-
7/30/2019 IJEST10-02-11-037
1/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
EXPERIMENTAL INVESTIGATION OF
INCONEL 718 DURING DIE-SINKING
ELECTRIC DISCHARGE MACHININGPUSHPENDRA S BHARTI*
Research Scholar, University School of Engineering and
Technology,
Guru Gobind Singh Indraprastha University, Delhi-110006,
India
S. MAHESHWARIManufacturing Process and Automation Engineering
Division,
Netaji Subhas Institute of Technology, Delhi, India
C. SHARMADepartment of Mechanical and Automation
Engineering,
Indira Gandhi Institute of Technology, Delhi-110006, India
Abstract:
This work investigates the machining characteristics of Inconel
718 during die-sinking electric discharge machining
process with copper as tool electrode. Experiments have been
carried out to see the effects of input parameters like
shape factor, pulse-on-time, discharge current, duty cycle, gap
voltage, flushing pressure and tool electrode lift time
on performance measures like material removal rate, surface
roughness and tool wear rate. Taguchis method has
been used as Design of Experiments technique for experimental
investigation. Experiments have been designed asper Taguchis L36
orthogonal array. Analysis of variance (ANOVA) is employed to
indicate the level of
significance of machining parameters. Discharge current and
pulse-on time are found the most influential common
input parameter on each performance measure. Duty cycle and tool
electrode lift time are found the least influentialparameters.
Keywords: Electric-discharge machining(EDM); Material removal
rate(MRR); Surface roughness (SR);Tool wear rate (TWR); Taguchis
Method; Design of experiments (DOE); Inconel 718.
1. Introduction
Nickel based super alloy are extremely useful in gas turbine,
space vehicles, aircraft, nuclear reactors, submarine,petrochemical
equipments and other high temperature applications. Inconel 718, a
nickel based super alloy, is a
precipitation-hardenable nickel-chromium alloy containing
significant amounts of iron, niobium, and molybdenum
along with lesser amounts of aluminum and titanium. It combines
corrosion resistance and high strength with
outstanding weldability, including resistance to post weld
cracking. The alloy has excellent creep-rupture strength at
temperatures up to 700 C (1300 F). Owing to its excellent
mechanical and metallurgical properties this alloy finds
extensive use in gas turbines, rocket motors, spacecraft,
nuclear reactors, pumps and tooling. Its outstanding
hightemperature strength and toughness create difficulties during
machining due to its work hardening tendency. Inonel
718 is one of the most difficult-to-machine super alloys in
order to satisfy production and quality requirement. Thisdifficulty
in machining is attributed to its ability to maintain hardness at
elevated temperature which otherwise isvery useful for hot working
environment. Formation of complex shapes by this material along
with reasonable speed
and surface finish is not possible in traditional machining.
Therefore, EDM is one of the most suitable processes to
shape this alloy. This alloy has attracted many researchers
because of its increasing applicability in high temperature
conditions. Still, the available research data pertaining to EDM
of Inconel 718 is not sufficient. The authors during
the literature survey did not come across any work that
investigates the machining characteristics of Inconel 718during
die-sinking EDM. Therefore its machining behavior and its response
to change in input parameters of the
process needs to be evaluated. Hence, attempts have been made to
investigate the machining characteristics of
Inconel 718 during die-sinking EDMprocess.
ISSN: 0975-5462 6464
-
7/30/2019 IJEST10-02-11-037
2/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
EDM is one of the most extensively used non-conventional
material removal processes. EDM is a thermo-
electric process in which material is removed from work piece by
erosion effect of series of electric discharges
(sparks) between tool and work piece immersed in a dielectric
liquid. The electric energy induced by electric sparks
converts into thermal energy resulting in high temperature which
melts and evaporates the work piece and tool
electrode. The eroded particles are flushed away by dielectric
liquid. Physical and metallurgical properties do notcreate any
limitation for the materials to be machined on EDM as there is no
physical contact between tool and work
piece.
This work investigates the influence of input parameters on
performance measures during die-sinking EDMof Inconel 718 with
copper as tool electrode. There are many input parameters of
electric discharge machine that
could be taken for experimental investigation of Inconel 718.
