Embed Size (px)
Citation preview
![Page 1: [IEEE International Integrated Reliability Workshop Final Report - Lake Tahoe, CA (October 24-27, 1993)] International Integrated Reliability Workshop Final Report - Known Good Die](https://reader036.pdfslide.us/reader036/viewer/2022080420/5750a43a1a28abcf0ca8b7a7/html5/thumbnails/1.jpg)
d Die Carrier Reliability Evaluation
Fariborz Agahdel Hongbee Teoh
Salvatore P. Rizzo Randal D. Roebuck
MICROMODULE SYSTEMS TEXAS INSTRUMENTS, Materials 81 Controls
Cupertino, CA, 95014-0736 (408) 864-5960, Fax. (408) 864-5950
Attleboro, MA 02703 (508) 699-5262, Fax. (508) 699-5339
ABSTRACT
This paper describes the reliability testing performed on a bare die interconnect system designed for die-level burn-in and electrical testing. The system was jointly developed by MicroModule Systems and Texas Instruments Materials & Controls division to meet the demand for known good die in the commercial market.
The reliability concems arising from the die carrier/socket system are described. They are grouped into 3 categories: IC die, die carrier and socket related concerns. The first category includes: damages to die bond pads and passivation, effects of contamination from bum-in or test environments; impact on wirebond reliability and on subsequent assembly processes. The second and third categories include: durability of contacts, substrates, socket and other components after exposure to high temperature bum-in environments, thermal excursions, multiple mating cycles and mechanical stresses.
To assess the impact of these concerns, engineering samples were subjected to rigorous reliability testing. The tests performed are durability testing, temperature cycling, temperaturehumidity exposure, high temperature storage and mechanical shock & vibrations. The preliminary data gathered so far will be presented.
We will first address the issue of why known good die are needed.
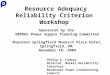
Figure 1 shows the effect of individual die yield on overall MCM yield. Using an MCM-D
achieve higher performance and smaller model, where the MCM technology
MCM is generally comprised of a CPU, a controller, an
-100.00%
90.00%
80.03% p
60.00% 3 >
70." 5
U
50.00% 5 2
40.00%
30.00%
FiPure 1. Memory vield effect on MCM-D Fresh Lot Yield
several memory dice, it can be shown that just the memory yield alone will greatly affect the MCM yield. For example, an MCM with 14 memories each with an individual yield of 95% would result in about 60% MCM fresh lot (no rework) yield. Unfortunately, devices used in MCM-D applications are usually low yielding and high cost components which necessitate the need for rework processes to increase the MCM's final yield. Rework processes add to the overall cost of the product, and may become a technology inhibitor.
Looking at it from a different perspective, one will find that if the memory die yield is improved by 1 %, the MCM fresh lot yield is increased by 9.5%. This shows the importance of KGD, or die yield improvement, on MCM yield and on the MCM industry in general.
162 I 1993 IRW Final Report
![Page 2: [IEEE International Integrated Reliability Workshop Final Report - Lake Tahoe, CA (October 24-27, 1993)] International Integrated Reliability Workshop Final Report - Known Good Die](https://reader036.pdfslide.us/reader036/viewer/2022080420/5750a43a1a28abcf0ca8b7a7/html5/thumbnails/2.jpg)
KNO@N GOOD DIE CARRIER RELIABILITY EVALUATION AGAHDEL, et al
1 BARE DIE BURN-IN & TEST SYSTEM
a year ago MMS and Texas Instruments Materials
for Known Good Die. In this partnership MMS die interconnect systems ,and TI
pitch bum-in sockets, which make up a bare
d Metallurgical division joined forces together to develop
qie burn-in test system as shown in Figure 2.
