Embed Size (px)
Citation preview

Impact of Volume Fraction and Size of Reinforcement Particleson the Grain Size in Metal–Matrix Micro and Nanocomposites
J.B. FERGUSON, HUGO F. LOPEZ, PRADEEP K. ROHATGI, KYU CHO,and CHANG-SOO KIM
In metal–matrix micro and nanocomposites (MMCs and MMNCs), the presence and interac-tions of various strengthening mechanisms are not well understood, but grain boundarystrengthening is considered as one of the primary means of improving the yield strength ofcomposites. Owing to the importance of grain size on mechanical properties, it is necessary to beable to describe how incorporation of nanoparticles (NPs) in both powder metallurgy (PM) andsolidification processing (SP) affects this critical property. In the present work, we provide abasis for an empirical equation that relates particle fraction and particle size to MMNC grainsize for both PM and SP synthesis methods. The model suggests that NPs retard grain coars-ening in PM MMNCs and also seems to describe the effect of reinforcement concentration ongrain size in SP MMCs and MMNCs.
DOI: 10.1007/s11661-014-2358-2� The Minerals, Metals & Materials Society and ASM International 2014
I. INTRODUCTION
METAL–MATRIX nanocomposites (MMNCs)have been widely studied in recent years as theytheoretically have the potential to reach previouslyunattainable yield strengths coupled with large strain-to-failure and are expected to be significant improvementsover high strength/low ductility metal–matrix micro-composites (MMCs). The use of powder metallurgy(PM) techniques, especially those in which coarse andnano-grained matrix metals are mixed with or withoutnanoparticles (NP) reinforcements, has lead to substan-tial property improvements.[1–5] It is reported that someimprovements have also been achieved using solidifica-tion processing (SP) techniques.[6–10] Several potentialstrengthening mechanisms have been proposed toaccount for the strength of MMNCs. These includegrain boundary strengthening, Orowan strengthening,coefficients of thermal expansion (CTE) mismatchstrengthening, modulus mismatch strengthening, andload transfer strengthening. Analyses of the strengthen-ing mechanisms of PM Al-5083 bimodal composites,[6]
SP and PM Mg MMNCs,[7,8] and SP and PM AlMMNCs[9,10] show that grain boundary strengtheningas described by the well-known Hall–Petch relation[6–10]
is the most significant factor in contributing to improve-ments in strength and ductility. Although data formetallic systems other than Al or Mg are insufficient to
perform similar analyses, it would be expected that finegrain size as described by the well-known Hall–Petchrelation will be a predominant strengthening mechanismin these systems as well. Considering the importance ofgrain size in determining the mechanical properties ofthese composites, it is necessary to be able to describehow the incorporation of NPs influences grain size forboth PM and SP techniques.Traditionally, the Zener formula (Dlimit ¼ a 4dp
3fp), has
been broadly used to describe the upper limit of grainsize.[11] However, this formula assumes a distribution ofparticles throughout the material (i.e., both inside grainsand at grain boundaries). In SP MMNCs (i.e., MMNCssynthesized using SP), this is not generally achieved asdirect observational evidence often shows that NPs areagglomerated and concentrated at the grain boundaries.For instance, Mula et al.[12] observed that agglomeratedparticles were present at grain boundaries as agglomer-ates on the order from 200 to 300 nm in width for anultrasonically processed and cast commercially pureAl—2 wt pct Al2O3 (10-nm average diameter) compos-ite. Cao et al.[13] also clearly showed microclusters ofagglomerated SiC NPs at Mg grain boundaries inultrasonically processed materials. In PM MMNCs,matrix grains would be expected to be coated with NPsin the mixing process. Because this same morphology isexpected to carry over into the cold-pressed preform andthen into the high temperature consolidation processsuch as hot isostatic pressing or hot extrusion, it isdifficult to see how solid state processing could result inmoving the NPs concentrated at grain boundaries suchthat they become uniformly distributed particles in graininteriors. Therefore, as a result of the non-uniformdistribution of second-phase particles, it is unlikely thatthe classical Zener formula or subsequent modificationsto this formula[11] will adequately describe the effect ofNP concentration on grain size. It is the intention of thiswork to (1) present an empirical relation that describes
J.B. FERGUSON, Postdoctoral Research Associate, HUGO F.LOPEZ and PRADEEP K. ROHATGI, Professors, and CHANG-SOOKIM, Assistant Professor, are with the Materials Science andEngineering Department, University of Wisconsin-Milwaukee, Mil-waukee, WI 53211. Contact e-mail: [email protected] KYU CHO,Senior Engineer, is with the U.S. Army Research Laboratory,Weapons and Materials Research Directorate, Aberdeen ProvingGround, MD 21005.