Exploratory experiments were conducted to select the
input parameters and their levels. In this work, Shape factor
(SF), Pulse-on-time (Ton), Discharge current (Id), Duty
cycle (), Flushing pressure (P) and Tool electrode lift time
(TL) have been taken as input parameters. Material
removal rate (MRR), Surface Roughness (SR) and Tool Wear Rate
(TWR) have been taken as performance
measures. The level of influence of input parameters has also
been identified after experimental investigation.
Experimental investigation requires a number of experimental
runs that may be an expensive and time
consuming affair. Design of experiments techniques like Taguchis
method, Response surface methodology etc. areused to reduce the
experimental runs in a scientific manner. DOE, a statistical
technique, is used to study the effects
of various input parameters on performance measures
simultaneously. In this work, experiments have been designed
as per Taguchis L36 (21 36) orthogonal array. Seven input
parameters are taken, out of which one has 2 levels andthe rest six
have 3 levels each. Orthogonal array allows to assess the effect of
each factor independently of the
effects of other factors. Many authors have applied DOE
technique to explain the machining characteristics ofdifferent
materials during electric discharge machining. George et al. [1]
employed Taguchis method to explain the
machining characteristics of carbon-carbon deposits during
electric discharge machining. Liu et al. [2] employed L9
orthogonal array to see the effect of various input parameters
on MRR. Ramasawmy and Bunt [3] did quantativeassessment of process
parameters of EDM by Taguchis method by taking M300 (tool steel) as
the work piece.
Ramasawmy and Bunt [4] presented experimental work that was done
in order to quantify the effect of some of
EDM main parameters on surface texture. This work was then
verified was Taguchis method. Ramakrishnan and
Krishnamurthy [5] reported the effect of pulse-on-time and delay
time on MRR and SR during wire EDM of Inconel718. But they did not
discuss the effect of other parameters on performance measures.
They reported that higher
pulse-on-time gives more MRR but poor surface finish. Puri and
Bhattacharya [6 ] analyzed the effect of 13 process
parameters on MRR, SR and accuracy of WEDM. There are many
references in which Taguchis method has been
used as DOE technique to explain the machining characteristics
of different material on EDM [7] [8] [9].However, some authors have
employed other techniques also [10] to see the influence of
process
parameters on performance measures, DOE technique is found very
simple and efficient. The authors during theliterature survey did
not come across any work that uses DOE technique to investigate the
machining characteristics
of Inconel 718 during die-sinking electric discharge machining.
Hence, attempts have been made to investigate thedie sinking EDM
characteristics of Inconel 718 by DOE techniques in this work.
2. Experiments
Material employed in this study is Inconel 718. The mechanical
properties of Inconel 718 are shown in Table 1.
Table 1. Mechanical properties of Inconel 718
Property Unit Value
Density g/cm3 8.19
Melting Point/range C 1260-
1336Ultimate tensile strength MPa 1240
Yield Strength MPa 1036
Hardness HRC 36
Average Coefficient of Thermal
Expansion
m/m K 13
Thermal Conductivity W/m K 11.4
ISSN: 0975-5462 6465
-
7/30/2019 IJEST10-02-11-037
3/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Inconel 718 has been chosen for the investigation because of its
increasing demand in high temperature applications
and lack of literature available on eclectic discharge machining
of this material.
Experiments have been carried out on Elecktra Plus S-50 ZNC oil
die-sinking electric discharge machine in
which the Z-axis is servo controlled and X and Y axis are
manually controlled.
Based on literature survey and preliminary investigations, the
parameters chosen as inputs are shape factor,pulse-on-time,
discharge current, duty cycle, gap voltage , flushing pressure,
tool electrode lift time. The working
range of input parameters and the levels taken are shown in
Table 2. Preliminary experiments were conducted in the
given range of different input parameters to select their
levels. For accurate characterization of the process,experiments
must be designed properly. L36 (2
136) orthogonal array, shown in Table 3, has been used which
contains 36 experimental runs at various combinations of seven
input variables.