Interconnect Carrier to Die contacts
/ Socket to Carrier Contacts I
Figure 3. Bare Die Burn In & Test Svstem
The die contact points pierce through the native oxide on the die pads without the need for wiping action. These proprietary contact points can make contact to aluminum, solder or gold pads and can be configured in perimeter or area array format.
me 2. Bare Die Burn-In & Test System
a bare die carrier which holds the
or test board. The to a high performance interconnect system, a bum-in test
die contact points, the points, and the signals that carry the signals
universal test or bum-in the cost and the turnaround time of the
thus reducing the ultimate cost of
ure 3 shows the cross section of the two major nts of the system - carrier and socket. The carrier
ds the die faced down onto the membrane which contacts die through its proprietary contact points and then carries signals out to the edge of the substrate, to be picked up the socket pins. The die is held down to the membrane a lid which also acts as a heatsink. The thermal
istics of the carrier is thus optimized since the lidlheatsink makes direct contact to the back side of . Another major element of this system is called the
holding mechanism - which holds and aligns the to the contact points. The fence also allows an operator place the die onto the carrier without the need for
or vision alignment equipment. In addition, the protects the die from contaminants in bum-in ovens
The major product features are : cost
- Reusable carrier (over IO00 usage) - Reusable socket (over 10,000 usage) - Universal test & bum-in boards
Electrical - High performance carrier (over 250MHz) - Controlled impedance - 1,2, or 3 signal layers - 1 or 2 power layers
- Wiping action not needed - -
- Die holding mechanism - Non-hermetic die surface protection - Compliant membrane structure
Thermal - - integrated heatsink
Contact points
contact to AI, Solder, and Au die pads Perimeter pads or area array pads
Mechanical
Direct contact to the die backside
The carrier can be re-used up to one thousand times, and the socket has been qualified to be used over ten thousand times. As mentioned earlier, by using concepts such as universal test and burn-in boards, further cost savings can be realized. The carrier is designed to operate up to 250 MHz , with over 180 signals switching at the same time. It also provides a controlled impedance environment. Depending on user requirements, one, two, or three signal layers and up to two power layers can be accommodated onto the substrate.
1993 IRW Final Report 163
![Page 3: [IEEE International Integrated Reliability Workshop Final Report - Lake Tahoe, CA (October 24-27, 1993)] International Integrated Reliability Workshop Final Report - Known Good Die](https://reader036.pdfslide.us/reader036/viewer/2022080420/5750a43a1a28abcf0ca8b7a7/html5/thumbnails/3.jpg)
AGAHDEL, et al KNOWN GOOD DIE CARRIER RELIABILITY EVALUATION
164
FEASIBILITY STUDY
Product feasibility was determined through several experiments. One such experiment was to establish that v i o temporary contacts can be maintained during temperature cycles. The chart in Figure 4 shows the die to substrate contact resistance and their variations through thermal cycles. Each line represents a contact point between the substrate and the die, and the bars at the bottom indicate the temperature at the time of measurements, which ranges from -55°C to 150". As Figure 4 depicts, the contact resistances remain below 100 milliohms and do not change over temperature or after multiple cycles. The resistance variations over the temperature range are mostly due to the variations in copper characteristics with temperature.
z 6 E p -g rx
a, 2
Number of Matings
Fimre 6. Die Contact Durabilitv.
point on the chart in Figure 6. Again the contact resistance remained very consistent over 900 matings.
h
E
RELIABILITY EVALUATIONS
After product feasibility was proven, the reliability of the system was considered. The primary reliability concerns of the overall system were: the IC die, the carrier and the socket. The IC die concerns include:
1. Environmental contamination of the die, since it is not fully protected but somewhat exposed to open air when seated inside the carrier. Damage to the bond pad surface. 2.
Figure 4. TvDical Carrier To Die Contact Resistance
Figure 5 depicts the carrier to socket contact resistance as a function of temperature and mating cycles. Once again, the contact resistances remain stable over the temperature range. (Each line represents one contact point between the socket and the carrier.) The variation in contact resistance readings among different contact points is due mostly to the manner in which the board was routed for measurement.
h
713.33 74629 B.IP23
Time
Fimre 5. TvDical Carrier To Socket Contact Resistance
3. 4. 5. 6.
