Embed Size (px)
Citation preview

Ic
JS
a
ARR1AA
KWNE
1
cenet(gigipfrt
pasmrt
0d
Journal of Hazardous Materials 164 (2009) 1352–1358
Contents lists available at ScienceDirect
Journal of Hazardous Materials
journa l homepage: www.e lsev ier .com/ locate / jhazmat
mpact of nonconductive powder on electrostatic separation for recyclingrushed waste printed circuit board
iang Wu, Yufei Qin, Quan Zhou, Zhenming Xu ∗
chool of Environmental Science and Engineering, Shanghai Jiao Tong University, 800 Dong Chuan Road, Shanghai, People’s Republic of China
r t i c l e i n f o
rticle history:eceived 26 May 2008eceived in revised form1 September 2008
a b s t r a c t
The electrostatic separation is an effective and environmentally friendly method for recycling metals andnonmetals from crushed printed circuit board (PCB) wastes. However, it still confronts some problemsbrought by nonconductive powder (NP). Firstly, the NP is fine and liable to aggregate. This leads to an
ccepted 12 September 2008vailable online 26 September 2008
eywords:aste printed circuit boardonconductive powder
increase of middling products and loss of metals. Secondly, the stability of separation process is influencedby NP. Finally, some NPs accumulate on the surface of the corona and electrostatic electrodes during theprocess. These problems lead to an inefficient separation. In the present research, the impacts of NP onelectrostatic separation are investigated. The experimental results show that: the separation is notablyinfluenced when the NP content is more than 10%. With the increase of NP content, the middling productssharply increase from 1.4 g to 4.3 g (increase 207.1%), while the conductive products decrease from 24.0 g
and t
iectc
issila
2
2
aa
lectrostatic separation to 19.1 g (decrease 20.4%),
. Introduction
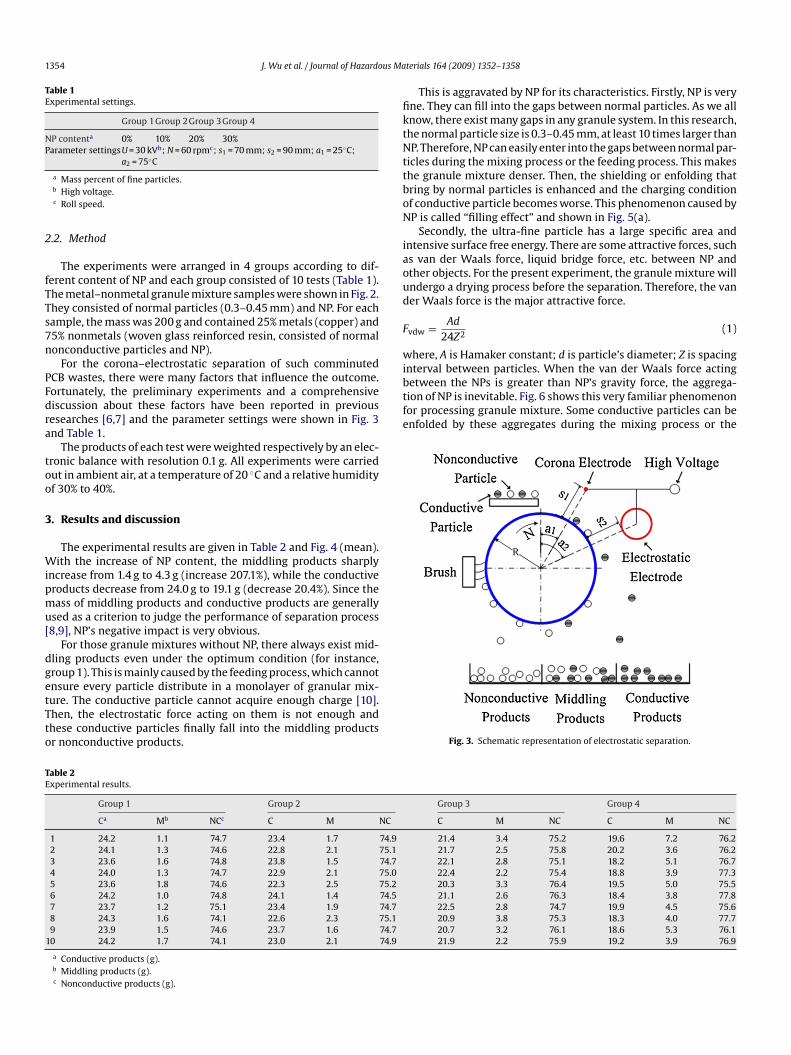
Electrostatic separation, defined as the selective sorting ofharged or polarized bodies in an electric field [1,2], presents anffective and environmentally friendly way for recycling metals andonmetals from waste PCBs [3]. As a classical machine used for thelectrostatic separation, the roll-type corona–electrostatic separa-or consists of a grounded roll electrode and other active electrodescorona–electrostatic) connected to a DC high-voltage supply. Theranular mixture to be separated is fed on the surface of the rotat-ng roll with a certain speed and pass through the electric field thatenerated between the roll electrode and active electrodes. After anntense “ion bombardment”, insulating particles are charged andinned to the surface of the roll electrode by the electric imageorce while the conducting ones lose their charge to the groundedotor and, thrown by centrifugal forces, are then attracted towardshe electrostatic electrode [4].
