Embed Size (px)
Citation preview
![Page 1: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/1.jpg)
Virtual Qualification of Moisture Induced Failures of Advanced Packages
M.A.J. van Gils', W.D. van Drie12, G.Q. Zhang3, H.J.L. Bressers2, R.B.R. van Silfhout', X.J. Fan4, J.H.J. Janssen2
Field variable
1) Philips Centre for Industrial Technology, 5600 MD Eindhoven, The Netherlands 2) AT0 InnovatiodPhilips Semiconductors, 6534 AE Nijmegen, The Netherlands 3) Eindhoven University of Technology, 5600 MB, Eindhoven, The Netherlands
4) Philips Research-USA, 345 Scarborough Road, Briarcliff Manor, New York 105 10, USA email: [email protected]
T W
Abstract This paper presents a combined numerical and
experimental methodology for predicting and preventing moisture induced failures in encapsulated packages. Prevention of such failures will enable efficient and optimal pre-selection of materials, their interfaces and geometric design with respect to the desired resistance to moisture. This virtual qualification methodology is illustrated for a specific BGA package which showed 50% failures (broken stitch-bonds) during HAST testing due to excessive warpage andlor delamination of different interfaces. For three different material combinations the moisture diffusion during the HAST test is predicted and subsequently thermo-mechanical-moisture simulations are performed where the effects of hygro-swelling, vapor pressure, thermal expansion and delamination on the failure mechanisms are predicted. The comparison of the simulation results of the different molding compounds with the observations of HAST testing indicates that the developed methods and models can predict the observed trends. Application of the presented methodology will result in shorter time-to-market and significant cost reduction due to reduced trial-and-error design cycles and effective material usage.
1. Introduction Moisture induced failures in plastic encapsulated
packages are one of the most important failure mechanisms in microelectronics. These failures, such as popcorn, delamination and excessive warpage, are driven by the mismatch between the different material properties, such as CTE, hygro-swelling, vapor pressure induced expansion, and degradation of the interfacial strength caused by moisture absorption of the polymer materials.
Since the discovery of moisture failures in the 1980s much effort has been devoted to the understanding and prediction of moisture induced failure mechanisms, and eventually to prevent them [I-141. The influence of moisture absorption on the product reliability can be roughly divided into the following mechanisms:
Hygroscopic stress due to the swelling of the polymer materials. The amount of swelling is normally linearly proportional to the moisture concentration as:
1.
E , =p.c
Densitv
with Eh the hygroscopic strain, j.3 [mm3/mgr] the coefficient of moisture expansion (CME) and C [mgr/mm3] the moisture concentration. Vapor pressure inside the polymer materials at reflow temperatures, which causes additional stress levels. Degradation of material properties, in particular the interfacial adhesion strength, due to the presence of moisture. Vapor pressure on delaminated areas resulting in increased change of further delamination and compound cracking.
n I
A multi-physics Finite Element (FE) methodology which can take into account these moisture and thermo- mechanical related mechanisms is required in order to simulate the observed failure mechanisms. Two types of simulations are needed, namely the temperature and moisture diffusion modeling and the hygro-thermal- mechanical modeling.
Most commercial FE software is not directly equipped with the capability to model moisture diffusion in multi- material packages. However, because transient moisture diffusion follows the same governing differential equations as the diffusion of heat, the thermal analogy can be employed to model moisture diffusion. A particular problem arises, however, due to the discontinuity of moisture concentrations at material interfaces which is inconsistent with FE methodology. To overcome this problem we adopted the 'wetness' approach [ 1,6,9], which assumes continuity of the weighted moisture concentration across interfaces of different materials. The wetness is defined as W = C/C,,,, which is equivalent to Galloway's approach [lo], resulting in the thermal- moisture analogy as presented in table 1. Using the wetness approach, the moisture diffusion implementation in commercial FE software is becoming straightforward with the help of appropriate user subroutines.
