Embed Size (px)
DESCRIPTION
Industrial Automation Asia
Citation preview

Smart Grid:
Energising The World
Smart Grid:Smart Grid:
Building Green Machines
Building Building OEMs:
Cabling A Reliable VFD System
Cabling A Software and Networks:
Instrumentation and Measurement:
Factory Automation’s Fluid Future
Holistic Automation Control:
View
June/July 2010
www.iaasiaonline.com
MICA(P) 154/07/2009 | ISSN 0219/5615 | PPS 1561/06/2010 (028221)
www.iaasiaonline.com

MINIMISE COST WITH PlantPAx™
Copyright © 2009 Rockwell Automation, Inc. All Rights Reserved.
Reducing cost while maintaining safety and productivity is a challenge most
process companies face today. With a single plant-wide control system you can
signifi cantly reduce integration costs with subsystems part of the control platform,
improve productivity through real time data reporting, reduce maintenance costs with single
platform support and provide wide ranging safety integrity levels up to SIL3. PlantPAx™ is the
cost eff ective investment which protects your business, your employees and your bottom line.
For more information visit: www.rockwellautomation.com/emea/plantpax
Rockwell Automation Southeast Asia Pte LtdSingapore Tel : +65 6510 6688 Indonesia Tel : +6221 255 45200Malaysia Tel : +603 8997 6688 Philippines Tel : +632 323 0588Thailand Tel : +662 936 1500 Vietnam Tel : +848 6255 6400www.rockwellautomation.com/sea
15567 AP Ads A4 Economics AW.indd 1 2/22/10 1:19:32 PM
MINIMISE COST WITH PlantPAx™
Copyright © 2009 Rockwell Automation, Inc. All Rights Reserved.
Reducing cost while maintaining safety and productivity is a challenge most
process companies face today. With a single plant-wide control system you can
signifi cantly reduce integration costs with subsystems part of the control platform,
improve productivity through real time data reporting, reduce maintenance costs with single
platform support and provide wide ranging safety integrity levels up to SIL3. PlantPAx™ is the
cost eff ective investment which protects your business, your employees and your bottom line.
For more information visit: www.rockwellautomation.com/emea/plantpax
Rockwell Automation Southeast Asia Pte LtdSingapore Tel : +65 6510 6688 Indonesia Tel : +6221 255 45200Malaysia Tel : +603 8997 6688 Philippines Tel : +632 323 0588Thailand Tel : +662 936 1500 Vietnam Tel : +848 6255 6400www.rockwellautomation.com/sea
15567 AP Ads A4 Economics AW.indd 1 2/22/10 1:19:32 PM
ENQU
IRY
NO.
120

IndonesiaPT. FestoJl. Sultan Iskandar-Muda No. 68Arteri Pondok IndahJakarta 12240
Tel +62 (021) 2750 7900 Fax +62 (021) 2750 7998 [email protected]
www.festo.co.id
MalaysiaFesto Sdn. Berhad10 Persiaran IndustriBandar Sri DamansaraWilayah Persekutuan52200 Kuala Lumpur
Tel +60 (03) 6286 8000 Fax +60 (03) 6275 6411 [email protected]
www.festo.com.my
PhilippinesFesto Inc.KM 18, West Service Road South Superhighway1700 Paranaque CityMetro Manila
Tel +63 (02) 776 6888 Fax +63 (02) 823 4219 [email protected]
www.festo.ph
VietnamFesto Co., Ltd (Cong Ty Tnhh Festo)No. 206 Tran Nao StreetWard Binh An District 2Ho Chi Minh City
Tel +84 (08) 740 6909 Fax +84 (08) 740 6910 [email protected]
www.festo.com.vn
ThailandFesto Ltd.67/1 Moo 6 Phaholyothin RoadKlong 1, Klong Luang,Pathumthani 12120
Tel +66 2901 8800 Fax +66 2901 8833 [email protected]
www.festo.co.th
SingaporeFesto Pte. Ltd.6 Kian Teck WaySingapore 628754
Tel +65 62 64 01 52 Fax +65 62 61 10 26 [email protected]
www.festo.com.sg
Your Solution Provider in Process AutomationThe Success of Your Business
In ASEAN region, Festo delivers innovations and solutions for higher productivity for the success of your business - from single components to turnkey solutions. Particularly in process technology and process engineering, Festo supplies individual components, standardised interfaces, entire systems, and all components for the complete control chain in several industrial segments, such as water and wastewater treatment, food & beverage, biotechnology & pharmaceutical, palm oil processing, mining and much more.
Contact us now - for more Festo products and solutions in Process Automation
Water & Wastewater Food & Beverage Biotechnology/Pharmaceutical Palm Oil Process
PA_ASEAN_Adv_IAA.indd 1 5/26/2010 11:15:52 AM
ENQU
IRY
NO.
135

2 industrial automation asia | June/July 2010
CONTENTSJUNE/JULY 2010
ISSUES & INSIGHTS
Control Level Network Resiliency Using Ring Topologies A Device-Level Ring (DLR) solution helps simplifi es network architectures and reduce installation costs. By Joseph C Lee and Jessica Forguites, Rockwell Automation
CONTROL POINT
PACs & I/O Go Wireless Automation engineers are beginning to seriously consider wireless solutions for all or part of their applications. By Jean Femia, Opto 22
26
20
INSTRUMENTATION & MEASUREMENT
Factory Automation’s Fluid Future Differences between customer requirements in process and in factory automation have led to innovations in fl uid sensors for the latter. By Christoph Mueller, Sick AG
36
SOFTWARE & NETWORKS
Setting The Pace Automation IT couples industrial networking with Offi ce IT innovation cycles to create a uniform, shared communication platform for all applications in manufacturing companies. By Andreas Huhmann, Harting Technology Group
30
SECTOR SPOTLIGHT
Building Green MachinesMachine engineering can be a key source of improvement in the energy consumption of machines. By Marc LeSaux, Schneider Electric
42
Having The Vision A system integrator based in the US prevents assembly defects and improves productivity with vision sensors. By Didier Lacroix, Cognex
40
Cabling A Reliable VFD System Selecting an appropriate VFD cable can improve overall drive system longevity and reliability by mitigating the impact of refl ected waves. By Brian Shuman, Belden
32
Smart Grid: Energising The World The Smart Grid will continue to evolve and will demand solutions that include wired connectivity, public wireless and private wireless networks. By David Mayne, Digi International
22
ENERGY
Market Report: Asia Pacifi c Wind Power Markets Hoist Its SailsBuoyed by the need for renewable energy sources, the Asia Pacifi c wind power market is set to grow even further. By Suchitra Sriram, Frost & Sullivan
46