Before the electrostatic separation, a grinding process is indis-ensable and an appropriate particle size is the prerequisite forn effective separation. For the waste PCBs, the optimum particle
ize is 0.1–0.6 mm [3,5]. The liberation between metals and non-etals will be bad if the particle is oversize. This problem can beesolved by a screening process and repeated grinding. However,he over-grinding is almost inevitable even if the grinding process
∗ Corresponding author. Tel.: +86 21 54747495; fax: +86 21 54747495.E-mail address: [email protected] (Z. Xu).
iwcp
tTl
304-3894/$ – see front matter © 2008 Elsevier B.V. All rights reserved.oi:10.1016/j.jhazmat.2008.09.061
he separation process become more instable.© 2008 Elsevier B.V. All rights reserved.
s operated under the optimum condition. This brings about consid-rable NP (<0.045 mm) in the granule mixture. A screening processan be used to remove these NP. Nevertheless, this is not true inhe industrial applications. Therefore, the granule mixtures alwaysontain different size particles, including considerable NP.
As we known, the ultra-fine particle has a large specific area andntensive surface free energy. This character results in an intensiveurface effect and will bring about some impacts on electrostaticeparation of waste PCBs. Nevertheless, there is little publishednformation aiming at the systemic discussion about these prob-ems. Therefore, the aim of this paper is to make an investigationbout NP’s impact on the electrostatic separation of waste PCBs.
