Embed Size (px)
Citation preview

IMPACT OF CO2 LASER CUTTING PARAMETERS ON THE QUALITY OF CUT
ON PMMA SHEET
HENG YEE WIEN
This thesis is submitted as partial fulfilment of the requirements for the award of the
Bachelor of Mechanical Engineering with Manufacturing Engineering
Faculty of Mechanical Engineering
UNIVERSITI MALAYSIA PAHANG
DECEMBER, 2010

ii
SUPERVISOR’S DECLARATION
I hereby declare that I have checked this project and in my opinion, this project is
adequate in terms of scope and quality for the award of the degree of Bachelor of
Mechanical Engineering with Manufacturing Engineering.
Signature
Name of Supervisor: LEE GIOK CHUI SMP. , KNM
Position:LECTURER
Date: 6 DECEMBER 2010

iii
STUDENT’S DECLARATION
I hereby declare that the work in this project is my own except for quotations and
summaries which have been duly acknowledged. The project has not been accepted for
any degree and is not concurrently submitted for award of other degree.
Signature
Name: HENG YEE WIEN
ID Number:ME07024
Date: 6 DECEMBER 2010

iv
ACKNOWLEDGEMENTS
This thesis is one of the requirements in obtaining the Bachelor of Mechanical
Engineering with Manufacturing Engineering. I have been accompanied and supported by
many people in this journey. It is a pleasant aspect that I have now the opportunity to
express my gratitude to all of them.
First, a very special thank to my supervisor, Mr. Lee Giok Chui SMP. , KNM of his
great patient and efforts in explaining things clearly. He always impressed me with his
outstanding professional conduct and his strong conviction for science. I appreciate his
consistent support from the first day I started this project. I am truly grateful for his
progressive vision about my training in science and his tolerance of my mistakes.
By the way, I would like to thank Mr Mak from Leong Art Advertisement for
giving out his help in completing this project. I would also like to thank all members of the
staff of the Mechanical Engineering Department, UMP, who helped me in many ways
and made my stay at UMP pleasant and unforgettable.
Lastly, I would like to thank to all my fellow friends for giving me supports and
advice to me to keep looking forward when I am facing a lot of problems and boundaries in
completing my Final Year Project.

v
ABSTRACT
The quality of laser cut is of the utmost importance in laser cutting process. All cutting
parameters might have significant influence on the resulting quality of work. In general,
cutting parameters are adjusted and tuned to provide the quality of cut desired. But this
consumes exhaustive amounts of time and effort. Therefore, it is important to
investigate the impact of cutting parameters on quality of cut. The aim of this study is to
relate the CO2 laser cutting parameters namely laser power, cutting speed and tip
distance to the quality of cut of PMMA sheet. The quality parameters considered
include surface roughness, kerf width and heat affected zone. The effects of each cutting
parameters on quality of cut was establish and the interactions between the cutting
parameters were investigated.Design of experiment was used by implementing Box-
Behnken design to identify the main effects and interactions of the parameters.
Perthometer S2 and microscope MarVision MM320 are carried out to examine the
surface roughness, kerf width and heat affected zone. The yields of responses are then
analyzed by using STATISTICA software. The statistical analysis reveals that the
surface roughness and kerf width are significantly affected by tip distance followed by
cutting speed. Laser powers do affect the surface roughness and kerf width but its
effects are negligible when compared to cutting speed and tip distance. It is also found
that all three cutting parameters have significant effects on the variation of heat affected
zone. A significant interaction exists between cutting speed and tip distance as shown in
statistical analysis.

