Embed Size (px)
Citation preview

Burns Cooley Dennis, Inc.Geotechnical, Pavements and Materials Consultants
Burns Cooley Dennis, Inc.Geotechnical, Pavements and Materials Consultants
IMPLEMENTATION OF SUPERPAVE MIX DESIGN FORAIRFIELD PAVEMENTS
Volume II : Guidelines on Mix Design and Mix Selection
for
AAPTP PROJECT 04-03
Submitted to
Airfield Asphalt Pavement Technology Program
By
Burns Cooley Dennis, Inc.551 Sunnybrook Road
Ridgeland, Mississippi 39157
ACKNOWLEDGMENT OF SPONSORSHIP
This report has been prepared for Auburn University under the Airport Asphalt Pavement TechnologyProgram (AAPTP). Funding is provided by the Federal aviation Administration (FAA) underCooperative Agreement Number 04-G-038. Dr. David Brill is a Project Technical manager in the FAAAirport Technology R&D branch and the Technical Manager of the Cooperative Agreement. Mr. MonteSymons served as the Project Director for this project. The AAPTP and the FAA thank the ProjectTechnical Panel that willingly gave of their expertise and time for the development of this report. Theywere responsible for the oversight and the technical direction. The names of those individuals on theProject Technical Panel follow:
1. Jeffery L. Rapol2. H. D. Campbell3. Ray Rollings4. Jay Gabrielson5. Casimir Bognacki
DISCLAIMERThe contents of this report reflect the views of the authors, who are responsible for the facts and theaccuracy of the data presented within. The contents do not necessarily reflect the official views andpolices of the Federal Aviation Administration. The report does not constitute a standard, specification orregulation.
March 2009

i
IMPLEMENTATION OF SUPERPAVE MIX DESIGN FORAIRFIELD PAVEMENTS
Draft Final Report
for
AAPTP Project 04-03
Submitted to
Airfield Asphalt Pavement Technology Program
By
L. Allen Cooley, Jr., R. C. Ahlrich and Robert S. JamesBurns Cooley Dennis, Inc.
551 Sunnybrook RoadRidgeland, Mississippi 39157
Brian D. ProwellAdvanced Materials Services, LLC
1975 Mall Boulevard, Suite 202Auburn, Alabama 36830
E. R. BrownEngineer Research and Development Center
Corps of Engineers3909 Halls Ferry Road
Vicksburg, Mississippi 39180
Andrea KvasnakNational Center for Asphalt Technology
277 Technology ParkwayAuburn, Alabama 36830
March 2009

ii
TABLE OF CONTENTS
INTRODUCTION .......................................................................................................................... 1REPORT PURPOSE AND ORGANIZATION ............................................................................. 2DESIGN OF HMA MIXTURES FOR AIRFIELD PAVEMENTS USING SUPERPAVE.......... 2
Step 1 – Materials Selection ....................................................................................................... 3Coarse Aggregate ................................................................................................................... 3Fine Aggregates ...................................................................................................................... 4Asphalt Binder ........................................................................................................................ 5Mineral Fillers ........................................................................................................................ 5Anti-Stripping Additives.......................................................................................................... 5
Step 2 – Selection of the Design Gradation ................................................................................ 5Step 3 – Selection of Optimum Asphalt Content........................................................................ 9Step 4 – Evaluate Moisture Susceptibility ................................................................................ 10
GUIDELINES ON MIX SELECTION ........................................................................................ 10Definitions and Terms .................................................................................................................. 11HMA Mixture Constituents and Properties Related to Mix Selection ......................................... 12
Influence of Asphalt Binder on Airfield Pavement Layers........................................................ 12Important Properties of Binders for Airfields....................................................................... 12Effect of Binder Content on Performance............................................................................. 13Effect of Binder Stiffness on Performance ............................................................................ 14
Influence of Aggregate Properties on Airfield Pavement Layers ............................................. 14Important Properties of Aggregates ..................................................................................... 14Influence of Natural Sands on Performance......................................................................... 14Influence of Aggregate Absorption on Performance ............................................................ 15Influence of Gradation for Airfields ..................................................................................... 15
Construction Issues Related to Mix Selection .............................................................................. 15Ratio of Lift Thickness to Nominal Maximum Aggregate Size (t/NMAS) ................................. 15Pavement Grooving .................................................................................................................. 16Segregation ............................................................................................................................... 17Permeability .............................................................................................................................. 17
Pavement Layer Issues Related to Mix Selection......................................................................... 19Pavement Location Issues Related to Mix Selection.................................................................... 19

iii
LIST OF FIGURES
Figure 1: Relationship Between Asphalt Content and Performance ............................................ 13Figure 2: Effect of Gradation Shape on Permeability of Dense-Graded Layer............................ 18Figure 3: Effect of Nominal Maximum Aggregate Size on Permeability ................................... 18

iv
LIST OF TABLES
Table 1: Design Compactive Efforts Based Upon Tire Pressures ................................................. 3Table 2: Coarse Aggregate Requirements ..................................................................................... 4Table 3: Fine Aggregate Requirements .......................................................................................... 5Table 4: Airfield HMA Gradation Requirements ........................................................................... 6Table 5: Superpave Gyratory Compaction Effort ........................................................................... 9Table 6: Mix Design Requirements .............................................................................................. 10Table 7: Recommended Lift Thicknesses by Maximum Aggregate Size..................................... 16Table 8: Common Distresses Found in Grooved Asphalt Runways (7)....................................... 16

