Embed Size (px)
Citation preview

This article was downloaded by: [Florida State University]On: 09 October 2014, At: 05:38Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Food Reviews InternationalPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/lfri20
IMPLEMENTATION OF HACCP TO BULK CONDENSED MILKPRODUCTION LINEAli A. Ali a & Randall M. Fischer ba Virginia State University , Petersburg, VA, 23806, U.S.A.b Maryland and Virginia Milk Producers Cooperative Association, Inc. , P.O. Box 184, Laurel,MD, 20725, U.S.A.Published online: 02 Nov 2011.
To cite this article: Ali A. Ali & Randall M. Fischer (2002) IMPLEMENTATION OF HACCP TO BULK CONDENSED MILK PRODUCTIONLINE, Food Reviews International, 18:2-3, 177-190, DOI: 10.1081/FRI-120014687
To link to this article: http://dx.doi.org/10.1081/FRI-120014687
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

IMPLEMENTATION OF HACCP TO BULKCONDENSED MILK PRODUCTION LINE
Ali A. Ali1,* and Randall M. Fischer2
1Virginia State University, Petersburg, VA 238062Maryland and Virginia Milk Producers Cooperative Association, Inc.,
P.O. Box 184, Laurel, MD 20725
ABSTRACT
A hazard analysis critical control point (HACCP) program itself is a straight-
forward and logical system of enhancing food safety through the prevention of
problems. This paper focuses on the role of each step in HACCP programs.
Condensed milk products, which have wide application in many sectors of the
food industry, are relatively short shelf-life products. Therefore, HACCP
analysis of this product is an important issue for public health. Implementation
of the HACCP system to production of bulk-condensed milk proved to be a
valuable tool for improving the safety and quality characteristics of that
product. Chemical and microbiological test results, in addition to the other
programs, play a lead role in developing monitoring strategies and generating
validation data to help the HACCP team assess the effectiveness of the
processing controls being used.
Key Words: HACCP; Hazard analysis; Critical control point; HACCP plan;
Dairy industry; Condensed milk
177
DOI: 10.1081/FRI-120014687 8755-9129 (Print); 1525-6103 (Online)Copyright q 2002 by Marcel Dekker, Inc. www.dekker.com
*Corresponding author. Fax: (301) 953-1979; E-mail: [email protected]
FOOD REVIEWS INTERNATIONAL
Vol. 18, Nos. 2 & 3, pp. 177–190, 2002
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

INTRODUCTION
At the beginning of the 19th century, food scientists in Europe, England,
and the United States began working on the possibility of preserving milk as a
concentrated liquid. Evaporation technology applied to dairy products
developed remarkably since the American, Gail Borden, first developed the
process in 1856. Industrial production of condensed milk started around the
middle of the 19th century. Evaporated or condensed milk is produced by the
process of evaporation where water is progressively removed to effect the
concentration of milk solids, and of other solids so that the formulation of the
final product dictate their presence. Condensed milk is manufactured for use as
a food ingredient in its own right, finding application in many sectors of the
food industry. The product has a relatively short shelf-life of 2–3 days and
care must be taken to avoid the presence of Escherichia coli and Pseudomonas
spp., which indicate the occurrence of post-pasteurization contamination. The
production of condensed milk with acceptable organoleptic properties and that
is safe for consumption can be assured only when the microbiological quality
of the raw milk, pasteurization of the condensed products, and prevention of
post-heat treatment contamination during storage and distribution are
continuously controlled and tested.
Hazard Analysis Critical Control Points or HACCP, is an international food
safety system. In the United States, the Food and Drug Administration (FDA) and
the United States Department of Agriculture (USDA) have formulated regulations
that many food companies must follow. HACCP is a preventive, structured,
systematic, and documented approach to ensure food safety.[1,2] It identifies
biological, chemical, and physical hazards, and develops preventive measures
throughout food manufacturing to monitor a product’s compliance to a standard.
On the basis of common-sense application of technical and scientific principles to
the food production process, HACCP is an effective tool used to prevent
substandard finished goods from reaching the marketplace. The seven HACCP
principles are: (1) conduct a hazard analysis; (2) identify the critical control points
(CCP); (3) establish critical limits; (4) establish a monitoring system to ensure
control of the CCP; (5) establish corrective actions to be taken if critical limits are
exceeded; (6) document the HACCP plan; and (7) verify the HACCP system.
These principles have international acceptance and details of this approach have
been published by the Codex Alimentarius Commission[3] and the National
Advisory Committee on Microbiological Criteria for Foods.[4] Over the last
10 years, the HACCP concept has been rapidly developed and has found
applications in various products including chilled and refrigerated foods,[5,6]
seafood,[7] meat, and poultry.[8] Recently, several applications of HACCP in milk
and milk products have been reported,[9,10] but condensed milk products were not
among them. With these facts in mind, the present study was performed to
describe the HACCP analysis of the process used to produce bulk-condensed skim
milk and bulk-condensed whole milk. Furthermore, this study provides the basis
ALI AND FISCHER178
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