Table 1: FE thermal-moisture analogy using the 'wetness' approach
I Thermal I Moisture I
Conductivity k I D * csar
SDecific caDacitv I C
0-7803-8420-2/04/$20.00 0 2 0 0 4 IEEE -1.57- 5th. Int. Con$ on Thermal and Mechanical Simulation and Experiments in Micro-electronics and Micro-Systems, EuroSimE2004
C"",
![Page 2: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/2.jpg)
For the hygro-thermal-mechanical modeling, the predicted temperature- and moisture concentration fields are used as input for the total stress predictions. The total strain is a summation of the thermal strain E~ and the hygroscopic strain &A:
E = & , + E , =/?*C,,, - W + + a A T with a the coefficient of thermal expansion (CTE).
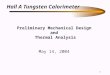
As carrier for the FE methodology a specific BGA package is chosen. This BGA package with low alpha radiation compound showed 50% failures (broken stitch- bonds) during HAST (Highly Accelerated Stress Testing) [ 181 qualification testing due to excessive warpage andor delamination of different interfaces. The global geometry of the BGA package is visualized in figure 1 and figure 2 shows a detail near the wire. Further characteristics of the package are its thin nature and large size, the use of wire bonds and the substrate with four copper layers.
Diecattach
Compound
Figure 1: Cross section of BGA package
Cmpound
Figure 2: Detail of wire geometry
Figure 3: Observed stitch failure after HAST qualification test (MCA compound)
Figure 4: SCAT pictures showimg serious delamina- tion at the compoundtsubstrate interface for MCA compound
The observed failures are visualized in figures 3 and 4 illustrating a broken stitch bond and delamination at the compoundsubstrate interface.
Three different molding; compounds were experimentally evaluated resulting in significantly different behavior in the HAST qualification test as presented in table 2.
Table 2: Observed failures during HAST qualification
Severe delamination at compound/substrate interface
I Many stitch breaks I Just within qualification limits MCB
Some delamination at compound Qualified Minor delamination at compound
The present work of virtual qualification methodology was initiated in order to understand the observed failure modes and differences between the molding compounds used. With a virtual qualification methodology a pre- selection of materials and geometry combinations can be made with the optimized moisture performance. This will result in a shorter time-to-market and a significant
-158- 5th. Int. Conf on Thermal and Mechanical Simulation arid Experiments in Micro-electronics and Micro-Systems, EuroS4'mE2004
![Page 3: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/3.jpg)
reduction of costs due to decreased trial-and-error desigdmaterial runs. The following sections will introduce the present methodology and the obtained results.
2. Methodology
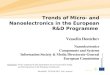
2.1 Material characterization Moisture related properties
All the polymer materials in the BGA package have been characterized with regard to their moisture and thermo-mechanical behavior. The diffusivity D and the saturated moisture concentration C,,, have been determined under MSLl conditions (85"C/85RH). In figure 5 the normalized moisture uptake at specific time intervals is visualized for the three different molding compounds and the substrate (both the measured and fitted responses are visualized). The moisture uptake is normalized with the saturated moisture level C,, of molding compound B (MCB). It should be noted that the dimensions of the substrate specimen differ from the other specimens resulting in a faster moisture uptake.
f 0.6
P
: 0 4 -
4MCA EMCB p 0 2
00 0 50 100 150 200 250 300
Time [hr]
Figure 5: Normalized moisture uptake for the three different molding compounds and the substrate
can be described with Fick's Law of Difision [15]. Using this Fickian behavior, the diffusivities are estimated using an Excel spreadsheet solver, which takes into account the specimen dimensions and the three- dimensional diffusion behavior of the specimens. The resulting Fickian fit is visualized as the lines in figure 5 with the associated normaIized values listed in table 3.
