Embed Size (px)
Citation preview

Improvement of Starch Film PerformancesUsing Cellulose Microfibrils
Alain Dufresne* and Michel R. Vignon
Centre de Recherches sur les Macromolecules Vegetales(CERMAV-CNRS), Universite Joseph Fourier,BP 53, F-38041 Grenoble Cedex 9, France
Received October 20, 1997Revised Manuscript Received January 23, 1998
Starch is a natural, renewable, biodegradable polysac-charide produced by many plants as a storage polymer.It usually has two major components and appears as amixture of two glucosidic macromolecules very differentin structure and properties: largely linear amylose ofmolecular weight between one thousand and one mil-lion, consisting of R-(1f4)-linked D-glucose, and amy-lopectin, having the same backbone as amylose but witha myriad of R-(1f6)-linked branch points. The mostcommercially important starch comes from corn, wheat,rice, potatoes, tapioca, and peas. Native starch occursin the form of discrete and partially crystalline micro-scopic granules that are held together by an extendedmicellar network of associated molecules.Starch has received considerable attention during the
past two decades as a biodegradable thermoplasticpolymer and as a biodegradable particulate filler.Indeed, products from agricultural sources, such asstarch, offer an attractive and cheap alternative indeveloping degradable materials. Starch is not trulythermoplastic as most synthetic polymers. However, itcan be melted and made to flow at high temperaturesunder pressure and shear. If the mechanical shearbecomes too high, then starch will degrade to formproducts with low molecular weight. Addition of wateror other plasticizers enables starch to flow under milderconditions and reduces degradation considerably. How-ever, the thermomechanical stability is strongly reducedby the addition of plasticizers.By itself, starch is a poor choice as a replacement for
any plastic. It is mostly water soluble, difficult toprocess, and brittle. In principle, some of the propertiesof starch can be significantly improved by blending itwith synthetic polymers. Physical incorporation ofgranular starch or starch derivatives as a functionaladditive and filler into synthetic polymers during pro-cessing has been largely used since the first announce-ments of using starch in combination with syntheticpolymer either as starch gel blends with ethylene acrylicacid copolymers by Westhoff et al.1 or as particulatestarch dispersions in polyolefins by Griffin.2 Morerecently, increasing interest in developing new andinexpensive biodegradable materials has led to a sub-stantive amount of research in polymer blends contain-ing starch.3-8 However, the mechanical properties offilms are generally reduced by incorporation of starch.Like most of the polymers, starch is immiscible withmost of the synthetic polymers at the molecular level.Grafting of synthetic polymers on starch is known toimprove some of its properties, but although the graftingof starch with synthetic polymers has been known for
30 years, very few processes have led to full-scalecommercialization.Another way of using starch in the material field is
the processing of starch microcrystals, which can beobtained as an aqueous suspension. This filler bringsa great reinforcing effect to a polymeric matrix, asshown previously.9In this work, an attempt was made to improve the
thermomechanical properties and to decrease the watersensitivity of starch-based systems, preserving thebiodegradability of the material. An alternative way topalliate these restrictions is the use of cellulose as anatural and biodegradable filler. Natural cellulosefibers are gaining attention as a reinforcing phase inthermoplastic matrixes. Its low density, a highly re-duced wear of the processing machinery, and a relativelyreactive surface may be mentioned as attractive proper-ties, together with their abundance and low price. Inaddition, the recycling by combustion of cellulose com-posites is easier in comparison with inorganic fillersystems. Nevertheless, such fibers are used only to alimited extent in industrial practice, which may beexplained by difficulties in achieving acceptable disper-sion levels.Cellulose fibers are constituted of long threadlike
bundles, called microfibrils, of cellulose molecules sta-bilized laterally by hydrogen bonds between hydroxylgroups of adjacent molecules. Cellulose microfibrils canalso be found as intertwined microfibrils in parenchymacell wall, in particular from potato pulp. They can beextracted from this biomass by a chemical treatment,leading to purified cellulose, followed by a mechanicaltreatment in order to obtain a homogeneous suspensiondue to the individualization of the microfibrils. Thissuspension has been used afterward to process compos-ite materials with a high level of dispersion, by mixingwith an aqueous suspension of gelatinized starch asmatrix.Potato pulp was purified according to the treatment