for HACCP plans for bulk-condensed whole and skim milk, and guidance as to its
most effective practice.
CHEMICAL AND MICROBIOLOGICAL TESTING IN AN HACCPSYSTEM
A HACCP plan requires various tests as tools to control hazards. These tests
are designed to identify and control every possible physical, chemical, or
microbiological contamination. Milk samples may be analyzed for antibiotics
(amoxicillin, ampicillin, ceftiofur, cephapirin, and pencillin G), for example, by
using the rapid one step assay (Charm SL Beta Lactam, Charm Sciences, Inc.,
MA). Fat, protein, and somatic cells are measured by infrared analysis (Foss FT
120, Foss North America, Inc., USA). Aflatoxin M1 and pesticides[11] and
standard plate counts (SPC) are measured.[12] The skim (PC) and whole (WC)
condensed milk are analyzed for Total Solids, Fat, and SNF by infrared analysis,
SPC,[12] coliform counts,[13] phosphatase and adenosine triphosphate (ATP)
(Charm II 6600, Charm Sciences, Inc., MA), Listeria counts[14] and Salmonella
counts.[15]
CONDENSED MILK
Condensed or concentrated milk (21 CFR 131.115) is the liquid food
obtained by partial removal of water from milk. Bulk-condensed milk is usually
made by evaporation of manufacturing-grade milk without addition of sugar or
any other preservative material. The primary use of the product is as a source of
milk solids in confectionery, bakery, and other manufactured foods. Heat
treatments vary, but begin with pasteurization. Post-pasteurization temperatures
can reach 93.58C for 3 min depending on the desired outcome of viscosity,
bacteriological quality, and other physico-chemical properties. Skim milk
typically reaches the first effect at 70–728C and falls to 558C by the last effect.
CONDENSED MILK FLOW DIAGRAM
After milking, the raw milk is chilled to below 48C and kept at this
temperature during its transportation to the dairy plant. At the plant, the receiver
grades each milk load for odor, temperature, and foreign matter. The receiving
person must not unload a truck unless he/she is certain it has been tested negative
for antibiotics. After receipt, the milk is mechanically filtered and stored in silo
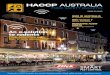
tanks. For the manufacture of bulk skim condensed milk (Fig. 1), the milk is
forewarmed (pre-heated) to 50–558C and skimmed (,0.5% fat) in a separator.
The skim milk is pasteurized at 768C for at least 15 sec and concentrated by
evaporation to the desired solids level. The condensed skim is then cooled to
BULK CONDENSED MILK PRODUCTION LINE 179
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