Damage to the structures under the pad. Bond pad degradation due to the environment. Damage to the die passivation layer. Handling of the bare die in areas where the users are not familiar with bare die handling.
These issues could impact the IC die in terms of its functionality, reliability and subsequent assembly processes used to package the burned-in bare die.
The carrier reliability concerns include: 1. Contact point integrity and durability which
determines how long the contacts would last, and if they could damage the die pad during its lifetime.
Carrier integrity and durability which includes the lid, latch, and overall support mechanism.
2. Substrate integrity and durability. 3.
The socket reliability concerns include: 1. Socket components integrity 2. 3.
Socket to carrier contact integrity Socket to board contact integrity.
These reliability issues could impact product life which in turn could lead to incremental increase in product cost during usage.
Contact durability was tested using a custom fixture that allowed multiple insertions to be performed using the same substrate but different dice. The die was changed at every
The evaluation criteria for the overall system was defined based on its three major components - IC die, carrier, and socket. To evaluate the reliability of IC die after it has been tested and burned-in in the carrier, the selected acceptance tests were:
1993 IRW Final Report
![Page 4: [IEEE International Integrated Reliability Workshop Final Report - Lake Tahoe, CA (October 24-27, 1993)] International Integrated Reliability Workshop Final Report - Known Good Die](https://reader036.pdfslide.us/reader036/viewer/2022080420/5750a43a1a28abcf0ca8b7a7/html5/thumbnails/4.jpg)
KNO4N GOOD DIE CARRIER RELIABILITY EVALUATION
Controls
Over Stressed Contacts 9 Matings
60 Matings 222 Matings
AGAHDEL, et al
19 22 20.2 0.74
19 22 20.4 0.69 19 21 20.3 0.56
18 22 20.5 0.83 18 21 20.3 0.73
- wirebond pull, - die shear, - inspection of bond pad and underlying
I ~
~ - passivation integrity testing. , I structure(s) for damage,
T" evaluate the carrier reliability the following criteria were yed:
I 1. Contact resistance, to be monitored over operating temperature excursions, and life tests which look ~
i for degradation during service. ~ 2. Surface contamination due to foreign materials that
could damage the carrier or the IC. I I I 3. Physical damage which could prevent the carrier i from operating properly.
$he socket lifetime is also being evaluated as part of the wl system reliability and integrity.
, I RELIABILITY DATA
?or the wirebond pull test, five different sets of samples *ere taken. The first set, the control sample, contained dies without mating; the second set contained over-stressed
where the contacts were temperature cycled 10 contained die inserted into
9 times, 60 times and 220 The results of these experiments are
7 which indicates no change in the on a die after mating it to the carrier.
I Force tam) I
Fipure - 7. Wirebond Pull Data i
70 determine the contact points durability, a fixture was d' signed that enabled us to make four point contact rrsistance measurements on two contact points. Figure 8 dbpicts the combined contact resistance of the two contacts with respect to the number of times the contacts were mated tb bare A1 pads. We were able to exceed sixty thousand nbatings. The results indicate a small degradation of the cpntact point (the upward trend) over the number of $stings, however, the combined contact resistance remains uhder 600 mOhms throughout the whole process. The force ubed in this experiment was seven grams per pad. There was nb cleaning done during this operation, which included more dan sixty thousand mating cycles.
Figure 8 . Die Contact Durabilitv Data
Another fixture was built to determine how the system behaves over temperature variations. Using this setup, we have exceeded 200 temperature cycles operational verification. The average contact resistance of three different bump groups with different characteristics are shown in Figure 9. The first group contained contact points at four mil pitch, the second one also contained four-mil pitch contact points, however, the signa1 lines connected to these contact points were different from the first grouping, which caused a small increase in the measured resistance since it includes a portion of the signal line trace resistance in its reading. The third group contained contact points at 6 mils pad pitch. As the data indicates, 4 mils pitch pads seem to degrade faster than the 6 mils pitch pads, however, they are all under I 0 0 mOhms after 200 temperature cycles.