vi
ABSTRAK
Kualiti pemotongan adalah sangat penting dalam proses pemotongan laser. Semua
parameter proses berkemungkinan mempunyai pengaruh yang penting terhadap kualiti
hasilan. Secara umumnya, parameter proses diselaras dan ditala untuk memberikan
kualiti potongan yang dikehendaki. Tetapi ini mengambil masa dan usaha yang banyak.
Oleh itu, ia adalah penting untuk menyiasat kesan parameter proses terhadap kualiti
pemotongan. Tujuan utama kajian ini adalah untuk mengaitkan parameter proses
pemotongan laser gas CO2 iaitu kuasa laser, kelajuan pemotongan dan jarak penghujung
terhadap kualiti pemotongan lembar PMMA. Jarak penghujung ialah jarak antara nosel
dengan permukaan benda kerja. Parameter kualiti yang dikaji meliputi kekasaran
permukaan, kelebaran kerf , dan zon terpengaruh panas. Kesan-kesan parameter proses
pada kualiti dan interaksi antara parameter proses telah dikaji. Eksperimen Yang
Terancang (DOE) dan menggunakan cara Box-Behken untuk mengenalpasti kesan-
kesan utama dan interaksi parameter. Perthometer S2 dan mikroskop MarVision
MM320 digunakan untuk mengukur kekasaran permukaan, kelebaran kerf dan zon
terpengaruh panas. Keputusan eksperimen dianalisis dengan meggunakan perisian
STATISTICA. Analisis statistik menunjukkan bahawa kekasaran permukaan dan
kelebaran kerf adalah terjejas dengan nyata sekali oleh parameter jarak penghujung dan
diikuti oleh kelajuan pemotongan. Kuasa laser menjejaskan kekasaran permukaan dan
kelebaran kerf juga. Tetapi kesannya adalah sedikit dan boleh diabaikan apabila
berbanding dengan parameter kelajuan pemotongan dan jarak penghujung. Selain itu, ia
juga didapati bahawa ketiga-tiga parameter mempunyai kesan yang signifikan terhadap
zon terpengaruh panas. Analisis statistik juga menunjukkan kewujudan interaksi yang
signifikan antara kelajuan pemotongan dan jarak penghujung.

vii
TABLE OF CONTENTS
Page
SUPERVISOR’S DECLARATION ii
STUDENT’S DECLARATION iii
ACKNOWLEDGEMENTS iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES x
LIST OF FIGURES xi
LIST OF SYMBOLS xiv
LIST OF ABBREAVIATIONS xv
CHAPTER 1 INTRODUCTION
1.1 Introduction 1
1.2 Project Background 1
1.3 Significance of the Study 2
1.4 Problem Statement 3
1.5 Project Objective 3
1.6 Project Scope 3
1.7 Summary 4
CHAPTER 2 LITERATURE REVIEW
2.1 Introduction 5
2.2 CO2Laser Machine 5
2.3 CO2 Laser Cutting Process 9
2.4 CO2 Laser Cutting Parameters 10
2.5 Material: Polymethyl Methacrylate (PMMA) 15

viii
2.6 Quality of Cut 16
2.6.1 Surface Roughness 17
2.6.2 Heat Affected Zone 18
2.6.3 Kerf Width 19
2.7 Measuring Techniques 20
2.7.1 Stylus Instruments 21
2.7.2 Optical Instruments 21
2.8 Summary 22
CHAPTER 3 METHODOLOGY
3.1 Introduction 23
3.2 Methodology Flow Chart 23
3.3 Choice of Experiment Design 25
3.3.1 CO2 Laser Machine 25
3.3.2 Variable Parameters 25
3.3.3 Fixed Parameters 26
3.3.4 Cutting Profile 26
3.4 Design of Experiment 27
3.4.1 Randomization and Blocking 27
3.4.2 Table of Runs 27
3.5 Performing Experiment 31
3.5.1 Material Preparation 31
3.5.2 Experiment Procedures 31
3.5.3 Precautions 32
3.6 Data Collection 33
3.6.1 Surface Roughness Measurement 33
3.6.2 Kerf Width Measurement 34
3.6.3 HAZ Measurement 36
3.7 Data Analysis 36
CHAPTER 4 RESULTS AND DISCUSSION
4.1 Introduction 40
4.2 Impact of Cutting Parameters on Surface Roughness 40
4.2.1 Experimental Analysis 42
4.2.2 Discussion 43