Manuscript submitted January 21, 2014.Article published online May 24, 2014
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, AUGUST 2014—4055

the effect of particle concentration on the grain size inMMCs and MMNCs, (2) show that this empiricalrelation can be derived from ideal grain growth consid-erations, (3) show how particle size likely effects theparameters of the relation and thereby ultimately effectsmatrix grain size, and (4) describe the conditions underwhich this relation does and does not apply.
II. MODEL DEVELOPMENT
A. Grain Growth Model for PM MMNCs
It has been previously suggested that the empiricalrelation of Eq. [1] can be applied to describe thevariation in average grain diameter, �D, as a function ofNP volume fraction, fp, for Mg-based MMNCs basedon the maximum average grain diameter achieved by thealloy alone (i.e., no NP additions), �DAlloy, an exponentrelated to the grain growth kinetics, n, and an empir-ically determined ‘‘refining power,’’ pfp .
[7,10] Comparisonof predicted values to experimental values in PM and SPMg MMNCs showed the applicability of Eq. [1] to avariety of reinforcement types in pure Mg and Mgalloys[7] as well as Al alloys.[10]
�D ¼�DAlloy
1þ pfpfp� �1
n
½1�
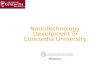
As an empirical relation Eq. [1] has been found toprovide an adequate fit of experimental data when n is 2or 3, though the empirical parameter, pfp , must beappropriately determined for the n value used. Forexample, Figure 1 shows the application of Eq. [1] whenn = 2 for three example composite systems, (1) a Al/SiCPM MMNCs,[14] (2) an Al/SiC SP MMC,[15] and (3) aMg-AZ91D/SiC SP MMNC.[16] In the figure, the scat-tered symbols are measured grain diameters, and thedashed lines indicate the trend lines based on Eq. [1]. Inthe Al/SiC PM MMNC, the diameter of the startingpowders was between approximately 50 and 70 nmdepending on the NP (i.e., SiC) concentration and grewto final grain sizes of approximately 150 to 700 nm.[14]
When applied to PMMMNCs, Eq. [1] assumes consistentsize of the matrix powder at the start of high temperatureconsolidation as well as consistent consolidation condi-tions (e.g., temperature, pressure, and processing time).
For simplicity, we will develop the model under theassumption of n = 2 considering the ideal, curvature-driven grain growth of single phase materials. As will bediscussed later, n may assume values greater than 2depending on the mechanism or mixture of mechanismsthat govern grain growth. In the case of n = 2, anothermeans of expressing Eq. [1] is in terms of average grainsurface area in the MMNC, Sg, and maximum averagegrain surface area of the alloy without any reinforce-ment, Sgalloy , given by the following Eq. [2].
Sg
Sgalloy
¼ 1
1þ pfpfp½2�
Grain growth is generally described by Eq. [3] inwhich the rate of grain growth, k, obeys the Arrhenius-type behavior described by Eq. [4].[17] In these equations,�D, �Do, t, ko, Q, kB, and T are average grain diameter,initial average grain diameter, grain growth time,proportionality constant of grain growth rate, activationenergy, Boltzmann’s constant, and absolute tempera-ture, respectively.
Dn �D
n
o ¼ kt ½3�
k ¼ koe�Q=kBT ½4�
For the case of ideal grain growth where n = 2, Eqs.[3] and [4] may be recast in terms of the surface area ofan average grain at a given time, Sg, and the initialsurface area of the grain, Sgo .
Sg � Sgo ¼ pkt ¼ ptkoe�Q=kBT ¼ kst; ½5�
where ks is grain surface area growth rate. If Eq. [5] isemployed to describe ideal grain growth in PMMMNCs, it is then necessary to describe how ks varieswith concentration of reinforcement, fp. It is expectedthat ks will decrease as the concentration of reinforce-ment particles increases, and changes in ks willdecrease as fp increases. Therefore, it is likely that ksvs fp plot will exhibit a significant decrease with theaddition of small amounts of reinforcement particlesand asymptotically approach a constant value with theaddition of increasing amounts of reinforcement parti-cles. Based on this reasoning, we propose the Eq. [6]to describe the effect of reinforcement volume fractionon the grain growth rate.
ks ¼ ksalloy1
fpj þ 1
!