1
EXECUTIVE SUMMARY
INTRODUCTION
Historically, hot mix asphalt (HMA) used for airfield pavements has been designed usingthe Marshall mix design method. This method of designing HMA was first developed by Mr.Bruce Marshall of the Mississippi Highway Department in the 1930’s. During the 1940’s, theWaterways Experiment Station (WES) conducted a research study to “… select suitable testproperties, develop laboratory techniques for their measurement, and by their use establishlimiting criteria for satisfactory asphalt mixtures” (1). In other words, the researchers at WESwanted to evaluate and adopt a method for proportioning and specifying HMA mixes to be usedon airfield pavements. Based upon this research, the Marshall method of mix design wasselected.
Throughout the 1940’s and 1950’s, research was conducted to improve the Marshall mixdesign method. One of the primary reasons that improvements were needed was aircraft size.During the period of World War II, the size and weight of aircraft increased (2). As a result ofthe increased aircraft sizes, gear tire pressures also increased.
The Marshall mix design method has served the HMA industry since the 1930’s. Someevolution has taken place over the years but the method is still similar to the procedures adoptedin the 1940’s. However, during the 1980’s problems arose on highway pavements with anincrease in the occurrence of rutting. This increase in rutting was primarily caused by theallowance of increased tire pressure on tractor-trailer trucks. Because of the increase in rutting,the federal government initiated a large research program to improve our nation’s highways (3).Approximately $50 million of research was conducted on developing tests and criteria forimproving how HMA is designed and specified. The SUperior PERforming PAVEment(Superpave) mix design system was a product of this research. The Superpave mix designsystem and Superpave asphalt binder tests are currently the most widely used methods in the USfor designing HMA and specifying asphalt binders. The vast majority of Departments ofTransportation (DOTs) are using the Superpave system. As such, the majority of HMA placed inthe US is designed and specified using the Superpave protocols.
There are three primary reasons that a transition is needed from the Marshall mix designmethod to the Superpave mix design system for designing HMA for airfields. First, theSuperpave gyratory compactor (SGC) orients the aggregates in a laboratory compacted sample ina more similar way to how aggregates are oriented in the field than does the Marshall hammer.
Secondly, there is slightly higher variability in specimen density when compacting HMAwith the Marshall hammer. Proficiency testing data over the last three years from the AASHTOMaterials and Reference Laboratory (AMRL) shows that the SGC provided lower variability onmeasured compacted bulk specific gravity values (pooled standard deviation of 0.0129) than didthe Marshall hammer (pooled standard deviator of 0.0137) (4). This lower variability shouldresult in more consistent mix designs and allow quality control data to better compare to qualityassurance data.

2
Finally, the vast majority of state DOTs utilize the Superpave mix design system. From atonnage standpoint, this means most of the HMA currently being produced in the US has beendesigned using the Superpave mix design system. As such, it is becoming more difficult to findcontractors and commercial laboratories having the proper experiences and accreditations withthe Marshall mix design method. Since the Federal Aviation Administration requires thelaboratories conducting mix designs and quality assurance to be accredited, this problem willlikely increase in the future.
Because of the issues highlighted above, there is a need to adapt the Superpave mixdesign system for airfields. This objective was used to conduct the Airfield Asphalt PavementTechnology Program Project 04-03, Implementation of Superpave Mix Design for AirfieldPavements. This document provides guidance for designing and selecting HMA for airfieldpavements layers using the SGC.
REPORT PURPOSE AND ORGANIZATION
The final report for AAPTP 04-03 is divided into three volumes. Volume I of the FinalReport provides documentation of all research results. Detailed discussions are provided on theresearch approach, test results, analyses, conclusions and recommendations for adapting theSuperpave gyratory procedures for designing airfield HMA. The second volume of the FinalReport provides guidance on the recommended mix design method as well as guidance on theselection of mixes for airfield uses. The final volume presents a revised section of the Item P-401 to be placed in a guide specification for designing HMA mixes using the recommended mixdesign method.
This volume of the report, Volume II, provides a comprehensive overview of theSuperpave mix design method for airfield HMA. Within this document, the term Superpave isused because the Superpave gyratory compactor is used in the design of the HMA mixtures.Also included within this volume is a section on mix selection. This infers that guidance isprovided on when to specify different criteria for various airfield pavement sections. Volume IIwas prepared to assist in the implementation of Superpave mix designs for airfield HMA.
DESIGN OF HMA MIXTURES FOR AIRFIELD PAVEMENTS USING SUPERPAVE
The design of HMA using the Superpave mix design method for airfield pavements isvery similar to the design of HMA using the Marshall procedure in that it involves four primarysteps. The first step in designing mixes using the Superpave mix design method for airfields ismaterials selection. Materials needing selection include coarse aggregates, fine aggregates,asphalt binder, anti-stripping additives and/or mineral fillers. The second step in designingmixes is to select the design gradation. The design gradation is the properly proportionedaggregates that meets the gradation requirements and will provide the specified mixtureproperties. After selecting the design gradation, the third step involves varying the asphaltbinder content using the design gradation in order to select the optimum asphalt binder content.Optimum asphalt binder content is based upon specified mixture properties. The final step in

3
designing HMA using the Superpave airfield mix design method is to evaluate the moisturesusceptibility of the designed mix.
As the reader goes through this document, there is one major difference between theairfield version of the Superpave mix design method and the Marshall mix design method; theSuperpave gyratory compactor is used to compact specimens during design. Also, where in thepast there were only two possible design compactive efforts, now there will be three. Selectionof the appropriate design compactive effort is based upon the gear tire pressures for the designaircraft(s). However, when FAARFIELD is fully implemented for designing flexible airfieldpavements, the aircraft with the highest tire pressure representing at least 3 percent of the annualdepartures in the traffic mixture should be considered the design aircraft for mix designpurposes. There are three design tire pressure categories: light, moderate and high. Table 1presents these categories along with the range of tire pressures and the design compactive effort(Ndesign). Some material properties change based upon the design tire pressures.
Table 1: Design Compactive Efforts Based Upon Tire PressuresTire Pressure Category Range of Tire Pressures (psi) Ndesign
Light Less than 100 50Moderate 100 to 200 65
High More than 200 80
The four steps of designing airfield HMA using the procedure described in this documentare equally important. The following sections describe each of these steps in detail.
Step 1 – Materials Selection
As stated above, materials needing selection include coarse aggregates, fine aggregates,asphalt binder, mineral filler, and/or anti-stripping additives. Within this mix design method,coarse aggregates are defined as the fraction of aggregates coarser than the No. 4 sieve while fineaggregates are those that pass through the No. 4 sieve. The following describe the criteria foreach of these materials.
Coarse Aggregate
There are five primary coarse aggregate characteristics that are important to theperformance of HMA: angularity/texture, shape, toughness, abrasion resistance, soundness andcleanliness. Angularity/surface texture is addressed in the mix design system by requiring aminimum percentage of coarse aggregates with one and two or more fractured faces inaccordance with ASTM D 5821, Determining the Percentage of Fractured Particles in CoarseAggregates. When two fractured faces are contiguous, the angle between the two places offracture must be at least 30 degrees to count as two fractured faces. Also, fractured faces mustbe obtained by crushing. Coarse aggregate shape is addressed by requiring a minimumpercentage of flat and elongated particles at a 5:1 ratio in accordance with ASTM D 4761, FlatParticles, Elongated Particles, or Flat and Elongated Particles in Coarse Aggregates. Whenconducting this test, a particle is considered flat and elongated if the maximum dimension ismore than five times greater than the minimum dimension. Abrasion resistance is addressed by