ix
4.3 Impact of Cutting Parameters on Kerf Width 45
4.3.1 Kerf Width of Completely Cut Through Workpieces 45
4.3.2 Kerf Width of Incomplete Cut Workpieces 46
4.3.3 Statistical Analysis: Analysis of Variance (ANOVA) 47
4.3.4 Experimental Analysis 51
4.3.5 Discussion 54
4.4 Impact of Cutting Parameters on HAZ 56
4.4.1 Statistical Analysis: Analysis of Variance (ANOVA) 57
4.4.2 Experimental Analysis 61
4.4.3 Discussion 65
4.5 Possible Causes of Incomplete Cut Workpieces 66
4.6 Summary 69
CHAPTER 5 CONCLUSION AND RECOMMENDATIONS
5.1 Introduction 70
5.2 Conclusion 70
5.3 Recommendations for Future Study 71
REFERENCES 73
APPENDICES
A1 Dimensions of Kerf width 75
A2 Dimensions of HAZ 77

x
LIST OF TABLES
Table No. Title Page
2.1 Computer Recommendations 7
2.2 Specifications of Epilog Legend 24EX 8
2.3 Design of experiments for each type of polymer 11
2.4 RSM models prediction for surface roughness 14
2.5 Mechanical and thermal properties of PMMA Sheet 15
2.6 Design matrix and experimentally recorded responses 20
for 6mm ultra high performance polyethylene
3.1 Variable parameters and experimental design levels 25
3.2 Fixed parameters 26
4.1 Ra values of each specimen 41

xi
LIST OF FIGURES
Figure No. Title Page
2.1 Epilog Legend 24 EX 9
2.2 Table size of Epilog Legend 24EX 9
2.3 Method of measurement on HAZ width 11
2.4 Dimension of HAZ (μm) for each type of polymer cut by laser 12
2.5 Scheme for evaluation of surface roughness, dimension of HAZ 13
and dimensional precision
2.6 Ra as function of cutting velocity for several laser powers 13
2.7 Schematic illustration of various cut quality attributes of interest 16
2.8 The surface structure after cutting process 17
2.9 Dimensions of HAZ (mm) as a function of cutting velocity for 18
several laser power
3.1 Methodology flow chart 24
3.2 Dimensions of workpiece 26
3.3 Experimental design module selections 28
3.4 Experiment types selection 28
3.5 Summary box 29
3.6 Summary for Variables 30
3.7 Table of Runs 30
3.8 PMMA sheets 32
3.9 Initial position of focus lens 32
3.10 Perthometer S2 set 33
3.11 Microscope MarVision MM320 and Quadra check 300 34
3.12 View of laser cut 35

xii
3.13 Cutting edge of complete cut workpiece 36
3.14 Geometry form of kerf width 36
3.15 Dependent and independent variables selections 37
3.16 Model selection 38
4.1 Surface roughness versus laser power when cutting speed is 10% 43
4.2 Completely cut off workpiece 46
4.3 Cutting edge of workpiece under 2.0 × magnification 46
4.4 ANOVA table of no interaction model (kerf width) 47
4.5 Scatter plot of observed versus predicted values for no interaction 48
model (kerf width)
4.6 ANOVA table of 2-way interaction (linear × linear) (kerf width) 49
4.7 Scatter plot of observed versus predicted values for 2-way interaction 50
(linear × linear) model (kerf width)
4.8 Kerf width (mm) versus cutting speed (%) when laser power is 90% 51
4.9 Kerf width (mm) versus cutting speed (%) when laser power is 95% 53
4.10 Kerf width(mm) versus cutting speed (%)when laser power is 100% 53
4.11 Microstructure of cutting edge 57
4.12 ANOVA table of no interaction model (HAZ) 58
4.13 Scatter plot of observed versus predicted values for no interaction 59
model (HAZ)
4.14 ANOVA table of 2-way interaction (linear × linear) model (HAZ) 60
4.15 Scatter plot of observed versus predicted values for 2-way interaction 61
(linear × linear) model (HAZ)
4.16 HAZ versus cutting speed when laser power is 90% 62
4.17 HAZ versus cutting speed when laser power is 95% 63
4.18 HAZ (mm) versus cutting speed (%) when laser power is 100% 64
4.19 Schematic of beam profile 67