; ½6�
where ksalloy and j are the characteristic grain surfacearea growth rate of the alloy (i.e., without any addedreinforcements) and the ratio of ksalloy to the lower limit(i.e., asymptotic value when fp approaches 1) of ks.From Eq. [6], it is clear that ks ¼ ksalloy when the volumefraction of particle is 0 (fp = 0) and ks � jksalloy whenthe volume fraction of particle approaches 1 (fp fi 1, asj is typically small (i.e.,
fpj � 1). To test the applicability
of the expression given in Eq. [6], we used the Al/SiCPM MMNCs data from Kamrani et al.,[14] in which theauthors report both starting and final sintered grainsizes for several reinforcement concentrations. InFigure 2, an example of the variation of ks with reinforce-ment volume fraction is shown using the Al/SiC PMMMNCs data in Reference 14 based on the graingrowth model described here. In the figure, the symbolsrepresent experimental values in Reference 14 and thedashed lines are obtained using Eq. [6]. The red dottedline indicates the approximated asymptotic line when fpis sufficiently large (fp ! 1Þ. For each MMCs/MMNCssystem, the ksalloy value can be easily calculated from thesample without reinforcement particles, and the lower
4056—VOLUME 45A, AUGUST 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

limit ratio constant j can be extracted based on the ratioof lower limit value to ksalloy . In this example, whenksalloy ¼ 16407 nm2=min (measured) and the lower limitare approximated as 500 nm2/min, the j is computed as~0.3. It is clear that the dashed trend lines plotted usingthose values in Figure 2 provide an excellent fit to theexperimental observations.
By combining Eqs. [5] and [6], grain growth as afunction of time can now be expressed by Eq. [7].
�Sg ¼ �Sgo þ ksalloy1
fpj þ 1
!
t ¼ �Sgo þ ksalloyj
fp þ j
� �t ½7�
Equation [8] shows that Eq. [7] can be expressed as thesame ratio as used in Eq. [2].
�Sg
�Sgalloy
¼�Sgo þ ksalloy
jfpþj
� �t
�Sgo þ ksalloy t: ½8�
Equating Eqs. [2] and [8], an expression incorporatingrefining power into ideal grain growth results and isgiven in Eq. [9].
1
1þ pfpfp¼
�Sgo þ ksalloyj
fpþj
� �t
�Sgo þ ksalloyt½9�
If t is sufficiently large, then ksalloyj
fpþj
� �t� �Sgo , and
Eq. [9] simplifies to Eq. [10].
1
1þ pfpfpffi
ksalloyj
fpþj
� �t
ksalloy t¼ j
fp þ j¼ 1
1þ 1j
� �fp
½10�
When Eqs. [2] and [10] are compared using the Al/SiCPM MMNCs material data of Reference 14, it wasfound that the approximation that pfp ffi 1=j producesnearly identical results, as shown in Figure 3. Therefore,the refining power pfp contained in Eq. [2] can beinterpreted as the ratio of ksalloy to the lower limit ofgrain growth constant.It should be noted that the above derivation was
carried out based on the ideal single phase grain growthof polycrystalline materials (i.e., n = 2). However, thederivation procedure can also be conducted, mutatismutandis, for other cases with different values of n. Thegrain growth kinetic exponent n cannot be generallypredicted as there are many materials/processing condi-tion factors that may influence the n value.[17] Neverthe-less, once the n value is determined, the methodologypresented in this work can be readily applied. In additionto the ideal curvature-driven only grain growth, wetested the n = 3 case, where growth is driven by volumeeffects rather than surface area effects (as in the case of anOstwald ripening-type mechanism—where large grainsgrow at the expense of small grains[17]), which results insame outcome, i.e., pfp ffi 1=j. Therefore, it is thoughtthat although the grain growth exponent n must be pre-determined, the model presented here provides a useful
Fig. 1—Example of variations of grain diameters with concentrationof reinforcement particles in PM and SP MMCs/MMNCs (datafrom Refs. [14–16]).
Fig. 2—Typical example of variation of surface area growth rate (ks)with reinforcement volume fraction (data from Ref. [14]).
Fig. 3—Comparison of the refining power, pfp ; and the reciprocal va-lue of lower limit ratio constant for the grain surface area growthrate, 1/j, for the example of Al/SiC PM MMNCs system in Ref. [14].