Table 2. Machining parameters and their levels
Input parameters Unit Symbol Range
(as specified bymachine
manufacturer)
Levels and values
1 2 3
Shape factor (SF) - A - Square Circular -
Pulse-on-time (Ton) s B 0.25-4000 50 100 150
Discharge current (Id) A C 0.5-50 3 8 12
Duty cycle () % D 0-1 0.7 0.75 0.83Gap voltage (Vg) V E 1-150 50
70 90
Flushing pressure (P) kg/cm2
F 0-1 0.3 0.5 0.7
Tool electrode lift time(TL)
sec G 1-12 1 2 3
Since stable machining conditions are achieved after 10 minutes,
a study of 15 minutes machining or 0.5 mm depth
of cut (whichever is earlier) is taken in this work.
MRR, TWR and SR have been used to evaluate machining
performance. MRR and TWR (mm3/min) are
calculated by measuring the amount of material removed and the
machining time by using following equation
(min)timemachining)3(g/mmelectrodeorpieceworkofdensity
(g)electrodeorpieceworkofin weightReduction
/min)
3
(mmTWRorMRR
Initial and final weights of work piece and electrode were
measured by electronic weighing balance having a
resolution of 0.001 g. Surface roughness was measured by a
contact type stylus based surface tester. The centre line
average (CLA) surface roughness parameter Ra war used to
quantify the surface roughness.
Copper electrodes of cross sections: square and circle were used
to conduct the experiment. The area of both square
and circular shaped electrodes was kept same to avoid any
ambiguity in machining.
3. Analysis method
3.1 Taguchis method
Taguchis method is a well accepted methodology for experiment
design. In this, signal-to-noise ratio(S/N) is usedto represent a
response or quality characteristics and the largest S/N ratio is
required. There are three types of quality
characteristics viz. nominal-the-better, larger-the-better and
smaller-the-better. In this work, experimentally
observed MRR value is larger-the-better and TWR and SR are
lower-the-better. Based on Taguchis method,S/N ratio calculation is
done as below-
i) Larger-the-better
n
iiy
nNS
1 2
11log10/ [1]
ISSN: 0975-5462 6466
-
7/30/2019 IJEST10-02-11-037
4/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
ii) Smaller-the-better
n
iiy
nNS
1
21log10/ [2]
Where iy is the experimentally observed value and n is the
repeated number of each experiment.
Table 3. Design experiment of L 36(2
1
3
6
) array with different experimental parametric levelsExpNo.
SF
Ton
(s)Id
(A)
(%)Vg(V)
P(kg/ cm2)
TL(sec)
SRTWR
S/N
(MRRS/N(SR)
S/N
(TWR
1 1 1 1 1 1 1 14
4.25 0.0300 13.0984 -12.5678 30.4684
2 1 2 2 2 2 2 22
7.3 0.6995 28.0212 -17.2665 3.1041
3 1 3 3 3 3 3 33
9.46 0.9407 31.2768 -19.5178 0.5311
4 1 1 1 1 1 2 24
6.145 0.1114 13.5607 -15.7704 19.0619
5 1 2 2 2 2 3 33
7.9 0.9235 29.7169 -17.9525 0.6912
6 1 3 3 3 3 1 14
8.55 0.3780 33.8087 -18.6393 8.4509
7 1 1 1 2 3 1 22
5.05 0.0741 8.6729 -14.0658 22.6018
8 1 2 2 3 1 2 32
9 0.3960 29.5153 -19.0849 8.0465
9 1 3 3 1 2 3 13
11.07 0.3010 30.9475 -20.883 10.4297
10 1 1 1 3 2 1 31
5.36 0.0150 5.6339 -14.5833 36.4890
11 1 2 2 1 3 2 11
7.03 0.1029 21.0218 -16.9391 19.7523
12 1 3 3 2 1 3 23
10.73 0.1598 30.7536 -20.612 15.9310
13 1 1 2 3 1 3 22
8.05 0.3109 28.9105 -18.1159 10.1483
14 1 2 3 1 2 1 35
9.8 0.2391 34.8871 -19.8245 12.4298
15 1 3 1 2 3 2 1
2
4.92 0.0075 8.7134 -13.8393 42.5096
16 1 1 2 3 2 1 11
7.16 0.1624 24.7165 -17.0983 15.7857
17 1 2 3 1 3 2 23
9.63 0.5226 29.7869 -19.6725 5.6366