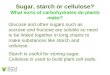
displayed in Figure 1. After the removal of starchgranules, the remaining pulp is traditionally pressedand dried to be marketed as cattle feed. This byproductwas provided, as pellets, by Avebe Co. (Haussimont,France). The pellets were hydrated into water andground in a Waring blender apparatus for 10 min. Thepotato slurry was then poured on a 0.25 mm sieve andwashed with water, to remove most of the remainingstarch granules.The alkali extraction with sodium hydroxide (NaOH)
solution allowed the solubilization of pectins, residualstarch, and hemicelluloses, which were then removedby filtration and finally rinsed with distilled water. Theresulting insoluble residue was bleached with a sodiumchlorite (NaClO2) solution, as already described forsugar beet.10,11 At this stage, the different cell wallsare individualized, as shown in Figure 2A, but themicrofibrils are still associated within the cell wall.To extract and individualize the microfibrils from the
cell walls, a mechanical treatment is required. Theinsoluble bleached cellulosic pulp was suspended indistilled water (2 wt %) and disintegrated for 15 min ina Waring blender. The suspension was then homog-enized by 15 passes through a Manton-Gaulin labora-tory homogenizer, described elsewhere by Dufresne et
* To whom correspondence should be addressed (e-mail:[email protected]).
2693Macromolecules 1998, 31, 2693-2696
S0024-9297(97)01532-5 CCC: $15.00 © 1998 American Chemical SocietyPublished on Web 03/26/1998

al.,11 and operated at 500 bar at a temperature that wascontrolled at 90-95 °C. The effect of the homogeniza-tion treatment with the Manton-Gaulin apparatus iswell displayed in Figure 2B, which shows a transmissionelectron micrograph (TEM) of individualized cellulosemicrofibril preparation. The resulting suspension isconstituted of cellulose microfibrils that have a lengtharound a few micrometers with a width ∼2-4 nm.Composite materials were processed from potato
cellulose microfibrils, potato starch as matrix, andglycerol as plasticizer. The cellulose microfibril suspen-sion (3.3 wt %/wt) was first mixed with a solution ofgelatinized starch (3.1 wt %/wt). The amount of eachpart was adjusted in order to obtain the requiredcellulose/starch content in the dry film. The cellulosefiller content was varied from 0 to 40 wt %. Glycerolwas added as plasticizer, and its content was expressedin percent of the total dry weight of cellulose + starch.The amount of glycerol was varied between 0 and 30wt %. For example a film referred to as 10% cellulose,90% starch, and 30% glycerol, contains respectively 0.2,1.8, and 0.6 g of each component. These suspensionswere homogenized with a T25 Ultra-turrax, but mi-crobubbles were generated, which can be removed bypumping the suspension under vacuum prior to castingin a Teflon mold and storing at 37 °C.Dynamic mechanical tests were carried out with a
Rheometrics spectrometer RSA2 working in the tensilemode. This material being hygroscopic, all the sampleswere heat-treated in situ at 400 K for 10 min, im-mediately before experiments. Owing to the thicknessof the samples (∼200 µm), this time is sufficient toremove most of the moisture. To maintain a constantwater content during the measurements, the experi-ments were performed under nitrogen flow. The plotof log(E′/Pa) (storage tensile modulus) versus temper-
ature at 1 Hz is displayed in Figure 3, for the purestarch film, the 30 wt % glycerol-plasticized film, andthe plasticized system filled with 5 and 10 wt % cellulosemicrofibrils. It is clear that the pure starch does notexhibit any glass-rubber transition over the wholeexplored temperature range, contrarily to the plasticizedsystem, which shows a modulus drop around 250 K. Fortemperatures below Tg, the starch/cellulose microfibrilcomposite modulus does not vary significantly, withrespect to the filler content. However, above Tg a greatincrease in the composite modulus is observed (around2 decades), even with filler content as low as 5 wt %.The modulus drop of the 5 wt % filled composite at theglass-rubber transition of the plasticized starch matrixis strongly decreased compared to the unfilled plasti-cized matrix one and appears as an ill-defined relaxationprocess. It is worthy to note that this amount ofcellulose in the plasticized system refers to the starch+ cellulose content. In fact, this amount represents only3.85 wt % of the total system starch + glycerol +cellulose. Moreover, the relaxed modulus remainspractically constant up to 380 K. With increasingvolume fraction of cellulose microfibrils (5-10 wt %),no evolution of the rubbery modulus is observed, but
Figure 1. Chemical and mechanical treatments of potatopulp. Data in parentheses correspond to the yield of insolubleresidue recovered at each step, and data in square bracketsrefer to the cumulative yield from starting material.
