Embed Size (px)
Citation preview

RED-D-ARCPYTHON
IM648-BJune, 2003
Red-D-Arc Spec-Built Welding EquipmentThis RED-D-ARC cutter is built to RED-D-ARC Extreme Dutydesign specifications by Lincoln Electric.
Safety Depends on YouThis cutter is designed and built with safety in mind.However, your overall safety can be increased by proper installation ... and thoughtful operation on your part.DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, most importantly, think before you act and be careful.
For use with machines having Code Numbers: 10627, 1065611025, 11026
North America’s Largest Fleet of Welding Equipment
1-800-245-3660
OPERATOR’S MANUAL

PYTHON
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDRENAWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. For additional safety information it is strongly recommended that you pur-chase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040,Miami, Florida 33135 or CSA Standard W117.2. BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR PROCEDURES AREPERFORMED ONLY BY QUALIFIED INDIVIDUALS.
CUTTING SPARKS cancause fire or explosion.4.a..Remove fire hazards from the plasma cut-ting or gouging area. If this is not possible, coverthem to prevent the cutting or gouging sparksfrom starting a fire. Remember that welding
sparks and hot materials from plasma cutting or gouging caneasily go through small cracks and openings to adjacentareas. Avoid cutting or gouging near hydraulic lines. Have afire extinguisher readily available.
4.b. Where compressed gases are to be used at the job site, spe-cial precautions should be used to prevent hazardous situa-tions. Refer to “Safety in Welding and Cutting” (ANSIStandard Z49.1) and the operating information for the equip-ment being used.
4.c. When not cutting or gouging, make certain no part of the elec-trode circuit is touching the work or ground. Accidental con-tact can cause overheating and create a fire hazard.
4.d. Do not cut or gouge tanks, drums or containers until the prop-er steps have been taken to insure that such procedures willnot cause flammable or toxic vapors from substances inside.They can cause an explosion even though they have been“cleaned.” For information purchase “Recommended SafePractices for the Preparation for Welding and Cutting ofContainers and Piping That Have Held HazardousSubstances”, AWS F4.1 from the American Welding Society(see address above).
4.e. Vent hollow castings or containers before heating, cutting orgouging. They may explode.
4.f. Do nor fuel engine driven equipment near area where plasmacutting or gouging.
ARC RAYS can burn.2.a. Use safety glasses and a shield with the prop-er filter and cover plates to protect your eyes fromsparks and the rays of the arc when performing orobserving plasma arc cutt ing or gouging.Glasses,headshield and filter lens should conformto ANSI Z87. I standards.
2.b. Use suitable clothing including gloves made from durableflame-resistant material to protect your skin and that of yourhelpers from the arc rays.
2.c. Protect other nearby personnel with suitable non-flammablescreening and/or warn them not to watch the arc nor exposethemselves to the arc rays or to hot spatter or metal.
ELECTRIC SHOCK cankill.1.a. The electrode and work (or ground) circuitsare electrically “hot” when the power source is on.Do not touch these “hot” parts with your bare skinor wet clothing. Wear dry, hole-free gloves toinsulate hands.
1.b. When the power source is operating voltages in excess of250 volts are produced. This creates the potential for seriouselectrical shock - potentially even fatal.
1.c. Insulate yourself from work and ground using dry insulation.When cutting or gouging in damp locations, on metal frame-work such as floors, gratings or scaffolds and when in posi-tions such as sitting or lying, make certain the insulation islarge enough to cover your full area of physical contact withwork and ground.
1.d. Always be sure the work cable makes a good electrical con-nection with the metal being cut or gouged. The connectionshould be as close as possible to the area being cut orgouged.
1.e. Ground the work or metal to be cut or gouged to a good elec-trical (earth) ground.
1.f. Maintain the plasma torch, cable and work clamp in good,safe operating condition. Replace damaged insulation.
1.g. Never dip the torch in water for cooling or plasma cut orgouge in or under water.
1.h. When working above floor level, protect yourself from a fallshould you get a shock.
1.i. Operate the pilot arc with caution. The pilot arc is capable ofburning the operator, others or even piercing safety clothing.
1.j. Also see Items 4c and 6.
WARNING PLASMA CUTTING or GOUGING can be hazardous.
FUMES AND GASEScan be dangerous.3.a. Plasma cutting or gouging may producefumes and gases hazardous to health. Avoidbreathing these fumes and gases.When cuttingor gouging, keep your head out of the fumes.Use enough ventilation and/or exhaust at the arc
to keep fumes and gases away from the breathing zone.When cutting or gouging on lead or cadmium platedsteel and other metals or coatings which produce highlytoxic fumes keep exposure as low as possible andbelow Threshold Limit Values (TLV) using local exhaustor mechanical ventilation. In confined spaces or in somecircumstances, outdoors, a respirator may be required.Additional precautions are also required when weldingon galvanized steel.
3.b. Do not use plasma arc cutting or gouging in locations nearchlorinated hydrocarbon vapors coming from degreasing,cleaning or spraying operations. The heat and rays of the arccan react with solvent vapors to form phosgene, a highlytoxic gas, and other irritating products.
3.c. Gases used for plasma cutting and gouging can displace airand cause injury or death. Always use enough ventilation,especially in confined areas, to insure breathing air is safe.
3.d. Read and understand the manufacturer’s instructions for thisequipment and the consumables to be used, including thematerial safety data sheet (MSDS) and follow your employ-er’s safety practices.
Apr. ‘93
iSAFETYi

PYTHON
FOR ELECTRICALLYpowered equipment.6.a. Turn off input power using the disconnectswitch at the fuse box before working on theequipment.
6.b. Install equipment in accordance with the U.S. NationalElectrical Code, all local codes and the manufacturer’s rec-ommendations.
6.c. Ground the equipment in accordance with the U.S. NationalElectrical Code and the manufacturer’s recommendations.
CYLINDER may explodeif damaged.5.a. Use only compressed gas cylinders contain-ing the correct gas for the process used andproperly operating regulators designed for thegas and pressure used. All hoses, fittings, etc.
should be suitable for the application and maintained in goodcondition.
5.b. Always keep cylinders in an upright position securelychained to an undercarriage or fixed support.
5.c. Cylinders should be located: • Away from areas where they may be struck or subjected to
physical damage. • A safe distance from plasma cutting or gouging, arc weld-
ing operations and any other source of heat, sparks,or flame.
5.d. Never allow any part of the electrode, torch or any otherelectrically “hot” parts to touch a cylinder.
5.e. Keep your head and face away from the cylinder valve outletwhen opening the cylinder valve.
5.f. Valve protection caps should always be in place and handtight except when the cylinder is in use or connected foruse.
5.g. Read and follow the instructions on compressed gas cylin-ders, associated equipment, and CGA publication P-l,“Precautions for Safe Handling of Compressed Gases inCylinders,”available from the Compressed Gas Association1235 Jefferson Davis Highway, Arlington, VA 22202.
Apr. ‘93
ELECTRIC AND MAGNETIC FIELDSmay be dangerous8.a. Electric current flowing through any con-ductor causes localized Electric and MagneticFields (EMF). Cutting or gouging current cre-ates EMF fields around torch cables and cuttingmachines.
8.b. EMF fields may interfere with some pacemakers, so opera-tors having a pacemaker should consult their physicianbefore cutting or gouging.
8.c. Exposure to EMF fields during cutting or gouging may haveother health effects which are now not known.
8d. All operators should use the following procedures in order tominimize exposure to EMF fields from the cutting or gougingcircuit:
8.d.1. Route the torch and work cables together - Securethem with tape when possible.
8.d.2. Never coil the torch cable around your body.
8.d.3. Do not place your body between the torch andwork cables. If the torch cable is on your right side,the work cable should also be on your right side.
8.d.4. Connect the work cable to the workpiece as close aspossible to the area being cut or gouged.
8.d.5. Do not work next to cutting power source.
4.g. Sparks and spatter are thrown from the plasma arc. Wearsafety glasses, ear protection and oil free protective garmentssuch as leather gloves, heavy shirt, cuffless trousers, highshoes and a cap over your hair. Wear ear plugs when cuttingor gouging out of position or in confined places. Always wearsafety glasses with side shields when in a cutting or gougingarea.
4.h. Connect the work cable to the work as close to the cutting orgouging area as practical. Work cables connected to the build-ing framework or other locations away from the cutting orgouging area increase the possibility of the current passingthrough lifting chains, crane cables or other alternate circuits.This can create fire hazards or overheat lifting chains orcables until they fail.
PLASMA ARC can injure.
7.a. Keep your body away from nozzle andplasma arc.
7.b. Operate the pilot arc with caution. The pilot arc is capable ofburning the operator, others or even piercing safety clothing.
iiSAFETYii

PYTHON
iiiNOTESiii

PYTHON
ivSAFETYiv
Mar. ‘93
PRÉCAUTIONS DE SÛRETÉPour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté générales suiv-antes:
Sûreté Pour Soudage A L’Arc1. Protegez-vous contre la secousse électrique:
a. Les circuits à l’électrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien s’isoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans l’eau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode s’applicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de n’importe quelle partiedu corps.
3. Un coup d’arc peut être plus sévère qu’un coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi qu’un verre blanc afin de se protéger les yeux du ray-onnement de l’arc et des projections quand on soude ouquand on regarde l’arc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement del‘arc.
c. Protéger l’autre personnel travaillant à proximité ausoudage à l’aide d’écrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de l’arc desoudage. Se protéger avec des vêtements de protection libresde l’huile, tels que les gants en cuir, chemise épaisse, pan-talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans les
zones où l’on pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque d’incendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque d’incendie.
8. S’assurer que la masse est connectée le plus prés possiblede la zone de travail qu’il est pratique de le faire. Si on placela masse sur la charpente de la construction ou d’autresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines de lev-age, câbles de grue, ou autres circuits. Cela peut provoquerdes risques d’incendie ou d’echauffement des chaines et descâbles jusqu’à ce qu’ils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantd’opérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de l’arc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POURLES MACHINES À SOUDER ÀTRANSFORMATEUR ET ÀREDRESSEUR
1. Relier à la terre le chassis du poste conformement au code del’électricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, I’installation et l’entretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à l’interieur de poste, la debranch-er à l’interrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.

vv
Thank You for selecting a QUALITY product by Lincoln Electric. We want youto take pride in operating this Lincoln Electric Company product••• as much pride as we have in bringing this product to you!
Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep ithandy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:
WARNINGThis statement appears where the information must be followed exactly to avoid serious personal injury orloss of life.
This statement appears where the information must be followed to avoid minor personal injury or damage tothis equipment.
CAUTION
Please Examine Carton and Equipment For Damage ImmediatelyWhen this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, Claimsfor material damaged in shipment must be made by the purchaser against the transportation company at thetime the shipment is received.
Please record your equipment identification information below for future reference. This information can befound on your machine nameplate.
Product _________________________________________________________________________________
Model Number ___________________________________________________________________________
Code Number or Date Code_________________________________________________________________
Serial Number____________________________________________________________________________
Date Purchased___________________________________________________________________________
Where Purchased_________________________________________________________________________
Whenever you request replacement parts or information on this equipment, always supply the information youhave recorded above. The code number is especially important when identifying the correct replacement parts.
On-Line Product Registration
- Register your machine with Lincoln Electric either via fax or over the Internet.
• For faxing: Complete the form on the back of the warranty statement included in the literature packetaccompanying this machine and fax the form per the instructions printed on it.
• For On-Line Registration: Go to our WEB SITE at www.lincolnelectric.com. Choose “Quick Links” and then“Product Registration”. Please complete the form and submit your registration.