,58C and stored in a silo, ready for dispatch. For the manufacture of bulk whole
condensed milk, the process is identical except the separation step is eliminated.
Both bulk skim condensed and bulk whole condensed milk are made without any
additives. The products have a relatively short shelf-life of 2–3 days.
ANALYSIS OF BULK-CONDENSED MILK CCPs
Raw Milk
The milk should be obtained from healthy animals under hygienic conditions.
Milk drawn aseptically from a healthy udder is not sterile, but contains low numbers
of microorganisms. These are predominantly micrococci and streptococci, although
coryneform bacteria including Corynebacterium bovis are also fairly common. The
bacterial count of fresh milk is significantly increased by mastitis, which in 95% of
the cases, the pathogens responsible were Staphylococcus aureus, Staphylococcus
epidermidis, and some Micrococcus strains.[16] These microorganisms are
Figure 1. Flow diagram of bulk-condensed skim milk and bulk-condensed whole milk production
with identification of Critical Control Point (CCP).
ALI AND FISCHER180
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

pathogenic to man and some strains of mastitic Staph. aureus have been shown to
produce enterotoxin. Preventive measures include regular veterinary checks and the
cleaning of the udder before and after milking with appropriate antiseptics. Records
must be kept for each animal. All milk handling equipment should be designed to
“the 3-A sanitary standards” and be well maintained. Correct use of sanitizers and
strict control of temperatures is critical. Milk handlers should be made aware of their
responsibilities as food handlers and trained with respect to personal hygiene. An
increase in somatic cells indicates an unhealthy animal in need of antibiotic therapy.
Milk is then considered inappropriate for collection for at least 72 hr.[17] Post-
treatment animal feed must be controlled regarding its content in various metals and
other elements, chemical organic substances, and the presence of toxic plants.[18]
Raw Milk Receipt
High quality raw milk is the basis for production of high quality condensed
milk and other dairy products (Table 1). Milk is a good medium for the growth of
microorganisms and there is a high risk of quick microbiological deterioration of
quality, making production of quality finished goods impossible. Apart from the
expectation that incoming raw milk complies with the cooperative’s standards, the
company quality policy includes an economic incentive for quality. Failure to
meet basic standards can result in shipment refusal. The quality standards have
been issued under the company Quality Assurance Policy. The following quality
characteristics have been set for the raw milk: (1) the milk should be stored at the
farm in bulk tanks maintained in proper operating condition at all time; (2) the
temperature of milk at the time of pick up should not exceed 58C; (3) the milk shall
have good flavor, be free of off-odors, and be free of any visible contaminants or
foreign materials; and (4) the milk shall be free of growth inhibitor/antibiotics
before receiving. Raw milk quality is a CCP because the reception test is an
acceptance test. Long exposure of milk to elevated temperatures during
transportation encourages the growth of pathogens. Raw milk quality parameters
include SPC, somatic cell count (SCC), freezing point, and antibiotic status.
Table 1. Raw Milk Quality Standards
Quality Characteristics Limitsa Action Levela Test Results
Acidity (%) 0.16–0.17 .0.21 0.15 ^ 0.01
Standard plate count (mL) 10,000–20,000 .100,000 15,609 ^ 3,392
Somatic cell count (mL) 150,000–300,000 .750,000 357,744 ^ 39,689
Freezing point (8C) #20.535 .20.530 20.534 ^ 0.011
Inhibitors/antibiotics Negative Positive Negative
Pesticides residue ,FDA standard ,FDA standard Not detected
a Limits and action level according to the Code of Federal Regulations, company specification and
customer requirements.
BULK CONDENSED MILK PRODUCTION LINE 181
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