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, AUGUST 2014—4057

insight on the final grain size achievable from a certainparticle volume fraction in MMCs/MMNCs.
B. Application of Grain Growth Model to SP MMCsand MMNCs
There is some doubt as to the exact mechanism ofgrain refinement in SP MMCs and MMNCs, with someresearchers proposing that NPs increase nucle-ation,[15,18,19] while others have proposed that NPsrestrict grain growth during solidification.[6,9] Whileinvestigations of SP MMNC using the droplet emulsiontechnique show that in single microscopic grains solid-ifying in isolation and without any better nucleationsurface than the NP reinforcements, the NPs can indeedact to improve heterogeneous nucleation, the investiga-tors themselves emphasize that this is a very specializedcondition that is much different from the situation in thesolidification of a bulk solid.[19] Others have proposedthat a continuous nucleation model requiring twoempirical constants can be used to describe trends ingrain size for their experiments.[15] However, it is anassumption of the continuous nucleation model thatfinal measured grain density correlates with density ofnuclei—meaning each nucleus grows into a grain. Sincenucleation rate is immeasurable, it must be determined aposteriori based on the assumed equivalence, i.e., num-ber of grains = number of nuclei, and the nucleationrate is back calculated from the final grain density. Insome cases, it was reported that the final grain size is nota result of increased nucleation, but of the precipitationof precipitates at interdendritic regions and grainsurfaces during solidification, which act to restrictcoarsening.[20] In this case, the application of thecontinuous nucleation model will give fallacious results,as it would be in all cases in which final grain size isheavily influenced by factors that restrict coarsening ofthe grains.
As mentioned in Section I, SP MMNCs often showagglomeration of NPs at grain boundaries rather thanwithin grains, which would seem to be a situationanalogous to the Ca-rich precipitates that form at grainsurfaces in Mg just described—indicating that thepresence of NPs at grain surfaces in SP MMNCs islikely playing a significant role in defining the final grainsize. Lastly, according to nucleation theories, an effec-tive nucleant must possess a crystal structure that resultsin minimal lattice disregistry with the metallic alloycrystal structure.[18,19] It is unlikely that every alloy/NPcombination results in lattice disregistries that wouldallow for effective nucleation. Yet, we have reviewed theeffect of NP additions to SP MMNCs and shown thatgrain refinement results in nearly every case for whichsufficient data are available,[7] regardless of the vastlydifferent types of alloy/NP combinations used to syn-thesize SP MMNCs. This is to such an extent that itwould seem that any NP can be used to refine grains,which strongly suggests that mechanisms other thanincreased nucleation play a significant role in the grainrefinement behavior of MMNCs. Though increasednucleation may result from NP incorporation, it wouldseem from the above considerations that restrictions on
grain growth are probably also playing a significant role.Therefore, it would be expected that the grain growthmodel of this work could be used to describe both PMand SP MMNCs and we have previously shown that Eq.[1] adequately describes the variation in grain size withvolume fraction of reinforcement for many MMNCs,whether synthesized by PM or SP.[7,10]
III. EFFECT OF PARTICLE SIZE ON THE GRAINSIZE
Given that grains must be in contact to grow, thepresence of particles at grain surfaces reduces the area ofcontact between grains and slows growth. Therefore, thesize and quantity of particles relative to the size andquantity of grains should affect the degree of graingrowth. From the considerations of the Appendix,refining potential, pfp , may be inversely proportional toparticle size according to Eq. [11] provided that (1)volume fractions of reinforcement are low, (2) rein-forcement particles are uniformly dispersed over thegrain surfaces, and (3) there is not a large differencebetween reinforcement size and initial grain size. In theequation, C is the proportionality constant, and �rp is theaverage radius of particle, respectively.