viTABLE OF CONTENTSPage
Installation.......................................................................................................................Section ATechnical Specifications.......................................................................................................A-1Safety Precautions ...............................................................................................................A-2Select Proper Location .........................................................................................................A-2Stacking................................................................................................................................A-2Lifting and Moving ................................................................................................................A-2Tilting....................................................................................................................................A-2High Frequency Interference Protection...............................................................................A-2Input Electrical Connections.................................................................................................A-3Input Power Cord Connector Installation..............................................................................A-3
Cord Removal ...............................................................................................................A-3Cord Installation ............................................................................................................A-3
Frame Grounding .................................................................................................................A-4Input Voltage Reconnection Procedure................................................................................A-4Use on Engine Driven Power Supplies ................................................................................A-4Gas Input Connections.........................................................................................................A-5Output Connections..............................................................................................................A-5
Torch Connection..........................................................................................................A-5
Operation.........................................................................................................................Section BSafety Precautions ...............................................................................................................B-1Description ...........................................................................................................................B-1Preheat Temperature for Plasma Cutting.............................................................................B-1User Responsibility...............................................................................................................B-2Recommended Processes and Equipment ..........................................................................B-2Operational Features and Controls ......................................................................................B-2Design Features and Advantages ........................................................................................B-2Cutting Capability .................................................................................................................B-3Consumable Life ..................................................................................................................B-3Limitations ............................................................................................................................B-4Controls and Settings ...........................................................................................................B-4Pilot Arc Discussion..............................................................................................................B-6Procedure Recommendations..............................................................................................B-6
General .........................................................................................................................B-6Thin Gauge Sheet Metal ...............................................................................................B-6Thick Sections of Metal .................................................................................................B-6Suggestions for Extra Utility from the PYTHON System...............................................B-7
Machine Interface.................................................................................................................B-7
Accessories .....................................................................................................Section CGenuine Lincoln Parts ...........................................................................................C-1General Options / Accessories ..............................................................................C-1

vii TABLE OF CONTENTSPage
Maintenance ....................................................................................................Section DSafety Precautions ................................................................................................D-1Input Filter Capacitor Discharge Procedure ..........................................................D-1Routine Maintenance.............................................................................................D-2Periodic Maintenance............................................................................................D-2
Troubleshooting ..............................................................................................Section ESafety Precautions.................................................................................................E-1How to Use Troubleshooting Guide.......................................................................E-1Troubleshooting Guide ..........................................................................................E-2
Wiring Diagrams ..............................................................................................Section FWiring Diagrams.......................................................................................F-1 thru F-3Dimension Print......................................................................................................F-4
Parts List ....................................................................................P342 Series & P210-K

A-1INSTALLATION A-1
TECHNICAL SPECIFICATIONS - PYTHON
RATED OUTPUT
OUTPUT
RECOMMEND INPUT WIRE AND FUSE SIZES
REQUIRED GAS FLOW RATE REQUIRED GAS INLET PRESSURE
Duty Cycle
60% Duty Cycle100% Duty Cycle
CurrentRange
35-85 Amps
Open CircuitVoltage
MAX335 VDC
For all plasma cutting applications Based on U.S. National Electrical CodeAmbient Temperature 30oC or Less
Pilot Current
20 Amps @ 100% Duty Cycle
AMPS
8060
VOLTS
140130
70 PSI @ 480 SCFH( 4.8 Bar. @ 13550 LHR)
80 to 120 PSI( 5.4 Bar. to 8.1 Bar.)
THREE PHASE SINGLE PHASE
Standard Input CurrentVoltage at Rated Output Model
208/230/460 48/44/25 50/60 Hz460/575 28/20 50/60 Hz
Standard Input CurrentVoltage at Rated Output Model
208/230/460 87/81/48 50/60Hz
INPUT
RECOMMENDED INPUT WIRE AND FUSE SIZES
Type 75°CType 75°C Copper
Fuse Copper Ground(Superlag) Wire in Wire in
Input Voltage or Conduit Conduitand Breaker AWG (IEC) AWG (IEC)
Frequency(1) Size Sizes Sizes
208/50/60 60 8 (8.4mm2) 8 (8.4mm2)
230/50/60 60 8 (8.4mm2) 8 (8.4mm2)
460/50/60 40 10 (6mm2) 10 (6mm2)
575/50/60 30 10 (6mm2) 10 (6mm2)
Type 75°CType 75°C Copper
Fuse Copper Ground(Superlag) Wire in Wire in
Input Voltage or Conduit Conduitand Breaker AWG (IEC) AWG (IEC)
Frequency(1) Size Sizes Sizes
208/50/60 100 4 (21.1mm2) 4 (21.1mm2)
230/50/60 100 4 (21.1mm2) 4 (21.1mm2)
460/50/60 60 8 (8.4mm2) 8 (8.4mm2)
THREE PHASE SINGLE PHASE
PHYSICAL DIMENSIONS
Depth
29.5 in.749 mm
Width
13.75 in.349 mm
Height
16.5 in.419 mm
(1) Input voltage must be within ±10% of rated value.
WeightIncluding Machine, Torch and
Torch Cable (Length)(25ft/7.6m)
103 lbs.46.8 kg.

A-2INSTALLATION A-2
Read entire Installation Section before installing thePYTHON.
SAFETY PRECAUTIONS
ELECTRIC SHOCK CAN KILL.• Only qualif ied personnel
should install this machine.
• Turn the input power OFF at the disconnect switch or fuse box and discharge inputcapacitors before workinginside the equipment.
• Do not touch electrically hot parts.
• Always connect the PYTHON ground-ing terminal (located on the side of theCase Back Assembly) to a good electrical earth ground.
• Turn the PYTHON Power Switch OFFwhen connecting power cord to input power.
___________________________________________
SELECT PROPER LOCATION
Place the PYTHON where clean cool air can freely cir-culate in through the rear louvers and out through theside/bottom openings. Dirt, dust or any foreign materi-al that can be drawn into the machine should be keptat a minimum. Failure to observe these precautionscan result in excessive operating temperatures andnuisance shutdown of the machine.
A source of clean, dry air or nitrogen must be suppliedto the PYTHON. Oil in the air is a severe problem andmust be avoided. The supply pressure must bebetween 80 and 120 psi. The flow rate is approximate-ly 8.0 cfm (227 l/min.). Failure to observe these pre-cautions could result in excessive operating tempera-tures or damage to the torch.
STACKING
The PYTHON cannot be stacked.
LIFTING AND MOVING
Either the front or rear handles or both may be used tolift or move the machine.
DO NOT use the pull handle on the optional undercar-riage, if installed, to lift the machine. This handle is notdesigned to support the full weight of the machine andusing it to lift the machine could cause personal injuryor damage to the machine.
TILTING
The PYTHON must be placed on a stable, level sur-face so it will not topple over.
HIGH FREQUENCY INTERFERENCEPROTECTION
The PYTHON employs a touch start mechanism forarc initiation which eliminates high frequency emis-sions from the machine as compared with spark gapand solid state type high frequency generators. Keepin mind, though, that these machines may be used inan environment where other high frequency generat-ing machines are operating. By taking the followingsteps, high frequency interference into the PYTHONcan be minimized
(1) Make sure the power supply chassis is connectedto a good earth ground. The work terminal grounddoes NOT ground the machine frame.
(2) Keep the work ground clamp isolated from otherwork clamps that have high frequency.
(3) If the ground clamp cannot be isolated, then keepthe clamp as far as possible from other workclamp connections.
(4) When the machine is enclosed in a metal building,several good earth driven electrical groundsaround the periphery of the building are recom-mended.
Failure to observe these recommended installationprocedures may cause improper function of thePYTHON or possibly even damage to the control sys-tem or power supply components.
PYTHON
WARNING

PYTHON
A-3INSTALLATION A-3
INPUT ELECTRICALCONNECTIONS
Before installing the machine, check that input supplyvoltage, phase, and frequency are the same as themachine's voltage, phase, and frequency as specifiedon the machine's rating plate.
The PYTHON should be connected only by a qualifiedelectrician. Installation should be made in accordancewith all local and national codes (eg: U.S. NationalElectrical Code) and the information detailed below.
POWER INPUT CONNECTION
The PYTHON as received directly from the factory isinternally connected for the higher input voltage. Re-connection will be necessary if the lower input voltageis used.
INPUT POWER CORD CONNECTORINSTALLATION
A cord connector provides a strain relief for the inputpower cord as it passes through the left rear accesshole. The cord connector is designed for a cord diam-eter of .40 - 1.03 in (10.2 - 26.2mm) if it becomes nec-essary to install a different input cord.
CORD REMOVAL:
1. Unplug line cord from the receptacle.
NOTE: DO NOT PERFORM THE NEXT STEPUNTIL THE HIGH VOLTAGES INSIDE THEMACHINE HAVE BEEN ALLOWED TO DISSIPATE,APPROXIMATELY TWO MINUTES.------------------------------------------------------------------------2. Remove wraparound by unscrewing the eleven
screws on the case sides and top.3. Unscrew the four screws that hold the line switch
onto the case front.4. Pull the line switch out of the case front.5. Angle the line switch so the nuts on the switch can
be loosened.6. Remove the cord from the switch.
7. Remove the nut, lock washer, plain washer andgreen lead off of the ground screw assembly.
8. Loosen the cable connector on the case back.9. Pull the line cord out of the machine.
CORD INSTALLATION:
1. Feed the new cord through the cable connectorand into the machine.
2. If the ground screw assembly is loose, tighten theassembly to the base before installing the newground lead. Install the green lead on the groundscrew assembly, replace the plain washer and lockwasher, then tighten nut. Install in accordance withall local and national electrical codes.
3. Connect the new cord to the switch, observing thecolor code on the wiring diagram.
4. Feed the line switch back into case front.5. Replace the four screws that hold the line switch
onto the case front.6. Tighten the cable connector on the case back.7. Replace wraparound and tighten the eleven
screws on the case sides and top.8. Connect the new input power cord to a fused three
phase power supply. Make sure the green lead isconnected to the panel and the panel is connectedto a good earth ground. Install in accordance withall local and national electric codes.
NOTE: Fusing requirements of the machine input willchange, depending on whether the machine is usedon single phase or three phase. Use the chart in theTECHNICAL SPECIFICATIONS to change the fusesto the proper value.
WARNING

PYTHON
A-4INSTALLATION A-4
FRAME GROUNDING
The frame of the PYTHON must be properly ground-ed. A ground terminal marked is mounted on thecase bottom directly behind the input power switch forthis purpose. The cable that is sent attached to themachine is connected to this ground terminal. See theNational Electric Code for details on proper groundingmethods. Install in accordance with all local andnational electrical codes.
INPUT VOLTAGE RECONNECTIONPROCEDURE
When changing input voltages, it is necessary tochange the settings behind the access door on theside of the machine.
Failure to do so may result in damage to themachine.------------------------------------------------------------------------
To reconnect the PYTHON, follow the directions asoutlined below. Follow this procedure ONLY while thePYTHON is disconnected from the input power andthe capacitors have properly discharged.
1. Open the access door on the side of the machine.
2. For 200 to 230 : Position the large switch to 200-230. For 400 to 460 : Position the large switch to 400-460.For 550 to 575 : Position the large switch to 550-575.
3. Move the "A" lead to the appropriate terminal.
USE ON ENGINE DRIVEN POWER SUPPLIES
The PYTHON can be used on engine driven powersupplies. However, the following AC Wave FormVoltage and Input Power Restrictions do apply.
AC Wave Form RestrictionsThe PYTHON can be operated on engine driven gen-erators as long as the engine drive output meets thefollowing conditions:
The AC wave form frequency is between 45 and 65Hz.
For 200 - 230 VAC Supplies:
The AC wave form peak voltage must be below 420volts.The RMS voltage must be 230VAC +/- 15%.
* The 230 VAC auxiliaries of Lincoln engine drivesmeet these conditions when run in the high idlemode.
For 460 VAC Supplies:
The AC wave form peak voltage must be below 840volts.The RMS voltage of the AC wave form must be 460VAC +/- 10%.
Input Power RestrictionsThe available output current of the PYTHON may belimited due to the output capacity of the engine drivenpower supply. The following are recommended outputcurrent settings when used with various Lincolnengine driven power supplies.
Engine Drive Auxiliary Power Pro-Cut 80 Output Cut Thickness
RANGER 8 (8KW) 30 Amps 5/16RANGER 9 (9KW) 40 Amps 3/8GX271 (8KW) 30 Amps 5/16RANGER 250 (8.5KW) 35 Amps 5/16RANGER 275 (9KW) 40 Amps 3/8RANGER 300D (12KW) 55 Amps 5/8RANGER 305G (9.5KW) 40 Amps 3/8RANGER 305D (9.5KW) 40 Amps 3/8COMMANDER 300 (10KW) 45 Amps 1/2COMMANDER 400 (10KW) 45 Amps 1/2COMMANDER 500 (12KW) 55 Amps 5/8VANTAGE 500 (12KW) 55 Amps 5/8
WARNING