Filtration of Raw Milk
Raw milk is filtered in order to remove a considerable portion of the visible
sediment and any extraneous material that represents a physical hazard. The materials
used to filter the milk come from the manufacturer in a sterile condition, but may be
contaminated by exposure or careless handling. Filtration of raw milk is a control
point (CP) because it has only a small effect on the bacteriological quality of the milk.
At this stage, the microbiological, or the physical factors that affect milk quality can
be controlled by careful handling and periodic check-up of the filter’s effectiveness.
Storage of Raw Milk
Raw milk must be refrigerated at a temperature below 58C after production.
Because contaminating organisms go through a lag phase in freshly produced
milk, where growth and propagation are very low, multiplication of
microorganisms can be reduced significantly by immediate chilling. During
chilling, although the growth and propagation of mesophilic bacteria are reduced,
psychrotrophic bacteria can develop very rapidly. These bacterial groups can
break down lactose, protein, and fat in milk and some produce proteolytic and
lypolytic enzymes. Although these microorganisms are completely inactivated by
pasteurization, their enzymes are very heat resistant and continue to cause flavor
problems even after heat treatment.[19,20] Moreover, at temperatures below 68C,
Bacillus cereus grows and forms spores that are unaffected by pasteurization.
Bacillus cereus is of great importance because it is capable of producing a food
poisoning toxin.[21,22] To avoid the risk of potentially troublesome microorgan-
isms in raw milk, fresh milk should be kept at the lowest possible temperature
(48C) and used within 72 hr. Storage temperature is a CCP because elevated
temperatures contribute significantly to deterioration of raw milk quality.
Heat Exchange and Mechanical Separation
For production of condensed skim milk, the milk is generally pre-heated to
50–558C. Milk is usually separated at temperatures between 38 and 628C to
facilitate separation and minimize damage to fat globules.[23] When the temperature
of the milk drops below 358C, fat losses in the skim milk begin. Cold milk serum is
more viscous than warm serum and, therefore, offers greater resistance to the
migration of the fat particles. A second important factor is that the specific gravity of
milk fat increases with lowered temperatures and lowers the difference between the
weight of the fat and the milk serum. Cream separated at temperatures below 458C,
however, contains active milk-derived lipases[23] that can initiate the development
of rancidity during the short interval between separation and pasteurization.
Handling of separated cream at the plant is designed to minimize any damage during
cream handling since the cream is pasteurized directly after separation. The cream
ALI AND FISCHER182
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

produced is not considered a CCP for condensed products as it is in cream
production. In the separation step, the CPs are that the correct temperature is used,
the equipment is fitted with a thermograph, routine inspection of thermograph
records is conducted, and the equipment is maintained on a preventative basis.
Pasteurization
Pasteurization is a public health measure, which, if properly applied,
adequately protects against all infectious milk-borne disease organisms that may
have entered the milk prior to pasteurization. As more and more high quality milk
has become available, questionable and often inferior supplies have been largely
eliminated. In high-temperature, short-time (HTST) pasteurization, the typical
temperature–time conditions are 728C for 15 sec followed by cooling to 328C.[24]
This heat treatment destroys all vegetative forms of bacteria, psychrotrophic
microorganisms, yeasts, and molds.[19] Heat treatment conditions (728C/15 sec for
low heat and 938C/3 min for high-heat condensed milk) used in the manufacture of
bulk-condensed milk depends on final use of the products.
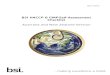
It is important that the plant operator understand the HTST process in order
to maintain proper surveillance over the equipment. The following equipment and
processes are involved as milk passes through the HTST pasteurization system:
balance tank, pump, and the heat change sections of regenerative heating, holding,
and regenerative cooling (Fig. 2). Equipment and field tests should be performed
Figure 2. Typical HTST plate pasteurizer flow chart. (Courtesy of APV Crepaco Inc.)
BULK CONDENSED MILK PRODUCTION LINE 183
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