C
M
Y
CM
MY
CY
CMY
K
ESS0002142_IAA_275x205W.pdf 1 4/15/10 10:46 AM
ENQUIRY NO. 126

4 industrial automation asia | June/July 2010
REGULARS8 News
16 CAN in Automation
17 EtherCAT Technology Group
18 Profibus
60 Products & Services
67 Calendar of Events
68A Product Enquiry Card
CONTENTSJUNE/JULY 2010
Cover: ABB
IMPORTANT NOTICEThe circulation of this magazine is audited by bpa world wide. The advertisers’ association recommend that advertisers should place their advertisements only in audited publications.
INDUSTRIAL AUTOMATION ASIA (IAA) is published 8 issues per year by Eastern Trade Media Pte Ltd 1100 Lower Delta Road #04-02 EPL Building Singapore 169206. Tel: (65) 6379 2888 • Fax: (65) 6379 2805Website: www.iaasiaonline.com Email: [email protected]
SUBSCRIPTION RATES:IAA is available to readers on subscription in Singapore at S$60.00 per annum. Subscription by airmail to readers in Malaysia is also at S$60.00 per annum; and Asia Pacific, America, Europe and other regions at S$100. Refer to the subscription card in each issue for further details.
FOR MORE SUBSCRIPTION INFORMATION Fax: (65) 6379 2806 Email: [email protected]
Copyright. Eastern Trade Media Pte Ltd. All rights reserved. No portion of this publication covered by the copyright herein may be reproduced in any form or means – graphic, electronic, mechanical, photocopying, recording, taping, etc – without the written consent of the publisher. Opinions expressed by contributors and advertisers are not necessarily those of the publisher and editor.
Smart Grid:
Energising The World
Smart Grid:Smart Grid:
Building Green Machines
Building Building OEMs:
Cabling A Reliable VFD System
Cabling A Cabling A Software and Networks:
Instrumentation and Measurement:
Factory Automation’s Fluid Future
Holistic Holistic Holistic Automation Control:
View
June/July 2010
www.iaasiaonline.com
MICA(P) 154/07/2009 | ISSN 0219/5615 | PPS 1561/06/2010 (028221)
www.iaasiaonline.com
IAA Jun-Jul2010a.indd 1 6/7/10 5:32 PM
Refer to pg
Advertisers’ for Enquiry Numbers
EVENTS
RFID World Asia
Metaltech 2010
Schneider Electric Ecostruxure Debut
64
FEATURES Atomic Power An Intel Atom processor-based panel PC has been implemented as a visualisation client and HMI into a new ultrasonic measurement system. By Ingrid Hildebrandt, Kontron
48
Standing United James Riccardi, MD RoviSys Asia, talks about the benefits of using Siemens systems
52
Market Report: Packaging Leading ‘Green’ Agenda For ConsumersGetting packaging right can help convince a cynical consumer that a product’s ethical claims are real. By Katrina Diamonon, Datamonitor
57
5 Questions For: Dr Eckhard RoosDr Eckhard Roos, head of Business Centre, Process Automation, Festo reveals the company’s intentions in entering the process automation market
54
Market Report: The Manufacturing Recovery Has Begun But Is It Sustainable?The manufacturing recovery has begun but its continued success depends on the ability of the financial markets to return to normal functioning. By David Clayton, ARC Advisory Group
58

fujielectric r1.pdf 9/15/09 2:45:47 PM
ENQUIRY NO. 070

EDITOR’S PAGE
Published by:
EASTERN TRADE MEDIA PTE LTD(A fully owned subsidiary of Eastern Holdings Ltd)
MANAGING DIRECTOR
Kenneth Tan
EDITOR
Derek Rodriguez [email protected]
EDITORIAL ASSISTANT
Aisyah [email protected]
SENIOR ART DIRECTOR/STUDIO MANAGER
Lawrence Lee [email protected]
GRAPHIC DESIGNERSJef Pimentel
Zhang Yue [email protected]
CONTRIBUTING GRAPHIC DESIGNERPhyllis Ng
ASSISTANT SALES MANAGERWayne Teoh
CIRCULATION EXECUTIVE
Irene Tow [email protected]
CONTRIBUTORSJoseph C Lee, David Mayne, Jessica Forguites
Jean Femia, Andreas HuhmannBrian Shuman, Christoph Mueller
Didier Lacroix, Marc LeSauxSuchitra Sriram, Ingrid HildebrandtKatrina Diamonon, David Clayton
EDITORIAL CONSULTANTS
Jim Pinto Industry Analyst
Alastair Ross Director, Codexx Associates Ltd
SUPPORTED BY:
EASTERN HOLDINGS LTDEXECUTIVE BOARD
CHAIRMAN
Stephen Tay
GROUP EXECUTIVE DIRECTOR
Kenneth Tan
FINANCIAL CONTROLLER
Robbin Lim
etm EasternTrade Media Pte Ltd
an Eastern Holdings Ltd company
Head Offi ce & Mailing Address:Eastern Trade Media Pte Ltd
1100 Lower Delta Road #04-02 EPL Building Singapore 169206
Tel: (65) 6379 2888 • Fax: (65) 6379 2805Website: www.iaasiaonline.com
Email: [email protected]
MICA (P) No. 154/07/2009ISSN 0219/5615
PPS 1561/06/2011 (028597)Co Reg No. 199908196C
Printer: Fabulous Printers Pte Ltd
6 industrial automation asia | June/July 2010
Derek RodriguezEditor
Green is officially in. No, we are not talking about the latest fashion in Paris or Milan but the rate the green concept is taking the automation industry by storm. Amidst new uncertainties in the global marketplace that threaten to curtail the economic recovery, this wave is continuing its march into more workplaces around the world.
In Europe where the continent is trying to battle its way out of the deepening credit and bank markets crisis, green machines, having the potential to improve energy consumption, are making their presence felt.
Closer to home, there have also been events that have threatened to put a spoke in the wheels of the recovery bandwagon. The political conflicts in the Korean peninsular and Thailand have left a cloud of uncertainty thicker than the ones seen in Europe following the volcanic eruption of Eyjafjallajokull. Seemingly immune to all this, the green movement is in full swing in this region. Appearances, it seems, have a part to play in this. According to a market report by Datamonitor, green packaging appeals to the consumers and provides confidence that the product they are buying is indeed manufactured with the concept in mind.
In the energy sector, the concept manifests itself as renewable energy sources like wind power, which looks set to grow even further in the Asia Paci� c region.
With the green movement all the rage in the automation world, we at IAA are also donning the colour to bring you the information that keeps you ahead.
Some say green is the colour of growth. Some say it is associated with inexperience or jealousy. We believe that green is also the colour of money, and judging from the range of applications and the market reach of this technology, you would not begrudge us that little show of exuberance, would you?
Green LightAutomationFor