Figure 2. (A) Optical micrograph in Nomarski contrastshowing individualized potato cell wall. (B) Transmissionelectron micrograph showing individualized cellulose mi-crofibrils after high-pressure mechanical treatment.
2694 Communications to the Editor Macromolecules, Vol. 31, No. 8, 1998

the terminal zone occurs at a higher temperature andthe modulus decrease associated with the macromol-ecules flow is more progressive. Therefore, the ther-momechanical behavior of the plasticized starch film isstrongly enhanced by addition of a few percent ofcellulose microfibrils.Although starch, with three hydroxyl groups per
monomer, is a hygroscopic material, there are very fewstudies of water absorption by starch-based systems.The kinetics of water absorption was determined forvarious cellulose microfibril contents, using either un-plasticized or 30 wt % glycerol-plasticized starch asmatrix. In classical sorption kinetics experiments, themass of sorbed penetrant is measured as a function oftime. The specimens used were thin rectangular stripswith dimensions of 10 mm × 10 mm × 0.2 mm. Thefilms were supposed to be thin enough so that themolecular diffusion was considered to be one-dimen-sional. Samples were first dried overnight at 100 °C.After weighing, they were conditioned at 25 °C in adesiccator containing sodium sulfate in order to ensurea relative humidity (RH) ratio of 95%. They were thenremoved at specific intervals and gently blotted withtissue paper to remove the excess of water on thesurface, and the water uptake was calculated as follows:
where Mt and Mo are the weights at time t and beforeexposure to 95% RH, respectively.Two well-separated zones were displayed during
water uptake experiments. At lower times (zone I: t <200 min), the kinetics of absorption is fast, whereas thelong-time kinetics of absorption is slow and leads to aplateau (zone II). It was observed that the behavior wasFickian. The water uptake at equilibrium is plotted inFigure 4 versus composition for the unplasticized systemand the 30 wt % glycerol-plasticized starch matrix as
well. It is clear that the water uptake is much higherfor the plasticized polymer than it is for the unplasti-cized one. For instance, the unfilled system absorbsaround 55% water when it is plasticized, whereas theweight percentage increase at equilibrium is only 30%for pure starch. Therefore, the starch is all the moresensitive to the water uptake as the glycerol content ishigh. Moreover, increasing the cellulose content de-creases the water uptake. The water uptake decreaseslinearly with the microfibril content. It reaches around30% and less than 20% for the glycerol-plasticized andunplasticized starch matrix, respectively, filled with 40wt % cellulose. These results are in agreement withthe fact that starch is more hydrophilic than cellulose.However, the linear dependence of the water contentat equilibrium versus cellulose composition shows thatstarch/cellulose interfaces do not influence the wateruptake. This phenomenon allows us to envisage newapplications to starch as a natural and biodegradablematerial, which were restricted up to now. Indeed, itsmechanical behavior is strongly dependent on themoisture content, which is difficult to control.The present study has dealt with a method of thermal
stabilization and water uptake decrease of starch-basedmaterials, preserving the aptitude of processing ofplasticized materials and biodegradability. With thisaim, cellulose microfibrils were used as a cheap andenvironmentally friendly filler. They were extractedfrom potato parenchyma cell wall by a chemical treat-ment leading to purified cellulose, followed by a me-chanical treatment in order to obtain a homogeneoussuspension due to the individualization of the micro-fibrils. This suspension was used afterward to processcomposite materials with a high level of dispersion, bymixing with an aqueous suspension of gelatinized potatostarch as matrix. It is worthy to note that any agricul-tural residue can be used as a source to process cellulosemicrofibrils. It was found that a strong increase in thethermomechanical stability can be obtained with onlya few percent of filler, whereas the water sensitivitylinearly decreases with the cellulose microfibril content.Another problem that limits the use of starch asmaterial is its brittleness due to the anarchical growthof amylose crystals with time. It was shown thatcrystallization of amylose can be oriented by the pres-ence of cellulose.12 A more detailed study on themechanical behavior of these composite materials,depending on the glycerol, cellulose microfibrils, andrelative humidity content will be published shortly.