by plant QC and regulatory agencies according to the Grade A pasteurization milk
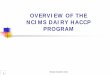
ordinance (PMO) appendix M (1995). The plate heat exchanger is commonly used
in HTST units (Fig. 3) for heating, cooling, and regeneration. It is compact,
simple, easily cleaned, and easily inspected. Routine checks of plates for leaks are
carried out every 3 months. The ability of HTST pasteurizers to assure a safe,
finished product hinges on the reliability of the time–temperature–pressure
relationships that must prevail whenever the system is in operation (PMO, 1995).
Indicating and recording thermometer accuracy must be verified at least once
every three months or whenever the recording pen-arm setting requires
adjustment. Flow diversion under-pasteurization temperature and indicating
thermometers must be verified daily. Holding time takes into account diversion
valve response time.
Pasteurization focuses on minimizing the probability that pathogenic
microorganisms might survive the process so that the public health risk is
negligible. The procedures of pasteurization, however, can neither destroy nor
eliminate the presence of toxins, bacterial agglomerations, and residues of chemical
and physical substance such as antibiotics and metals.[25] Therefore, the existence
of at least one CCP before pasteurization is essential (e.g., reception of raw milk).
Plant operators must be well trained to control the thermal destruction of vegetative
pathogens. Equipment conditions must be monitored on a regular and routine basis
including the temperature of milk in holding tubes and after cooling. Examination
of correct flow diversion at restart of each run by a trained specialist, is critical.
Because of the importance of this step, pasteurization is a CCP. The quality control
department frequently checks the essential sources of contamination such as air,
water, equipment, utensils, and people,[26] which are regarded as suspect and prone
to contamination. Frequent checks of thermograph records are required. Since the
thermal resistance of phosphatase is greater than that of nonspore-forming
pathogenic microorganisms, heat-treatment of at least 728C for 15 sec, applied
commercially to inactivate phosphatase, will kill all nonspore-forming pathogenic
Figure 3. Plate heat exchangers—flow patterns.
ALI AND FISCHER184
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

microorganisms.[27] Thus, examination of phosphatase test to determine whether
pasteurization was done properly is also required.
Evaporation
Concentration after heat treatment takes place under vacuum in multiple-
effect evaporators. The degree of concentration depends on the product end use.
The product leaving the evaporator is not sterile and further opportunities for
contamination occur during post-evaporation handling. A high standard of
hygiene together with rapid and efficient cooling is seen as an integral part of
processing. It is important that the evaporator works under optimal hygienic
conditions. After evaporation, the product is normally cooled to 20–258C. The
CPs at the evaporation step are the examination of plant records for chemical,
physical, bacteriological, and temperature standards according to the PMO,
supplement 1.[28] Also, it is necessary to examine the temperature (cooled to 58C
or less), bacterial limits (not to exceed 30,000 per g), coliform (not to exceed 10
per g), phosphatase (no positive results), and drug residue (no positive results).
Storage
Condensed milk is not considered a high-risk product provided the milk
receives a heat treatment equivalent to pasteurization. However, with a water
activity (aw) level between 0.98–0.60, it will support the growth of all common
milk spoilage organisms. Post-process contamination is a risk, so programs must
be in place to prevent contamination after pasteurization. Storing the condensed
milk at the wrong temperature affects safety and shelf-life. This step is a CP. The
condensed milk shall be stored at 5–78C in a washed and sanitized tank for no
longer than 72 hr. Finished product tanks should be swabbed periodically for ATP.
The ATP associated with food and biological materials provides a highly sensitive
indicator of hygiene effectiveness, which is recognized as an important part of the
quality and HACCP programs implemented at the plant.
Distribution
Two important questions related to dispatching of the bulk-condensed milk
must be considered by the plant HACCP team. Could the product be abused by the
customer causing it to be unsafe? Can the product be traced through the
distribution chain in a timely manner, and withdrawn from the market place in the
event of a food safety issue? The correct answer to these questions is very
important. Condensed milk is routinely analyzed chemically and microbiologi-
cally for SPC and coliform bacteria (Table 2). Each tank provided and each loaded
truck is subjected to this analysis. Additionally, Staphylococci, Salmonella, and
BULK CONDENSED MILK PRODUCTION LINE 185
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