pfp ffiC
�rp½11�
Then, the variation in the average grain diameter isnow expressed by Eq. [12];
�D ¼�DAlloy
1þ C�rpfp
� �1n
½12�
To test the relation shown in Eq. [12], the datareported in the work by Zak et al.[15] who synthesized SPAl/SiC MMCs of various low volume fractions and sizesof reinforcement were used assuming that the final grainsize of the MMC was heavily influenced by grain growthand not strictly a result of increased nucleation. Rein-forcement sizes were 10, 40, and 76 lm, while the mostrefined grain sizes were between 50 and 100 lm. If themost refined grain size is the size of grain in which graingrowth was severely restricted, this can be assumedequivalent to the initial grain size of a PM processedmaterial. Assuming a uniform distribution of particlesnear the grain boundary area, these MMCs wouldsatisfy the three criteria listed above, and according toEq. [12], it would be expected that for a fixed volumefraction of particles, smaller grain sizes will result whensmaller reinforcement particles are used. In Figure 4, thechanges in grain diameter are plotted using symbolswith different particle concentrations and sizes. In thefigure, the dashed lines are the trend lines predicted byEq. [12]. For the 10 lm SiC specimen, the observedresults (blue symbols) are well described by Eq. [12](blue dashed line) using n = 2, DAlloy = 542 mm andpfp ffi 30: The reciprocal relationship between the
4058—VOLUME 45A, AUGUST 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

refining power and the particle size provided in Eq. [11]can be used to predict the refining potential if theproportionality constant in the equation is estimated asC ¼ �rppfp = 5 lm 9 30 = 150 lm. When Eq. [12] isapplied to other samples with different particle sizesusing C = 150 lm, it is seen that there is goodagreement for the majority of the 40 lm data (redsymbols and dashed line) and in the 76 lm data (greensymbols and dashed line) up to about 1 wt pct. If theassumption that final grain size in these MMCs dependsprimarily on the solid-state grain growth rate is correct,the deviations from the predictions of Eq. [12] may bedue to differences in nucleation.
To the authors’ best knowledge, data for the depen-dence of MMNC grain size on particle concentration fordiffering sizes of reinforcement are not available; how-ever, there are several instances in which Eq. [11] maynot be applicable using only the nominal values ofparticle size and volume fraction. First, in PMMMNCs,it is possible that initial grain size is much larger than thereinforcement size and the NPs will agglomerate in the‘‘interstitial’’ regions between matrix grains, which willinvalidate the uniform distribution assumption (i.e.,NPs agglomerated in the empty spaces between grainswill not be uniformly dispersed over the grain surface,which violates requirement (2) above for Eq. [11]).Second, in SP MMNCs, agglomeration of the NPs iscommonplace as reported in References 12 and 13, andtherefore, the size of the agglomerate must be usedrather the nominal size of the particles. Finally, it isthought that accumulation of particles at grain bound-aries in SP MMNCs is the result of particle pushing.However, as reported in References 7, 9, 10, there areexperimental studies that indicate that NPs can becaptured rather than pushed. It was suggested that NPcapture is possible in SP MMNCs as a result ofBrownian motion, which could result in a significantportion of NPs being captured within grains andunavailable to restrict grain growth.[9,21] Particle capturenot only invalidates the applicability of Eq. [11] but alsoinvalidates Eq. [1] as shown by Kongshaug et al.[10] In
light of the above considerations, it is expected that Eq.[11] would be valid for a range of MMC and MMNCmaterials such as (1) SP MMNCs in which there is noNP capture and the size of the NP agglomerates isknown or can be estimated, (2) PM MMNCs consist ofnano-grained matrix materials with nanosize reinforce-ments, and (3) PM MMNCs with coarse matrix grainsand NP reinforcements agglomerated in ‘‘interstitial’’regions (provided that the size of the NP agglomerates isknown or can be estimated).
IV. SUMMARY
In the present work, an empirical relation wasprovided that accurately describes the variation ofMMC/MMNC grain size with fraction of reinforcementadditions. It was shown that the empirical relation canbe derived from considerations of grain growth,although the grain growth exponent will be determinedby the specific conditions of materials and processing. Itwas also shown that under certain conditions, grainrefining potential (i.e., the ability of reinforcementparticles to produce small grains) is likely inverselyproportional to particle size, such that for the samevolume fraction of particles, the smaller particles willproduce smaller grain sizes. It is expected that the graingrowth model of this work can be applied to both PMand SP-synthesized MMCs and MMNCs provided thatfinal grain size is a result of restrictions on grain growthdue to the presence of particles at grain surfaces ratherthan particle-catalyzed heterogeneous nucleation.
ACKNOWLEDGMENTS
This material is based upon work supported by theU.S. Army Research Laboratory under CooperativeAgreement No. W911NF-08-2-0014. The views, opin-ions, and conclusions made in this document are thoseof the authors and should not be interpreted as repre-senting the official policies, either expressed or implied,of Army Research Laboratory or the U.S. Govern-ment. The U.S. Government is authorized to repro-duce and distribute reprints for Government purposesnotwithstanding any copyright notation herein.