18 1 3 1 2 1 3 37
5.2 0.0479 17.4441 -14.3201 26.3999
19 2 1 2 1 3 3 31
6.33 0.2283 24.6541 -16.0281 12.8310
20 2 2 3 2 1 1 14
10 0.5958 33.5252 -20 4.4973
21 2 3 1 3 2 2 24
4.29 0.0215 13.8749 -12.6491 33.3329
22 2 1 2 2 3 3 11
5.76 0.1750 21.6117 -15.2084 15.1385
23 2 2 3 3 1 1 2
4
7.25 0.3855 32.4808 -17.2068 8.2784
24 2 3 1 1 2 2 34
4.67 0.0156 12.7863 -13.3863 36.1345
25 2 1 3 2 1 2 33
7.09 0.7231 31.9521 -17.0129 2.8160
26 2 2 1 3 2 3 14
6.11 0.0599 12.0518 -15.7208 24.4478
27 2 3 2 1 3 1 21
8.31 0.0202 23.2525 -18.392 33.8737
28 2 1 3 2 2 2 11
6.88 0.2196 24.4669 -16.7518 13.1675
ISSN: 0975-5462 6467
-
7/30/2019 IJEST10-02-11-037
5/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
4.
Analysis of experimental results
4.1 Material Removal Rate
Table 3 shows the orthogonal array based experimental results of
MRR and its corresponding S/N ratio, whoseANOVA results are shown
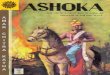
in Table 4. Observation of Table 6 indicates that discharge current
is the most
dominant factor having percentage contribution as 89.07,
followed by gap voltage and pulse-on-time. Fig. 1shows that MRR
increases with the increase in discharge current. This is because
at higher discharge current,
more spark energy is induced which causes larger overcuts and
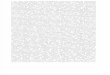
thus produces larger chips. Fig. 2 shows that
MRR increases as the value of pulse-on-time increases. Higher
pulse-on-time i.e. duration time of EDM sparks
indicates that spark energy is induced for a longer time which
results in larger craters on work piece indicatinghigh MRR. But at
a certain value of pulse-on-time, MRR is almost maximum and further
increment in pulse-on-
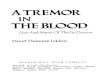
time does not affect MRR considerably. Fig. 3 shows the graph
between MRR and gap voltage which indicates
that initially MRR increases with increase in gap voltage but
after certain point MRR decreases with furtherincrease in gap
voltage. Further increment in gap voltage increases the discharge
gap distance which in effect
reduces the effect of induced energy at work piece and hence MRR
decreases. Shape factor, duty cycle, flushing
pressure and tool electrode lift time do not have considerable
effect on MRR.
Fig.1 Relationship between MRR and discharge current
29 2 2 1 3 3 3 23
5.82 0.0300 10.5735 -15.2985 30.4684
30 2 3 2 1 1 1 33
7.28 0.0874 30.0572 -17.2426 21.1659
31 2 1 3 3 3 2 33
6.9 0.2781 30.8659 -16.777 11.1154
32 2 2 1 1 1 3 14
4.49 0.0653 13.9080 -13.0449 23.6984
33 2 3 2 2 2 1 2 2 7.03 0.0694 27.0865 -16.9391 23.1781
34 2 1 3 1 2 3 23
7.19 0.4013 31.7398 -17.1346 7.9310
35 2 2 1 2 3 1 32
6.03 0.0150 8.3155 -15.6063 36.4890
36 2 3 2 3 1 2 12
7.32 0.3037 28.1843 -17.2902 10.3518
ISSN: 0975-5462 6468
-
7/30/2019 IJEST10-02-11-037
6/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Fig. 2 Relationship between MRR and pulse-on-time
Fig. 3 Relationship between MRR and gap voltage
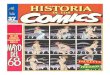
4.2 Surface Roughness
Orthogonal array based experimental results of SR and their
corresponding S/N ratios are represented in Table
3. ANOVA results for SR, reported in Table 5, show that
discharge current is the most dominant factor havingpercentage
contribution as 68.42, followed by pulse-on-time and shape factor.