xiii
4.20 Incomplete cut workpiece 68
4.21 Determination of focal point of laser beam 68

xiv
LIST OF SYMBOLS
oC Degree Celsius
Hz Hertz
IPS Inches per second
% Percent
Psi Pound per square inch

xv
LIST OF ABBREVIATIONS
ANOVA Analysis of variance
CO2 Carbon dioxide
HAZ Heat affected zone
Nd:YAG Yttrium-aluminum-garnet
PMMA Polymethyl Methacrylate
Ra Arithmetic mean value

CHAPTER 1
INTRODUCTION
1.1 INTRODUCTION
CO2 laser machine has been used in industry for many applications such as laser
cutting, laser engraver and laser marking. Laser cutting process is one of the famous
applications of laser machine in industry. Laser beam usually used to cut small and
precise products for assembly parts. The finished product of laser cutting process does
not need any further finishing process. However, poor quality of cut has been rise as
critical issues in industry due to the improper setting of cutting parameters. In order to
solve this problem, a research study on the impact of cutting parameters on quality of
cut was carried out. In this research, the main objective will focus on the impact of the
cutting parameters of a specify machine on the quality of cut on Polymethyl
Methacrylate (PMMA) sheet.
1.2 PROJECT BACKGROUND
The laser, an acronym that stands for Light Amplification by Stimulated
Emission of Radiation, has advanced over time and has many applications today.Laser
cutting is a technology that uses a laser beam to cut precise patterns in most all types of
materials such as metal, plastic and paper. With its high level of accuracy and flexibility,
laser cutting are used in a large variety of industrial application to replace conventional
machining processes such as plasma and oxy-fuel cutting.
There are two types of lasers used for cutting which is gaseous CO2 laser and the
solid state Nd:YAG( yttrium-aluminum-garnet) laser. CO2 laser is one of the most
important lasers in laser machining of materials. This is a molecular gas laser consisting

2
of CO2 gas as its active medium (Dahotre and Harimkar, 2008). CO2 lasers work by
pumping the atoms of gaseous mixture into an excited state within the laser’s chamber.
The laser beam is then focused by a lens on the surface of the material being cut. The
laser beam either melts, burns or vaporized the material in a localized area. Correct use
of cutting parameter can produce good square cuts with high quality finish.
This project will focus on the impact of CO2 cutting parameter on the quality of
cut on PMMA sheet. The cutting parameter is the main key in determined the quality of
cuts. Different set of parameter may obtain different quality of cuts. There is several
application issues involve in laser cutting technology which is cut quality, thick section
cutting, and use of laser cuttable steels. In laser cutting process, the end product quality
is the determining factor for the successful machining operation. All cutting parameters
might have significant influence on the resulting quality of work. The interactions
between the cutting parameters may exist and it might affect the quality of work in
significant ways. The impacts of cutting parameters are important and yet to investigate.
1.3 SIGNIFICANCE OF THE STUDY
Nowadays, quality is an important element in business and industries. In order to
fulfil the requirements of customer, the product that provided by a company must be in
good quality to exceed the expectation of the customers. For instance, if high precision
cut is the main concern of the customer, the setting of cutting parameter must have
optimum effects on the kerf width. The present study is aimed to investigate the effect
of each parameter on the quality of cut. The desired quality of cut can be produced in
shortest time once the impact of each parameter is known. The requirement of quality
may differ for different applications. It depends on the customer quality requirement. A
high quality of cut does not always necessary. Hence, it is important to study the impact
of cutting parameters on quality of cut.
Besides, Polymethyl Methacrylate (PMMA) is one of the common acrylic
plastic which required careful handling because it is not easily recycled. It is considered
a group 7 plastic among recycled plastics and is not collected for recycling in most
communities. Wasted PMMA sheet may cause pollution to environment. Once the