PYTHON
A-5INSTALLATION A-5
GAS INPUT CONNECTIONS
Supply the PYTHON with clean compressed air ornitrogen.
• Supply pressure must be between 80 psi and 120 psi.
• Pressure gage, located on the front of themachine, should be set to approximately 70PSI for a 25 ft. torch and 75 PSI for a 50 ft.torch while gas is flowing (purging or cutting).
• Flow rate should be approximately 8.0 cfm (227 I/min.).
NOTE: Oil in the air supply to the PYTHON cancause severe problems. Use only a clean airsupply.
• Connect the gas supply to the PYTHON regu-lator.
• Compressed gas should be supplied to the fit-ting connection mounted on the filter at therear of the machine. If necessary, this fittingcan be removed allowing plumbing accessthrough the 1/4” NPT input port on the filterbody.
• If compressed air is being used, it is highly recom-mended that an inline prefilter be installed in the airsupply line ahead of the air connection to the PRO-CUT’S coalescing filter. While the coalescing filter isused to remove small amounts of oil and wateraerosol particles from the air supply line, the prefiltercan be used to remove larger particulates beforethey reach the coalescing filter element.This willprolong the life of the coalescing filter element by upto six times what it would be without the prefilter,and in turn, prolong the life of the PRO-CUT torchand consumables as well.
• A standard nominal 5 micron inline prefilter is rec-ommended; however, for optimum performance,select a prefilter with a 3 micron absoluterating.Ifthese filter ratings are unavailable, anything with arating less than, or equal to, 20 micron would beacceptable to use. Inline filter elements will general-ly filter the air with little restriction to the airflow untilthe element is about 75% contaminated. After thispoint, there will bea noticeable pressure drop in theline. Filter elements should be replaced when apressure drop of 8-10 psi is indicated; however, foroptimum performance of the PRO-CUT, the filterelement should be replaced at or before the pres-sure drop reaches 8 psi. Be sure to select a prefilterthat will accommodate the necessary flow rating forthe PRO-CUT as specified in the Installation sec-tion of this instruction manual under the Gas InputConnections heading.
• While it is recommended that an inline prefilter beplaced ahead of each PRO-CUT, that may be installed in a shared air supply line, one large in lineprefilter may instead be used to accommodate sev-eral PRO-CUT’s simultaneously. If a shared pre isdesired, it must be rated to provide the necessaryflow rate, as specified, to ensure proper operation ofeach of the PRO-CUT’s sharing a connection.
NOTE: When using nitrogen gas from a cylinder, thecylinder must have a pressure regulator.
• Maximum psi from the nitrogen gas cylinder tothe PYTHON regulator should never exceed120 psi.
• Install a hose between the nitrogen gas cylinder regulator and the PYTHON gas inlet.
CYLINDER could explode if damaged.
• Keep cylinder upright andchained to a fixed support.
• Keep cylinder away from areaswhere it could be damaged.
• Never lift machine with cylinderattached.
• Never allow the cutting torch totouch the cylinder.
• Keep cylinder away from live electrical parts.• Maximum inlet pressure 120 psi.
__________________OUTPUT CONNECTIONS
Torch Connection
The PYTHON is sent from the factory with a PCT 80cutting torch. Additional cutting torches can beordered from the K1571 series. Hand-held and mech-anized torches come with 25' or 50’ cables.
All torches are connected to the PYTHON with a quickconnect on the case front for easy change over. Thisfeature is excellent for changing between a hand cut-ting torch and a mechanized torch.
For more information on the torch and its components,refer to the PCT80 Operator’s Manual (IM588 latestversion).
WARNING

B-1OPERATIONB-1
Read and understand this entire section before oper-ating the machine.
SAFETY PRECAUTIONS
NOTE: All P.C. boards are protected by a moisture resistantcoating. When the plasma cutter is operated, this coatingwill "bake off" of certain power resistors that normally oper-ate at high temperatures emitting some smoke and odor fora short time. These resistors and the P.C. board beneaththem may become darkened. This is a normal occurrenceand does not damage the component or affect the machine
performance.
DESCRIPTIONThe PYTHON is a constant current, continuous con-trol plasma cutting power source. It provides superiorand reliable starting characteristics, cutting visibilityand arc stability. When cutting expanded metal, thePYTHON out performs the competition due to itsquick, clean response to arc transfers. The powersupply design provides high transfer-to-cut distanceswhich makes pierce cutting more reliable and withless nozzle wear. The control system has a safetymechanism to insure that the nozzle and electrode arein place before cutting or gouging. This is extremelyimportant due to the high voltages involved.
The PYTHON comes standard with an air regulator,coarse air filter, and pressure gauge. There are six dif-ferent torch and cable systems to choose from: hand-held torch with 25' or 50' cable, machine and robotictorch both with 25' and 50' cable. Consumables areincluded so that cutting can begin right out of the box.Consumables can also be ordered as individual pack-ages.
The PYTHON initiates the plasma arc with a simple,yet reliable, touch start mechanism. This system elimi-nates many of the failure problems associated with hi-frequency start systems. The PYTHON is capable ofcutting with nitrogen or air.
The PYTHON is controlled by a microprocessor-based control board. The machine performs rudimen-tary self troubleshooting when powered up which aidsin field servicing.
PREHEAT TEMPERATURE FORPLASMA CUTTINGPreheat temperature control is not necessary in mostapplications when plasma arc cutting or gouging.Preheat temperature control may be necessary on highcarbon alloy steels and heat treated aluminum for crackresistance and hardness control. Job conditions, pre-vailing codes, alloy level, and other considerations mayalso require preheat temperature control. The followingminimum preheat temperature is recommended as astarting point. Higher temperatures may be used asrequired by the job conditions and/or prevailing codes.If cracking or excessive hardness occurs on the cutface, higher preheat temperature may be required. Therecommended minimum preheat temperature for platethickness up to 1/2" (12.7mm) is 70°F (21.1°C).
PYTHON
ELECTRIC SHOCKcan kill.
• Do not touch electrically live partsor electrode with skin or wetclothing.
• Insulate yourself from work andground.
• Always wear dry insulating gloves.
FUMES AND GASEScan be dangerous.
• Keep your head out of fumes.
• Use ventilation or exhaust toremove fumes from breathingzone.
WELDING, CUTTING and GOUGING SPARKScan cause fire or explosion
• Keep flammable material away.
• Do not weld, cut or gouge oncontainers that have held combustibles.
Observe additional Safety Guidelines detailed inthe beginning of this manual.
WARNING
ARC RAYScan burn.
• Wear eye, ear and bodyprotection.
PLASMA ARC can injure
• Keep your body away from nozzleand plasma arc.
• Operate the pilot arc with caution. The pilot arc is capable of burning the operator, others or even piercing safety clothing.

B-2OPERATIONB-2
USER RESPONSIBILITY
Because design, fabrication, erection and cutting vari-ables affect the results obtained in applying this typeof information, the serviceability of a product or struc-ture is the responsibility of the user. Variation such asplate chemistry, plate surface condition (oil, scale),plate thickness, preheat, quench, gas type, gas flowrate and equipment may produce results different thanthose expected. Some adjustments to proceduresmay be necessary to compensate for unique individ-ual conditions. Test all procedures duplicating actualfield conditions.
RECOMMENDED PROCESSES ANDEQUIPMENT
The PYTHON is capable of all cutting and gougingapplications within its output capacity of 35 to 85amps. These applications include thin gage sheetmetal and expanded metal.
OPERATIONAL FEATURES ANDCONTROLS
The PYTHON comes with an ON/OFF POWERSWITCH, OUTPUT CURRENT CONTROL, PURGEBUTTON and a SAFETY RESET BUTTON.
DESIGN FEATURES ANDADVANTAGES
The microprocessor controlled PYTHON designmakes plasma cutting and gouging tasks uncomplicat-ed. This list of design features and advantages willhelp you understand the machine's total capabilitiesso that you can get maximum use from your machine.
- Portable design for industrial use.
- Continuous output control, 35 - 85 amps.
- Reliable touch start mechanism for plasma arc initi-ation.
- Unique microprocessor controlled starting sequencefor safe and consistent starting.
- Rapid arc transfer for fast cutting of expandedmetal.
- High transfer distance for ease of use.
- Soft start of input filter capacitors at start up.
- Input over voltage protection.
- Bright 3.0 second timed pilot arc.
- Purge momentary push button.
- Air regulator and pressure gage located on the frontof machine for convenience.
- Parts-in-Place mechanism to detect proper installa-tion of consumables and torch.
- Latching Parts-in-Place mechanism. Requires apositive operator reset.
- Automatic detection of faulty output control.
- In line coarse air filter.
- Preflow/Postflow timing. Preflow is eliminated if arcis re-initiated in Postflow.
- Thermostatic Protection.
- Solid state over-current protection.
- Works with pure nitrogen for cutting nonferrousmaterials.
- Reconnectable for multiple input voltages.
- Quick disconnect torch.
- Dead front display for machine status.
- Unique electrode and Vortech™ nozzle design foroptimum cooling and long life.
- Swirl texture inside Vortech™ nozzle for better start-ing reliability and higher quality cuts.
- Unique drag cup design for durability and elimina-tion of double arcing.
PYTHON

PYTHON
B-3OPERATIONB-3
CUTTING CAPABILITY
The PYTHON is rated at 80 amps, at 60% duty cycle on a 10 minute basis or 60 amps, at 100% duty cycle. If theduty cycle is exceeded, a thermal protector will shut off the output of the machine until it cools to the normal oper-ating temperature.
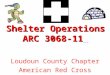
Figure B.1 shows the cut capacity of the PYTHON when cutting mild steel. The graph plots cut thickness vs. torchtravel speed with a torch standoff of 0.15". Example: 0.5” material may be cut at a setting of 55 amps at anapproximate speed of 25 IPM or at a setting of 80 amps at an approximate speed of 35 IPM.
PYTHONMild Steel Cut Capacity Chart
Rec
omm
ende
d To
rch
Trav
el S
peed
(IP
M)
80%
of M
axim
um S
peed
100
80
60
40
20
00.000 0.125 0.250 0.375 0.500 0.625 0.750
Material Thickness
25 A35 A 55 A
1.00
80 A
Figure B.1
CONSUMABLE LIFE
The expected life for the PYTHON's electrode under normal operating conditions is approximately 160 starts/cuts.An erosion of .060" is typical for end of electrode life, however, the electrode life may last longer. A green anderratic arc will indicate definite electrode failure and the electrode should be replaced immediately.
It is recommended that consumables be replaced in complete sets. (Example: Electrode and Nozzle). This willmaximize the performance of the PYTHON system.