. Experiment setup
.1. Materials
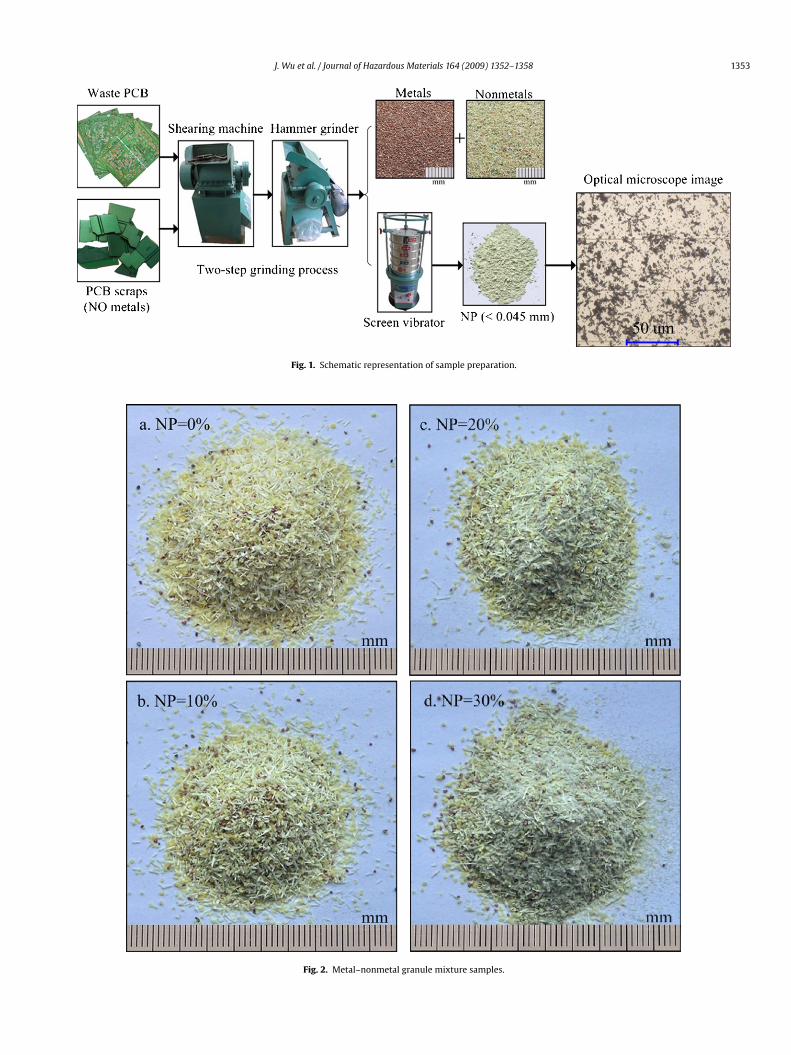
The metal–nonmetal granular mixture samples were syntheticnd prepared by ground PCB wastes (Fig. 1). In the present research,two-step grinding process was introduced. A high-speed shear-
ng machine was used as the crude crusher and a hammer grinderas employed as the second crusher. A screen vibrator was used to
lassify particles in certain size after the grinding and separation
rocess.In order to get the pure NP, some PCB scraps, which donot con-ain metals were used to undergo repeated grinding processes.hen, the screen vibrator was used to collect NP and ensure its sizeess than 0.045 mm.
J. Wu et al. / Journal of Hazardous Materials 164 (2009) 1352–1358 1353
Fig. 1. Schematic representation of sample preparation.
Fig. 2. Metal–nonmetal granule mixture samples.
1354 J. Wu et al. / Journal of Hazardous Ma
Table 1Experimental settings.
Group 1Group 2Group 3Group 4
NP contenta 0% 10% 20% 30%Parameter settingsU = 30 kVb; N = 60 rpmc; s1 = 70 mm; s2 = 90 mm; a1 = 25◦C;
a2 = 75◦C
2
fTTs7n
PFdra
too
3
Wipmu[
dgetTto
fiktNttboN
iaoud
F
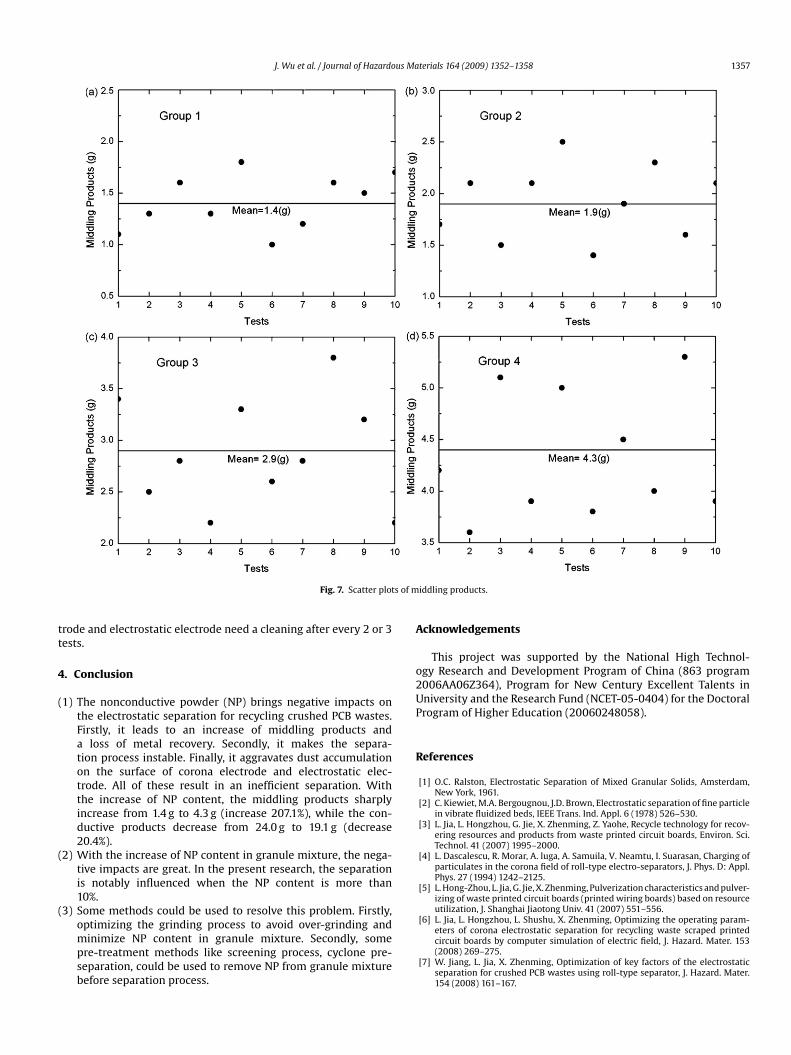
winterval between particles. When the van der Waals force actingbetween the NPs is greater than NP’s gravity force, the aggrega-tion of NP is inevitable. Fig. 6 shows this very familiar phenomenonfor processing granule mixture. Some conductive particles can beenfolded by these aggregates during the mixing process or the
TE
a Mass percent of fine particles.b High voltage.c Roll speed.