System 800xA Extended AutomationThe Power of Integration
Integrated Process and Power Automation. ABB reduces capital expenditure and lifecycle costs by bringing process control, process electrification, substation automation and power management together on a common System 800xA platform, eliminating the need for multiple systems for your plant. Also, in one powerful, integrated, plantwide system, operations and maintenance are unified, reducing downtime and increasing productivity. For more information visitwww.abb.com/controlsystems
Auto_A4ad_pipes.indd 1 21/05/2010 09:48
System 800xA Extended AutomationThe Power of Integration
Integrated Process and Power Automation. ABB reduces capital expenditure and lifecycle costs by bringing process control, process electrification, substation automation and power management together on a common System 800xA platform, eliminating the need for multiple systems for your plant. Also, in one powerful, integrated, plantwide system, operations and maintenance are unified, reducing downtime and increasing productivity. For more information visitwww.abb.com/controlsystems
Auto_A4ad_pipes.indd 1 21/05/2010 09:48
ENQUIRY NO. 138

8 industrial automation asia | June/July 2010
INDUSTRY NEWS
Shell Completes Petrochemicals ProjectSingapore: Shell has announced the successful completion of the Shell Eastern Petrochemicals Complex (SEPC) project in Singapore. SEPC is the company’s largest petrochemicals investment to date and the second world-scale petrochemicals project the company has completed in Asia in four years.
“This project clearly demonstrates Shell’s strategy to focus on growth markets and to integrate oil and chemicals manufacturing to gain efficiencies,” said CEO Peter Voser. “Creating Shell’s largest integrated site will bring considerable synergies in terms of feedstocks, operations and logistics.”
Shell designed the new facilities to maximise the benefits of locating refining and petrochemicals production within a single
Singapore: Rockwell Automation saw a total of about 170 participants at its first Singapore installation of ‘Rockwell Automation On The Move’, which took place on April 29, this year.
The show was made up of an open show floor, housing exhibits from the company and its partners, including
Rockwell Automation’s ‘RAOTM’ Stopover In Singapore& Components are the company’s focus for this year, and have been well received.
“We find that taking the show on this scale, bringing our message to the host country is best. The event is localised, and has tailored content, customised to market needs,” said Scott Teerlinck, the company’s regional director for Southeast Asia.
This is the first time that the company is taking its automation roadshow to Asia, due to key emerging markets.
Singapore was the fifth stop in the series for Southeast Asia, followed by Jakarta on May 20. Its show in Vietnam on June 3, rounded up the company’s first year of roadshows for the region.
Other locations include Kuala Lumpur (Malaysia), Pattaya (Thailand), and Manila (Philippines).
manufacturing hub on Bukom and Jurong islands, just off the Singapore coast. Jurong Island is a major petrochemical zone which provides opportunities for further integration with current and potential customers, as well as in Shell’s own operations.
Each of the chemical production units started up as planned. They include a world-scale ethylene cracker, which started up in March, and one of the world’s largest mono-ethylene glycol plants, which has been producing since November 2009. The project also included modifications to the Shell Pulau Bukom Refinery, enabling it to process a wider range of crudes to supply feedstock to the cracker. A ethylene jetty and cryogenic terminal enable the import and export of ethylene.
distributors, integrators, alliance and encompass partners. Visitors to the show also participated in hands-on sessions, presentations or demonstrations.
The list of forums organised for each location is tailored according to the customer interests in the different countries. Topics like IA, Process ( PlantPAx), Safety

June/July 2010 | industrial automation asia 9
Industry News
SEC & SIMTech To Develop Singapore Carbon Label
Singapore: The Singapore Environment Council (SEC) and the Singapore Institute of Manufacturing Technology (SIMTech) have inked an agreement to launch Singapore’s and Southeast Asia’s first carbon label.
This Carbon Label is a Singapore initiative to support the country’s transition to a recognised low carbon economy by measuring and communicating the carbon content of the products and services we consume and produce, raising the carbon consciousness of governments, businesses and consumers. The carbon label in quantifying and declaring the carbon content is an advancement of the Singapore Green Label.
With a formal launch planned for the fourth quarter of 2010, the Singapore Carbon Label will provide a unique set of tools to evaluate, quantify and report for the first time on the carbon footprint of products and services based on rigorous lifecycle analysis, from raw materials to production, from distribution to use.
The principal aims of the Singapore Carbon Label are to differentiate Singapore products and services and provide a new, compelling source of competitive advantage to industry and the economy.
Executive director of SIMTech Dr Lim Ser Yong (L) with SEC’s executive director Howard Shaw (R)
Guest of honour Ravi Menon, permanent secretary, Ministry of Trade and Industry giving his speech
A ‘Singapore solution’, the label builds on international standards and best practices, including the UK’s PAS 2050 and the draft standard ISO 14067. The scheme partners will make available a stringent methodology and standards alongside ready made tools that will deliver both immediate impacts and longer term emissions reductions for businesses. This will help local enterprises to boost the competitiveness of Singapore’s exports globally.
In the collaboration, SEC and its advisors are responsible for project managing the Singapore Carbon Label through concept development, launch and ongoing operations. SIMTech is responsible for the technical development of the Singapore Carbon Label including the development of the data analysis, methodologies and tools required for quality footprint measurements and the provision of robust emissions reduction recommendations and guidelines to industry clients.
Industry support comes from supporting organisations that include the International Enterprise (IE) Singapore, Singapore Business Federation (SBF), and Singapore Manufacturers’ Federation (SMa), with more organisations coming on board in the latter half of this year.
Invensys Wins Contract To Upgrade DCS At Malaysia LNG Plant Singapore: Invensys Operations Management has signed a US$12.4 million contract to upgrade and modernise a distributed control system (DCS) for Malaysia Liquefied Natural Gas (MLNG). The major upgrade will provide a continuously current DCS, sustain the productivity and safety of MLNG’s liquid natural gas operations in Bintulu, Sarawak, Malaysia. The project is expected to be completed by 2014.
“We are proud to be selected for this large-scale complex DCS migration with superior technology, proven migration methodologies and deep project expertise,” said Terence Chan, VP and MD, Invensys Operations Management, ASEAN, Japan and Taiwan. “This upgrade is key to help MLNG meet growing demand and its vision for world-class safety and productivity excellence.”
The current contract calls for upgrading all of MLNG’s existing distributed control systems to newer Foxboro I/A Series CP270 models.
“LNG trading volume is projected to significantly increase during the next 10 years as countries worldwide aggressively adopt it as a more environmentally friendly energy resource and as industrialising nations continue to demand reliable access to it,” said Medan Abdullah, MD, MLNG. “We need a scalable, new-generation DCS to help us to sustain our role as a major LNG player, as well as reduce costs and help us maintain the safety and integrity of our operations. This upgrade will extend the life of our plant control system, equip us with the necessary gateway for future technology enhancements and enable us to achieve safety and productivity excellence.”
Joso
n N
g, S
inga
por
e
Joso
n N
g, S
inga
por
e