Die To Carrier Coniocts I
? a 1
A --./----'
" a 8 8 6 8 E a 8 g F i t i e g g a s 3 ! 3 Temp. cydee
Fipure 9. Temperature Cvcle Data, Die To Carrier Contacts
The socket durability was evaluated using an automated bum-in loader and unloader. In this experiment, the carriers were put into the socket and then taken out for lo00 times. The result of the experiment is shown in Figure 10. As the data indicates, there is no contact resistance degradation after lo00 matings of the carrier and socket. At the time when the 600th cycle was being measured, the carrier was found to be seated incorrectly in the socket, thus causing the skew in the contact resistance reading of that carrier and socket.
1993 IRW Final Report 165
![Page 5: [IEEE International Integrated Reliability Workshop Final Report - Lake Tahoe, CA (October 24-27, 1993)] International Integrated Reliability Workshop Final Report - Known Good Die](https://reader036.pdfslide.us/reader036/viewer/2022080420/5750a43a1a28abcf0ca8b7a7/html5/thumbnails/5.jpg)
AGAHDEL, et al
SockettoCamerContact
I lOcm.00
X 43 59 44 60 V 43 59 42 57 z 44 58 43 57
KNOWN GOOD DIE CARRIER RELIABILITY EVALUATION
166
loo000
100 00
10.00 I
- + i I i - 1
m, 400 tal m loo0 1 .oo I
0 Mating Cycles
Figure 10. Socket Contact Durability Data
Due to possible shock and vibrations that the carriers could be subjected to during die loading and unloading or shipping and handling, a set of vibration tests were devised and conducted. Vibrations were performed on the die/carrier/socket/board assembly in the X & Y directions at lOG, at 10 to 500Hz simple harmonic motion for two hours in each direction. The test was repeated in the Z direction, except that the peak acceleration was reduced to 1G. The table in Figure 11 shows the results of these vibration tests. The data indicates a small increase in the die to carrier contact resistance after X, Y, and 2 axis vibrations, however, the maximum value did not exceed 275 mOhm. The contact resistance between the carrier and the socket did not degrade in this experiment.
t Rc (mOhm)
Parameter Axis Initial I Post Stress
1 I 1 Avg. 1 Max.lAvg. 1 Max. I x I 4 9 1 7 7 l 5 4 1 1 c
Figure 11. Vibration Test Data
CONCLUSION
Questions &Answers: What was the temp. cycle excursion used for the temp. cycle data? "-55 to 150 degrees Celsius"
Did you do any moisture testing? "No, but moisture testing is in the plans"
What is the contact material ? "The contacting surface is Au"
How do you achieve the proper force ? "The force needed to make contact is first calculated and then verified through a special measuring technique. The cap is then designed to apply the measured or calculated force. ' I
Did you ever had to re-index the die for contact durability? "A new die was inserted afer the indicated cycles, and the measured data was taken"
Have you done any functional testing, using a real die.? "The important criteria for this system is the contact resistance, which was used for the measurements. This system is currently being evaluated using functional dice."
Are thc electrical data measured during bum-in? "Yes, the burn-in temp . cycle data was taken real-time."
Were the devices biased during temp. cycle? We wanted to verifr that we make good contact, that's why
we only looked at the contact resistance variations in terms of temp. and environment variations"
What is the acceptable level of contact resistance? I t varies depending on the application and the type of
signals. Usually the most important contacts are the power contact points, which we have set a goal of less than 500 mOhms per contact point."
Which metalization was used for the pads used for wirebond pull data? "I .3 mil gold wires on A1 pads"
What is an acceptable environment for this product? "We are currently evaluating the proper environments to use these carriers"
In this report, we have demonstrated the known good die system product feasibility, and resolved some key reliability concerns. During the evaluation and development of this product, Quality Functional Deployment (QFD) was exercised to ensure that the product would meet the needs and the requirements of the users. While we are continuing further testing and evaluations, some of the major semiconductor manufacturers are independently running evaluation tests based on their own products', processes' and operations' needs and requirements.
1993 IRW Final Report