.2. Method
The experiments were arranged in 4 groups according to dif-erent content of NP and each group consisted of 10 tests (Table 1).he metal–nonmetal granule mixture samples were shown in Fig. 2.hey consisted of normal particles (0.3–0.45 mm) and NP. For eachample, the mass was 200 g and contained 25% metals (copper) and5% nonmetals (woven glass reinforced resin, consisted of normalonconductive particles and NP).
For the corona–electrostatic separation of such comminutedCB wastes, there were many factors that influence the outcome.ortunately, the preliminary experiments and a comprehensiveiscussion about these factors have been reported in previousesearches [6,7] and the parameter settings were shown in Fig. 3nd Table 1.
The products of each test were weighted respectively by an elec-ronic balance with resolution 0.1 g. All experiments were carriedut in ambient air, at a temperature of 20 ◦C and a relative humidityf 30% to 40%.
. Results and discussion
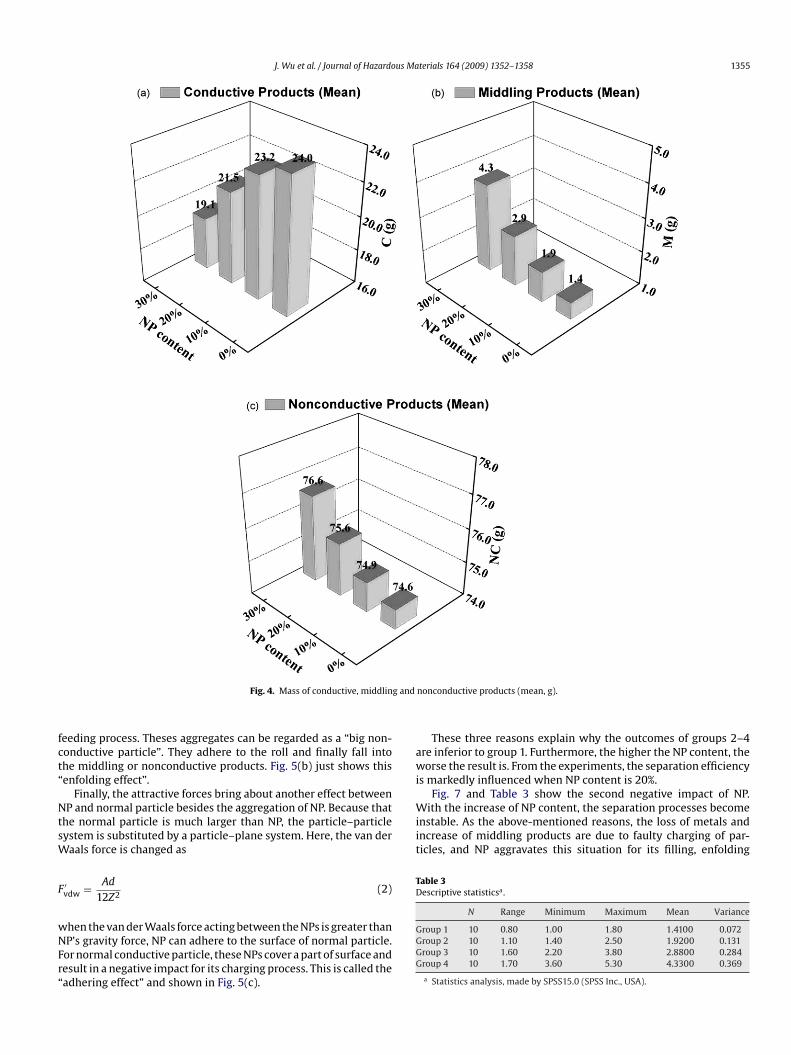
The experimental results are given in Table 2 and Fig. 4 (mean).ith the increase of NP content, the middling products sharply
ncrease from 1.4 g to 4.3 g (increase 207.1%), while the conductiveroducts decrease from 24.0 g to 19.1 g (decrease 20.4%). Since theass of middling products and conductive products are generally
sed as a criterion to judge the performance of separation process8,9], NP’s negative impact is very obvious.