Table 3: Fitted values for D and C , ,
It is assumed that the moisture uptake in the materials
Material
MCB MCC 0.35 0.35
Substrate 0.246 0.87
For the determination of the moisture expansion coefficient p, combined TMAITGA experiments have been performed at 130°C on saturated samples. By
combining the obtained results of moisture desorption and shrinkage as function of time, the CME can be estimated using a linear fit. Typical TMA and TGA results are visualized in figures 6 and 7. In figure 8 the combined results of the TGA/TMA measurements are visualized together with the linear fit of the associated CMEs. The curves don't cross the origin due to the inaccuracy of the TMA at long measurement times. The CME fits are therefore made for moisture concentration values larger than 1 mgr/mm3. The CME of the substrate differs significantly in x,y and z-direction due to its orthotropic nature
0 OE+OO
-5 OE-04
-1 OE-03
- I E -1 5E-03 I
In
-2 OE-03
-2 5E-03
-3 OE-03
200 400 600 800 1WO 12W 1 0
-series1
. I time (minl
Figure 6: Example of TMA results for one material
P l.0E-02 2 < 8.OE-03
E 6.OE-03 g
4.OE-03
8 5 2.OE-03
O.OE+OO
I z c
0
I
0 1000 1500 500 time [minl
Figure 7: Example of TGA results for one material
1 /
'5 0.7 2 0.6
0.5
E 0.4
0.3
-
! 0.2
0.1
0 0 0.2 0.4 0.6 0.8 1
Normalised moisture concentration [-]
Figure 8: CME fits of all the materials
xMCB, CME=O.21
+MCC. CME=0.34
+.Substrate xy, C M E = 0.0 6
substrate z. CME=0.38
Thermomechanical properties The thermomechanical behavior of the polymers has
been measured using TMA and DMTA techniques. With the DMTA a full viscoelastic characterization of the
-1.59- 5th. Int. Con$ on Thermal and Mechanical Simulation and Experiments in Micro-electronics and Micro-Systems, EuroSimE2004
![Page 4: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/4.jpg)
materials is determined. In table 4 the CTE values are listed according to the TMA measurements.
Table 4: Measured CTE values
MCA
I Material I CTE<Tg I Tg I CTE>Tg I
11 I 155 I 35
MCC Substrate xv
6 I 108 I 35 16 16
120 - - o_ +
80
40 -
o i
I Substratez I 51 I 178 I 239 I
~i
V \ i
The following material models are used for the different materials which are present in the package: The single crystal silicon is modeled as a linear elastic material. The substrate is modeled as an orthotropic layered material taking into account the thickness and density of the copper layers. These copper layers are modeled as an ideal elasto-plastic material. The gold wire is also modeled as an ideal elasto- plastic material. All polymeric materials are modeled using visco- elastic or temperature dependent properties [ 171.
2.2 Simulations The temperature and humidity conditions during the
HAST qualification test (1 3OoC,85RH,96 hrs) have been simulated using the FE program MSC.Marc combined with additional user subroutines. These simulations consist of two consecutive steps: first a combined temperature and moisture diffusion simulation followed by a thermomechanical simulation with uses the predicted temperature and moisture fields as input. The time- temperature loading profile used in both steps is depicted in figure 9, where the initial stress free temperature equals the process temperature of 175°C.
Figure 9: Simulated time-temperature profile
The characteristics of the temperature and moisture simulations are:
Temperature is assumed homogeneous in the package due to the large time scales compared to the moisture effects.
0 At the start of the HAST test t!he moisture boundary conditions (W=l) are applied at the outer edges of the package. The predicted moisture profile after the HAST loading step is further maintained during the last cooling down step in order to ,simulate the effect of removing the package from the test chamber. The presence of copper layers in the substrate is taken into account by reducing the difhsivity and moisture concentration relative to the percentage copper.
The characteristics of the thermomechanical simulations are:
0
The effect of delamination between molding compound and substrate/die on resulting straindforces on the wire is investigated. The delamination is modeled using contact bodies. In order to predict strains/forces on the wire, the wire is modeled as a frictionless contact body within the compound, allowing the wire to move within the compound (tunneling effect). This simulates the lack of adhesion due to the inert properties of the gold with respect to the molding compound. The wire remains attached to iihe die and leadframe regardless whether delamination between compound and leadframe/die exists at that place. The simulations take into account the viscoelastic properties of the different materials, in particular the molding compound.