Figure 3. Storage tensile modulus E′ versus temperature at1 Hz for pure starch (s) and 30 wt % glycerol-plasticized starchfilled with 0 wt % (b), 5 wt % (4), and 10 wt % (+) cellulosemicrofibrils.
water uptake (%) )Mt - Mo
Mo× 100 (1)
Figure 4. Water uptake at equilibrium versus cellulosecontent for 0% ([) and 30% (O) glycerol plasticized starchmatrix composites.
Macromolecules, Vol. 31, No. 8, 1998 Communications to the Editor 2695

Acknowledgment. The authors gratefully acknowl-edge Avebe Co. for supplying dry potato pulp, Mr. X.Martin for preparing composite films, and Dr. H.Chanzy for his help with TEM.
References and Notes
(1) Westhoff, R. P.; Otey, F. H.; Mehltretter, C. L.; Russell, C.R. Ind. Eng. Chem. Prod. Res. Dev. 1974, 13, 123.
(2) Griffin, G. J. L. U.K. Patent 1,485, 833 Priority, 1972.(3) Stenhouse, P. J.; Mayer, J. M.; Hepfinger, M. J.; Costa, E.
A.; Dell, P. A.; Kaplan, D. L. In Biodegradable Polymers andPackaging; Ching, C., Kaplan, D., Thomas, E., Eds.; Tech-nomic: Lancaster, PA, 1993.
(4) Yang, Z.; Bhattacharya, M.; Vaidya, U. R. Polymer 1996,37, 11, 2137.
(5) Vaidya, U. R.; Bhattacharya, M. J. Appl. Polym. Sci. 1994,52, 617.
(6) Willett, J. L. J. Appl. Polym. Sci. 1994, 54, 1685.(7) Kang, B. G.; Yoon, S. H.; Lee, S. H.; Yie, J. E.; Yoon, B. S.;
Suh, M. H. J. Appl. Polym. Sci. 1996, 60, 1977.(8) Fritz, H.-G.; Widmann, B. Starch 1993, 45, 9, 314.(9) Dufresne, A.; Cavaille, J. Y.; Helbert, W.; Macromolecules
1996, 29, 23, 7624.(10) Dinand, E.; Chanzy, H.; Vignon, M. R. Cellulose 1996, 3,
183.(11) Dufresne, A.; Cavaille, J. Y.; Vignon, M. R. J. Appl. Polym.
Sci. 1997, 6, 1185.(12) Helbert, W.; Chanzy, H. Carbohydr. Polym. 1994, 24, 119.
MA971532B
2696 Communications to the Editor Macromolecules, Vol. 31, No. 8, 1998








![GRAFTING OF STYRENE ONTO CELLULOSE method [25-30] of grafting vinyl monomers onto cellulose, high ... starch, cellulose is a partly crystalline and strongly](https://img.pdfslide.us/doc/110x75/5ae9360e7f8b9ad73f8b8da2/grafting-of-styrene-onto-cellulose-method-25-30-of-grafting-vinyl-monomers-onto.jpg)