For those granule mixtures without NP, there always exist mid-ling products even under the optimum condition (for instance,roup 1). This is mainly caused by the feeding process, which cannot
nsure every particle distribute in a monolayer of granular mix-ure. The conductive particle cannot acquire enough charge [10].hen, the electrostatic force acting on them is not enough andhese conductive particles finally fall into the middling productsr nonconductive products.able 2xperimental results.
Group 1 Group 2
Ca Mb NCc C M NC
1 24.2 1.1 74.7 23.4 1.7 74.92 24.1 1.3 74.6 22.8 2.1 75.13 23.6 1.6 74.8 23.8 1.5 74.74 24.0 1.3 74.7 22.9 2.1 75.05 23.6 1.8 74.6 22.3 2.5 75.26 24.2 1.0 74.8 24.1 1.4 74.57 23.7 1.2 75.1 23.4 1.9 74.78 24.3 1.6 74.1 22.6 2.3 75.19 23.9 1.5 74.6 23.7 1.6 74.7
10 24.2 1.7 74.1 23.0 2.1 74.9
a Conductive products (g).b Middling products (g).c Nonconductive products (g).
terials 164 (2009) 1352–1358
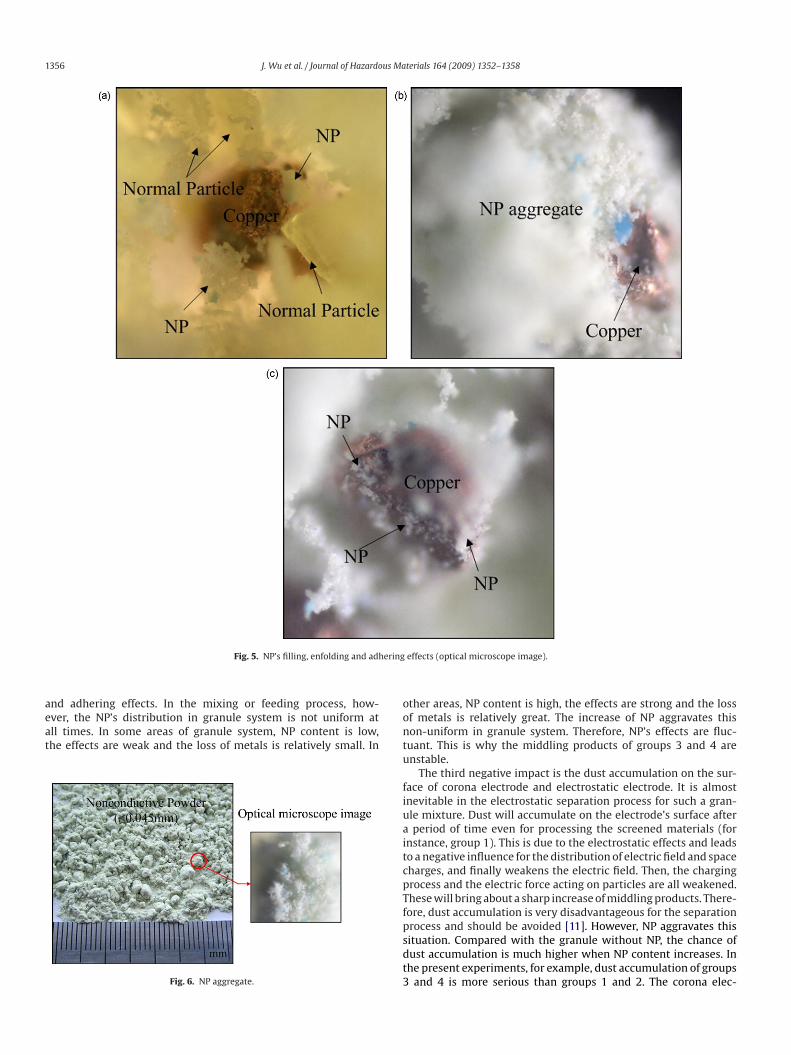
This is aggravated by NP for its characteristics. Firstly, NP is veryne. They can fill into the gaps between normal particles. As we allnow, there exist many gaps in any granule system. In this research,he normal particle size is 0.3–0.45 mm, at least 10 times larger thanP. Therefore, NP can easily enter into the gaps between normal par-
icles during the mixing process or the feeding process. This makeshe granule mixture denser. Then, the shielding or enfolding thatring by normal particles is enhanced and the charging conditionf conductive particle becomes worse. This phenomenon caused byP is called “filling effect” and shown in Fig. 5(a).