3. Results
3.1 Moisture diffusion The predicted weighted moisture concentration pro-
files after HAST testing for the three different molding compounds are visualized in figure 10.
1 000e+oo
9 000e-01
8 u00e-01
i 000e-01
6 000e-01
5 u00e-01
4 000e-01
3 000e-01
2 000e-01
1 000e-01
0 000e+00
Figure 10: Predicted weighted moisture concentration W after HAST test for the three different molding compounds (from top to bottom MCA,MCB and MCC respectively)
The predicted weighted moiisture concentrations for the three molding compounds &ow a large resemblance with an almost saturated package. The absolute values of
-160-
5th. In?. Con$ on Thermal and Mechanical Simulation and Experiments in Micro-electronics and Micro-Systems, EuroSlmE2004
![Page 5: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/5.jpg)
Figure 11: Predicted moisture concentration c after HAST test for the three different molding compounds (from top to bottom MCA,MCB and MCC delamination respectively)
Figure 12: Predicted plastic strain in gold wire after HAST test for molding compound MCB without
3.2 Thermomechanical results Using the predicted moisture diffusion distributions
of the previous paragraph combined with the thermo- mechanical loading, the displacements and stresses due to the HAST test have been simulated for the three different molding compounds with or without delamination between molding compound and substrate/die. In figures 12 and 13 the effect of delamination on the plastic strains in the gold wire is visualized. It is clear that delamination causes increased plastic strains near the heel of the stitch bond, which is in agreement with the observed stitch failures. The effect of the delamination and the tunneling of the wire in the compound results in gaps between the compound and the substrate and the wire and the substrate, which are visible in figure 13.
The predicted forces on the stitch bond at the end of the HAST test are visualized in figure 14. It appears that delamination has a large effect on the forces for MCA and MCC but a limited effect for MCB. This is consistent with the observations which indicated delamination for MCA and MCB but only wire break for MCA. MCC exhibits no delamination in HAST testing but the simulations indicate that if delamination should occur this will result in a large increase in forces on the wire and potential problems.
Figure 13: Predicted plastic strain in gold wire after HAST test for molding compound MCB with delamination
5, 5 4.5
P 4 g 3.5 g 3
E ’
b 2.5 - 2 5 1.5 t
Z 0.5 0
Figure 14: Predicted normalized forces on the stitch bond at the end of the HAST test
-161- 5th. Int. Con5 on Thermal and Mechanical Simulation and Experiments in Micro-electronics and Micro-Systems, EuroSimEZOO4
![Page 6: [IEEE Thermal and Mechanical Simulation and Experiments in Microelectronics and Microsystems - EuroSimE 2004 - Brussels, Belgium (10-12 May 2004)] 5th International Conference on Thermal](https://reader043.pdfslide.us/reader043/viewer/2022022205/5750a78d1a28abcf0cc1ed39/html5/page/6.jpg)
The normalized warpage of the package after HAST testing at 130 “C and after the following cool down to room temperature is visualized in figure 15.
Nodelam Delam
MCA 1 MCB I MCC MCA 1 MCB I MCC
5 0 p -1 z -2
5 -3
$ -4
g -7 I
-5 4 -6
c
rn afler HAST at
e! afler HAST at
0 Z -6
Figure 15: Normalized maximum deflection of the package
This figure shows that delamination has limited effect on the global deflection of the package, as expected. The difference between the deflection at 130°C and the deflection at 25°C further gives an indication on the relative influence of temperature strains versus the influence of moisture strains.
4. Conclusions Moisture induced failures are one of the most
important failure mechanisms of microelectronics. Due to the ongoing trend of miniaturization (thinner packages) and the increasing number of material interfaces, virtual prototyping and virtual qualification techniques are becoming more and more important for shorter time-to- market and cost reduction. The present work focuses on the effect of moisture and delamination on the observed wire failures and warpage of BGA packages. The presented results and the associated methodology give insight in the relevant mechanisms and indicate that the occurrence of delamination is the key factor for the observed failures. Future work will therefore focus on predicting initiation and propagation of delamination due to moisture and temperature effects.