3
relationship between cutting parameters and quality characteristics are investigated, the
desired quality of cut can be produced in a single pass. Thus, it reduces the waste of
PMMA. At the same time though, it reduces the cost of production.
1.4 PROBLEM STATEMENT
Quality of cut has been a critical issue in laser cutting process. For plastic
cutting such as polycarbonates and PVC, the edges will always be brown or yellow, and
it produces hydrochloric acid during the cutting, which will eat up everything inside the
laser and in the exhaust system. Currently, there are some problems with the laser
cutting process which require immediate attention. Process parameters are adjusted and
tuned to provide the quality of cut desired. This consumes exhaustive amounts of time
and effort, and still the optimal cutting conditions may not be found. This issue of
optimized parameter selection is currently being addressed.
When using incorrect parameter, it will result in a different quality of cut. Thus,
the end product may need to go through finishing operation. This additional process
adds to the cost of production. The relationships between the quality of cut and cutting
parameters are important and yet to investigate.
1.5 PROJECT OBJECTIVE
The main objectives of this project are to study the impact of CO2 laser cutting
parameters on:
i. Surface roughness of cutting edge
ii. Kerf width
iii. Heat affected zone
1.6 PROJECT SCOPE
In order to achieve the objectives of this project, the scopes are list as below:
i. The process parameters implemented in the study are laser power, cutting speed
and tip distance.

4
ii. Epilog Legend 24 EX (60 watt) is used to perform laser cutting process.
iii. Compressed air is used as assist gas and air pressure is fixed at 20psi.
iv. The frequency of laser beam is fixed at 2500 Hertz.
v. PMMA sheet with 2.0mm in thickness is used in the experiment.
vi. Statistica 7.3 software is used to analyse the experimental results.
1.7 SUMMARY
At the end of this research, the impact of cutting parameters on the quality of cut
could be identified through.

CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
Laser cutting processes have been widely used in most manufacturing industries.
In comparison to other cutting processes, it has several advantages. It belongs to the
most rapid cutting processes, the forces acting on a product during cutting being
negligible, therefore, no particular clamping of work piece is required in cutting even
the thinnest of materials. There are three main cutting methods using laser cutting
process which is laser fusion cutting (inert gas cutting), laser vaporization cutting and
laser oxygen cutting. Different method is applied when cutting different materials. For
example, flame cutting is particularly well suited to cutting mild steel. As the material
melts, most of it oxidizes. It is then blown out of the kerf along with the ferric oxides.
Obtaining good laser processing results requires careful preparation of the material and
machine processing parameters. Each processing parameters have different impact on
the quality of cut. Impact of each processing parameters such as laser power, cutting
speed, gas pressure and focus position required extensively study to improve the quality
of cut. The quality of cut can be determined from the surface quality and edge quality.
Each of the quality was measured by using standard process.
2.2 CO2 LASER MACHINE
Laser cutting machines are distinct from traditional mechanical cutters. The laser
cutter never makes physical contact with material and there is less opportunity for the
material to become contaminated. Laser cutting machines also cut material with higher
precision than that of mechanical means. The most common type of laser cutter
available in industry today is the CO2 laser.