Secondly, the ultra-fine particle has a large specific area andntensive surface free energy. There are some attractive forces, suchs van der Waals force, liquid bridge force, etc. between NP andther objects. For the present experiment, the granule mixture willndergo a drying process before the separation. Therefore, the vaner Waals force is the major attractive force.
vdw = Ad
24Z2(1)
here, A is Hamaker constant; d is particle’s diameter; Z is spacing
Fig. 3. Schematic representation of electrostatic separation.
Group 3 Group 4
C M NC C M NC
21.4 3.4 75.2 19.6 7.2 76.221.7 2.5 75.8 20.2 3.6 76.222.1 2.8 75.1 18.2 5.1 76.722.4 2.2 75.4 18.8 3.9 77.320.3 3.3 76.4 19.5 5.0 75.521.1 2.6 76.3 18.4 3.8 77.822.5 2.8 74.7 19.9 4.5 75.620.9 3.8 75.3 18.3 4.0 77.720.7 3.2 76.1 18.6 5.3 76.121.9 2.2 75.9 19.2 3.9 76.9
J. Wu et al. / Journal of Hazardous Materials 164 (2009) 1352–1358 1355
g and
fct“
NtsW
F
wNFr“
awi
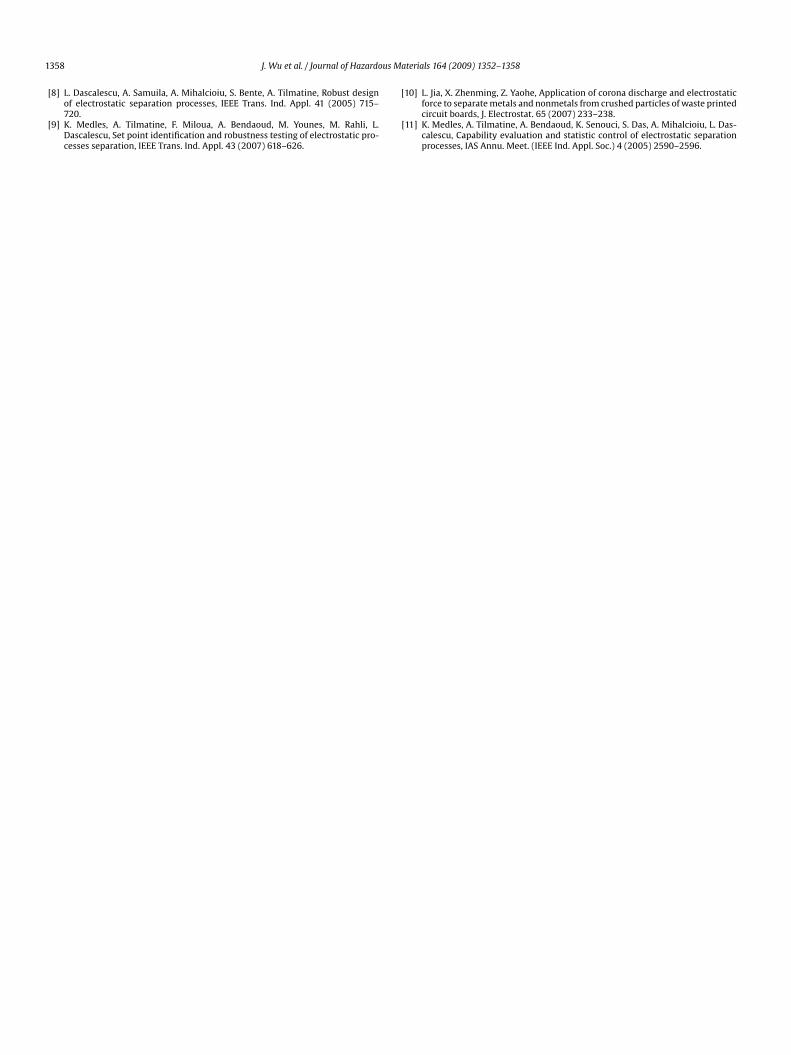
Fig. 7 and Table 3 show the second negative impact of NP.With the increase of NP content, the separation processes becomeinstable. As the above-mentioned reasons, the loss of metals andincrease of middling products are due to faulty charging of par-ticles, and NP aggravates this situation for its filling, enfolding
Table 3Descriptive statisticsa.
N Range Minimum Maximum Mean Variance
Fig. 4. Mass of conductive, middlin
eeding process. Theses aggregates can be regarded as a “big non-onductive particle”. They adhere to the roll and finally fall intohe middling or nonconductive products. Fig. 5(b) just shows thisenfolding effect”.
Finally, the attractive forces bring about another effect betweenP and normal particle besides the aggregation of NP. Because that
he normal particle is much larger than NP, the particle–particleystem is substituted by a particle–plane system. Here, the van der
aals force is changed as
′vdw = Ad
12Z2(2)
hen the van der Waals force acting between the NPs is greater thanP’s gravity force, NP can adhere to the surface of normal particle.or normal conductive particle, these NPs cover a part of surface andesult in a negative impact for its charging process. This is called theadhering effect” and shown in Fig. 5(c).
GGGG
nonconductive products (mean, g).