B-4OPERATIONB-4
LIMITATIONS
Do not exceed the output current and duty cycle ratingof machine. Do not use the PYTHON for pipe thawing.
CONTROLS AND SETTINGS
When preparing to cut or gouge, position the machineas close to the work as possible. Make sure you haveall materials needed to complete the job and havetaken all safety precautions. It is important to followthese operating steps each time you use the machine.
• Turn the machine's ON/OFF POWER SWITCH toOFF position.
• Connect the air supply to the machine.
1. TURN THE MAIN POWER AND THE MACHINEPOWER SWITCH ON.- The fan should start.- The pre-charge circuit will operate for 3 seconds,
then the green "Power" LED should turn on.- If the "SAFETY" LED is lit, push the "Reset" but-
ton. If there is no problem, the LED will go off. Ifthere is a problem, refer to Step "SAFETY LED"in this section.
• Be sure that the work lead is clamped to the work-piece before cutting.
• Set the output current control knob at maximumposition for high cutting speed and less dross forma-tion. Reduce the current, if desired to reduce thekerf (cut) width, heat affected zone or travel speedas required.
2. GAS PRESSURE SETTINGS.• Push-in and hold the Purge button to check or set
the gas pressure. Pull the pressure regulator capout and turn it to set the pressure.- Adjust the gas regulator for 70 PSI for 25’ torch-
es or 75 PSI for 50’ torches.- Release the Purge button.- The gas will immediately turn off. The pressure
gage may show an increase in pressure after theair turns off but this is normal. Do NOT reset thepressure while the air is NOT flowing.
3. PREPARING TO CUT.• When ready to cut, place the torch near the work,
make certain all safety precautions have beentaken and pull the trigger. - The air will flow for a preflow time of 2 seconds
and the pilot arc will start. (This is true unlessthe machine is in postflow, then the preflow timeis skipped and the pilot arc will start immediate-ly.)
- The pilot arc will run for 3.0 seconds and shut offunless the arc is brought in contact with the workand the arc is transferred. Avoid excessive pilotarc time by transferring the arc to the workpiecequickly to improve parts life.
- When the arc is brought within 1/4" from thework piece: the arc will transfer, the current willramp up to the setting on the control panel, andthe cut can last indefinitely (or until the dutycycle of the PYTHON is exceeded). Do nottouch the nozzle to the work when cutting withthe control panel setting above 45 Amps ordamage to the consumables will result.
• Pierce the work piece by slowly lowering the torchonto the metal at a 300 angle away from the opera-tor. This will blow the dross away from the torch tip.Slowly rotate the torch to vertical position as the arcbecomes deeper.
PYTHON
XXXXXXXX XXXXXXXX XXXXXXXX XXXXXXXX
PYTHON
TorchConnector Work
Cable
InputPowerSwitch
OutputControlKnob
ConsumableStorage(behinddoor)
StatusIndicators
ResetButton
GasPurgeButton
GasRegulatorGauge
GasRegulatorKnob
InterfaceConnector
303000
VERVERTICAL ANGLETICAL ANGLEFOR CUTTINGFOR CUTTING
CUT
900
TORCH AT 300 ANGLETO PIERCE
ROTATE TO900 ANGLE TO CUT

B-5OPERATIONB-5
• Hold the nozzle standoff 1/8” (3.2mm) to 3/16”(4.7mm) above the workpiece during cutting. Do notlet the nozzle touch the work or carry a long arc.
• Keep moving while cutting. Cut at a steady speedwithout pausing. Maintain the cutting speed so thatthe arc leg is 10° to 20° behind the travel direction.
• Use a 5° - 15° leading angle in the direction of thecut.
• Use the drag cup to maintain constant standoff forbetter cut quality and to protect the nozzle from spat-ter.
• Use the drag cup with a metal template to preventnozzle double arcing.
• Finish the cut and release the trigger.
• When the trigger is released, the arc will stop.
- The gas will continue to flow for 10 seconds ofpostflow. If the trigger is activated within this timeperiod, the pilot arc will immediately restart.
• If the dross is difficult to remove, reduce the cuttingspeed. High speed dross is more difficult to removethan low speed dross.
• The right side of the cut is more square than the leftas viewed along the direction of travel.
• Tilt the torch about 45° from the workpiece and holdthe nozzle 1/8” (3.2mm) to 3/16” (4.7mm) above theworkpiece for gouging.
• Clean spatter and scale from the nozzle and dragcup frequently.
1. SAFETY LED• If the "SAFETY" LED lights at any time, check the
following:
2. IN NORMAL OPERATION, THE "SAFETY" LEDMAY TEMPORARILY ILLUMINATE AND CLEARITSELF AUTOMATICALLY WITHOUT DEPRESS-ING THE RESET BUTTON.
• Check the assembly of the torch consumables. Ifthey are not properly in place, the machine will notstart. Make sure that the shield cup is hand tight.Do not use pliers or over tighten.
• Check the conditions of the inside of the nozzle. Ifdebris has collected, rub the electrode on the insidebottom of the nozzle to remove any oxide layer thatmay have built up. Refer to "Suggestions for ExtraUtility from the PYTHON system".
• Check the condition of the electrode. If the end hasa crater-like appearance, replace it along with thenozzle. The maximum wear depth of the electrode isapproximately .062”. A green and erratic arc willindicate definite electrode failure and the electrodeshould be replaced immediately.
• Replace the nozzle when the orifice exit is erodedaway or oval shaped.
• After the problem is found, or if there is nothingapparently wrong, reset the machine by pressingthe "Reset" button. (It is possible for electrical noiseto trip the safety circuit on rare occasions. Thisshould not be a regular occurrence.)
• If the machine does not reset or continues to trip,consult the Troubleshooting Section.
• Use the proper cutting or gouging proceduresreferred to in Procedure Recommendations.
PYTHON
ELECTRIC SHOCK CAN KILL. • Turn off machine at the disconnect
switch on the front of the machinebefore tightening, cleaning or replacingconsumables.
----------------------------------------------------------------------------
WARNING
ANGLEMAINTAINED
THROUGHOUTGOUGE
TORCH HELD AT450 ANGLE
THROUGHOUT GOUGE
ANGLEOF APPROACH
Direction of Travel
5° - 15°
10° - 20° Arc Lag
Leading Angle

B-6OPERATIONB-6
PILOT ARC DISCUSSION
The PYTHON has a smooth, continuous pilot arc.The pilot arc is only a means of transferring the arc tothe workpiece for cutting. Repeated pilot arc starts, inrapid succession, is not recommended as these startswill generally reduce consumable life. Occasionally,the pilot arc may sputter or start intermittently. This isaggravated when the consumables are worn or the airpressure is too high. Always keep in mind that thepilot arc is designed to transfer the arc to the work-piece and not for numerous starts without cutting.
When the pilot arc is started, a slight impulse will befelt in the torch handle. This occurrence is normal andis the mechanism which starts the plasma arc. Thisimpulse can also be used to help troubleshoot a "nostart" condition.
PROCEDURE RECOMMENDATIONS
When properly used, plasma arc cutting or gouging isa very economical process. Improper use will result ina very high operating cost.
General - In All Cases
• Follow safety precautions as printed throughoutthis operating manual and on the machine.
Thin Gauge Sheet Metal:
1. OUTPUT SET BELOW 45 AMPS.
• The nozzle may be dragged on the metal sur-face, touching it lightly to the surface after pierc-ing a hole.
2. CURRENT CONTROL SHOULD BE SET BELOWTHE MID RANGE.
• Do not allow cable or body to contact hot sur-face.
THICK SECTIONS OF METAL:
1. OUTPUT SET ABOVE 45 AMPS.
• The best quality and consumable life will beobtained by holding the torch off the surfaceabout 3/16". Too long an arc may compromisecut quality and consumable life.
2. THE NOZZLE SHOULD NOT BE DRAGGED ONTHE WORK.
• Failure to drag on the work will result in short-ened consumable life.
• Use of the S22151 Drag Cup will maintain theproper standoff and eliminate nozzle doublearcing.
• If piercing is required, slowly lower the torch atan angle of about 30° to blow the dross awayfrom the torch tip and slowly rotate the torch toa vertical position as the arc becomes deeper.This process will blow a lot of molten metal anddross. Be careful! Blow the dross away fromthe torch, the operator and any flammableobjects.
• Where possible, start the cut from the edge ofthe work piece.
• Keep moving! A steady speed is necessary.Do not pause.
• Do not allow torch cable or body to contact hotsurface.
PYTHON
Torch Standoff
DRAG thru 1/16"Standoff
3
Output SettingMin. thru Mid. Range
Machine Output Setting
Torch Standoff
1/8" thru 3/16"Standoff
3
Output SettingMid. thru Max. Range
Machine Output Setting

B-7OPERATIONB-7
Suggestions for Extra Utility from thePYTHON System:
1. Occasionally an oxide layer may form over the tipof the electrode, creating an insulating barrierbetween the electrode and nozzle. This will resultin the tripping of the PYTHON's safety circuit.When this happens turn the power off, remove thenozzle and electrode and use the electrode to rubagainst the inside bottom surface of the nozzle.This will help remove any oxide buildup. Replacethe nozzle, turn on the power and continue cutting.If the Parts-in-Place circuit continues to trip aftercleaning the consumables, then replace them witha new set. Do not continue to try and cut withexcessively worn consumables as this can causedamage to the torch head and will degrade cutquality.
2. To improve consumable life, here are some sug-gestions that may be useful:
a. Never drag the nozzle on the work surface ifthe output control knob is set above 3.(Approximately 45 amps output).
b. Make sure the air supply to the PYTHON isclean and free of oil. Use several extra in linefilters if necessary.
c. Use the lowest output setting possible to makea good quality cut at the desired cut speed.
d. Minimize dross buildup on the nozzle tip bystarting the cut from the edge of the platewhen possible.
e. Pierce cutting should be done only when nec-essary. If piercing, angle torch about 30° fromthe plane perpendicular to the work piece,transfer the arc, then bring the torch perpen-dicular to the work and begin parallel move-ment.
f. Reduce the number of pilot arc starts withouttransferring to the work.
g. Reduce the pilot arc time before transferringto the work.
h. Set air pressure to recommended setting. Ahigher or lower pressure will cause turbulencein the plasma arc, eroding the orifice of thenozzle tip.
i. Use only Lincoln consumable parts. Theseparts are patented and using any otherreplacement consumables may cause damageto the torch or reduce cut quality.
MACHINE INTERFACE
The PYTHON comes standard with a machine inter-face. Interface signals provided include: arc start, arcinitiated, and arc voltage. These signals are accessi-ble through the 14 pin MS connector on the casefront.
ARC START:The Arc Start circuit allows for triggering of the powersource to commence cutting. This circuit can beaccessed through pins K and M of the 14 pin MS con-nector. The circuit has a 17 VDC nominal open circuitvoltage and requires a dry contact closure to activate.
ARC INITIATED:The Arc Initiated circuit provides information as towhen a cutting arc has transferred to the work piece.This circuit can be accessed through pins I and J ofthe 14 pin MS connector. The circuit provides a drycontact closure when the arc has transferred. Input tothis circuit should be limited to 0.3 A for either120VAC or 30VDC.
ARC VOLTAGE:The Arc Voltage circuit can be used for activating atorch height control. This circuit can be accessedthrough pins D and G of the 14 pin MS connector.The circuit provides full electrode to work arc voltage(no voltage divider, 335VDC maximum).
Users wishing to utilize the Machine Interface canorder a K867 Universal Adapter (please adhere to thepin locations stated above) or manufacture a 14 pinMS connector cable assembly.
PYTHON
ELECTRIC SHOCK CAN KILL. • Turn off machine at the disconnect
switch on the front of the machinebefore tightening, cleaning or replacingconsumables.
----------------------------------------------------------------------------
WARNING
14-P IN BOX RECEPTACLE, FRONT V IEW
J=347
I=348
H
N
G=343
FE
D=344
C
L
Arc S ta r t
A rc Vo l t age
Arc I n i t i a t ed
M=4A
K=2A

C-1ACCESSORIESC-1
ALWAYS USE GENUINE LINCOLNELECTRIC ELECTRODES ANDVORTECH™ NOZZLES
• Only Genuine Lincoln Electric consumables yieldthe best cutting performance for the PYTHON.
• The patented VORTECH™ nozzle provides anextra “kick” of swirl as the arc exits the nozzle whichimproves cutting performance. No other nozzle has
this capability or can match its performance.
GENERAL OPTIONS / ACCESSORIES
The following options/accessories are available foryour PYTHON from your local Lincoln Distributor.
K1681-2 Undercarriage - A valet style undercarriagewith pull-out handle for machine only. Provides Torchand Work Cable storage.
S22147-043 - VORTECH™ nozzle with an .043” (1.2mm) Orifice (for 35 - 60 Amps)
S22147-053 - VORTECH™ nozzle with an .053” (1.3mm) Orifice (for 60 - 85 Amps)
S22147-082 - VORTECH™ nozzle with an .082” (2.1mm) Orifice (for Gouging at 60 - 85 Amps)
S22149 - Electrode - replacement electrodes for cut-ting.
S22150 - Shield Cup - This shields the torch tip andprovides more visibility to the workpiece than the dragcup. Note the shield cup does not prevent the torch tipfrom touching the workpiece.•NOTE: the shield cup does not prevent the torch tipfrom touching the workpiece.
S22151 - Drag Cup - The drag cup protects the torchby preventing the torch from touching the workpiece.
K1571 Series - PCT 80 Torches come in 25’ and 50’lengths in either hand held or mechanized versions.
PYTHON

PYTHON
D-1MAINTENANCED-1
INPUT FILTER CAPACITORDISCHARGE PROCEDURE
1. Turn off input power or disconnect input powerlines.
2. Remove the 5/16" hex head screws from the sideand top of the machine and remove wrap-aroundmachine cover.
3. Be careful not to make contact with the capacitorterminals that are located on the top and bottom ofthe Power Board on the right side of the machine.
4. Obtain a high resistance and high wattage resistor(25-1000 ohms and 25 watts minimum). This resis-tor is not supplied with machine. NEVER USE A SHORTING STRAP FOR THIS PROCEDURE.
5. Locate the two capacitor terminals (large hex headcap screws) on the Power P.C. Board shown inFigure D.1.
6. Use electrically insulated gloves and insulated pli-ers. Hold body of the resistor and connect resistorleads across the two capacitor terminals. Holdresistor in place for 10 seconds. DO NOT TOUCHCAPACITOR TERMINALS WITH YOUR BAREHANDS.
7. Repeat discharge procedure for the other capaci-tor .
8. Check voltage across terminals of all capacitorswith a DC voltmeter. Polarity of capacitor terminalsis marked on PC board above terminals. Voltageshould be zero. If any voltage remains, repeat thiscapacitor discharge procedure.
ELECTRIC SHOCK can kill.• Have an electrician install and service
this equipment.• Turn the input power off at the fuse
box before working on equipment.• Do not touch electrically hot parts.• Prior to Performing preventative main-
tenance, perform the following capaci-tor discharge procedure to avoid elec-tric shock.
---------------------------------------------------------------------
WARNING
CAPACITOR TERMINALS
POWERRESISTOR
POWERBOARD
RIGHT SIDE OF MACHINE
INSULATEDGLOVES
INSULATEDPLIERS
FIGURE D.1 — LOCATION OF INPUT FILTER CAPACITOR TERMINALS.