Fig. 4 and 5 shows that SR
increases when discharge current and pulse-on-time increase. The
electric-discharge machined surface consists
of a multitude of overlapping craters that are formed by spark
discharges. The size of these craters depends onthe discharge
energy and duration. More is the discharge energy (i.e. discharge
current) and duration (pulse-on-
time), the larger are the craters resulting in more surface
roughness. It is also observed from Fig. 6 that circular
tool electrode gives better surface finish than the square one.
Duty cycle, gap voltage, flushing pressure and tool
electrode lift time do not have considerable effect on SR.
ISSN: 0975-5462 6469
-
7/30/2019 IJEST10-02-11-037
7/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Fig. 4 Relationship between SR and discharge current
Fig. 5 Relationship between SR and pulse-on-time
Table 4. ANOVA results for MRR
Source
Degrees of
freedom
Sum of
squares
Mean
square F-ratio
Percentage
contribution
Shape factor (A) 1 2.3 2.3 0.3970 0.0805
Pulse-on-time(B) 2 238.8017 119.40 20.6121 8.3538
Dischargecurrent(C) 2 2151.7568 1075.87 185.7285 75.2731
Duty cycle(D) 2 6.3 3.15 0.54378 0.2204
Gap voltage(E) 2 308.0027 154 26.5851 10.7746
Flushing
pressure(F) 2 5.3 2.65 0.4574 0.1854
Time interval(G) 2 18.7 9.35 1.61409 0.6542Error 22 127.44
5.7927 1 4.4581
Total 2858.6 100
ISSN: 0975-5462 6470
-
7/30/2019 IJEST10-02-11-037
8/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Fig. 6 Relationship between SR and shape factor
Table 5. ANOVA results for SR
Source
Degrees of
freedom
Sum of
squares
Mean
square F-ratio
Percentage
contribution
Shape factor (A) 1 10.09 10.09 7.7344 5.6492
Pulse-on-time(B) 2 12.4 6.2 4.7526 6.9425Discharge
current(C) 2 123.52 61.76 47.3421 69.1563
Duty cycle(D) 2 0.12 0.06 0.0459 0.0672
Gap voltage(E) 2 0.13 0.065 0.0498 0.0728
Flushing
pressure(F) 2 2.51 1.255 0.9620 1.4053
Time interval(G) 2 1.14 0.57 0.4369 0.6383
Error 22 28.7 1.304545 16.0685
Total 178.61 100
4.3 Tool Wear Rate
Orthogonal array based experimental results of TWR and their
corresponding S/N ratios are represented in
Table 3. ANOVA results for TWR are reported in Table 6. ANOVA
results show that discharge current is themost dominant factor
having percentage contribution as 63.24, followed by pulse-on-time,
flushing pressure and
gap voltage. Fig. 7 shows that TWR increases as discharge
current increases. High discharge current induces
high spark energy which facilitates more material removal from
work piece and tool electrode. TWR increasesinitially with
increment in pulse-on-time but decreases with further increase in
pulse-on-time as shown in Fig. 8.
This is because of deposition of carbon particles on tool
electrode at a high temperature. While calculating the
weight loss of tool, actual loss is compensated, up to some
extent, by carbon deposits. As a result tool wear rate
decreases with further increase in pulse-on-time. Fig. 9 depicts
that TWR increases when flushing pressure
increases. High flushing pressure removes the eroded particles
from the gap between tool and the work piece
more effectively and efficiently which in effect increases the
tool wear rate. High gap voltage induces higherspark energy which
leads to more TWR. Shape factor, duty cycle, flushing pressure and
tool electrode lift time
do not have considerable effect on TWR.