10 industrial automation asia | June/July 2010
Industry News
Singapore: China’s growing affluence, increases in healthcare spending, and government initiatives in healthcare reform are driving a growing need for quality healthcare services in the country.
In 2009, the Chinese Central Government earmarked RMB850 billion (US$124 billion) for healthcare reform, focusing on five key thrusts: expanding universal medical coverage, strengthening the primary healthcare infrastructure, developing a basic medicine system, reforming state-owned hospitals, and improving access to basic medical care.
The move signals a commitment to improving China’s public healthcare system and to provide equitable access to quality healthcare for all.
China A Growth Market For Singapore Healthcare Services Players
Munich, Germany: The reaction process machinery division of KraussMaffei concluded a cooperation agreement with Dieffenbacher on April 15, 2010 for the worldwide sale of machines for the high-pressure resin transfer moulding process (HP-RTM machines). In their cooperation, the two companies have the market for CFRP components in the automotive industry in their sights.
The high-pressure resin transfer moulding process for carbon fibre composites is set to take on a key role in automobile technology in future: Through their shared marketing, KraussMaffei and Dieffenbacher are offering turnkey solutions for this process to customers all over the world, from a single source. An important part of the cooperation is also focussed on joint future developments, such as in minimising process times in order to increase efficiency even further.
This trend is confirmed by current demand for body-in-white parts to be used in electric and hybrid vehicles. The difficulty of handling the semifinished fibre parts (fabrics and scrims) means that vertical presses are needed for this task, in which
To further drive public sector hospital reform, the government announced earlier this year that 16 Chinese cities will be identified to conduct pilot hospital reform projects, and several provinces have since responded with roll-out plans.
Urging Singapore healthcare industry players to tap on the growing market, IE Singapore assistant CEO Yew Sung Pei said: “We hope to have fruitful exchanges with key officials and players in Guangdong’s healthcare sector to understand their needs and explore mutual collaboration. Singapore companies are generally more familiar with Shanghai and Beijing, but IE Singapore sees unexplored potential in other vibrant markets such as Guangdong,
Jiangsu and Shandong provinces, where our value chain of players ranging from healthcare service providers, trainers and medical device players can contribute.”
China’s growing affluence also makes it an important market for Singapore companies seeking new, sustainable growth opportunities and partnerships.
China’s projected GDP growth in 2010 is a healthy 9.5 percent, with 25 out of the country’s 31 provinces GDP growth rate exceeding the national average of 7.1 percent. This rising affluence and increasing urban lifestyles evident across second and third tier cities, coupled with a fast aging population, are spurring greater need for reliable and quality healthcare in many cities.
the items to be pressed can be loaded and draped into the lower dies.
The subsequent process of filling with epoxy resin or polyurethane is performed using high-precision mixing heads in order to avoid degradation of the fabric. These mixing heads are directly flange-mounted on the mould. The pressure within the die
during the curing process (reaction process) is up to 100 bar.
Future joint developments such as minimising the reaction duration will also be an important part of the cooperation, because the process time is a significant factor in determining economic viability.
Cooperation Agreement Between KraussMaffei & Dieffenbacher

June/July 2010 | industrial automation asia 11
Industry News
National Instruments Endows Multimedia University With RM1.9 Million
Selangor, Malaysia: Students from Multimedia University can look forward to attending classes and doing projects in a laboratory equipped with National Instruments graphical programming software and hardware in the near future.
National Instruments (NI) and Multimedia University (MMU) are announcing their collaboration, which will see MMU laboratory being outfitted with a complete development platform comprising of graphical programming sof tware and computer-based measurement hardware as their main research and instructional platform worth RM1.9 million (US$570,000).
“Being a worldwide technology leader, NI is positioned to contribute to the local community by collaborating with key academic partners such as MMU,” said Chandran Nair, managing director for NI ASEAN. “By engaging students with technology in an interactive, hands-on learning environment, we can inspire today’s students to become tomorrow’s innovators.”
Both parties signed the Memorandum of Understanding (MOU) to officialise the partnership at MMU.
Signing on behalf of MMU was its President, Prof Dr Zaharin bin Yusoff. “This is an important milestone for MMU. For the past two years we have been gearing up to transform ourselves into a research university. National Instruments’ contribution will add invaluable impetus to our efforts.”
With this endowment, MMU students wi l l be able to apply
textbook theories and transform their knowledge into engineering innovations using commercial off-the-shelf products. This invaluable
hands-on experience will give MMU students a competitive edge over their peers, preparing them for careers in the technology industries.
Premier Farnell To Offer Recom Solutions & ProductsSingapore: Premier Farnellhas been appointed as the multi-channel distributor by Recom Asia.
With this distribution agreement, Recom’s AC-DC and DC-DC power modules, switching regulators and LED drivers will be available to the end-users in the industrial controls, lighting, medical, military, transportation and energy industries.
Customers will enjoy online ordering on the Premier Farnell website and customer contact centres throughout the Asia Pacific. RECOM’s products will be stocked at Premier Farnell’s distribution centre located in Singapore, enabling same-day despatch to the rest of Asia Pacific, with no minimum order quantity or value required.