These three reasons explain why the outcomes of groups 2–4re inferior to group 1. Furthermore, the higher the NP content, theorse the result is. From the experiments, the separation efficiency
s markedly influenced when NP content is 20%.
roup 1 10 0.80 1.00 1.80 1.4100 0.072roup 2 10 1.10 1.40 2.50 1.9200 0.131roup 3 10 1.60 2.20 3.80 2.8800 0.284roup 4 10 1.70 3.60 5.30 4.3300 0.369
a Statistics analysis, made by SPSS15.0 (SPSS Inc., USA).
1356 J. Wu et al. / Journal of Hazardous Materials 164 (2009) 1352–1358
ering
aeat
Fig. 5. NP’s filling, enfolding and adh
nd adhering effects. In the mixing or feeding process, how-ver, the NP’s distribution in granule system is not uniform atll times. In some areas of granule system, NP content is low,he effects are weak and the loss of metals is relatively small. In
Fig. 6. NP aggregate.
oontu
fiuaitcpTfpsdt3
effects (optical microscope image).
ther areas, NP content is high, the effects are strong and the lossf metals is relatively great. The increase of NP aggravates thison-uniform in granule system. Therefore, NP’s effects are fluc-uant. This is why the middling products of groups 3 and 4 arenstable.
The third negative impact is the dust accumulation on the sur-ace of corona electrode and electrostatic electrode. It is almostnevitable in the electrostatic separation process for such a gran-le mixture. Dust will accumulate on the electrode’s surface afterperiod of time even for processing the screened materials (for
nstance, group 1). This is due to the electrostatic effects and leadso a negative influence for the distribution of electric field and spaceharges, and finally weakens the electric field. Then, the chargingrocess and the electric force acting on particles are all weakened.hese will bring about a sharp increase of middling products. There-ore, dust accumulation is very disadvantageous for the separation
rocess and should be avoided [11]. However, NP aggravates thisituation. Compared with the granule without NP, the chance ofust accumulation is much higher when NP content increases. Inhe present experiments, for example, dust accumulation of groupsand 4 is more serious than groups 1 and 2. The corona elec-
J. Wu et al. / Journal of Hazardous Materials 164 (2009) 1352–1358 1357
s of m
tt
4
(
(
(
A
o2UP
R
Fig. 7. Scatter plot
rode and electrostatic electrode need a cleaning after every 2 or 3ests.