D-2MAINTENANCED-2
ROUTINE MAINTENANCE
1. Keep the cutting or gouging area and the areaaround the machine clean and free of combustiblematerials. No debris should be allowed to collectwhich could obstruct air flow to the machine.
2. Every 6 months or so, the machine should becleaned with a low pressure airstream. Keeping themachine clean will result in cooler operation andhigher reliability. Be sure to clean these areas:
- Power, Output and Control printed circuitboards and heat sinks
- Power switch- Main Transformer- Input Rectifier
3. Examine the sheet metal case for dents or break-age. Repair the case as required. Keep the case ingood condition to insure that high voltage parts areprotected and correct spacings are maintained. Allexternal sheet metal screws must be in place toinsure case strength and electrical ground continu-ity.
4. Check the air regulator filter to be sure it does notbecome clogged. The air filter on the machine isself draining and will not have to be emptied.
5. Check the filter element every several months tosee if it is clogged (weekly in very dirty environ-ments). Replace if necessary by first removing thetwo screws that attach the filter cage to the backpanel assembly, then slide the cage away from theback of the machine and remove. Next, twist theclear filter bowl until it comes off (be careful not tolose the o-ring seated at the top of the bowlthreads). Unscrew the filter element and replacewith new element. Assemble parts in reverse orderas described above.
6. Inspect the cable periodically for any slits or punc-ture marks in the cable jacket. Replace if neces-sary. Check to make sure that nothing is crushingthe cable and blocking the flow of air through theair tube inside. Also, check for kinks in the cableperiodically and relieve any so as not to restrict theflow of air to the torch.
PERIODIC MAINTENANCE
Change consumables as required.
1. Thermal Protection
Two thermostats protect the machine from excessiveoperating temperatures. Excessive temperatures maybe caused by a lack of cooling air or operating themachine beyond the duty cycle and output rating. Ifexcessive operating temperatures should occur, theyellow thermal LED will light and the thermostat willprevent output voltage or current.
Thermostats are self-resetting once the machine coolssufficiently. If the thermostat shutdown was caused byexcessive output or duty cycle and the fan is operatingnormally, the Power Switch may be left on and thereset should occur within a 15 minute period. If the fanis not turning or the air intake louvers were obstructed,then the power must be switched off and the fan prob-lem or air obstruction must be corrected.
2. Filter Capacitor Conditioning (PYTHON, 400-460VAC or 460-575 VAC)
A protection circuit is included to monitor the voltageacross filter capacitors C1 and C2. In the event thatthe capacitor voltage is too high, the protection circuitwill prevent output. The protection circuit may preventoutput providing all these circumstances are met:
a. Machine is connected for 400-460 VAC or 460-575 VAC input.
b. Machine did not have power applied for manymonths.
c. Machine will not produce output when power isfirst switched on.
If these circumstances apply, the proper action is toswitch the machine on and let it idle for up to 30 min-utes. This is required to condition the filter capacitorsafter an extended storage time. The protection circuitwill automatically reset once the capacitor conditioningand resultant voltage levels are acceptable. It may benecessary to turn the power switch off and back onagain after this period.
PYTHON
ELECTRIC SHOCK CAN KILL. • Turn off machine at the disconnect
switch on the front of the machinebefore tightening, cleaning or replacingconsumables.
----------------------------------------------------------------------------
WARNING

PYTHON
E-1TROUBLESHOOTINGE-1
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
This Troubleshooting Guide is provided tohelp you locate and repair possible machinemalfunctions. Simply follow the three-stepprocedure listed below.
Step 1. LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM(SYMPTOMS)”. This column describespossible symptoms that the machine mayexhibit. Find the listing that best describesthe symptom that the machine is exhibiting.
Step 2. POSSIBLE CAUSE.The second column labeled “POSSIBLECAUSE” lists the obvious external possibili-ties that may contribute to the machinesymptom.
Step 3. RECOMMENDED COURSE OFACTIONThis column provides a course of action forthe Possible Cause, generally it states tocontact you local Lincoln Authorized FieldService Facility.
If you do not understand or are unable toperform the Recommended Course ofAction safely, contact you local LincolnAuthorized Field Service Facility.
HOW TO USE TROUBLESHOOTING GUIDE
Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician andmachine operator and will invalidate your factory warranty. For your safety and to avoidElectrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________
WARNING
ELECTRIC SHOCK CAN KILL. • Turn off machine at the disconnect
switch on the front of the machine andremove main power supply connec-tions before doing any troubleshooting.
----------------------------------------------------------------------------
WARNING

E-2TROUBLESHOOTINGE-2Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS(SYMPTOMS)
POSSIBLE AREAS OFMISADJUSTMENTS(S)
RECOMMENDEDCOURSE OF ACTION
No Status indicators light and the fandoes not operate 5 seconds after thepower switch is turned on.
No Status indicators light 5 secondsafter the power switch is turned on,but the fan operates.
All Status indicators remain lit imme-diately after power up.
All Status indicators begin to blinkwithin 5 seconds after power up.(Overvoltage Protection has beenactivitated)
1. Check the input power to be sureit is on.
2. Check the power line fuses andmachine connection.
3. Disconnect input power at fusepanel and check line switch conti-nuity. Replace line switch if bad.
4. Auxil iary transformer may befaulty.
1. Auxil iary transformer may befaulty.
2. Disconnect input power from themachine. Check that connectorson harness between Control Bd.and Display Bd. are properly seat-ed.
3. Possible faulty Control Board.
1. The microprocessor has experi-enced a memory fault. Consultlocal Lincoln Field Service shop.
1. Turn power off. Make sure recon-nect is positioned correctly for theinput voltage used. Wait at least 1minute after power down beforere-connecting the machine.Reconnect machine,then restorepower to PYTHON.
2. Possible faulty Primary board.
3. Possible faulty Control board.
If all recommended possible areas ofmisadjustment have been checkedand the problem persists, Contactyour local Lincoln AuthorizedField Service Facility.
PYTHON

E-3TROUBLESHOOTINGE-3Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS(SYMPTOMS)
POSSIBLE AREAS OFMISADJUSTMENTS(S)
RECOMMENDEDCOURSE OF ACTION
The PYTHON powers up properlybut there is no response when thetrigger is pulled and only thePOWER LED is lit.
1. Press Purge button on the front ofthe PYTHON. If air does not flow,then:a. Auxiliary transformer may be
faulty.
b. The main gas solenoid assem-bly may be faulty. Check orreplace.
c. Possible faulty Output Powerboard.
d. Possible faulty Control board.
2. (check for continuity from the bulk-head connector to the molex) SeeWiring Diagram.
3. Remove the handles (or barrel) ofthe torch and examine all the con-nections. Pay attention to locationof electrode lead mounting at backof torch head, broken trigger andsolenoid leads.
4. Check for proper trigger switchoperation. Remove the torch cableassembly from the PYTHON andtest for continuity between 9 and 1at the quick connect when the trig-ger switch is depressed and nocontinuity when the switch is notdepressed. Replace the triggerswitch or torch cable if defective.
5. Possible faulty Control board.
6. Possible faulty Output Powerboard.
If all recommended possible areas ofmisadjustment have been checkedand the problem persists, Contactyour local Lincoln AuthorizedField Service Facility.
PYTHON

E-4TROUBLESHOOTINGE-4Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS(SYMPTOMS)
POSSIBLE AREAS OFMISADJUSTMENTS(S)
RECOMMENDEDCOURSE OF ACTION
When the trigger is pulled air beginsto flow, but there is no pilot arc afterat least 3 seconds.
The air begins to flow and there is avery brief arc that snaps out consis-tently with repeated trigger pulls.
The arc starts but sputters badly.
1. Check the torch consumables to besure they are not dirty or greasy,and are in good shape. Replacethe consumables if necessary.
2. Make sure the air pressure is setat 70 psi (75 psi for a 50 ft. torch).
3. Make sure there are no kinks orrestrictions for air flow in the torchcable. Replace cable as needed.
4. If a slight thump cannot be felt inthe torch when the trigger ispulled, check for loose connectionin the torch head and solenoidassembly.
5. With machine turned off - inputpower removed, and torch andconsumables connected - mea-sure resistance on Output Powerboard between B1 and B21. If>10Ω, possible fault in torch andcable assembly.
6. Possible fault in Output board.
1. Check the torch consumables tobe sure they are in tight, not dirtyor greasy and in good shape.Replace if necessary.
2. Make sure the air pressure is setat 70 psi.
3. Possible fault in Output Power board.
1. Check the torch consumables tobe sure they are in tight, not dirtyor greasy and in good shape.Replace if necessary.
2. Check air supply for oil or a greatdeal of water. If there is oil or agreat deal of water, the air mustbe fi l tered or the machineswitched to nitrogen or bottled air.
3. Make sure the air pressure is set at 70 psi.
If all recommended possible areas ofmisadjustment have been checkedand the problem persists, Contactyour local Lincoln AuthorizedField Service Facility.
PYTHON

E-5TROUBLESHOOTINGE-5Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact yourLocal Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS(SYMPTOMS)
POSSIBLE AREAS OFMISADJUSTMENTS(S)
RECOMMENDEDCOURSE OF ACTION
Pilot arc starts but will not transferwhen brought near work.
1. Check work lead connection forclean, secure connection.
2. Plasma will only cut conductivematerial. Do not attempt to cutfiberglass, plastic, rubber, PVC or any other non-conductive material.
3. Make sure work piece is cleanand dry. Remove any scale, rustor dross.
4. Check all connections to Outputboard.
5. Possible faulty Control board.
If all recommended possible areas ofmisadjustment have been checkedand the problem persists, Contactyour local Lincoln AuthorizedField Service Facility.
PYTHON

PYTHON
E-6TROUBLESHOOTINGE-6Observe all Safety Guidelines detailed throughout this manual
STATUS BOARD INDICATORS
SYMPTOM
Machine is unresponsive immediately afterpower-up.
The Air Low LED is lit
The Safety LED is flashing
The Safety LED is lit and steady
The Thermal LED is lit
The “Ready”, “Air Low” and “Thermal” LED’sare flashing
CHECK
1. There is a 4 second soft start period for pre-charging the input fil-ter capacitors. Wait until that time is up. The Power LED will lightwhen ready. If not, refer to the first part of this section.
1. Make sure there is at least 80 psi connected to the gas connec-tion at the back of the machine.
2. Press the Purge button and set the regulator to 70 psi (75 psi fora 50 ft. torch). The pressure may increase when air stops flowingbut this is normal. Do not reset the pressure while the air is OFF.
3. Possible faulty Pressure Switch.
4. Possible faulty Control board.
1. Make sure there is a Lincoln torch and cable assembly connect-ed properly to the PYTHON bulk head connector.
2. Check consumables for proper installation or excessive wear.Replace if excessively worn. If not, use a piece of fine emerycloth to remove any oxide buildup on the tip of the electrode.
1. Press the Reset button. If torch and consumables are properlyinstalled, the Safety LED should turn off. Normal cutting or goug-ing can resume.
1. The machine's thermostat has tripped due to exceeded dutycycle limits. Do NOT turn the power off. Allow the machine tocool for 15 - 30 minutes and the thermostat will reset itself.
2. The machine's air louvers or fans are obstructed such that aircannot flow to properly cool the machine. Remove any foreignmaterial that may block air flow. Blow the machine out with aclean, dry air stream.
3. Possible faulty Control board.
1. This is typically caused by connecting the auxiliary transformerinput tap to the wrong voltage. Turn machine OFF and changelead to correct input voltage at reconnect panel.
2. Possible faulty Control P. C. Board.