12 industrial automation asia | June/July 2010
Industry News
Winners Of Design Contest Announced
Guangzhou, China: ZWCAD Software has announced the winners of its ZWCAD Design Contest 2010, a creative challenge for architects, engineers, designers and drafters from around the globe to use ZWCAD 2010 to design something they might expect to see in the year 2015.
The contest and the announcement of the winners are the conclusion of the initial launch of the ZWCAD 2010 promotion campaign.
Missler Software Opens Subsidiary In Switzerland
Evry, France: Missler Software has opened a development centre in Delémont, in the French-speaking part of Switzerland. The subsidiary is called Missler Software Switzerland and will be in charge of the development of CAD/CAM solutions for the Swiss turn market, an activity which Missler Software believes to be complementary to its core CAD/CAM TopSolid range. Four employees will be based in the offices.
Marc Choquin, French sales director for Missler Software, explains the increasing necessity for manufacturers to have a high-performance programming and simulation program enabling them to carry out preparatory machining operations in the background while other machining operations happen in parallel: “Swiss turn machines are increasingly complex, notably in the setting up, tuning and program-optimisation stages which all take place simultaneously. Being aware of and having studied the limits of standard CAM packages to program this type of machine, Missler Software has decided to invest in the swiss turn market to meet the complex needs present.”
Endress+Hauser Inaugurates Competence Centre For Silicon Pressure SensorsReinach, Switzerland: Endress+Hauser has inaugurated an establishment southwest of Berlin. The company intends to drive ahead its research and development as well as the production of silicon pressure sensors in Stahnsdorf.
At the opening ceremony, CEO Klaus Endress and MD Matthias Altendorf welcomed, among other guests, District Administrator Wolfgang Blasig and the Stahnsdorf Mayor, Bernd Albers.
Modern cleanrooms in which the high-tech products are generated cover an area of 1,100 sq m. Sophisticated air conditioning and protective gear for the associates provide Cleanroom Class 1,000 with almost no particles.
The Stahnsdorf site produces silicon sensors and sensor assemblies for pressure instruments. Final assembly takes place in Maulburg in southern Baden but also in plants in India, China, Japan and the US. Endress+Hauser products for industrial process engineering are used in all industries worldwide.

June/July 2010 | industrial automation asia 13
Industry News
Schmersal Broadens Portfolio Of Services
Germany: The Schmersal Group broadens its service offer with respect to machinery safety. The ‘Safety Consulting’ service aims at providing the company’s customers with comprehensive consultancy regarding issues such as the implementation of directives and standards in actual constructional practice.
In recent months, experienced engineers from German plants as well as from multiple European subsidiaries have been qualified as machinery safety experts. They are already on duty in the application centre, where they closely collaborate with the local sales engineers and the product management. In other nations, like China and the US, the consultants will be qualified in September 2010.
The key task of the Safety Consultants will consist in providing the customers with qualified answers to their questions, eg which type of safety system must be used, how the safety system must be
integrated in the control system and the functionalities of the machine and how the programmable electronic safety system can be configured to optimally meet both the safety requirements and the productivity specifications of the machine.
The assessment of the required performance level to EN ISO 13849-1 and the calculation of the actual performance level for the selected safety system are two other tasks that the safety consultants accomplish for the customers.
London, UK: Honeywell has signed an agreement valued at approximately US$142 million to acquire Matrikon. The acquisition will strengthen Honeywell’s position in the high-growth oil and gas and power value chains and increase its global footprint in key regions. The transaction is subject to approval by Matrikon’s shareowners.
Matrikon will be integrated into Honeywell Process Solutions,
Honeywell To Acquire Matrikon
which is part of Honeywell’s Automation and Control Solutions business group.
Matrikon will bring to Honeywell complementary applications that monitor oil and gas well performance and mining equipment, as well as supply chain solutions for mining. Matrikon’s cyber-security and alarm management solutions also align with Honeywell’s solutions for process safety and security.
Dani Simmonds, US

14 industrial automation asia | June/July 2010
Industry News
Metso Purchases Viconsys Machine Vision Systems Business
Helsinki, Finland: Metso has acquired Viconsys web inspection and web break system business. The acquired business, comprising around 30 persons, will be affiliated to Metso’s Energy and Environmental Technology Segment. The target of the acquisition is to complete the automation product and service offering to the paper industry. The expanding product offering will fi t well to Metso’s global sales and service network.
End Users Invited To Nominate Their Plant For HART AwardTexas, USA: End users around the world are invited to enter their plant for recognition in the 9th Annual HART Plant of the Year Awards Program.
Presented annually by the HART Communication Foundation, the award is an international award presented to end user companies in the process automation industry to recognise the exceptional application of HART technology. Nominations are encouraged from all world areas and will be accepted through July 15, 2010.
“We are seeking the plant that has taken the capabilities of their HART instruments beyond confi guration and calibration,” says the organisation’s executive director Ron Helson. “Or, the plant that is using real-time diagnostics and process variables in HART-enabled devices integrated with control, information, asset management or safety systems.”
Selection of the award is based on a plant’s use of HART technology not on the size of the installation. Nominations are welcomed from end users and/or suppliers.
New York, USA: Consumers are not willing to allow electricity providers to remotely limit the use of their home appliances as part of electricity management plans without signifi cant rate discounts, according to a report issued by Accenture. The report also found that almost half of consumers would be deterred from joining electricity management programs if their electricity bills were to increase as a result.
‘Understanding Consumer Preferences in Energy Effi ciency’, based on a global survey of more than 9,000 consumers in 17 countries, found that while some consumers are open to the idea of moving to electricity management plans — under which suppliers can actively help households use energy more effi ciently through the remote limiting of when home appliances are used — they demand very large price discounts in return.
When asked what would discourage them from using electricity management programs, 46 percent of the consumers surveyed cited higher electricity bills — despite the fact that electricity management programs are designed to reduce usage during peak time rates and therefore lower costs.
In addition, more than two in fi ve respondents (41 percent) cited as a deterrent their energy provider’s selling, at a profi t, the electricity they themselves saved, and one-third (32 percent) said they would be discouraged from using electricity management programs if it would give their electricity provider greater access to their personal electricity consumption data.
“In the new energy era, residential consumers who allow major household appliances to run at off-peak times will potentially receive a fi nancial benefi t,” said Greg Guthridge, managing director of Accenture’s Utility Customer Care Practice. “However, utilities must address consumer concerns about external control, privacy and lifestyle implications before broad-based adoption by consumers will occur. In the end, they need to articulate a simple and intuitive value-proposition that resonates with the end-consumer.”
The report also found that while 75 percent of consumers believe they understand the actions they need to take to optimise their electricity consumption, only 28 percent are aware of and understand programs offered by electricity providers to help them do so.
Further, only 29 percent of consumers said they trust their electricity providers to advise them on actions they can take to optimise their electricity consumption. This trust is lowest in deregulated markets such as Germany (10 percent of respondents), Sweden (16 percent) and the United Kingdom (17 percent) and highest in regulated markets such as Singapore (54 percent), China (41 percent) and South Korea (40 percent).
Only 20 percent of consumers said they trust online service providers to advise them on actions they can take to optimise their electricity consumption, and even fewer — 13 percent — said they trust retailers, equipment manufacturers, cable television or telecommunications companies to do so. The most trusted sources of energy-effi ciency advice are environmental associations and academic / scientifi c associations, cited by 53 percent and 51 percent of respondents, respectively.
Consumers Unwilling To Allow Electricity Suppliers To Remotely Limit Energy Use Without Signifi cant Price Discount
Stephen Davies, UK