. Conclusion
1) The nonconductive powder (NP) brings negative impacts onthe electrostatic separation for recycling crushed PCB wastes.Firstly, it leads to an increase of middling products anda loss of metal recovery. Secondly, it makes the separa-tion process instable. Finally, it aggravates dust accumulationon the surface of corona electrode and electrostatic elec-trode. All of these result in an inefficient separation. Withthe increase of NP content, the middling products sharplyincrease from 1.4 g to 4.3 g (increase 207.1%), while the con-ductive products decrease from 24.0 g to 19.1 g (decrease20.4%).
2) With the increase of NP content in granule mixture, the nega-tive impacts are great. In the present research, the separationis notably influenced when the NP content is more than10%.
3) Some methods could be used to resolve this problem. Firstly,
optimizing the grinding process to avoid over-grinding andminimize NP content in granule mixture. Secondly, somepre-treatment methods like screening process, cyclone pre-separation, could be used to remove NP from granule mixturebefore separation process.iddling products.
cknowledgements
This project was supported by the National High Technol-gy Research and Development Program of China (863 program006AA06Z364), Program for New Century Excellent Talents inniversity and the Research Fund (NCET-05-0404) for the Doctoralrogram of Higher Education (20060248058).
eferences
[1] O.C. Ralston, Electrostatic Separation of Mixed Granular Solids, Amsterdam,New York, 1961.
[2] C. Kiewiet, M.A. Bergougnou, J.D. Brown, Electrostatic separation of fine particlein vibrate fluidized beds, IEEE Trans. Ind. Appl. 6 (1978) 526–530.
[3] L. Jia, L. Hongzhou, G. Jie, X. Zhenming, Z. Yaohe, Recycle technology for recov-ering resources and products from waste printed circuit boards, Environ. Sci.Technol. 41 (2007) 1995–2000.
[4] L. Dascalescu, R. Morar, A. luga, A. Samuila, V. Neamtu, I. Suarasan, Charging ofparticulates in the corona field of roll-type electro-separators, J. Phys. D: Appl.Phys. 27 (1994) 1242–2125.
[5] L. Hong-Zhou, L. Jia, G. Jie, X. Zhenming, Pulverization characteristics and pulver-izing of waste printed circuit boards (printed wiring boards) based on resourceutilization, J. Shanghai Jiaotong Univ. 41 (2007) 551–556.
[6] L. Jia, L. Hongzhou, L. Shushu, X. Zhenming, Optimizing the operating param-
eters of corona electrostatic separation for recycling waste scraped printedcircuit boards by computer simulation of electric field, J. Hazard. Mater. 153(2008) 269–275.[7] W. Jiang, L. Jia, X. Zhenming, Optimization of key factors of the electrostaticseparation for crushed PCB wastes using roll-type separator, J. Hazard. Mater.154 (2008) 161–167.
1 us Ma
358 J. Wu et al. / Journal of Hazardo[8] L. Dascalescu, A. Samuila, A. Mihalcioiu, S. Bente, A. Tilmatine, Robust designof electrostatic separation processes, IEEE Trans. Ind. Appl. 41 (2005) 715–720.
[9] K. Medles, A. Tilmatine, F. Miloua, A. Bendaoud, M. Younes, M. Rahli, L.Dascalescu, Set point identification and robustness testing of electrostatic pro-cesses separation, IEEE Trans. Ind. Appl. 43 (2007) 618–626.
[
[
terials 164 (2009) 1352–1358
10] L. Jia, X. Zhenming, Z. Yaohe, Application of corona discharge and electrostaticforce to separate metals and nonmetals from crushed particles of waste printedcircuit boards, J. Electrostat. 65 (2007) 233–238.
11] K. Medles, A. Tilmatine, A. Bendaoud, K. Senouci, S. Das, A. Mihalcioiu, L. Das-calescu, Capability evaluation and statistic control of electrostatic separationprocesses, IAS Annu. Meet. (IEEE Ind. Appl. Soc.) 4 (2005) 2590–2596.