4
requiring a maximum percent loss when tested with the Los Angeles Abrasion machine inaccordance with ASTM C131, Resistance to Degradation of Small Size Coarse Aggregate byAbrasion and Impact in the Los Angeles Machine. The soundness of coarse aggregate isaddressed by having a maximum aggregate loss during testing in accordance with ASTM C88,Soundness of Aggregates by Use of Sodium Sulfate or Magnesium Sulfate. A caveat for boththe abrasion resistance (toughness) and soundness requirements is that aggregates not meetingthe stated requirements can be used provided a satisfactory performance history of use in similarconditions of service and exposure exists. The local DOT may be able to provide information onthe performance history of a particular coarse aggregate source. Table 2 presents therequirements for coarse aggregates.
Table 2: Coarse Aggregate Requirements
NdesignFractured Faces
(1F/2F)1Flat & Elongated
Particles2Toughness(% Loss)
Soundness(% Loss)3
50 85/80 min. 10 max. 40 max. 10/13 max.65 95/90 min. 10 max. 40 max. 10/13 max.80 95/95 min. 10 max. 40 max. 10/13 max.
1 First number designates the minimum percentage of aggregates with one fractured face,while the second number designates the minimum percentage of aggregates with two ormore fractured faces.
2 Based upon a maximum dimension to minimum dimension of 5:1.3 First number designates requirements when utilizing sodium sulfate solution, while
second number designates maximum allowable value when utilizing magnesium sulfatesolution.
Requirements on the percent fracture faces and percent flat and elongated particles shouldbe applied to the coarse fraction of the design aggregate blend. It is, however, good practice tomeasure these values on each individual coarse aggregate stockpile, though it is not required.Toughness and soundness requirements are to applied to individual coarse aggregate stockpiles.
Fine Aggregates
Fine aggregates must be clean, sound, durable, and angular shaped particles. Theangularity of the fine aggregates is addressed by requiring a minimum percentage ofuncompacted voids when tested in accordance with ASTM C1252, Uncompacted Void Contentof Fine Aggregate (as Influenced by Particle Shape, Surface Texture, and Grading). This test iscommonly referred to as the Fine Aggregate Angularity test within the highways version of theSuperpave mix design procedure. Though not specifically a test method, there are alsorequirements on the maximum percentage of natural (uncrushed) sands that can be utilized in theaggregate blend. Cleanliness of the fine aggregates is addressed as a minimum sand equivalencyvalue when tested in accordance with ASTM D2419, Sand Equivalent Value of Soils and FineAggregate. Requirements, based on the design aircraft tire pressure, for fine aggregates arepresented in Table 3.

5
Table 3: Fine Aggregate RequirementsNdesign Uncompacted Voids, % Percent Natural Sand Sand Equivalent Value
50 40 min. 20 max. 40 min.65 45 min. 15 max. 40 min.80 45 min. 15 max. 50 min.
Requirements for uncompacted voids and sand equivalent value should be applied to thedesign aggregate blend. Again, it is good practice to determine these values for individualstockpiles.
Asphalt Binder
The asphalt binder should be selected to provide the desired performance taking intoaccount the loading and environmental conditions expected at the project site. Asphalt bindersshould be specified using the Superpave Performance Grading (PG) system outlined inAASHTO M320, Performance Graded Asphalt Binder. Guide recommendations for selection ofthe appropriate PG binder are contained in Item-P401.
Airfield Asphalt Pavement Technology Program Project 04-02, PG Binder GradeSelection for Airfield Pavements, was specifically conducted in order to help specifiers select theappropriate asphalt binder for an airfield construction project. These recommendations can befound at www.aaptp.com.
Mineral Fillers
There are occasions where the aggregates used to make an HMA do not have sufficientfines to meet project specified gradations. In these instances, commercial mineral fillers aresometimes required. Mineral fillers used in HMA produced for airfield pavements should meetthe requirements of ASTM D242, Mineral Filler for Bituminous Paving Mixtures.
Anti-Stripping Additives
Anti-stripping additives are sometimes needed in order to minimize the potential formoisture damage in the field. Both liquid and solid (lime) anti-stripping additives have beensuccessfully used in airfield HMA. Anti-stripping additives should be approved by the localDOT and added at the manufactures recommended rates.
Step 2 – Selection of the Design Gradation
The next step in the design of airfield HMA is to select the design gradation. This step isaccomplished by proportioning the selected aggregates to develop a trial gradation(s) that meetsthe gradation requirements. Table 4 presents the gradation bands for airfield HMA. As shown inTable 4, there are four gradation bands for airfield HMA. Each gradation is designated by themaximum aggregate size of the gradation.

6
Depending upon the experience of the mix designer, it may be prudent to develop severaltrial gradations. If multiple blends are developed, the selected materials should be proportionedto result in gradations that pass near the upper and lower limits of the gradation bands as well asone that passes near the middle of the bands. If a solid anti-stripping additive is utilized, such ashydrated lime, it should be included when proportioning the trial blends.
Table 4: Airfield HMA Gradation RequirementsPercentages of Mass Passing Each Sieve
(Maximum Aggregate Size)Sieve Size
1 ½” max. 1” max. ¾” max. 1/2” max.1 ½ in. 100 --- --- ---1 in. 86-98 100 --- ---¾ in. 68-93 76-97 100 ---½ in. 57-81 67-87 77-98 100
3/8 in. 49-69 58-80 68-89 77-98No. 4 34-54 42-62 50-70 58-78No. 8 22-42 29-48 35-55 40-60No. 16 13-33 19-40 23-34 27-47No. 30 8-24 12-30 16-34 18-36-No. 50 6-18 8-22 12-28 11-25No. 100 4-12 6-17 7-20 6-18-No. 200 3-6 3-6 3-6 3-6
Very, very rarely will a single stockpile of aggregates meet the gradation bands shown inTable 4. Therefore, the vast majority of the time multiple stockpiles of aggregates will beproportioned to meet the gradation requirements. A property of the aggregates that will beneeded during the mix design method to calculate volumetric properties is the combined bulkspecific gravity of the aggregate blend which can be calculated as follows:
i
i
isb
G
P
G
P
G
P
PPPG
...
..
2
2
1
1
21 Equation 1
Where;Gsb = combined bulk specific gravity of the aggregate blend.Pi = percent by mass of each component aggregate in the blend (note all of the percentage shouldsum to 100).Gi = bulk specific gravity of each component aggregate stockpile in the blend.
In a similar manner, the combined apparent specific gravity of the aggregate blend can becalculated using the above equation by simply replacing the Gsb with apparent specific gravity(Gsa). The combined apparent specific gravity of the blend is not needed to calculate mixvolumetric properties, but is needed along with the combined aggregate bulk specific gravity toestimate the absorption characteristics of the aggregate blend. As will be noted in a subsequentdiscussion, the absorption characteristics of the aggregate blend are needed during mix design.