June/July 2010 | industrial automation asia 15
Industry News
Birmingham, UK: Delcam has announced that the company has completed a decade as a leading CAM specialist. The latest NC Software and Related Services Market report from leading analysts CIMdata shows that, in 2009, Delcam again had the highest vendor revenues of all the CAM-centric companies.
The breadth of the current Delcam range should enable the company to continue its growth, according to Delcam marketing manager, Peter Dickin. “Our set of CAM programs comprises of a comprehensive collection of machining software, giving us an ability to provide solutions to all of a company’s programming needs,” he claimed. “This benefits larger companies, which can meet all of their CAM needs from a single supplier. At the same time, smaller companies can choose exactly the system they need for their particular combination of products and machine tools, rather than having to accept a compromise solution from a CAM supplier with a more limited range of software.”
Delcam Completes 10 years As CAM Specialist
MAG’s Renewable Energy Solutions Unit Starts
Stuttgart, Germany: MAG has recently formed a renewable energy business unit providing automation solutions for solar panel and wind turbine manufacturing.
The business’s operations are based in Schaffhausen, Switzerland, and Hebron, Kentucky, and are headed by Dr Siegfried Schmalzried in Europe/Asia and Joe Jones in the Americas. According to Dr Schmalzried, the renewable energy business is off to a strong start.
“In recent months, we have secured more than €20 million (US$25 million) in contracts, which represents an approximate 30 percent share of our targeted market,” he stated.
Emerson Opens US$30 Million Global Innovation Centre Iowa, USA: Emerson Process Management has opened the Emerson Innovation Center – Fisher Technology in Marshalltown, Iowa. This US$30 million investment is designed to help customers tackle the toughest engineering challenges facing today’s process manufacturing and energy industries.
The world’s appetite for energy is driving the development of next-generation nuclear plants, mega-train liquefied natural gas (LNG) plants, and large oil and gas refineries, which require larger capacities and highly engineered control valves and instrumentation.
The 136,000 square foot innovation centre is designed to help companies deliver record volumes of natural gas and other forms of energy and consume less in the process, reducing costs and making plants run quieter and with
reduced greenhouse emissions.The centre is home to the world’s largest ‘flow lab’ that, for
the first time, enables large valves to be tested in real-world plant conditions to ensure production reliability, efficiency, environmental compliance, and safety before being installed at a customer site.
The centre’s flow lab has enough capacity to fill an Olympic-sized pool in just over eight minutes, or a Goodyear blimp in about 12 seconds. Control valves can be tested at pressures up to 3,500 psi (pounds per square inch), the equivalent of providing enough force to support a sport utility vehicle on a postage stamp.
Meanwhile, the centre also is home to a 26,000-square-foot sound chamber in which Emerson can develop and verify noise levels of new devices before a customer’s plant is built.

Newsdesk
16 industrial automation asia | May 2009
deskNewsNewsdeskdeskNewsdesk
16 industrial automation asia | June/July 2010
THE Task Force ( TF) pumps of the CAN in Automation (CiA) international users’ and m a n u f a c t u re r s ’ gro u p h a s published the version 1.0 of the CANopen device profile for pumps (CiA 450).
The profile specifies the CANopen interfaces for generic and liquid pumps. On request, the CANopen interfaces for process vacuum and turbo vacuum pumps will be speci� ed, too. The specification is based on the bus-independent profile fo r p u m p s d e v e l o p e d b y VDMA (German association of machine builders).
The pro� le de� nes the pump configuration data, control and status information as well as the values measured by the pump electronics. Operation behaviour of the pumps is control led via the defined state machines. Emergency messages failures, warnings or alarms are indicated to the user. Also multiple pumps m ay b e o p e rate d v i a t h e same CANopen interface. The profile is currently available for CiA members.
Device Profi le For Pumps Released
Device Profi le For Inclinometer
CIA has released the CiA 410 CANopen device profile for inclinometer version 1.3 as draft standard (DS). The device profile is intended for one- and two-axis inclinometers sensing the longitudinal and lateral slope values and providing them with a 16-bit or 32-bit resolution.Beside of editorial clarifications the PDO (process data object) description was extended by the definition of the counter start value for synchronous process data transmission. The specification is downloadable free-of-charge.
ENQUIRY NO. 4101 ENQUIRY NO. 4103
ENQUIRY NO. 4102
CSC02 Certifi ed By TÜV
TÜV Rhineland Group has certified the CANopen-Safety-Chip (CSC02) for safety-related applications up to SIL 3 (Safety Integrity Level) according to the IEC 61508 standard (test-report 968/EL 215.02/09).
The CSC02 is based on the M306N416-bit micro-controller by Renesas. On chip are two CAN modules, which are used to achieve redundancy. The CAN transceiver and the cable may be implemented by as one-channel solution. Necessary external circuitry such as watch-dog and clock generator are not in the scope of the pre-certi� cation.
“The CSC02 as one-chip solution doesn’t consume much space,” said Thilo Schumann from CiA. “It is dedicated for sensors and simply actuators, but may be also used as communication co-processor in more complex devices.”
The pre-programmed chip comes with certified CANopen Safety firmware inclusive CANopen protocol stack. The device-specific safety application program needs to be downloaded by the device manufacturer, and shall be certi� ed by TÜV or another authority.

