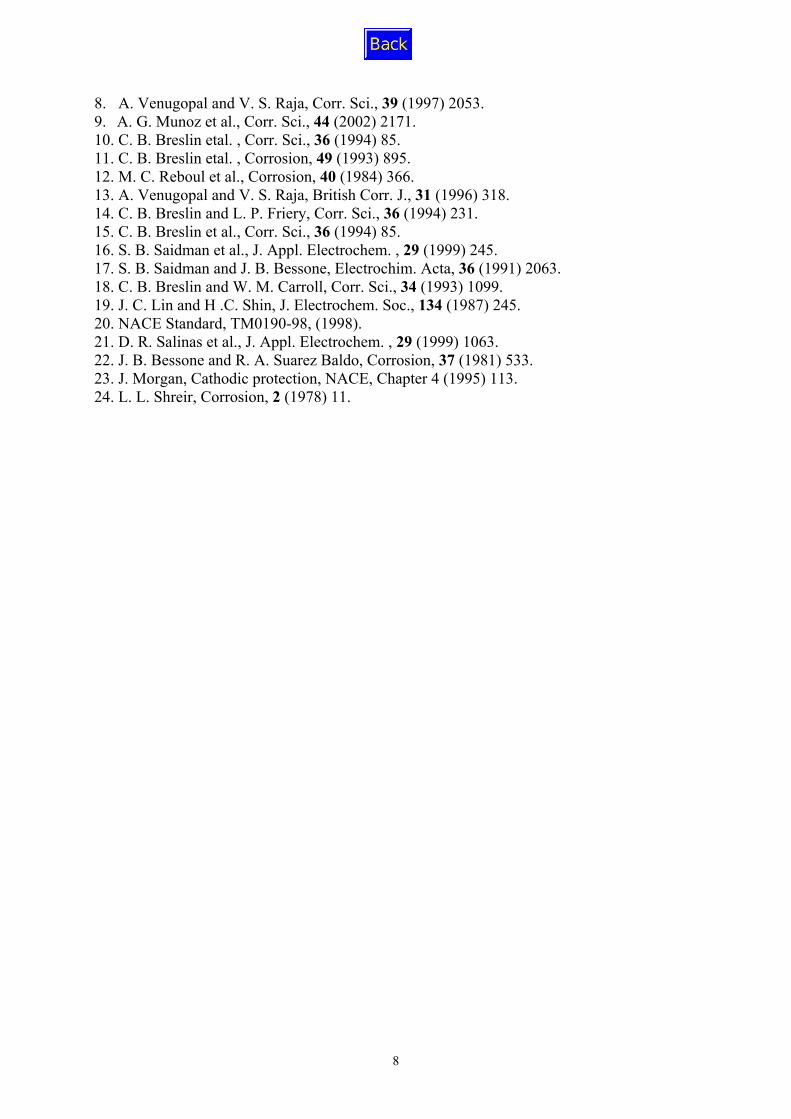
Fig. 4. Phase diagram of Al-Mg Addition of > 2 % Mg gives rise to a large proportion of secondary phase Al3Mg2 particles which are anodic. These segregate at the grain boundaries and promote preferential dislodgement of the neighboring grains, and concomitant loss in anode capacity. This explains the observed decline in the anode capacity found for the alloys with an addition of 3 or 4 % Mg. Magnesium addition gives grain refinement. Addition of 2 % Mg gives maximum grain refinement. Addition of 3 % Mg leads to particles such as Al3Mg2 segregation at the grain boundaries. The achievement of maximum grain refinement in the Al-5Zn-0.02In-2Mg alloy lead to a uniform and layer wise dissolution of this alloy which exhibits a maximum anode capacity of 2750 Ah.Kg-1. The results of experiments of Al-Zn-In-Mg anodes showed no passivation in the testing environments what so ever. Addition of Mg to Al Anodes produced from commercial Al causes inherent corrosion to decrease sharply (Fig. 5). The anode capacity also increases from 2400 Ah.Kg-1 to about 2750 Ah.Kg-1. From the appearance point of view, anodes have a uniform corrosion (Table 3 and Table 4).