F-1DIAGRAMSF-1
PYTHON
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
..
N.C.
5,6
AIR
SOL
7,8
ELEC
SOL
J3
2
CO
NTR
OL
4A2A
10K
343
KJ
PRES
SURE
I
7
W
GF
D
369
4
218
212
J5 J4
209
501
205
209
-
BOT-OUT
231A
I
X1
S
TOP-OUT
TRAN
SFO
RM
ER C
UR
REN
TT3
A
A
49
1
1
(VIE
WED
FR
OM
CO
MP
ON
ENT
SID
E O
F B
OA
RD
)N
.D.
C1
& C
2 C
APAC
ITO
RS
ARE
A M
ATC
HED
SET
.
J3
1
Y =
YELL
OW
3
N =
BR
OW
N
2W
5
6
277
217
V
550-
INTE
RFAC
E RE
CEPT
ACLE
SOLE
NOID
215
219
2
S2R
ESET
366
xxxxxxx
J4,J
10,
J30U
J21
354
Y
61
4
Y
204
UR
238
CONT
ROL
POT
J40
12V
TOP-IN
S
4A
2A
2
20
1
H5
BR
IDG
EB
24V
D1
4
BOT-IN
I
135
124
113
10
11 12
Y
404
502
F-
276
X223
1
W1
302
Y
306
231
R
4
DIS
PLAY
R W
S
58
TOP-OUT
9
216
16
366
736
03
836
44
7
T2TR
ANSF
OR
MER
AU
XILI
ARY
347
J40
6261
42
550
33
H4
POW
ER
B
TP3
INPU
T
202
C
3
+15V
READ
Y LE
DLO
W_P
SI L
EDPO
T W
IPER
RESE
TGN
DTH
ERMA
L LE
DRE
SET
LED
PSI S
ET
L110
31
P_XF
MR
J10
204
-
SS
241
204
J2
4
365
RELA
Y
4
5
3
1
1
P_XF
MR7
3
8
A
18V
+
CB
221
227
73
223
521
421
8
N
212
S
B21
BOT-OUT
22
369
S
231
B
361
5
2
343
C2
FRONT OF MACHINE
306
309
277A
CO
NN
ECTO
R C
AVI
TY N
UM
BER
ING
SEQ
UEN
CE
9
115V
FAN
FAN
18
310
312
354
NN
505
H
210
214
1421
7
223
J1
POW
ER
B
J2,J
21,J
31
C
A
427
6
J32
LEFT
SID
E OF
MAC
HINE
J34
8 AI
R SO
L
10
2 EL
EC S
OL3
TRIG
GER
8
241
N.A
.N
OTE
S:S4 P
RIM
ARY
REC
ON
NEC
T
SHO
WN
FO
R 5
50-5
75VA
C O
PER
ATIO
N
1. F
OR
MAC
HIN
ES S
UPP
LIED
WIT
H IN
PUT
CAB
LE
Y
213
12
X20
ELEC
TRIC
AL S
YMB
OLS
PER
E15
37
4
208
238
J1,J
11,
J20,
J33
348
18
29
309
3
S
xxxxxxx
26 8
FOR
TH
REE
PH
ASE
INPU
T: C
ON
NEC
T G
REE
N L
EAD
TO
GR
OU
ND
PER
NAT
ION
AL E
LEC
TRIC
CO
DE.
CO
NN
ECT
BLA
CK
, RED
& W
HIT
E LE
ADS
TO S
UPP
LY C
IRC
UIT
.2.
FO
R M
ACH
INES
NO
T SU
PPLI
ED W
ITH
INPU
T C
ABLE
201
1021
9
WO
RK
503
216
213
502
7
4
210
10
2000
/500
FOR
TH
REE
PH
ASE
INPU
T: G
RO
UN
D M
ACH
INE
PER
NAT
ION
AL A
ND
LO
CAL
ELE
CTR
ICAL
CO
DES
.C
ON
NEC
T TE
RM
INAL
S U
, V &
W T
O S
UPP
LY C
IRC
UIT
.
TH
E IN
TER
CH
ANG
EAB
ILIT
Y O
F A
CO
MPL
ETE
BO
ARD
, TH
IS D
IAG
RAM
MAY
NO
T SH
OW
TH
E EX
ACT
N.B
. SI
NC
E C
OM
PON
ENTS
OR
CIR
CU
ITR
Y O
F A
PRIN
TED
CIR
CU
IT B
OAR
D M
AY C
HAN
GE
WIT
HO
UT
AFFE
CTI
NG
CO
MPO
NEN
TS O
R C
IRC
UIT
RY
HAV
ING
A C
OM
MO
N C
OD
E N
UM
BER
.
CO
NN
ECTI
ON
SH
OW
N IS
FO
R 5
50-5
75V
OPE
RAT
ION
.N
.C.
PLAC
E "A
" LE
AD O
N A
PPR
OPR
IATE
CO
NN
ECTI
ON
FO
R IN
PUT
VOLT
AGE.
Y
404
6
BOT-IN
RX420
00/5
0020
5
241
575V
H6
WIR
ING
DIA
GR
AM
- P
YT
HO
N C
OD
E 1
06
27
H5
460V
440-
AA
24
1
C1
E
E
36
25
14
53
51 56
547
312
630
35
344
XFER
J31
2
277B
18V
3 N
OZZL
E
B
E
+
201
13
TOP-IN
W
221
S3 R
PSI_
SET
1
344
S1
201A
CO
LOR
CO
DE:
B =
BLA
CK
G =
GR
EEN
248
3 IG
BT2,
6 PS
I SW
ITCH
11 T
RIGG
ER
10 E
LEC
SOL
12
GND
9 AI
R SO
L
4,5
XFER
SHU
NT (T
WIS
T PR
)
TSTA
T1
523
++VO
LT6
53
N
64
H1
9 5W
H1
TP2
277A
2 38 9
M
303
360
302
1
X3
X40
X20
X41,
2 TR
IGGE
R
6
CW (M
AX)
16
4
4
9 10
37
206
4
0.3A
SLO
W B
LOW
7 14
4 8
1
15
3
5 10
201A
REAR OF MACHINE
310
13 IG
BT14
GND
13 14
1,4
24V
248
208
X30
275
R1
275
11
16
15
S5
347
364
J32
361
EA
98
W
462
64
1
U
401
L1
J30 CH
OKE
OU
TPU
T
PRO
TEC
TIVE
BO
ND
ING
CIR
CU
IT
PC B
OAR
D
OU
TPU
T
15
L
348
RW
N
401
N
Y505
S
506
205
RF TORO
ID
18V
A
18V
J5,J
22,
J34
CAS
E FR
ON
TB
ASE
1 86
1
6
8 16
1
621
5
238
5156
2
8
R
W
R =
RED
W =
WH
ITE
U =
BLU
E
2
MAI
NXF
MR
J11
SENS
E
506
X2
LEAD
S
++VO
LT F
AN
RELA
Y24
8
2
2
FAN
7
1
3
FAN
3 6 7
F-U
F
CT 7,8
ELEC
SHU
NT (T
WIS
T PR
)
WG
N12
V
AIR
J20
157
146
5
3
4
ELEC
XFER
X40
4 EL
ECTR
ODE
54
H6
J22
6
10
WOR
K
501
507
R2
43
208
ELEC
1
J33
365
X10
W
T1
+20
720
2
H2
D
507
RIGH
T SI
DE O
F MA
CHIN
E
MO
TORFA
N
N.A
.
207
PER
INPU
T
231A
H3
TP1
C