Asia
June/July 2010 | industrial automation asia 17
IN order to provide ideal support to dr ive vendors with in the E t h e r C AT Te c h n o l o g y G r o u p (ETG), the EtherCAT Slave Sample Code now includes the CANopen drive profile according to the ETG implementation guideline.
With this update, the sample code becomes even simpler for drive vendors to utilise EtherCAT. The common code basis leads to unified interfaces and simplified setup, especially considering that the drive parameters have also been integrated into the EtherCAT conformance test tool.
The specifications cover not only the ‘how’ to communicate, but also the ‘what’: Device profiles define the functionality and their parameters as well as the content and formatting of the process data. IEC 61800-7 specifies the drive profiles that EtherCAT uses: part 201 of the standard is the CANopen
drive pro� le CiA402, while part 204 is the SERCOS drive pro� le.
Simple InterfaceThe implementation guideline of the EtherCAT Technology Group for CiA 402 selects the cyclic s y n c h ro n o u s c o m m u n i c a t i o n modes among the various drive operation modes: they are not only the ones with the best performance, but also have the fewest parameters and provide the simplest interface as a result.
These operation modes have been covered by the EtherCAT conformance test tool for some time. The new development is their implementation in the sample code for slave devices, which is shipping with the EtherCAT slave evaluation kits. So far Beckhoff Automation has shipped over 700 of these kits and the kit purchasers get the enhanced code as a free update.
Supporting Industry-Wide AdoptionRainer Ho� mann, who is in charge of the code within the ETG Team, says: “Even though we do not consider the Slave Sample Code to be the official reference slave application code, it has gained this de-facto status due to its wide distribution. Many EtherCAT drives support the CANopen device profile, but so far some of them only support the classic operation modes, which were developed with CAN performance in mind. Now it is easier to also integrate the new, faster and yet simpler CAN operation modes in EtherCAT devices. Drive vendors who are just starting with EtherCAT can base their development on this software right away. Enhancing the code with this drive functionality facilitates the unification of the interfaces and will support the further adoption of EtherCAT industry-wide.”
DrivesCode For
Simplifi es DevelopmentCode
Sample
ENQUIRY NO. 4104

Industry Updates
ENQUIRY NO. 4106
ENQUIRY NO. 4105
IN order to achieve a coordinated and standardised approach for energy management, PI (Profibus & P r o f i n e t I n t e r n a t i o n a l ) in i t iated development work on a solution. As part of this solution, equipment is to be switched off not only during idle times, such as weekends and holidays. Rather, it will also be possible to switch off individual equipment components or entire systems during brief as well as unscheduled pauses. In addition measuring, transmitt ing and format of energy measured values are defined – important basis for an active energy management.
T h a n k s t o t h e a c t i v e c o l l a b o r a t i o n o f v a r i o u s companies and universities, it was possible to conclude work on the Profienergy definition on schedule in January 2010. This is possible because of the ability to quickly and easily implement Profienergy into existing devices without adverse e� ects.
For this reason, users have begun to integrate Profienergy into their plant concepts based on prototype devices. Accordingly, initial references are expected before the end of 2010.
P I i s s u p p o r t i n g t h e dissemination of Profienergy through multiple activities. It is offering a White Paper entitled, ‘The Profienergy Profile’, which p r o v i d e s a c o m p r e h e n s i v e over view of the new energy savings prof i le, i ts mode of o p e rat i o n , a d va nt a g e s , a n d savings potential, as well as a description of use cases.
Profi energy – The Next Step
ENQUIRY NO. 4107
18 industrial automation asia | Jun/Jul 2010
Profinet was able to continue its growth during the year of 2009 with 500,000 newly purchased devices – compared to 460,000 devices in 2008. As a result, the installed basis has now climbed to 2.1 million devices.
The number of Pro� bus devices sold worldwide rose by 3.1 million to a current total of 31.4 million. Of the total, 5.4 million are being used in process automation plants. As a result, Profibus is taking on an important role in this industry as well. The PA Profile V3.02 will accelerate the dissemination of Profibus in the process automation industry, since it contains a set of important features called for by end users.
The 220,000 purchased Profisafe devices in 2009 equals the number purchased the previous year. With its current installed base of 850,000 devices, Profisafe has posted striking evidence of its leading role in fieldbus-based safe communication systems.
Profi net Now With 2.1 Million Devices In The Market
THE certification concept of PI has contributed significantly to today’s international acceptance of Pro� net.
Meanwhile, the expenses for creating test specifications and test cases and for implementation in test systems have amounted to more than €0.5 million (US$0.6 million).
As a result of these investments and the dedicated efforts of the working groups, certification now covers the entire basic functionality of Profinet. This extends from IO devices with RT functionality and IRT functionality to IO controllers.
With conclusion of the work on certi� cation of Pro� net IO controllers, a final important step in the certification program was achieved. The controller certification is based on test scenarios for interoperability tests. Products that have passed the test receive certificates valid for three years.
Further activities pertain to the certification of supplemental functions, such as the parameter server. In the Profibus and Profinet world, this provides for uncomplicated access to the so-called individual parameters, thus device and/or manufacturer-specific field device data. This is especially critical for seamless device replacement. In order for the user to count on a high quality level in this case as well, a certi� cation for the parameter server is also available e� ective immediately.
Certifi cation Concept For Profi net Broadened

“ We’ve made radar level measurement even easier for you.”
New from VEGA: Radar level measurement with still more precision and certainty.
From standard measurement to the most di� cult measuring task – the new application-oriented instrument parameterization makes using VEGAPULS radar sensors even simpler. Intelligent software and cutting-edge electronics technologies make it possible.
www.vega.com/innovation
ENQUIRY NO. 139

20 industrial automation asia | June/July 2010
ISSUES & INSIGHTS
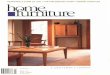
Figure 1: Switch Ring Topology
A Device-Level Ring (DLR) solution helps simplifi es network architectures and reduce installation costs. By Joseph C Lee, product manager and Jessica Forguites, product specialist, Rockwell Automation
Control Level Network Resiliency Using
Ring Topologies
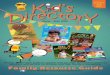
Figure 2: Device-Level Ring Topology
M any Ethernet applications require some level of network resiliency – such as a critical
operation or an installation with a vulnerable cabling system.
Spanning Tree Protocol (STP), Link Aggregation and proprietary Ring protocols are all technologies available to build a fault-tolerant network on Ethernet. Each solution provides a different level of fault tolerance and deciding which to use depends on the application requirements and installation practicability.
Resilient Ring NetworkFor automation systems, a ring solution is the most commonly used method for control level network
resiliency. This is mainly due to its installation simplicity and speedy network recovery performance.
Unlike a more complex resilient topology, such as a redundant-star, the ring topology simplifies the network design and requires less cabling which helps reduce wiring and installing costs. In addition, its relatively responsive network recover y time helps minimise system downtime.
In a typical ring network, a series of Ethernet switches are connected to one another through designated ports to form a ring topology. Automation devices are then connected to these switches to establish communications on the network (Figure 1).
This topology guarantees a single fault-tolerant network in which communications between devices continue even if a link within the ring is broken. For example, Device A would continue communication to Device B with a cable break at Link X.
Device-Level Ring ProtocolAs industrial applications become more complex and data sensitive, the need for a reliable and robust network infrastructure increases. This is pushing control engineers to be more diligent in designing high-performance resilient networks while keeping implementation costs down.
The Device-Level Ring (DLR) solution, which ODVA introduced in 2009, was developed to meet t h o s e r e q u i r e m e n t s . U n l i k e t ypical r ing solutions , DLR is d e s i g n e d to b e d e p l oye d at