Acknowledgments The support and assistance of Jeroen Bielen, Xiaoling
Yan, Peter Drummen and Herm Titulaer of Philips Semiconductors is greatly appreciated.
References 1. Wong, E.H. et al, “Moisture Diffusion and Vapour
Pressure Modeling of IC Packaging”, Proc. ECTC
Wong, E.H. et al, “Advances in Vapour Pressure Modelling in Electronic Packaging”, Proc. EuroSimE
Tay, A.A.O. and Lin T.Y., “The Impact of Moisture Diffusion During Solder Reflow on Package Reliability”, Proc. ECTC 1999, pp. 830-836. Tay, A.A.O., “Modelling of Interfacial Delamination in Plastic IC Packages Under Hygrothermal Loading”, Proc. EuroSiME 2002, pp. 195-206.
1998, pp 1372-1378. 2.
2002, pp. 347-355. 3.
4.
5.
6.
7.
8.
9.
Tee, T.Y. and Ng, H.S., “Whole Field Vapor Pressure Modelling of QFN during Reflow with Coupled Hygro-mechanical and Thermo-mechanical Stresses”, Proc. ECTC 2002, pp. 1552-1559. Dudek, R. et al, “Studies on Moisture Diffusion and Popcorn Cracking”, Proc. EuroSimE 2002, pp. 225- 232. Wong, E.H. et al, “The Mechanics and Impact of Hygroswelling of Polymeric Materials in Electronic Packaging”, Proc. ECTC 2000, pp. 576-580. Wong, E.H. et al, “Advanced Moisture Diffusion Modeling & Characterisation for Electronic Packaging”, Proc. ECTC 200.?, pp. 1297-1303. Fan, X.J. and Zhang, G.Q., “Moisture related issues in microelectronic packaging”, short-course notes, EuroSime2003, France 2003.
10. Galloway, J.E. and Miles, M.M., “Moisture Absorption and Desorption Predictions for Plastic Ball Grid Array Packages”, IEEE Trans-CPM-A,
11. Fan, X.-J.,”Modeling of Vapor Pressure During Reflow for Electronic Packages”, Benefiting from Thermal and Mechanical !Simulations in Micro- electronics, 2000, pp. 75-92.
12. Fan, X.-J., Zhang, G.Q. and Ernst, L.J., “A Micro- Mechanics Approach for Polymeric Material Failures in Microelectronic Packaging”, Proc. EuroSimE
13. Fan, X.-J., Zhang, G.Q., Driel, W.D. van and Emst, L.J., “Analytical Solution for Moisture-Induced Interface Delamination in Electronic Packaging”, Proc. ECTC2003, pp. 733-733.
14. Caers, J.F.J.M. and Zhao, X.J., “Prediction of Moisture Induced Failures in Flip Chip on Flex Interconnections with Non-conductive Adhesives”, Proc. ECTC 2003, pp. 1 176- 1 180.
15. Crank, J., The Mathematics of Diffusion, Clarendon Press, Oxford 1956.
16. Driel, W.D. van, Zhang, G.Q. and Janssen, J.H.J., “Prediction and verification of process induced warpage of electronic packages”, Microelectronics Reliability, 43 (5 ) , 2003, pp. 765-774.
17. Driel, W.D. van et al, “On Wire Failures in Micro- electronic Packages”, EuroSirnE 2004.
18. EIMJEDEC Standard JESD22-A110-B, Highly- Accelerated Temperature and Humidity Stress Test (HAST), Feb 1999.
Vol. 20, NO. 3 (1997), pp. 274-279.
2002, pp. 154-164.
-162- 5th. Int. Con$ on Thermal and Mechanical Simulation and Experiments in Micro-electronics and Micro-Systems, EuroSimE2004