6
The three processes required to produce the high-energy laser beam are
population inversion, stimulated emission, and amplification (Dahotre and Harimkar,
2008). Population inversion is a necessary condition for stimulated emission. According
to the Boltzmann law, the higher energy states are the least populated and the
population of electrons in the higher energy states decreases exponentially with energy
(Dahotre and Harimkar, 2008). Population inversion corresponds to a non-equilibrium
distribution of electrons such that the higher energy states have a larger number of
electrons than the lower energy states. The process of achieving the population
inversion by exciting the electrons to the higher energy states is referred to as pumping.
There are two types of pumping system which is optical pumping and electrical
pumping. Optical pumping is used for solid-state lasers like ruby and Nd:YAG
( yttrium-aluminum-garnet). Electrical pumping is used to serve as pump source in gas
laser. It pumps a high-voltage electric current directly through the mixture of active gas
medium. If CO2 gas is used as a medium, thus it was known as CO2 laser machine.
Stimulated emission results when incoming photon of frequency v interacts with
the excited atom of active laser medium. The incoming photon triggers the emission of
radiation by bringing the atom to the lower energy state (Dahotre and Harimkar, 2008).
The resulting radiations have the same frequency, direction of travel and phase as that
of the incoming photon. Amplification of the laser light is accomplished in a resonant
cavity consisting of a set of well-aligned highly reflecting mirrors at the ends,
perpendicular to the cavity axis (Dahotre and Harimkar, 2008). Usually, one of the
mirrors is fully reflective with reflectivity close to 100%, whereas the other mirror has
some transmission to allow the laser output to emerge (Dahotre and Harimkar, 2008).
Once the lasing material is stimulated, a beam is reflected and bounced off a partial
mirror. It is allowed to collect strength and sufficient energy, before escaping as a jet of
monochromatic coherent light. As the laser cuts through material, some materials will
have a little bit of flame up. To reduce this problem, the laser machine includes the air
assist. Air assist is used to remove heat and combustible gases from the cutting surface.
By directing a constant stream of compressed air across the cutting surface, the
possibility of flaming, scorching and charring is reduced when cutting.