7
sasb GGAbs
11%, Equation 2
Where;Abs. = water absorption of combined aggregate blendGsb = combined bulk specific gravity of the aggregate blendGsa = combined apparent specific gravity of the aggregate blend
For each of the trail blends, asphalt binder is added and the mixture compacted using thespecified Ndesign value. The asphalt binder content used for preparing these trial mixes should bebased upon experience with the selected materials. If the designer has no experience with theselected materials, an asphalt binder content between 5.0 and 5.5 percent is a good starting pointfor most mixes. Aggregates to be used in each trial mixture should be dried to a constant massand separated by dry-sieving into individual size fractions. The following size fractions arerecommended for each aggregate source:
1 ½ in. to 1 in.1 in. to ¾ in.¾ in. to ½ in.½ in. to 3/8 in.3/8 in. to No. 4No. 4 to No. 8Passing No. 8
Mixing and compaction temperatures for the mixes are determined using temperature-viscosity charts. These charts are generally provided by the asphalt binder supplier. Mixingtemperature will be the temperature needed to produce an asphalt binder viscosity of 170 ± 20cst. Compaction temperature will be the temperature required to produce an asphalt binderviscosity of 280 ± 30 cst. However, while these temperatures work for neat asphalt binders, theselected temperatures may need to be changed for polymer modified asphalt binders. Theasphalt binder supplier’s guidelines for mixing and compaction temperatures should be usedwhen polymer modified asphalt binders are utilized.
In some instances, recycled asphalt pavement (RAP) is utilized within airfield HMA.Airfield Asphalt Pavement Technology Program Project 05-06, Use of Reclaimed AsphaltPavement (RAP) in Airfield HMA Pavements, should be consulted on specifics about inclusionof RAP. However, during mix design, the RAP sources should be heated in an oven to 220 –240°F for two hours prior to combining the RAP with the heated aggregates.
When preparing the mixtures, a mechanical mixing apparatus should be utilized.Aggregates (excluding RAP) and asphalt binder should be heated approximately 20 to 30°Fabove the established mixing temperature. The heated aggregate batch and RAP, if used, is thenplaced into the mechanical mixing container. Next the appropriate mass of asphalt binder isadded. Mix the materials rapidly until thoroughly coated. After mixing, the mix should be

8
short-term aged in accordance with AASHTO R30, Practice for Mixture Conditioning of HotMix Asphalt (HMA). For combined aggregate blends having water absorption values less than 2percent (from Equation 2), the mixture should be aged for 2 hours in accordance with AASHTOR30. However, if the combined water absorption is greater than 2 percent, the mixture should beaged at the compaction temperature for 4 hours. Mixtures prepared for determining thetheoretical maximum specific gravity in accordance with ASTM D2172, Theoretical MaximumSpecific Gravity and Density of Bituminous Paving Mixtures, should also be short-term aged asdescribed above.
The trial mixture specimens should be compacted at the established compactiontemperature after laboratory short-term aging to the appropriate Ndesign value. After the sampleshave been compacted, extruded from the mold, and allowed to cool, each is tested to determinebulk specific gravity in accordance with ASTM D2726, Bulk Specific Gravity and Density ofNon-Absorptive Compacted Bituminous Mixtures. After determining the bulk specific gravityof each sample and the theoretical maximum specific gravity of each trial mix, the properties ofinterest for each specimen should be calculated. Volumetric properties of interest are the airvoids in total mix (VTM), voids in mineral aggregate (VMA), percent theoretical maximumspecific gravity at the initial number of gyrations (%Gmm@Ninitial), voids filled with asphalt(VFA) and volume of effective asphalt (VEA). The VEA is not utilized during mix design butwill be utilized during construction. Other properties that need to be determined include:percent effective asphalt content (by mass) and the dust-to-binder ratio (D/B). Table 5 presentsthe initial and design gyration levels for the different tire pressure categories. Each of theseproperties are calculated as follows:
mm
mbmm
G
GGVTM 100,% Equation 3
sb
smb
G
PGVMA 100,% Equation 4
100,%
VMA
VTMVMAVFA Equation 5
100@% mm
ini
desmb
initialmmG
Ht
HtxG
NG Equation 6
VTMVMAVEA ,% Equation 7
sba
bbe PP
PP 100
,% Equation 8

9
b
sesb
sbseba G
GG
GGP
100,% Equation 9
beP
P
B
D 200 Equation 10
Where,Gmb = bulk specific gravity of the compacted specimen (ASTM D2726)Gmm = theoretical maximum specific gravity (ASTM D2172)Gse = effective specific gravity of aggregate (calculated from ASTM D2127)Gb = specific gravity of asphalt binderPb = total asphalt binder content by mass, %Pbe = effective asphalt binder content by mass, %Pba = absorbed asphalt binder content by mass, %Ps = percent stone in mixture (100-Pb)P200 = percent passing No. 200 sieve by massHtini = height of sample at initial number of gyrationsHtdes = height of sample at design number of gyrations
Table 5: Superpave Gyratory Compaction EffortTire Pressure (psi) Initial Gyration Level Design Gyration Level
Less than 100 6 50100 to 200 7 65
Greater than 200 7 80
Once the desired properties are determined, each is compared to the mixturerequirements. Table 6 presents the requirements for airfield HMA mixes designed using theSuperpave gyratory compactor. A trial blend that will meet all of the requirements of Table 5 isselected as the design aggregate gradation.
Step 3 – Selection of Optimum Asphalt Content
Once the design gradation has been selected, it is necessary to evaluate various asphaltcontents in order to select optimum asphalt binder content. Additional specimens will need to beprepared using the selected design gradation and at least three additional asphalt binder contents.At least two samples should be prepared at each asphalt binder content.
Once the samples have been compacted, extruded and cooled, the bulk specific gravity ofeach is determined. As described in the previous section, the VTM, VMA,VFA, %Gmm@Ninitial,and D/B should be calculated for each sample. These results are then averaged for each asphaltbinder content. Graphical plots are then prepared for the following relationships with “best-fit”lines developed for each relationship:

10
VTM vs. Asphalt binder contentVMA vs. Asphalt binder contentVFA vs. Asphalt binder content%Gmm@Ninitial vs. Asphalt binder contentD/B vs. Asphalt binder content
Table 6: Mix Design RequirementsRequiredRelative
Density, Percentof Theoretical
MaximumSpecific Gravity
Voids in the Mineral Aggregate(VMA), Percent Minimum
Maximum aggregate Size, mm
TirePressure,
psi
Ninitial Ndesign 1 ½ 1 ¾ 1/2
VoidsFilledwith
Asphalt(VFA)Range,Percent
Dust –to-
BinderRatioRange
<100 ≤90.5 96.0 12.0 13.0 14.0 15.0 70-80 0.6-1.4100 to 200 ≤90.5 96.0 12.0 13.0 14.0 15.0 65-78 0.6-1.4
>200 ≤90.0 96.0 12.0 13.0 14.0 15.0 65-75 0.6-1.4
Optimum asphalt binder content is defined as the asphalt binder content that results in 4.0percent air voids. In order to find this asphalt binder content, evaluate the graphical plot betweenVTM and asphalt binder content. Determine the asphalt binder content that produces 4 percentair voids. After determining the asphalt binder content that produces 4 percent air voids, use theother graphical plots to determine the other required properties at this asphalt binder content.Compare the values to the requirements presented in Table 6. If all of the requirements of Table6 are met, optimum asphalt binder content will be that asphalt binder content that results in 4percent air voids. If all requirements are not met, another gradation should be evaluated.
Step 4 – Evaluate Moisture Susceptibility
The final step in the design of airfield HMA using the Superpave gyratory compactor isto evaluate the designed mixture for moisture susceptibility. Testing is conducted in accordancewith ASTM D4867, Effect of Moisture on Asphalt Concrete Paving Mixtures. A minimumtensile strength ratio of 80 is required.
GUIDELINES ON MIX SELECTION
Requirements presented in the previous section on designing airfield HMA using theSuperpave gyratory compactor showed that there are a number of potential combinations forspecifying airfield pavement layers. Tables 4 and 5 showed that there are a total of four differentgradation bands and three design laboratory compactive efforts available, respectively. Each ofthese 12 combinations would be expected to have different performance characteristics. Use ofpolymer modified asphalt binders would also change the expected performance characteristicswhen compared to mixtures containing neat asphalt binders. This section provides discussion onissues a specifying engineer may want to consider when selecting a particular HMA for anairfield HMA layer.

11
Definitions and Terms
Prior to discussing the guidelines on mix selection, some terms and definitions areprovided. These terms are used within these guidelines and are provided here to help the reader.
Apron: Aprons are pavements on airfields that exist as storage/parking areas for aircraft.Terminal aprons are located near the terminal building and are used for storing aircraft duringloading and unloading. The holding apron is a location where aircraft can queue in order toallow other aircraft to bypass.
Blast Pad: The blast pad is a paved area at the end of runways to prevent erosion caused by jetblast. These pavements are not designed to carry aircraft loadings except in an emergency.
Hot Mix Asphalt: A combination of asphalt binder and well-graded aggregates that are mixed atelevated temperatures in a production facility.
Design Compactive Effort: The laboratory compactive effort applied to hot mix asphalt duringmix design with the Superpave gyratory compactor. This value is given as a specified number ofgyrations.
Design Gradation: Blend of aggregate stockpiles in which the optimum asphalt binder contenthas been determined.
Maximum Aggregate Size: This is a term describing the gradation of the mixture. The maximumaggregate size is the finest sieve which has 100 percent of the aggregates passing. Table 4presents the gradation bands for airfield HMA by maximum aggregate size.
Nominal Maximum Aggregate Size (NMAS): One sieve size larger than the first sieve to retainmore than 10 percent of the aggregate fraction. This term is used in the highways version of theSuperpave mix design method.
Raveling: Wearing away of the pavement surface caused by dislodging of aggregates and loss ofasphalt binder. Raveling is a major cause of FOD.
Runway: A runway is a pavement on an airfield that is primarily used for the acceleration andtakeoff and/or landing and deceleration of aircraft.
Rutting: A longitudinal surface depression in wheel paths. Rutting can allow rain water to poolcausing an increase in the potential for hydroplaning. Rutting can also lead to operationalcontrol issues.
Segregation: Separation of a mix constituent from the other parts of the mix. This is generallyobserved as the coarse aggregates separating from the fine aggregates creating coarse spots in thefinished pavement.