F-2DIAGRAMSF-2
PYTHON
L109
36
10K
5
521
2
1021
9
1314
212
1
POW
ER
U
-
ELEC
XFER
X40
X4
5,6
AIR
SOL
7,8
ELEC
SOL J34
J32
3 TR
IGGE
R
11 12
CHOK
E
0.6A
5
TP3
B
N
CAS
E FR
ON
TB
ASE
PRO
TEC
TIVE
BO
ND
ING
CIR
CU
IT
AA
4
S
LEFT
SID
E OF
MAC
HINE
S
BK-IN
2R
218
3
S
BK-OUT
217
S3PS
I_SE
T
302
EC
51
404
RN
CONT
ROL
8
D
R
214
10
BA
X1
S2R
ESET
347
7
1
J4,J
10,
J30
4
J40
5
L1
S
404
6
J1
168
W
503
157
223
R
W
6
R VW W
GN
61
H1
FAN
1
INPU
TB
RID
GE
RF TORO
ID
1
CB
A
76
18V
J40
348
276
68
215
9
219
213
49
FRONT OF MACHINE
277B
3
18V
P_XF
MR78
344
2W
221
S1
310
1,4
24V
2 EL
EC S
OL
J30
12V
FR-IN
S
+15V
RIGH
T SI
DE O
F MA
CHIN
E
H2
- F20
7
E
J2
501
505
502
RELA
Y++
VOLT
208
H1
218
T2
27
J22
6
9
54
FR-IN
R31
2
BK-IN
354
BK-OUT
N
CO
NN
ECTO
R C
AVI
TY N
UM
BER
ING
SEQ
UEN
CE
14 G
ND
13 1451 2
63
7 42
556
533
6
440-
ES
xxxxxxx
N.C
. PL
ACE
"A"
LEAD
ON
APP
RO
PRIA
TE C
ON
NEC
TIO
N F
OR
INPU
T VO
LTAG
E.
CO
NN
ECTI
ON
SH
OW
N IS
FO
R 4
40-4
60V
OPE
RAT
ION
.N
.D.
C1
AN
D C
2 C
APAC
ITO
RS
ARE
A M
ATC
HED
SET
.
3
6 4
5
OU
TPU
T
51
7 1
PC B
OAR
D
303
91
830
9
FOR
TH
REE
PH
ASE
INPU
T: G
RO
UN
D M
ACH
INE
PER
NAT
ION
AL A
ND
LO
CAL
ELE
CTR
ICAL
CO
DES
.C
ON
NEC
T TE
RM
INAL
S U
, V &
W T
O S
UPP
LY C
IRC
UIT
.N
.B.
SIN
CE
CO
MPO
NEN
TS O
R C
IRC
UIT
RY
OF
A PR
INTE
D C
IRC
UIT
BO
ARD
MAY
CH
ANG
E W
ITH
OU
T AF
FEC
TIN
GTH
E IN
TER
CH
ANG
EAB
ILIT
Y O
F A
CO
MPL
ETE
BO
ARD
, TH
IS D
IAG
RAM
MAY
NO
T SH
OW
TH
E EX
ACT
CO
MPO
NEN
TS O
R C
IRC
UIT
RY
HAV
ING
A C
OM
MO
N C
OD
E N
UM
BER
.
3000
/450
C2
25
POW
ER
S4 P
RIM
ARY
REC
ON
NEC
T
MO
TOR
FANFA
N
E
113
302
4
J33
J1,J
20J3
3
277A
XFM
RM
AIN
506
202
209
205
N.A
.PE
R IN
PUT
6
1 9
CT3
PSI S
ET
4J4
RELA
Y++
VOLT
J3
7,8
ELEC
SHU
NT (T
WIS
T PR
)
W
2
XFER
12
GND
11 T
RIGG
ER
2,6
PSI S
WITC
H10
ELE
C SO
L9
AIR
SOL
3
AX2
0X4
0
X30
X3
X20
51
4
7
3 N
OZZL
E
2
X22
J5
347 JI
HG
64
2
206
202
UA
ABD
1
201
204
+-
4A
ML
9
PRES
SURE
WO
RK
Y
361
14
366
12
J32
213
15
216
N.C.
J20 4
2H
3H
220
0-22
0-W
208V
230V
380-
460V
42
H5
H4
54
OU
TPU
T
8 16
READ
Y LE
DLO
W_P
SI L
EDPO
T W
IPER
RESE
TGN
D RESE
T LE
DTH
ERMA
L LE
D
P-U
F
9
2
J2,J
21,J
31
U =
BLU
E
W1
3
364
369
N =
BR
OW
N
11
223
306
216
277A
8
X2
C1
3000
/450
E
6
364
FAN
FAN
354
3
348
344
343
FR-OUT
309
306
D
INTE
RFAC
E RE
CEPT
ACLE
3427
5
721
021
4
217
R20
2
I
+
507
277
DIS
PLAY
365
6
4A2A
1 2A
N
2
49
S5
4
10
1
361
5
206
B21
SHO
WN
FO
R 4
00-4
60VA
C O
PER
ATIO
N
X4
207A
SLO
W B
LOW
18V
209
A T1
1
3
X10
U7
R W
H4
24V
42 Y
40150
550
6
4
W
310
F
8
H3
TP2
REAR OF MACHINE
18V
3
4,5
XFER
SHU
NT (T
WIS
T PR
)
CO
NTR
OL
N
365
ELEC
215
I
208
Y
204
K
(VIE
WED
FR
OM
CO
MP
ON
ENT
SID
E O
F B
OA
RD
)
CO
LOR
CO
DE:
B =
BLA
CK
G =
GR
EEN
R =
RED
W =
WH
ITE
503
36
CU
RR
ENT
14
206
203
205
W
415V
NO
TES:
N.A
.1.
FO
R M
ACH
INES
SU
PPLI
ED W
ITH
INPU
T C
ABLE
FOR
SIN
GLE
PH
ASE
INPU
T: C
ON
NEC
T G
REE
N L
EAD
TO
GR
OU
ND
PER
NAT
ION
AL E
LEC
TRIC
CO
DE.
CO
NN
ECT
BLA
CK
& W
HIT
E LE
ADS
TO S
UPP
LY C
IRC
UIT
.W
RAP
RED
LEA
D W
ITH
TAP
E TO
PR
OVI
DE
600V
. IN
SULA
TIO
N.
FOR
TH
REE
PH
ASE
INPU
T: C
ON
NEC
T G
REE
N L
EAD
TO
GR
OU
ND
PER
NAT
ION
AL E
LEC
TRIC
CO
DE.
CO
NN
ECT
BLA
CK
, RED
& W
HIT
E LE
ADS
TO S
UPP
LY C
IRC
UIT
.2.
FO
R M
ACH
INES
NO
T SU
PPLI
ED W
ITH
INPU
T C
ABLE
FOR
SIN
GLE
PH
ASE
INPU
T: G
RO
UN
D M
ACH
INE
PER
NAT
ION
AL A
ND
LO
CAL
ELE
CTR
ICAL
CO
DES
.C
ON
NEC
T TE
RM
INAL
S U
& W
TO
SU
PPLY
CIR
CU
IT.
360
TSTA
T
207
+
J10
P_XF
MR
10
WOR
K
8 AI
R SO
L
13 IG
BT
401
J31
1
WIR
ING
DIA
GR
AM
- P
YT
HO
N C
OD
E 1
06
56
TRAN
SFO
RM
ER
AIR
SOLE
NOID J5
,J22
,J3
4
360
3
S
369
27
2
366
48
S
6261
631
2
S
FAN
Y
203
10
6
ELEC
TRIC
AL S
YMB
OLS
PER
E15
37
343
502
4
J21
B
115V
1Y
TRAN
SFO
RM
ER
Y =
YELL
OW
AU
XILI
ARY
H6
12V
538
52 1
135
12 10
1,2
TRIG
GER
4 EL
ECTR
ODE
501
507
625
8
N
3 IG
BT2
303
2
POT
221
277
CW (M
AX)
R1
B
276
275
210
J3
FR-OUT
xxxxxxx
203
207A
201
T3
56 64
C
H5
C20
7A
TP1
7 14
1 8
4 8
1 5
3 6
1
YY
4
21
4
15
3
5 10
1
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
..

F-3DIAGRAMSF-3
PYTHON
L120
68
WI R
ING
DIA
GR
AM
(FO
R C
OD
E 1
1025
)
14 1321
2
1021
9
PO
WE
R
5
64H
5
U
10K
212
56
TP1
5
CC
207A
1
9
-
ELEC
XFER
X40
X4
J36
J38
1,7 TR
IGGE
R
CHOK
E
0.6A
5
TP3
B
N
CAS
E F
RO
NT
BA
SE
PR
OTE
CTI
VE
BO
ND
ING
CIR
CU
IT
AA
4
S
LEFT
SID
E OF
MAC
HINE
S
BK-IN
2R
218
3
S
BK-OUT
217
S3
PSI_
SE
T
302
EC
51
404
RN
CONT
ROL
D
R
214
10
BA
X1
S2
RE
SE
T
7
1
J4,J
10,
J35
J40
L1
S
404
6
J1
168
W
503
157
223
R W
6
R VW
WG
N
61
H1
FAN
1
INPU
TB
RID
GE
RF TORO
ID
1
CB
A
76
18V
J40
348
276
68
215
9
219
213
49
FRONT OFMACHINE
277B
3
18V
P_XF
MR7
344
2W
221
S1
2,4 TR
IGGE
R
5,6 E
LEC
SOL
J39
FR-IN
S
+15V
RIGH
T SID
E OF
MAC
HINE
H2
-F20
7
E
J2
501
505
502
RELA
Y++
VOLT
208
H1
218
T2
27
J22
6
954
FR-IN
R31
2
BK-IN
354
BK-OUT
N
CO
NN
EC
TOR
CA
VIT
Y N
UM
BE
RIN
G S
EQ
UE
NC
E
11,12
= 12
V
440-
ES
xxxxxxx
N.C
. P
LAC
E "A
" LE
AD
ON
AP
PRO
PR
IATE
CO
NN
ECTI
ON
FO
R IN
PUT
VO
LTA
GE
.C
ON
NE
CTI
ON
SH
OW
N IS
FO
R 4
40-4
60V
OP
ER
ATI
ON
.N
.D.
C1
AN
D C
2 C
APA
CIT
OR
S A
RE
A M
ATC
HED
SE
T.
3
6 4
5O
UTP
UT
PC
BO
AR
D
FOR
TH
RE
E P
HA
SE IN
PU
T: G
RO
UN
D M
ACH
INE
PE
R N
ATI
ON
AL
AN
D L
OC
AL
ELE
CTR
ICA
L C
OD
ES
.C
ON
NE
CT
TER
MIN
ALS
U, V
& W
TO
SU
PP
LY C
IRC
UIT
.N
.B.
SIN
CE
CO
MP
ON
EN
TS O
R C
IRC
UIT
RY
OF
A P
RIN
TED
CIR
CU
IT B
OAR
D M
AY
CH
AN
GE
WIT
HO
UT
AFF
EC
TIN
GTH
E IN
TER
CH
AN
GE
ABIL
ITY
OF
A C
OM
PLE
TE B
OA
RD
, TH
IS D
IAG
RA
M M
AY
NO
T S
HO
W T
HE
EXA
CT
CO
MPO
NE
NTS
OR
CIR
CU
ITR
Y H
AV
ING
A C
OM
MO
N C
OD
E N
UM
BER
.
3000
/450
C2
25
PO
WE
R
S4
PR
IMAR
Y R
EC
ON
NEC
T
MO
TOR
FA
N
FAN
E
113
302
4
J33
J1,J
20J3
3,J3
9
277A
XFM
RM
AIN
506
202
209
205
N.A
.PE
RIN
PUT
6
1 9
CT3
PSI S
ET
4J4
RELA
Y++
VOLT
J3
7,8 E
LEC
SHUN
T (TW
IST P
R)
W
2
XFE
R
12 G
ND11
TRIG
GER
2,6 P
SI S
WITC
H10
ELE
C SO
L9 A
IR S
OL
3
AX
20X
40
X30
X3
X20
51
4
7
1 NO
ZZLE
2
X22
J5
347 JI
HG
64
2
206
202
UA
BD
1
201
204
+-
4A
ML
9
PRES
SURE
WO
RK
Y
361
14
366
12
J38
213
15
216
N.C.
J20 4
2H
3H
220
0-22
0-W
208V
230V
380-
460V
42
H5
H4
OU
TPU
T
8 16
A
1 8
YY
4 8
1 5
3 6
1 4
364
369
N =
BR
OW
N
11
223
306
216
277A
8
X2C
130
00/4
50
FAN
FAN
FR-OUT
309
306
D
INTE
RFAC
E RE
CEPT
ACLE
3427
5
721
021
4
217
R20
2
I
+50
7
277
DIS
PLA
Y6
1 2A
N
S5
206
B21
SH
OW
N F
OR
400
-460
VA
C O
PER
ATI
ON
X4
207A
SLO
W B
LOW
18V
209
T1
1
3
X10
U7
R W
H4
24V
42 Y
40150
550
6
4
W
310
F
8
H3
TP2
REAR OF MACHINE
18V
3
4,5 X
FER
SHUN
T (TW
IST P
R)
CO
NTR
OL
N
365
ELEC
215
I
208
Y
204
K
(VIE
WE
D F
RO
M C
OM
PO
NE
NT
SID
E O
F B
OA
RD
)
CO
LOR
CO
DE
:B
= B
LAC
K O
R G
RA
YG
= G
RE
ENR
= R
ED
OR
PIN
KW
= W
HIT
E
503
36
CU
RR
ENT
14
206
203
205
W
415V
NO
TES
:N
.A.
1. F
OR
MAC
HIN
ES
SU
PP
LIE
D W
ITH
INP
UT
CA
BLE
FOR
SIN
GLE
PH
ASE
INPU
T: C
ON
NE
CT
GR
EEN
LE
AD T
O G
RO
UN
D P
ER
NA
TIO
NA
L E
LEC
TRIC
CO
DE
.C
ON
NE
CT
BLA
CK
& W
HIT
E L
EA
DS
TO
SU
PP
LY C
IRC
UIT
.W
RA
P R
ED
LE
AD W
ITH
TA
PE
TO
PR
OV
IDE
600
V. I
NS
ULA
TIO
N.
FOR
TH
RE
E P
HA
SE IN
PU
T: C
ON
NE
CT
GR
EE
N L
EAD
TO
GR
OU
ND
PER
NA
TIO
NA
L E
LEC
TRIC
CO
DE
.C
ON
NE
CT
BLA
CK
, RE
D &
WH
ITE
LE
AD
S T
O S
UP
PLY
CIR
CU
IT.
2. F
OR
MAC
HIN
ES
NO
T S
UP
PLI
ED W
ITH
INP
UT
CA
BLE
FOR
SIN
GLE
PH
ASE
INPU
T: G
RO
UN
D M
ACH
INE
PE
R N
ATI
ON
AL
AN
D L
OC
AL
ELE
CTR
ICA
L C
OD
ES
.C
ON
NE
CT
TER
MIN
ALS
U &
W T
O S
UP
PLY
CIR
CU
IT.
360
TSTA
T
207
+
J10
P_XF
MR
3,8
WOR
K
3,4 A
IR S
OL
2,3 =
24V 40
1
J37
1
TRAN
SFO
RM
ER
AIR
SOLE
NOID J5
,J22
,J3
6
S
S
6261
S
FAN
Y
203
6
ELE
CTR
ICA
L S
YM
BO
LS P
ER E
1537
343
502
4
J21
B
115V
1Y
TRAN
SFO
RM
ER
Y =
YE
LLO
W
AU
XIL
IAR
Y
H6
12V
538
52 1
135
12 105,1
0 EL
ECTR
ODE
501
507
625
8
N
3 IGB
T2
303
2
POT
221
277
CW (M
AX)
R1
B
276
275
210
J3
}
FR-OUT
xxxxxxx
203
207A
201
T3
READ
Y LE
DLO
W_P
SI LE
DPO
T WIP
ERRE
SET
GND
THER
MAL L
EDSA
FETY
LED
21
4
15
3
5 10
1
W1
2
3
J2,J
21,J
37
U =
BLU
E
6 12
A
A
RESE
T LED
211
211
11 128
4 5
51 2
63
7 7
53
9
18
2E
6
343 36
13
348
34751344
54
49
360
10
1 5
365
327
248
636
4
10
G
4
36936
656
214A
43
2A4
25
312 35
43
6
309
130
331
0
4,8 =
OK TO
MOV
E
J35
2 ELE
C SO
L3 T
RIGG
ER
1 AIR
SOL
4 IGB
T6 G
ND
8
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
..