APPENDIX
It is an underlying assumption of the model thatmetallic grains must be in contact to grow and thatparticles present at the grain surfaces reduce the area ofcontact between grains and thereby slows grain growth/coarsening. There are two relationships that likelyinfluence the effectiveness of the particles to restrictgrain growth and coarsening, i.e., the relative size of thegrains and particles and the relative quantities of thegrains and particles. In this Appendix, it will be shownfrom geometrical considerations and the assumption
Fig. 4—Variation of grain diameter with particle concentration in Al/SiC MMCs for various sizes of reinforcement (data from Ref. [15]).
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, AUGUST 2014—4059

that grain growth rate is proportional to the grain/graincontact area that the refining potential, pfp , is inverselyproportional to particle size, provided that (1) volumefractions of reinforcement are low, (2) reinforcementparticles are uniformly dispersed over the grain surfaces,and (3) there is not a large difference between reinforce-ment size and initial grain size.
Particle volume fraction, fp, depends on the averagevolume of particles, Vp; and average volume of grains,Vg, both of which depend on the number of particles, np,and number of grains, ng, and the radius of each, rp andR.
fp ¼Vp
VgþVp
¼np
43p rp� �3
ng43p R� �3þnp 4
3p rp� �3 ¼
np rp� �3
ng R� �3þnp rp
� �3
½A1�
For low volume fractions, the volume of reinforce-ment particles contributes minimally to the total volumeand Eq. [A1] can be approximated by Eq. [A2]
fp ¼npng
rp
R
� �3
½A2�
The fraction np/ng is the number of reinforcementparticles per matrix grain. Therefore,
npng¼ fp
R
rp
� �3
½A3�
Because these particles are at the surface of the grain,they cover or block a certain fraction of the surface areaof the grain based on the projected area of each particle.
Sblocked
Stotalffi
npng
p rp� �2
4p R� �2 ¼
1
4
npng
� �rp
R
� �2
¼ fp4
R
rp
� �3rp
R
� �2
¼ fp4
R
�rp
� �½A4�
Grain growth will take place where the grains are incontact. It is expected that the maximum rate of growth,ksalloy , will occur when the maximum contact surfacearea, Scontactmax
, is available. Any blocking of the contactarea will result in slower growth, such that the growthrate, ks, should be related to the unblocked or freecontact surface area, Scontact, such that
ksalloy / Scontactmax½A5�
ks / Scontact ½A6�
Given the relation of Eq. [6], it follows that
fpj¼
ksalloy � ks
ks¼ Scontactmax
� Scontact
Scontact½A7�
If it is further assumed that maximum surface area ofgrains in contact (Scontactmax
) is proportional to totalsurface area of grain (Stotal). Then,
Scontactmax/ Stotal ½A8�
Scontact / Stotal � Sblockedð Þ ½A9�
fpj¼ Scontactmax
� Scontact
Scontact¼ Sblocked=Stotal
1� Sblocked=Stotal½A10�
Solving for j and substituting Eq. [A4] for Sblocked/Stotal results in an expression requiring only the grainand particle radii.
j ¼ fpSblocked=Stotal
� fp ¼ 4�rp�R
� �� fp ½A11�
In the case of a low reinforcement volume fractionmaterial in which the size of the reinforcement particledoes not greatly differ from the initial size of the matrixgrain Eq. [A11] simplifies to Eq. [A12], where j will havean approximately linear dependence on the relative sizeof reinforcement and grain.
j ffi 4�rp�R
� �½A12�
NOMENCLATURE
a proportionality constant required by theZener Formula
j lower limit ratio constant for the grainsurface area growth rate
C constantD average grain diameterDAlloy average grain diameter of alloy (i.e., without
any added reinforcements)Dlimit upper limit of grain diameter according the
Zener Formuladp diameter of inclusion/particlefp reinforcement particle concentration (i.e.,
volume fraction)kB Boltzmann’s constantk rate of grain coarseningks grain surface area growth rateksalloy characteristic grain surface area growth rate
of the alloy (i.e., without any addedreinforcements)
n exponentng number of grainsnp number of reinforcement particlespfp grain refining potential (i.e., the ability of
reinforcement particles to produce smallgrains)
Q activation energyR average grain radius
4060—VOLUME 45A, AUGUST 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

Reff effective radius of an agglomeration of smallgrains
rp average radius of inclusion/particleSblocked surface area of grain/agglomerate blocked
by surrounding reinforcement particlesScontact surface area of grains in contactScontactmax
maximum surface area of grains in contactSg average grain surface areaSgalloy average grain surface area of alloy (i.e.,
without any added reinforcements)Sgo initial average surface area of grain (i.e.,
at t = 0)Stotal total surface area of grain/agglomeratet coarsening timeT absolute temperatureVg average volume of grainVp average volume of reinforcement particle