12
Shoulder: The shoulder pavement of an airfield is located adjacent to structural pavements andresists jet blast erosion and accommodates maintenance and emergency equipment. Shouldersare not designed to receive aircraft loadings.
Shoving: Shoving is a longitudinal displacement of the HMA in a localized area of the pavementsurface. Shoving can cause operation control problems for aircraft.Superpave: A methodology for designing dense-graded hot mix asphalt using the Superpavegyratory compactor.
Taxiway: Taxiways are defined paths on an airfield that are established for the taxiing of aircraftfrom one area of the airport to another.
HMA Mixture Constituents and Properties Related to Mix Selection
Hot mix asphalt is predominantly comprised of aggregates and asphalt binder. Both ofthese constituents are important in the performance of airfield HMA. The following sectionsdescribe how these constituents affect HMA performance.
Influence of Asphalt Binder on Airfield Pavement Layers
Important Properties of Binders for Airfields
Asphalt binder is one of the most unique construction materials. As a viscoelasticmaterial, asphalt binder is extremely sensitive to both temperature and time of loading. There arethree different temperature regimes that an asphalt binder affects the performance of HMApavement layers: high, intermediate and low temperatures. At high pavement temperatures,rutting and shoving is the main cause of concern. In these instances, a stiff asphalt binder isdesirable. Stiff asphalt binders will help resist the stresses created in the pavement by aircrafttires.
At intermediate temperatures, fatigue cracking is a concern. Fatigue cracking is causedby the repetitive loading of aircraft passing over the pavement. Tensile stresses develop at thebottom of the pavement layer; therefore, fatigue cracking is generally more related to the totalthickness of the HMA layer. However, proper selection of the asphalt binder can reduce thepotential for fatigue cracking.
Asphalt binders play a significant role in resisting low temperature thermal cracks.Asphalt binders must be elastic enough at low temperatures to resist the stresses caused by lowtemperatures.
Airfield Asphalt Pavement Technology Program Project 04-02 was conducted to provideguidance on selecting the appropriate asphalt binder for airfield HMA. This report should beconsulted to help specifiers select the appropriate asphalt binder for airfields. The SuperpavePerformance Grading (PG) system recommended in this report does evaluate asphalt binders athigh, intermediate and low temperatures.

13
Effect of Binder Content on Performance
The asphalt binder content needs to be optimized to balance stability (resistance to ruttingand shoving) with long-term durability (raveling, cracking, and resistance to moisture). This isthe goal of the mix design procedure presented within this document. Asphalt binder contentsthat are too low can result in raveling, segregation, and/or insufficient compaction, while asphaltbinder contents that are too high can result in bleeding, shoving and rutting. Figure 1 graphicallyillustrates the relationship between asphalt content and pavement performance, in terms ofdurability and stability.
Figure 1: Relationship Between Asphalt Content and Performance (5)
One issue that is addressed within the Superpave mix design method for airfields that wasnot addressed in the previous Marshall mix design method is aggregate absorption. Thisproperty is discussed within this section on the effect of asphalt binder content on performancebecause aggregate absorption can affect the selected asphalt binder content. When highlyabsorptive aggregates are utilized, the aggregates will absorb asphalt during production, storage,transportation, and laydown. It has also been hypothesized that some asphalt binder is absorbedduring the early life of the pavement when temperatures are high. Any asphalt binder absorbedby the aggregates is not available to resist the actions of asphalt binder aging. When the asphaltbinder ages, it becomes brittle which can lead to durability problems, such as raveling. Ravelingis a major cause of FOD. Therefore, the absorption characteristics of the aggregates must beaccounted for during mix design through the short-term aging procedure in order to optimize theappropriate asphalt binder content.

14
Effect of Binder Stiffness on Performance
The stiffness of the asphalt binder can play a very important role in the performance ofairfield HMA layers. Stiffer asphalt binders help prevent rutting and shoving. However, stifferbinders also tend to reduce the workability of an asphalt mixture, making it harder to achieve thenecessary density to ensure optimum performance. Asphalt binders that are too stiff may alsosuffer from long-term performance issues in the form of cracking. The appropriate asphalt bindershould be based upon the climatic and loading conditions that are expected at the project site.
Influence of Aggregate Properties on Airfield Pavement LayersAggregates make up approximately 95 percent of an HMA, by mass. Therefore, their
properties are of paramount importance to the performance of airfield pavements. The aggregaterequirements recommended within the Superpave mix design method for airfields weredeveloped to provide an HMA with desirable properties. The following sections describe issuesrelated to aggregate properties for airfield pavements.
Important Properties of Aggregates
There are a number of aggregate properties that are important to HMA performance,including: angularity, shape, surface texture, toughness, soundness and angularity. In order toresist the high tire pressures encountered on many airfields, angular aggregates with roughsurface texture are needed. Angular/rough aggregates reduce the potential for rutting andshoving. Angularity requirements contained within the Superpave mix design method should notbe reduced. Durable aggregates that exhibit toughness and are resistant to the effects of weather(soundness) are desirable.
Microtexture refers to the fine scale roughness contributed by the small, individualaggregate particles in the asphalt mixture. Microtexture will provide frictional properties foraircraft operating at slower speeds. Macrotexture is defined as the visible roughness of thepavement as a whole. Macrotexture provides the frictional properties for higher speeds whilealso assisting in providing a path for water to escape from beneath aircraft tires. Together, theyprovide adequate frictional properties for aircraft throughout their landing/takeoff speed range. Ifthere is concern about the polish resistance (related to microtexture) of a particular aggregatesource, the local Department of Transportation should be consulted. Polish resistance is a veryimportant aggregate property for airfield pavements.
Influence of Natural Sands on Performance
Even though the use of fine, crushed material will increase a mixture’s stability, it willalso reduce the mixture’s ability to be compacted. Therefore, small percentages of roundednatural sand will aid in the workability of hot mix asphalt. However, excessive amounts ofrounded natural sand can lead to instability problems and result in tenderness, rutting and/orshoving. Excessive amounts of natural sand should not be allowed within airfield HMA. Themix design requirements for the maximum percentage of natural sand and a minimum percentageof uncompacted voids in the fine aggregates were recommended to limit the use of “rounded”sands.