(a) (b) (c) (d) (e) Fig. 5. The optical images of corroded Al-Zn-In anodes after 14 days of polarization test and containing different amounts of: (a) with no Mg; (b) 1 wt. % Mg; (c) 2 wt. % Mg; (d) 3 wt. %
Mg; (e) 4 wt. % Mg, at Casting Temperature 730 oC and mould temperatures 350 oC.
1cm

7
Table 3. The effect of pouring and mold temperatures on performance of Al-5Zn-0.02In-2Mg
Table 4. Results of weight loss test on Al-Zn-In Anodes
Conclusions 1. Activation of aluminum for use in galvanic aluminum alloy anodes can be effected by the addition of elements like zinc, indium and magnesium. These alloying additions either increase anode capacity. 2. The anode capacity of Al-5Zn-0.02In is improved from 2400 Ah.Kg-1 to 2750 Ah.Kg-1 by the addition of 2%Mg. This is due to the lowering of surface free energy refinement in grain size. 3. A mold temperature at 350 oC and pouring temperature 730 oC results optimum electrochemical behavior at Al-5Zn-0.02In-2Mg anode. The casting parameters such pouring and mold temperature has a significant effect on structural refinement and alloying element distribution necessary for uniform corrosion at Al-5Zn-0.02In-2Mg anode. References 1. R. T. Foley, Corrosion, 42 (1986) 277. 2. A. R. Despic et al., Electrochim. Acta, 26 (1981) 173. 3. C. M. A. Brett, Corr. Sci., 33 (1992) 203. 4. W. M. Carroll and C. B. Breslin, British Corr. J., 26 (1991) 255. 5. H. A. Elshayeb et al., Corr. Sci., 43 (2001) 643. 6. K. B. Pai et al., J. Electrochemical Soc. India, 30 (1981) 109. 7. A. G. Munoz et al., Corr. Sci., 43 (2001) 1245.
Casting Condition (oC) Performance
Melt Mold Current Capacity (Ah.Kg-1)
Potential (mVSCE)
Efficiency (%)
Rate of Corrosion (Kg.Ay-1)
750 300 2510 980 81 3.45
750 350 2640 1010 85 3.42
730 300 2700 1030 88 3.35 730
350 2750
1045
90 3.30
Anode Weight Loss (mg)
Weight Loss (mpy)
Al-5Zn-0.02In 110 117
Al-5Zn-0.02In-1Mg 68 72
Al-5Zn-0.02In-2Mg 55 57 Al-5Zn-0.02In-3Mg 66 70
Al-5Zn-0.02In-4Mg 71 75
8
8. A. Venugopal and V. S. Raja, Corr. Sci., 39 (1997) 2053. 9. A. G. Munoz et al., Corr. Sci., 44 (2002) 2171. 10. C. B. Breslin etal. , Corr. Sci., 36 (1994) 85. 11. C. B. Breslin etal. , Corrosion, 49 (1993) 895. 12. M. C. Reboul et al., Corrosion, 40 (1984) 366. 13. A. Venugopal and V. S. Raja, British Corr. J., 31 (1996) 318. 14. C. B. Breslin and L. P. Friery, Corr. Sci., 36 (1994) 231. 15. C. B. Breslin et al., Corr. Sci., 36 (1994) 85. 16. S. B. Saidman et al., J. Appl. Electrochem. , 29 (1999) 245. 17. S. B. Saidman and J. B. Bessone, Electrochim. Acta, 36 (1991) 2063. 18. C. B. Breslin and W. M. Carroll, Corr. Sci., 34 (1993) 1099. 19. J. C. Lin and H .C. Shin, J. Electrochem. Soc., 134 (1987) 245. 20. NACE Standard, TM0190-98, (1998). 21. D. R. Salinas et al., J. Appl. Electrochem. , 29 (1999) 1063. 22. J. B. Bessone and R. A. Suarez Baldo, Corrosion, 37 (1981) 533. 23. J. Morgan, Cathodic protection, NACE, Chapter 4 (1995) 113. 24. L. L. Shreir, Corrosion, 2 (1978) 11.