Listeria counts are carried out every 3 months or when needed. A documented
product trace/recall program should be in place and mock recalls conducted
semiannually. Moreover, a uniform tanker seal program should be in place. The
receiving operator should seal the manhole, CIP ports, and pump compartment
after the trailer is sanitized. The driver must document seal numbers and ensure
that the trailer remains sealed at all times, except to unload and load the milk
product. This step is a CP. The condensed milk shall be shipped at 5–78C in a
washed and sanitized trailer.
HACCP DESCRIPTION PLAN FOR BULK-CONDENSED MILK
Before putting the HACCP principles into place in the plant, the HACCP team
must establish the required prerequisite program and its preliminary setup. This
program includes premise control, receiving and storage control, equipment perform-
ance and maintenance control, personnel training, sanitation, and recall procedures.
All these prerequisite areas are covered under the company quality management
system (QMS, ISO 9000/2000). The bulk-condensed milk HACCP program (Table 3)
is a formal document that pulls together the key information from the HACCP study,
and contains details of all that is critical to food safety management.
An important role of HACCP is to help the food processor build safety into
processes through identification of key or critical control measures that prevent,
eliminate, or reduce hazards to acceptable levels. A HACCP program shifts the
focus of controls toward monitoring in-process preventive control measures. This
shift is important because of the increased awareness of the shortcomings of
microbial testing of finished products. As FDA reported in the Federal Register (1)
“End-product testing does not address the root causes of food safety problems; it is
not preventive by design and requires that a large number of samples be analyzed
to ensure product integrity.”
Table 2. Control Measures and Chemical and Microbiological Analysis of Condensed Milk
Control Limitsa Action Levela Test Results
Acidity (%) 0.56 ,0.50 to .0.64 0.58 ^ 0.30
Antibiotic Negative Positive Negative
Phosphatase Negative Positive Negative
Aflatoxin (ppb) 0.50 Maximum Not detected
Pesticides residue ,FDA standard .FDA standard Not detected
SPC (g) ,10,000 .20,000 3,000 ^ 600
Coliforms (coli/g) Negative .10 ,1
Staphylococci (coagulase þ /g) Negative .10 Negative
Salmonella Negative Positive Negative
Listeria Negative Positive Negative
a Limits and action level according to the Code of Federal Regulations, company specification and
customer requirements.
ALI AND FISCHER186
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

Ta
ble
3.
Bu
lk-C
on
den
sed
Wh
ole
and
Sk
imM
ilk
HA
CC
PP
lan
HA
CC
PC
on
trol
Char
tP
rodu
ct:
Bulk
-Co
nd
ense
dM
ilk
CC
P/P
roce
ssS
tep
Haz
ard
aC
ontr
ol
Poin
tC
riti
cal
Lim
itM
onit
ori
ng/F
requen
cyR
ecord
sR
esponsi
bil
ity
Corr
ecti
ve
Act
ion
Ver
ifica
tion
CC
P1
raw
mil
k
rece
ivin
g
MT
emp
erat
ure
,58C
Ev
ery
tan
ker
Lo
adti
cket
Rec
eiv
ing
op
erat
or
Inv
esti
gat
eca
use
Ind
icat
ing
ther
mo
met
er
Cb
-lac
tam
No
posi
tive
Ever
yta
nker
Rec
eivin
glo
gL
abte
chR
ejec
tD
rug
test
CC
P2
raw
mil
k
stora
ge
MT
emp
erat
ure
,58C
Th
ree
tim
esd
aily
usi
ng
con
tin
uo
us
reco
rdin
g
ther
mo
met
er
Rec
ord
ing
char
t
Pro
du
ctio
n
sup
erv
iso
rs
Hold
pro
duct
,in
ves
tigat
e
cau
sean
dad
just
Rec
ord
ing
ver
sus
ind
icat
ing
ther
mo
-
met
er
Tim
e,
72
hr
CC
P3
pas
teuri
zati
on
MT
emper
ature
.8
38C
Co
nti
nu
ou
sR
eco
rdin
g
char
t
Sep
arat
or
op
erat
or
Flo
wdiv
ert
reci
rcula
te
and
hea
t
Cut
in/c
ut
ou
tch
eck
s,
reco
rdin
gv
ersu
s
ind
icat
ing
ther
mo
-
met
er
Tim
e.
25
sec
Pro
du
ctio
n
sup
erv
iso
rs
Cal
ibra
tion
aC
:C
hem
ical
,M
:M
icro
bio
log
ical
.
BULK CONDENSED MILK PRODUCTION LINE 187
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