7
In this study, a CO2 laser machine which model is Legend 24 EX from Epilog
Company was used to perform the cutting process. The air assist assembly is connected
to a standard compressed air supply with maximum pressure of 30 psi. In this research,
we have fixed the gas pressure at 20psi.This machine can be used to cuts wood, acrylic,
glass, anodized aluminum, leather, mat board and plastic. However, it cannot used to
cut any material containing Polyvinyl Chloride (PVC) or vinyl. This is because a
corrosive agent will be produced and it will destroy the machine. The recommendations
requirement for computer which work with this machine is as stated in Table 2.1.
CorelDraw is the software which used to setup the artwork of laser cutting. Legend 24
EX was installed with CorelDraw 10. Table 2.2 shows the specification of the Legend
24 EX. Servo motor is use to control the motion of the machine and thus it has
maximum cutting speed up to 80 IPS (Inches per second). The maximum output power
of the CO2 laser machine is 60 watt. Besides that, the CO2 laser machines comply with
CDRH class IIIa. This safety class means that the features of the laser machine met the
required safety features which are laser radiation emission indicator, beam attenuator,
warning affixed and instruction manual. Figure 2.1 shows the full size of Epilog Legend
24 EX CO2 laser machine. Figure 2.2 shows the table size of the Legend 24 EX CO2
laser machine.
Table 2.1: Computer Recommendations
Features Requirements
Operating system Windows 2000 or XP (any version)
Installed Memory 512 MB RAM
Processor 2.0 GHz or faster processor
Graphic 10/100 Network Interface Card
Disk space 20-30 GB Hard Drive (Minimum)
Drawing software Corel 10, 11, or 12
Source: Epilog Machine Manual
8
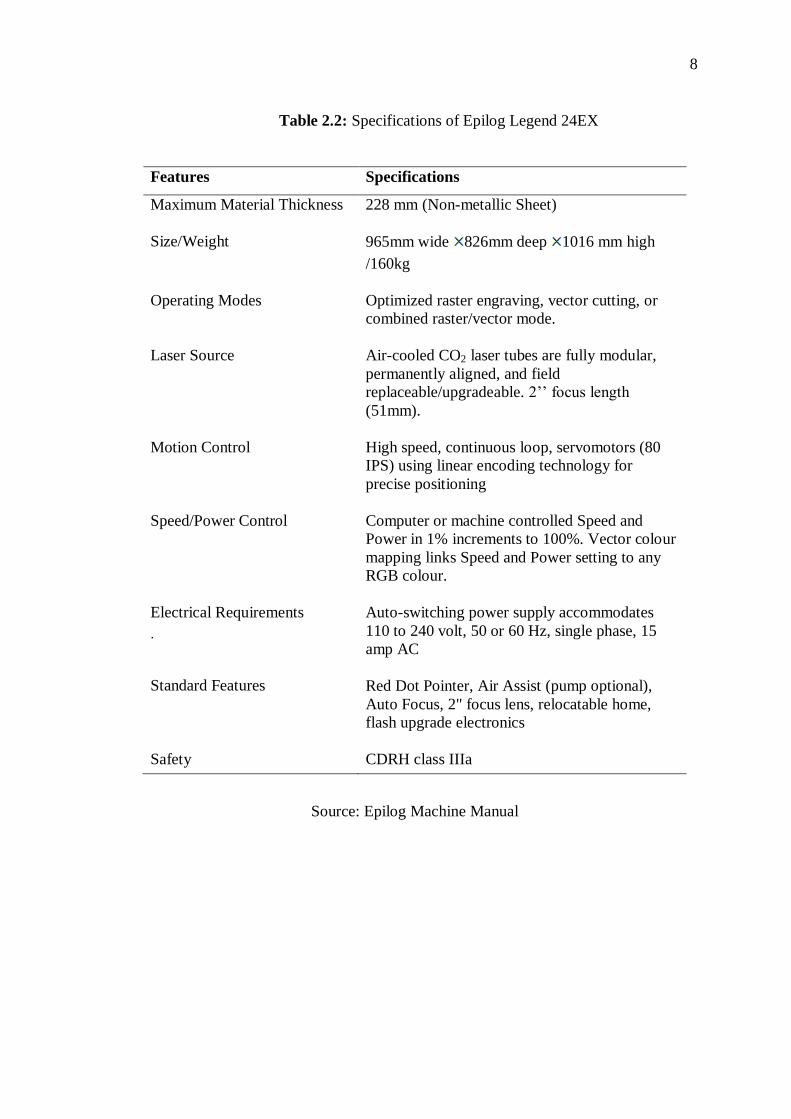
Table 2.2: Specifications of Epilog Legend 24EX
Features Specifications
Maximum Material Thickness 228 mm (Non-metallic Sheet)
Size/Weight 965mm wide 826mm deep 1016 mm high
/160kg
Operating Modes Optimized raster engraving, vector cutting, or
combined raster/vector mode.
Laser Source Air-cooled CO2 laser tubes are fully modular,
permanently aligned, and field
replaceable/upgradeable. 2’’ focus length
(51mm).
Motion Control High speed, continuous loop, servomotors (80
IPS) using linear encoding technology for
precise positioning
Speed/Power Control Computer or machine controlled Speed and
Power in 1% increments to 100%. Vector colour
mapping links Speed and Power setting to any
RGB colour.
Electrical Requirements
.
Auto-switching power supply accommodates
110 to 240 volt, 50 or 60 Hz, single phase, 15
amp AC
Standard Features Red Dot Pointer, Air Assist (pump optional),
Auto Focus, 2" focus lens, relocatable home,
flash upgrade electronics
Safety CDRH class IIIa
Source: Epilog Machine Manual

9
Figure 2.1: Epilog Legend 24 EX
Source: Epilog Machine Manual
Figure 2.2: Table size of Epilog Legend 24EX
2.3 LASER CUTTING PROCESS
Laser (Light Amplification by Stimulated Emission of Radiation) emits a special
type of light. The light emitted by a laser is monochromatic and coherent. The
properties of laser light are what make it possible to bundle the light into a beam and
focus the beam down to a tiny point for material processing applications requiring a
high degree of precision. CO2 lasers emit infrared laser radiation with a wavelength of
10.6 um and posses overall efficiencies of approximately 10 to 13 % (Wandera, 2006).





