ISSN: 0975-5462 6471
-
7/30/2019 IJEST10-02-11-037
9/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Fig. 7 Relationship between TWR and discharge current
Fig. 8 Relationshipbetween TWR and pulse-on-time
Fig. 9 Relationship between TWR and flushing pressure
ISSN: 0975-5462 6472
-
7/30/2019 IJEST10-02-11-037
10/10
Pushpendra.S.Bharti. et. al. / International Journal of
Engineering Science and Technology
Vol. 2(11), 2010, 6464-6473
Table 6. ANOVA results for TWR
Source
Degrees of
freedom
Sum of
squares
Mean
square F-ratio
Percentage
contribution
Shape factor (A) 1 101 101 2.7237 2.1412
Pulse-on-time(B) 2 327 163.5 4.4091 6.9324
Discharge
current(C) 2 3020.2 1510.1 40.7234 64.0280
Duty cycle(D) 2 58 29 0.7820 1.2296
Gap voltage(E) 2 145 72.5 1.9551 3.0740
Flushingpressure(F) 2 242 121 3.2630 5.1304
Time interval(G) 2 8 4 0.1078 0.1696
Error 22 815.8 37.0818 17.2949
Total 35 4717 100
7. Conclusions
The present work explains the machining characteristics of
die-sinking EDM on Inconel 718. Taguchis methodhas been employed as
a design of experiments technique successfully for establishing the
relationship between
various input parameters and performance measures. MRR increases
with the increase in discharge current and
pulse-on-time. MRR increases initially, attains a maximum value
and further decreases with increase in gap
voltage. SR increases with the increase in discharge current and
pulse-on-time. TWR increases with the increasein discharge current
and flushing pressure. TWR increases initially with the increase in
pulse-on-time but after
certain value it decreases. ANOVA has been applied to find the
level of influence of input parameters on
performance measures. Discharge current is found the most
influential input parameter on each performance
measure. Higher discharge current increases MRR, deteriorates
surface finish and leads for more tool electrodeloss. Discharge
current and pulse-on-time are identified as common influencing
parameters for MRR, SR and
TWR.
References
[1] George, P.M.; Raghunath, B.K.; Manochac, L.M.; Warrier,
Ashish M.(2004): EDM machining of carbon-carbon composite-a
Taguchi
approach, Journal of Materials Processing Technology, 145, pp.
66-71.
[2] Liu, J.W.; Yue, T.M.; Guo, Z.N. (2009): Wire elcrtochemical
discharge machining of Al2O3 particle reinforced Aluminium
Alloy6061, Materials and Manufacturing Processes, 14, pp.
446-453.
[3] Ramasawmy, H; Blunt, L. (2002): 3D surface characterization
of electro polished EDMed surface and quantitative assessment
of
process variables using Taguchi Methodology, The International
Journal of Machine Tools & Manufacture, 42, pp. 1129-1133.
[4] Ramasawmy, H; Blunt, L.(2004): Effect of EDM process
parameters on 3D surface topography, Journal of Material
ProcessingTechnology, 148, pp. 115-164.
[5] Ramakrishnan, R; Karunamoorthy, L. (2008): Modeling and
multi-response optimization of Inconel 718 on machining of CNC
WEDM process, Journal of Materials Processing Technology, 207,
pp. 343-349.
[6] Puri, A.B.; Bhattacharya, B. (2003): An analysis and
optimization of the geometrical inaccuracy due to wire lag
phenomenon in
WEDM, International Journal of Machine Tool and Manufacture, 43,
pp. 151-159.[7] Huang, J.Y. (2003): Determination of finish-cutting
operation number and machining-parameters setting in wire
electrical discharge
machining, Journal of Material Processing Technology, 87, pp.
69-81.
[8] Tzeng, Yih-fong; Chen, Fu-chen. (2003): A simple approach
for robust design of high-speed electrical-discharge machining
technology, The International Journal of Machine Tools &
Manufacture, 43, pp. 217-227.
[9] Lin, Yan-Cherng; Cheng, Chao-Hsu; Su, Bo-Lin; Hwang, Lih-Ren
(2006): Machining Characteristics and Optimization of
MachiningParameters of SKH 57 High- Speed Steel Using
Electrical-Discharge Machining Based on Taguchi Method, Materials
and ManufacturingProcesses, 21, pp. 922-929.
[10] Pellicer, N.; Ciurana, J; Ozel, T. (2009): Influence of
process parameters and electrode geometry on feature
micreo-accuracy inelectro-discharge machining of tool steel,
Materials and Manufacturing Processes, 24, pp. 1282-1289.
ISSN: 0975-5462 6473