REFERENCES
1. D. Witkin, Z. Lee, R. Rodriguez, S. Nutt, and E. Lavernia: ScriptaMater., 2003, vol. 49, pp. 297–302.
2. B.Q. Han, Z. Lee, D. Witkin, S. Nutt, and E.J. Lavernia: Metall.Mater. Trans. A, 2005, vol. 36A, pp. 957–65.
3. R.G. Vogt, Z. Zhang, T.D. Topping, E.J. Lavernia, and J.M.Schoenung: J. Mater. Process. Technol., 2009, vol. 209, pp. 5046–53.
4. J. Ye, B.Q. Han, and J.M. Schoenung: Philos. Mag. Lett., 2006,vol. 86, pp. 721–32.
5. J. Ye, B.Q. Han, Z. Lee, B. Ahn, S.R. Nutt, and J.M. Schoenung:Scripta Mater., 2005, vol. 53, pp. 481–86.
6. J.B. Ferguson, M. Tabandeh-Khorshid, P.K. Rohatgi, K. Cho,and C.-S. Kim: Scripta Mater., 2014, vols. 72–73, pp. 13–16.
7. J.B. Ferguson, F. Sheykh-Jaberi, C.-S. Kim, P.K. Rohatgi, and K.Cho: Mater. Sci. Eng. A, 2012, vol. 558, pp. 193–204.
8. C.-S. Kim, I. Sohn, M. Nezafati, J.B. Ferguson, B.F. Schultz, Z.Bajestani-Gohari, P.K. Rohatgi, and K. Cho: J. Mater. Sci., 2013,vol. 48, pp. 4191–4204.
9. B.F. Schultz, J.B. Ferguson, and P.K. Rohatgi: Mater. Sci. Eng.A, 2011, vol. 530, pp. 87–97.
10. D.R. Kongshaug, J.B. Ferguson, B.F. Schultz, and P.K. Rohatgi:J. Mater. Sci., 2014, vol. 49 (5), pp. 2106–16.
11. N.A. Haroun and D.W. Budworth: J. Mater. Sci., 1968, vol. 3,pp. 326–28.
12. S. Mula, S. Padhi, S.C. Panigrahi, S.K. Pabi, and S. Ghosh:Mater. Res. Bull., 2009, vol. 44, pp. 1154–60.
13. G. Cao, J. Kobliska, H. Konishi, and X.C. Li: Metall. Mater.Trans. A, 2008, vol. 39A, pp. 880–86.
14. S. Kamrani, R. Riedel, S.M. Seyed Reihani, and H.J. Kleebe: J.Compos. Mater., 2010, vol. 44, pp. 313–26.
15. P.L. Zak, J. Lelito, J.S. Suchy, W.K. Krajewski, K. Haberl, and P.Schumacher: World J. Eng., 2011, vol. 8 (3), pp. 269–74.
16. X.Y. Jia, S.Y. Liu, F.P. Gao, Q.Y. Zhang, and W.Z. Li: Int. J.Cast Met. Res., 2009, vol. 22, pp. 196–99.
17. R.E. Reed-Hill: Physical Metallurgy Principles, 3rd ed., PWSPublishing Company, Boston, 1994, pp. 256–61.
18. M. De Cicco, L. Turng, X. Li, and J. Perepezko: Solid StatePhenom., 2006, vols. 116–117, pp. 478–83.
19. M. De Cicco, L. Turng, X. Li, and J. Perepezko: Metall. Mater.Trans. A, 2011, vol. 42A, pp. 2323–30.
20. M.O. Pekguleryuz, K.U. Kainer, and A.A. Kaya: Fundamentals ofMagnesium Alloy Metallurgy, Woodhead Publishing, Cambridge,2013, pp. 169, 182–184.
21. J.B. Ferguson, B.F. Schultz, P.K. Rohatgi, and C.-S. Kim: Metal.Mater. Int., 2014, vol. 20 (4), in press.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, AUGUST 2014—4061