HACCP SYSTEM VERIFICATION
Microbiological and chemical results are normally tabulated (Tables 1 and 2)
and analyzed against the guideline specification and the company standards to
identify quality trends. If results indicate any product out of specification, the
source of the problem must be investigated and corrective actions should be taken.
Documented procedures, testing of CIP systems, and analysis for product safety
are usually audited by self-inspection and by regulatory inspection. The audit
results are also analyzed to determine the effectiveness of the HACCP system.
CONCLUSIONS
This study focuses on aspects of HACCP in the dairy industry, with a special
focus on the bulk-condensed milk products. Implementation of the HACCP
system to the production of bulk-condensed milk proves to be a valuable tool for
improving the safety and quality of the product. Chemical and microbiological
results can be used as monitoring tools for establishing the critical limits and to
take corrective action as required. They can also be used to validate and verify the
HACCP plan.[29] All (i. e., raw milk producers, operators, manufacturer, retailer,
and consumer) parties involved must adhere to the prerequisite areas for HACCP
and the HACCP system itself. In this way, the overall performance of the
condensed milk production plant after implementation of the HACCP plan is
improved, with further improvements anticipated within the frame of a total
quality system incorporating ISO 9000/2000, ISO 14001 and HACCP.
ABBREVIATIONS
ATP adenosine triphosphate
CCP critical control point
CFR code of federal regulation
CP control point
FDA Food and Drug Administration
HACCP hazard analysis critical control point
HTST high temperature short time
IDF International Dairy Federation
ISO International Organization for Standardization
ISO 9000 (QMS) quality management system
ISO 14000 (EMS) environmental management system
PC plan condensed milk
SPC standard plate count
WC whole condensed milk
USDA United State Department of Agriculture
ALI AND FISCHER188
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

REFERENCES
1. Buchanan, R.I. HACCP: A Re-emerging Approach to Food Safety. Trends Food Sci.
Technol. 1990, 1, 104–106.
2. Motarjemi, Y.; Kaferstein, F.; Moy, G.; Miyagawa, S.; Miyagishima, K. Importance
of HACCP for Public Health and Development: The Role of the World Health
Organization. Food Control 1996, 7 (2), 77–85.
3. Codex Alimentarius Commission—Joint FAO/WHO Food Standards Program.
Hazard Analysis and Critical Control Point (HACCP) System and Guidelines for Its
Application 1997, Annex to CAC/PCR 1-1969, Rev. 3.
4. National Advisory Committee on Microbiological Criteria for Foods. Hazard
Analysis and Critical Control Point Principles and Application Guidelines, 14
August 1997.
5. Bryan, F.L. Application of HACCP to Ready-to-Eat Chilled Foods. Food Technol.
1990, 44, 70–77.
6. Potter, N.N.; Hotchkiss, H.J. Food Safety, Risks and Hazards. In Food Science, 5th
Ed.; Potter, N.N., Hotchkiss, H.J., Eds.; Champion and Hall: New York, 1996;
532–558.
7. Spencer Garret, E., III. Hudak-Roos, M. Developing an HACCP-Based Inspection
System for the Seafood Industry. Food Technol. 1991, 45, 53–57.
8. Karr, K.J.; Maretzki, A.N.; Knabel, S.J. Meat and Poultry Companies Assess
USDA’s Hazard Analysis and Critical Control Point System. Food Technol. 1994,
48, 117–122.
9. Dijkers, J.H.; Huurnink, T.; Pennings, P.P.L.; van Den Berg, M.G. An Example of
HACCP Application in an Existing Pasteurized Milk Plant. Following the Codex
Alimentarius Model. Bull. IDF 1995, 302, 11–34.
10. Lecocq, J.; Gueguen, M.; Coiffier, O. Importance de L’association Geotrichum
candidum–Brevibacterium linens pour l’Affinage de Fromages a Croutr Lavee. Sci.
Aliments 1996, 16, 317–327.
11. Association of Official Analytical Chemists, Method 974.17. Official Methods of
Analysis of the AOAC, 17th Ed.; AOAC: Gaithersburg, MD, 2000.
12. Houghtby, G.A.; Maturin, L.J.; Koenig, E.K. Standard Methods for the Examination
of Dairy Products, 16th Ed.; American Public Health Association: Washington, DC,
1992; 213–246.
13. Christen, G.L.; Davidson, P.M.; McAllister, J.S.; Roth, L.A. Standard Methods for
the Examination of Dairy Products, 16th Ed.; American Public Health Association:
Washington, DC, 1992; 247–269.
14. Hitchins, A.D. Bacteriological Analytical Manual, 8th Ed.; U.S. Food and Drug
Administration: Washington, DC, 1998; Chap. 10.
15. Andrews, W.H.; June, G.A.; Sherrod, P.; Hammack, T.S.; Amaguana, R.M.
Bacteriological Analytical Manual, 8th Ed.; U.S. Food and Drug Administration:
Washington, DC, 1998; Chap. 5.
16. Tzanetaki, E. Milk Microbiology, G. Dedousi Publication: Thessaloniki, Greece,
1993; 88–95, 172–180.
17. Gardner, I.A. Testing of Fulfill Hazard Analysis Critical Control Points (HACCP)
Requirements: Principles and Examples. J. Dairy Sci. 1997, 80, 3453–3457.
18. Efstathiou, L. Animal Poisoning Due to Environmental Pollution. Cattle Breeding
Dev. 1996, 21, 26–33.
BULK CONDENSED MILK PRODUCTION LINE 189
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014