F-4DIAGRAMSF-4
PYTHON
L120
69
WIR
ING
DIA
GR
AM
(FO
R C
OD
E 1
1026
)
AE
LEC
TRIC
AL
SY
MB
OLS
PER
E15
37
N.C.
J3
2
CO
NTR
OL
10K
343
KJ
PRES
SURE
I
7
W
GF
D
369
4
218
212
J5 J4
209
501
205
209
-
BOT-OUT
231A
I
X1
S
TOP-OUT
TRAN
SFO
RM
ER C
UR
RE
NT
T3
A
49
1
1
(VIE
WE
D F
RO
M C
OM
PO
NE
NT
SID
E O
F B
OA
RD
)N
.D.
C1
& C
2 C
APA
CIT
OR
S A
RE
A M
ATC
HED
SE
T.
J3
1
Y =
YE
LLO
W
3
N =
BR
OW
N
2W
5
6
277
217
V
550-
INTE
RFAC
E RE
CEPT
ACLE
SOLE
NOID
215
219
2
S2
RE
SE
T
366
xxxxxxx
J4,J
10,
J35U
J21
Y
61
Y
204
UR
238
CONT
ROL
POT
J40
TOP-IN
S
4A
2A
2
201
H5
BRID
GE
B24
VD
1
4
BOT-IN
I
135
124
113
10
Y
404
502
F -
276
X2
231
W1
302
Y
306
231
R
4
DIS
PLA
Y
R W
S
58
TOP-OUT
9
216
7
T2TR
AN
SFO
RM
ER
AU
XIL
IAR
Y
J40
6261
42
550
33
H4
PO
WE
R
B
TP3
INPU
T
202
C
3
+15V
READ
Y LE
DLO
W_P
SI LE
DPO
T WIP
ERRE
SET
GND
THER
MAL L
EDRE
SET L
EDPS
I SET
P_XF
MR
J10
204
-
S
S
241
204
J24
RELA
Y
4
5
3
1
1
P_XF
MR7
3
A
18V
+
CB
221
227
73
223
521
421
8
N
212
S
B21
BOT-OUT
S
231
B
2
C2
FRONT OF MACHINE
306
309
277A
CO
NN
EC
TOR
CA
VIT
Y N
UM
BE
RIN
G S
EQ
UE
NC
E
9
115V
FAN
FAN
18
310
312
354
NN
505
H
210
214
1421
7
223
J1
PO
WE
R
B
J2,J
21,J
37
C
A
427
6
LEFT
SID
E OF
MAC
HINE
8
241
N.A
.N
OTE
S:
S4
PR
IMAR
Y R
EC
ON
NE
CT
SHO
WN
FO
R 5
50-5
75V
AC
OPE
RA
TIO
N
1. F
OR
MAC
HIN
ES
SU
PP
LIED
WIT
H IN
PU
T C
AB
LE
Y
213
12
X20
4
208
238
J1,J
11,J
20,
J33,
J39
S
xxxxxxx
FOR
TH
RE
E P
HA
SE IN
PU
T: C
ON
NE
CT
GR
EEN
LE
AD
TO
GR
OU
ND
PER
NA
TIO
NA
L E
LEC
TRIC
CO
DE
.C
ON
NE
CT
BLA
CK
, RE
D &
WH
ITE
LE
AD
S T
O S
UP
PLY
CIR
CU
IT.
2. F
OR
MAC
HIN
ES
NO
T S
UP
PLI
ED W
ITH
INP
UT
CA
BLE
201
1021
9
WO
RK
503
216
213
502
7
4
210
10
2000
/500
FOR
TH
RE
E P
HA
SE IN
PU
T: G
RO
UN
D M
AC
HIN
E P
ER
NA
TIO
NA
L A
ND
LO
CA
L E
LEC
TRIC
AL
CO
DE
S.
CO
NN
EC
T TE
RM
INA
LS U
, V &
W T
O S
UP
PLY
CIR
CU
IT.
TH
E IN
TER
CH
ANG
EA
BIL
ITY
OF
A C
OM
PLE
TE B
OA
RD
, TH
IS D
IAG
RA
M M
AY
NO
T SH
OW
TH
E E
XAC
TN
.B.
SIN
CE
CO
MP
ON
EN
TS O
R C
IRC
UIT
RY
OF
A P
RIN
TED
CIR
CU
IT B
OAR
D M
AY
CH
AN
GE
WIT
HO
UT
AFF
EC
TIN
G
CO
MPO
NE
NTS
OR
CIR
CU
ITR
Y H
AV
ING
A C
OM
MO
N C
OD
E N
UM
BER
.
CO
NN
EC
TIO
N S
HO
WN
IS F
OR
550
-575
V O
PE
RA
TIO
N.
N.C
. P
LAC
E "A
" LE
AD
ON
AP
PRO
PR
IATE
CO
NN
EC
TIO
N F
OR
INP
UT
VO
LTA
GE
.
Y
404
6
BOT-IN
RX
42000
/500
205
241
575V
H6
H5
460V
440-
AA
24
1
C1
E
XFE
R
2
277B
18V
B
E
+
201
13
TOP-IN
W
221
S3 R
PS
I_S
ET
1
344
S1
201A
CO
LOR
CO
DE
:B
= B
LAC
K O
R G
RA
YG
= G
RE
EN
248
3 IGB
T2,6
PSI
SW
ITCH
11 TR
IGGE
R
10 E
LEC
SOL
12 G
ND
9 AIR
SOL
4,5 X
FER
SHUN
T (TW
IST P
R)
TSTA
T1
523
++VO
LT6
53
N
64
H1
9 5W
H1
TP2
277A
2 38 9
M
303
360
302
1
X3
X40
X20
X4
6
CW (M
AX)
16
4
206
3 6 7
CT
1012
4 8
1
43
15
REAR OF MACHINE
248
208
X 30
275
R1
275
11
16
15
S5
347
364
J38
361
EA
98
W
462
64
1
U
401
L1CH
OKE
OU
TPU
T
PR
OTE
CTI
VE
BO
ND
ING
CIR
CU
IT
PC
BO
AR
D
OU
TPU
T
L
348
RW
N
401
N
Y505
S
506
205
RF TORO
ID
18V
18V
J5,J
22,
J36
CAS
E F
RO
NT
BA
SE
1 86
1
6
8 16
1
621
523
8
51562
8
R
W
R =
RE
D O
R P
INK
W =
WH
ITE
U =
BLU
E
2
MA
INX
FMR
J11
SENS
E
506
X2
LEAD
S
++VO
LT F
AN
RELA
Y24
8
2
2
FAN
7
1
3
FAN
365
X10
W
T1
+20
720
2
H2
D
507
RIGH
T SID
E OF
MAC
HINE
MO
TORFA
N
N.A
.
207
PER
INPU
T
231A
H3
TP1
C
ELEC
XFER
X40
54
H6
J22
6
501
507
R2
43
208
ELEC
1
J33
7,8 E
LEC
SHUN
T (TW
IST P
R)
WG
N12
V
}
AIR
J20
157
146
201A
0.3A
SLO
W B
LOW
6
5
35
211
8
J36
J38
1,7 TR
IGGE
R
2,4 TR
IGGE
R
5,6 E
LEC
SOL
J39
11,12
= 12
V
1 NO
ZZLE
3,8
WOR
K
3,4 A
IR S
OL
2,3 =
24V
J37
5,10
ELEC
TROD
E
11 128
4 5
51 2
63
7 7
53
9
18
2E
6
343 36
13
348
34751344
54
49
360
10
1 5
365
327
248
636
4
10
G
4
36936
656
214A
43
2A4
25
312 35
43
6
309
130
331
0
4,8 =
OK TO
MOV
E
J35
2 ELE
C SO
L3 T
RIGG
ER
1 AIR
SOL
4 IGB
T6 G
ND
211
A
A
NO
TE
: T
his
dia
gra
m is
fo
r re
fere
nce
onl
y.
It m
ay n
ot
be
accu
rate
fo
r al
l mac
hine
s co
vere
d b
y th
is m
anua
l. T
he s
pec
ific
dia
gra
m f
or
a p
artic
ular
co
de
is p
aste
d in
sid
eth
e m
achi
ne o
n o
ne o
f th
e en
clo
sure
pan
els.
If
the
dia
gra
m is
ille
gib
le, w
rite
to
the
Ser
vice
Dep
artm
ent
for
a re
pla
cem
ent.
Giv
e th
e eq
uip
men
t co
de
num
ber
..

F-5DIAGRAMSF-5
PYTHON
16.4
1
22.5
03.
50
13.7
1
29.5
0
CC
-UF
M19
195
DIM
EN
SIO
N P
RIN
T -
PY
TH
ON
PYT
HO
N

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BEUSED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOSCONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS AETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
● Do not touch electrically live parts orelectrode with skin or wet clothing.
● Insulate yourself from work andground.
● No toque las partes o los electrodosbajo carga con la piel o ropa moja-da.
● Aislese del trabajo y de la tierra.
● Ne laissez ni la peau ni des vête-ments mouillés entrer en contactavec des pièces sous tension.
● Isolez-vous du travail et de la terre.
● Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
● Isolieren Sie sich von denElektroden und dem Erdboden!
● Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.
● Isole-se da peça e terra.
● Keep flammable materials away.
● Mantenga el material combustiblefuera del área de trabajo.
● Gardez à l’écart de tout matérielinflammable.
● Entfernen Sie brennbarres Material!
● Mantenha inflamáveis bem guarda-dos.
● Wear eye, ear and body protection.
● Protéjase los ojos, los oídos y elcuerpo.
● Protégez vos yeux, vos oreilles etvotre corps.
● Tragen Sie Augen-, Ohren- und Kör-perschutz!
● Use proteção para a vista, ouvido ecorpo.

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA ASPRÁTICAS DE SEGURANÇA DO EMPREGADOR.
● Keep your head out of fumes.● Use ventilation or exhaust to
remove fumes from breathing zone.
● Los humos fuera de la zona de res-piración.
● Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
● Gardez la tête à l’écart des fumées.● Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zonesde travail.
● Vermeiden Sie das Einatmen vonSchweibrauch!
● Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
● Mantenha seu rosto da fumaça.● Use ventilação e exhaustão para
remover fumo da zona respiratória.
● Turn power off before servicing.
● Desconectar el cable de ali-mentación de poder de la máquinaantes de iniciar cualquier servicio.
● Débranchez le courant avant l’entre-tien.
● Strom vor Wartungsarbeitenabschalten! (Netzstrom völlig öff-nen; Maschine anhalten!)
● Não opere com as tampas removidas.● Desligue a corrente antes de fazer
serviço.● Não toque as partes elétricas nuas.
● Do not operate with panel open orguards off.
● No operar con panel abierto oguardas quitadas.
● N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
● Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
● Mantenha-se afastado das partesmoventes.
● Não opere com os paineis abertosou guardas removidas.

• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •








![Ilumipod 48 IP Optic RGBW - ILUMINARC€¦ · 3 Blue R1.D] CHANNEL DESCRIPTION 1 Dimmer 2 Red 3 Green 4 Blue [ARC.2] CHANNEL DESCRIPTION 1 Red 2 Green ... bracket/ floor stand Bracket](https://img.pdfslide.us/doc/110x75/6009ed7ccef3956d3d59c0f3/ilumipod-48-ip-optic-rgbw-3-blue-r1d-channel-description-1-dimmer-2-red-3-green.jpg)