15
Influence of Aggregate Absorption on Performance
Excessive aggregate absorption of asphalt binder may lead to incorrect determination ofvoids in mineral aggregate (VMA) and voids filled with asphalt (VFA). Also, an excessiveamount of asphalt binder being absorbed by the aggregates will result in insufficient effectiveasphalt binder in the mixture if not taken into account. Insufficient effective asphalt binder maylead to raveling and cracking or stripping, possible premature hardening, and low-temperaturecracking.
Influence of Gradation for Airfields
Gradation affects almost all important mixture performance properties, includingstiffness, stability, durability, permeability, workability, fatigue resistance, frictional resistance,and resistance to moisture damage. Fine graded mixes (those having gradations passing near theupper gradation band limits) tend to produce tighter surface textures, reducing permeability towater and air, and increasing durability. Fine graded mixtures also generally offer improvedworkability over coarse graded mixes (those gradations passing near the lower gradation bandlimits) as finer gradations will generally require a higher optimum asphalt binder content.However, coarser gradations improve the macrotexture of pavement surfaces. With therequirements for grooving at most airports, the need for coarser gradations is minimized.
Construction Issues Related to Mix Selection
When constructing airfield HMA layers, there are mix characteristics that will influencethe ability to compact the mixture. These characteristics are important because achieving theproper density is vital to the performance of HMA pavement layers. Layers that are not properlycompacted will often exhibit durability distresses that can lead to FOD.
Ratio of Lift Thickness to Nominal Maximum Aggregate Size (t/NMAS)
Early standard practice in pavement construction was to use a lift thickness to maximumaggregate size (t/MAS) ratio of approximately 2 or 3:1. Research conducted as part of NCHRP9-27, Relationships between HMA In-place Air Voids, Lift Thickness, and Permeability,investigated this ratio to determine the optimum ratio of lift thickness to aggregate gradation size(6).
NCHRP 9-27 evaluated the relationships between lift thickness and NMAS in severaldifferent ways: through the gyratory compactor, through the vibratory compactor, and throughfield test sections constructed at the National Center for Asphalt Technology Test Track. Resultsbased on these evaluations showed that the test sections provided the best approach fordetermining the minimum t/MAS ratio. From the results, it was shown that a t/MAS of 2 to 2.5or greater was needed to be able to achieve the proper density with a reasonable compactiveeffort. As an example, the layer thickness of a 1 in. maximum aggregate size gradation should beplaced at a minimum thickness of 2.5 in. or greater. Likewise, ½ in. maximum aggregate sizegradations should be placed 1 ¼ in. or greater. Table 7 presents recommended lift thicknessesfor the different maximum aggregate size gradation bands.

16
Table 7: Recommended Lift Thicknesses by Maximum Aggregate SizeGradation Maximum
Aggregate SizeMinimum LiftThickness (in.)
Maximum LiftThickness (in.)
½ 1.0 2.0¾ 1.5 3.01 2.5 3.5
1 1/2 3.0 4.5
Pavement GroovingAirfield pavements are routinely grooved to provide two main functions: to reduce the
occurrence of hydroplaning, and to provide adequate friction, especially during wet pavementconditions. Grooving essentially provides additional pavement macrotexture that allows water toescape. Studies dating back to 1968 (AC 150/5320-12C) confirm that a high level of frictioncould be achieved on wet pavements through grooving, which allows water to escape frombeneath the tires of landing aircraft. Pavement grooving can be installed in several differentorientations, including transverse, longitudinal, and angled. Groove shapes that have commonlybeen used include rectangular, trapezoidal, and rounded. The current FAA groovingspecification requires grooves to be rectangular in shape, ¼ inch deep by ¼ inch wide.
In spite of their widespread use, pavement grooves in asphalt airfield pavements aresubject to several pavement distresses that reduce the pavement’s serviceability. Among thesedistresses are groove wear, groove closure, migration, and rounding. A more thorough listing isshown in Table 8.
Table 8: Common Distresses Found in Grooved Asphalt Runways (7)Distress DefinitionGroove Wear Groove depth measuring 0.125 in. or less compared to the standard depth
of 0.25 in.Groove Closure Groove width measuring 0.1875 in. or less compared to the standard
width of 0.25 in.Rubber Deposits Rubber in grooves and or runwayCracking Reflective cracks and cold seam cracks propagated along groovesMigration Flowing of pavement resulting in a wavy groove patternDeep/ShallowCutting
Adjacent grooves of varying depths caused by defective cutting methods
Rounding Wearing away of sharp groove edgesChipping Breaking away of aggregate and/or filler material in sharp edges of
groovesErosion Washing out of fine filler or binder material leaving exposed aggregate
The combination of groove wear, groove closure, and migration can lead to what iscommonly termed groove collapse. Several studies have evaluated the cause of groove collapse,and concluded that groove collapse was generally caused by large aggregate particles breakingloose from the grooves, mainly during high ambient temperatures, and occurred within the first

17
three years of placement. Once binder aging had occurred, groove collapse was eventuallymitigated. Generally, it has been recommended that grooving only take place in pavements withaggregates less than ⅜ in.
Segregation
Segregation can be a problem when placing airfield pavement layers. Segregation is theseparation of one portion of the HMA mix. This is most often seen in the coarse aggregatefraction. Segregation is generally observed on the pavement surface as an area with much moresurface texture than surrounding areas.
Segregation in HMA layers can cause performance problems. Segregated areas generallyhave an insufficient amount of fines and asphalt binder. As such, the potential for raveling inthese areas is increased. In most cases, HMA mixtures with smaller maximum aggregate sizegradations and/or finer gradations (for a given maximum aggregate size) will have lowerpotential for segregation.
Permeability
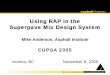
Layers of HMA that have low density or are in segregated areas have a potential to bepermeable to air and water. When an HMA pavement layer is permeable to water and air, thepotential for moisture damage and/or oxidative aging is increased. Permeability of in-placedense-graded HMA layers is affected by the amount of fine aggregates, as illustrated in Figures 2and 3. Figure 2 shows that for ¾ in. maximum aggregate size mixes, fine-graded HMA tends tobe less permeable than coarse-graded HMA at a given in-place air void content. Figure 3illustrates the influence of maximum aggregate size (shown as nominal maximum aggregate size(NMAS)) on permeability. This figure shows that larger NMAS mixes tend to be morepermeable at a given in-place air void content than smaller NMAS mixes. Therefore,permeability is related to the amount of fine aggregate within the gradation. Layers that are lesspermeable will tend to be more durable and, thus, less potential for raveling.