19. Burton, H. Microbiological Aspects. Bull. IDF 1986, 200, 9–14.
20. Wolfschoon Pombo, A.F. Quality Assurance During Butter and Cheese
Manufacture. Bull. IDF 1984, 177, 99–112.
21. Christiansson, A. The Toxicology of Bacillus cereus. Bull. IDF 1992, 275, 30–35.
22. Griffiths, M.W. Bacillus cereus in Liquid Milk and Other Milk Products. Bull. IDF
1992, 275, 36–39.
23. Alan, H.V.; Jane, P.S. Milk and Milk Products Technology, Chemistry and
Microbiology; Chapman and Hall: London, 1994.
24. Grade A Pasteurization Milk Ordinance, Part I. U.S. Department of Human
Services, FDA, 1995.
25. Mauropoulos, A.A.; Arvanitoyannis, I.S. Implementation of Hazard Analysis
Critical Control Point to Feta and Manouri Cheese Production Lines. Food Control
1999, 10, 213–219.
26. Teuber, M. Microbiological Problems Facing the Dairy Industry. Bull. IDF 1992,
276, 6–9.
27. Eddleman, T.L.; Babel, F.J. Phosphatase Reactivation in Dairy Products. J. Milk
Food Technol. 1958, 21, 126–130.
28. Grade A Condensed and Dry Milk Ordinance, Supplement I to Grade A
Pasteurization Milk Ordinance. U.S. Department of Human Services, FDA, 1995.
29. John, E.K.; Darrell, J.S. Use of Microbial Data for Hazard Analysis and Critical
Control Point Verification—Food and Drug Administration Perspective. J. Food
Prot. 2000, 63 (6), 810–814.
ALI AND FISCHER190
©2002 Marcel Dekker, Inc. All rights reserved. This material may not be used or reproduced in any form without the express written permission of Marcel Dekker, Inc.
MARCEL DEKKER, INC. • 270 MADISON AVENUE • NEW YORK, NY 10016
Dow
nloa
ded
by [
Flor
ida
Stat
e U
nive
rsity
] at
05:
38 0
9 O
ctob
er 2
014