18
y = 0.0598e0.8604x
R2 = 0.6799
Coarse-graded
y = 0.2908e0.6266x
R2 = 0.5819
Fine-graded
0
200
400
600
800
1000
1200
1400
1600
1800
2000
0.0 2.0 4.0 6.0 8.0 10.0 12.0 14.0 16.0
In-Place Air Void Contents (AASHTO T 166), %
Lab
Perm
eab
ilit
y,
E-5
cm
/sec
Coarse-graded
Fine-graded
Figure 2: Effect of Gradation Shape on Permeability of Dense-Graded Layer
y = 0.0055x4.7455
R2
= 0.85529.5 mm
y = 0.2947x4.2437
R2
= 0.563325.0 mm
y = 0.0481x3.7756
R2
= 0.766212.5 mm
y = 0.0521x4.5311
R2
= 0.8084
19.0 mm
0
500
1000
1500
2000
2500
0.0 2.0 4.0 6.0 8.0 10.0 12.0 14.0 16.0 18.0
Percent In-Place Air Voids
Pe
rme
ab
ilit
yx
10-5
cm
/sec
Figure 3: Effect of Nominal Maximum Aggregate Size on Permeability

19
Pavement Layer Issues Related to Mix Selection
This section describes the different types of HMA pavement layers generally utilized onairfields and discusses issues related to mix selection for these different layers. For the purposesof pavement layer characterization, this report will include two categories of HMA layers:surface courses and base courses. Surface courses generally contain the highest quality materialswithin the pavement structure. The surface course must be smooth, durable, rut resistant andpossess good frictional properties. Surface courses can be placed in multiple layers. Surfacecourses located below the pavement surface help distribute the loads from the pavement surfaceto the underlying layers. Base courses are generally placed upon the prepared subgrade,aggregate base, or stabilized base and are used to distribute loads to the underlying layers.Multiple base courses any be placed within the structure.
Surface courses are generally directly in contact with loadings and with the elements. Tominimize the potential for premature distresses, the constituents should be properly selectedbased upon the expected loadings and climate. The Superpave mix design procedure for airfieldpavements should be utilized to properly select the constituent materials. Because surfacecourses are in contact with the elements, the layer should be impermeable. Achieving properdensity in the field will help minimize the potential for permeable pavements; however, selectionof HMA mixes with smaller maximum aggregate size gradations will also help minimize thepotential for permeability. Surface courses should in most cases be an HMA with a ½ in. or ¾in. maximum aggregate size gradation. These gradations are also preferable because smallermaximum aggregate size gradations will generally have higher optimum asphalt binder contentswhich, when combined with the lower potential for permeability, will reduce the potential forraveling. From a construction standpoint, these smaller maximum aggregate size gradations willalso minimize the potential for segregation. Grooves also tend to last longer when smalleraggregate sizes are used.
Surface courses placed immediately underneath the pavement surface must assist theoverlying courses in resisting deformations and distribute loads to the lower pavement layers.These courses should in most cases be an HMA with a ¾ in. or 1 in. maximum aggregate sizegradation. Use of ½ in. maximum aggregate size gradations is also acceptable.
Base courses are generally the lowest layers of HMA placed in the pavement structure.The primary purpose of the base layer is to provide a construction platform for the overlyinglayers and the distribute loads to the underlying layers. Base courses should in most cases be anHMA having a ¾ in., 1 in. or 1 ½ in. maximum aggregate size gradation.
Pavement Location Issues Related to Mix Selection
Airfields are made up of numerous pavement areas. Each of these areas has a specificrole in the aviation industry. Some pavements receive very heavy loads while some may neverhave an aircraft pass over. The following paragraphs describe some pavement location issues thatcould affect the selection of the appropriate HMA mixture.

20
Aprons are pavement areas where aircraft are generally moving at very slow speeds orare stationary. As such, the stiffness of the HMA should be relatively high in order to resistpermanent deformation. HMA mixes used on aprons should have very angular aggregates thathave the proper shape. When large aircraft, having high tire pressures, are to utilize the apron,some polymer modification to the asphalt binder may be warranted. Aprons are generally verylarge areas in which aircraft will not always traffic over the entire area. Smaller maximumaggregate size gradations should generally be used for surface courses on aprons in order toenhance durability.
Runways are used for aircraft to take-off and land. Once the aircraft have landed, theyare generally traveling at great speeds; however, the impact forces that occur upon landing or theacceleration forces encountered during takeoff are high. HMA mixes should be selected that willminimize the potential for rutting and raveling for runways. Rutting can affect the operationalcontrol of aircraft and raveling can result in FOD. Any of the HMA mixes can work well forrunways provided they are selected for their intended pavement layer within the structure and atthe appropriate design gyration level.
Taxiways are pavements on an airfield that are established for taxiing of aircraft from onearea to another. Generally, the speeds at which the aircraft travel are low indicating that ruttingis a major concern. As such, the use of polymer modified binders should be considered if thesize of the aircraft or tire pressures warrant their use. This is especially true at larger airportswhere aircraft may stack near runway ends. Any of the HMA mixes can work well for taxiwaysprovided they are selected as described above for their intended pavement layer and at theappropriate design gyration level.
There are a number of pavement locations at airfields that may receive few if any aircraftloadings. These will be lumped into a category called non-load pavements. Areas such as blastpads and shoulders fit within this category. The major concern at these pavement locations isdurability type distresses. Cracking and/or raveling are of main concern. For these non-loadpavements, HMA mixes should be designed at 50 gyrations during mix design. The surfacecourse in these areas should be either ½ in. or ¾ in. maximum aggregate size gradation, with the½ in. preferable.

21
REFERENCES
1. Department of the Army, Corps of Engineers, Mississippi River Commission.“Investigation of the Design and Control of Asphalt Paving Mixtures.” TechnicalMemorandum No. 3-254. Waterways Experimental Station. Vicksburg, Mississippi,May 1948.
2. White, T. D., “Marshall Procedures for Design and Quality Control of AsphaltMixtures.” Association of Asphalt Paving Technologies. Volume 54. pp 265-284.1985.
3. Cominsky, R., R. B. Leahy, and E. T. Harrigan. “Level One Mix Design: MaterialsSelection, Compaction and Conditioning. Strategic Highway Research Program.SHRP-A-408. National Research Council. Washington, D.C. 1994.
4. Download from www.amrl.net5. Vallegra, B.A. and W. R. Lovering. “Evolution of the Hyeem Stabilometer Method
of Designing Asphalt Pavement Mixtures.” In Proceedings of The Association ofAsphalt Pavement Technologists. Volume 54. pp 243-265. 1985.
6. Brown, E. R. and L. A. Cooley, Jr. “Relationships of Air Voids, Lift Thickness, andPermeability in Hot Mix Asphalt Pavements.” National Cooperative HighwayResearch Program Report 531. Transportation Research Board. National ResearchCouncil. Washington, D.C. 2004.
7. Melone, R. “Surveys of Grooves in 19 Bituminous Runways.” Final Report. NavalAir Engineering Center. Federal Aviation Administration. FAA-RD-79-28. 1979.