June/July 2010 | industrial automation asia 21
ENQUIRY NO. 4201
the end devices instead of the switches.
T h e p r o t o c o l e n a b l e s EtherNet/IP devices, equipped w ith dual n e t wo r k p o r t s , to connect directly to neighboring nodes to form a ring topology (Figure 2). A ring topology at the device level greatly reduces the number of wires on the network, as well as the number of needed industrial Ethernet switches.
The flexibility of the solution allows connectivity between a DLR network and other external net work s regardless of their net work topologies. All DLR-compliant products are assured interoperability, making this protocol a great network solution for multi-vendor EtherNet/IP systems.
DLR OperationThe fundamental operation of the DLR protocol is similar to that of other ring protocols. A ring node is designated as the ‘active supervisor’ on the network.
The core function of the active-supervisor node is to prevent data from traveling in loops by logically blocking one of its ports. Furthermore, the active supervisor continuously transmits beacon packets through both of its ports at a pre-configured interval.
The detection of the returning b e a c o n p a c k e t s a l l o w s t h e supervisor to determine the state of the network. If a network fault is detected, diagnostic information is readily available at the active supervisor. Users can manipulate this information in a controller program or display it on HMI screens.
For example, if a cable break occurs, the exact location of the break can be obtained from the active-supervisor node to help an engineer quickly remedy the issue.
In addition, backup supervisors can be configured on the network to provide redundant supervisory support in case of a failure at the active-supervisor node.
DLR PerformanceThe DLR protocol offers a solution for applicat ions that require extremely fast recovery times. The typical recovery time for a 50-node ring is less than 3 ms.
This represents the time it takes to detect a ring fault until the time the network is restored, allowing communications to continue. From a system point of view, the quick recovery time means ring failures are essentially transparent to the devices on the network.
This transparency allows the system to continue operations without any interruptions. By l e v e r a g i n g t h e d i a g n o s t i c capability in the protocol, break points are easily identif ied and maintenance can be scheduled at a convenient time.
In addit ion, DLR suppor ts standard IEEE 802.3 and is fully compatible with all EtherNet/IP applications, including advanced solutions such as CIP Safety and CIP Motion.
Switch services, such as QoS (802.1Q/D), are embedded into DLR
to help prioritise data transmission to ensure critical data can be delivered in a timely fashion on the ring network.
DLR Versus Other Ring ProtocolsThe following table provides a snapshot comparison between the DLR and other ring solutions available today.
T h e D L R s o l u t i o n f r o m ODVA helps simplif ies network a r c h i t e c t u r e s a n d r e d u c e installation costs. Furthermore, the protocol’s superior network recovery performance significantly reduces downtime for even the most demanding applications.
In automation applications, the ring topology remains the most practical option for network resiliency. DLR provides control engineers with a viable solution that pushes resiliency down another network layer, further increasing the application’s reliability and robustness.

22 industrial automation asia | June/July 2010
ISSUES & INSIGHTS
Smart Grid:
Energising
WorldThe
The Smart Grid will continue to evolve and will demand solutions that include wired connectivity, public wireless and private wireless networks. By David Mayne, director of business development, Digi International
T echnology is rapidly changing the way we approach almost everything we do in life. A variety of influencing factors are causing utilities
to get on-board with the latest Smart Grid technologies and placing consumers in the driver seat when it comes to energy conservation.
There are a myriad of approaches being explored to provide everyone with accurate data and allowing something as complex as the energy grid to be able to operate efficiently and intelligently. By staying flexible and using a variety of communication resources, the Smart Grid will mean many things to many people.
What Is The Smart Grid?The ‘Smart Grid’ is a term that most of us had never heard five years ago. Today, this phrase generates 2,514,000 hits on Google and is the subject of state and federal legislation.
The Smart Grid is referenced as a possible solution to terrorist attacks, a method for minimising climate change, and a means of stimulating sustainable economic growth for the global economy.
One would think that a technology delivering wide ranging impact on national security, the environment and the economy would be clearly defined and well understood.
Further investigation will highlight that this is not a single technology, network or solution, but rather an ecosystem that is evolving and will continue to evolve over several years.
The goal of the Smar t Grid is to provide communication, information and control to as many points on an energy distribution network as possible, maximising the efficiency, reliability and security of the system.
The specif ic requirements will var y, largely driven by the needs of the devices and applications associated with each sub-system. We have identified four characteristics that are common to all aspects of the Smart Grid:
• Create devices and sensors to capture information and provide control
• Collect communication devices and networks that provide connectivity to the devices
• Manage a network operating centre for managing the system
• Utilise applications that monitor and control the devices
Specific bandwidth, latency and cost targets will vary greatly for each device on the network, but the core characteristics remain consistent.
The industry is developing a system that provides actionable information from a broad range of devices,

June/July 2010 | industrial automation asia 23
EPRI defines the Smart Grid as, ‘A power system that serves millions of customers and has an intelligent communications infrastructure enabling the timely, secure and adaptable information flow needed to provide power to the evolving digital economy.’
EPRI fur ther suggests that the Smar t Grid represents the integration of an energy distribution network and information infrastructure appropriate to provide communication and control to a wide variety of locations. Doing so enables a broad set of services that benefit both utility operations, and consumers of energy.
These opportunities have opened the door for an extensive list of companies, both large and small, to introduce communication solutions and applications. Each offering attempts to stake claim to providing a unique set of benefits to the Smart Grid.
The reality is that many communication solutions – public, private, wired and wireless – all can and will contribute to the overall ecosystem. Each technology provides a unique set of performance, cost and reliability goals that differentiate, but do not diminish, their contribution to the overall system. The challenge is not in defining the technology, but rather
and software solutions that enable stakeholders to provide time sensitive responses to the changing demands of the distribution grid.
This article focuses on the importance of maximising flexibility at both the device and application side of the Smart Grid. This system will continue to evolve and will demand solutions that include wired connectivity, public wireless and private wireless networks.
Defining A Smart GridThe system will be defined as much by the applications connected to the Smart Grid as they are by the network technologies utilised in the deployment.
Ask a person to define the Smart Grid and you will receive a wide range of answers. If you ask a meter engineer, they will suggest it is Advanced Metering Infrastructure (AMI). If you ask a protection and control engineer, they will suggest it provides substation and distribution automation services. A control room operator focuses on the benefits of distribution and outage management.
The responses by each group are 100 percent accurate, and demonstrate the wide ranging requirements of this emerging technology.
ENQU
IRY
NO.
134

24 industrial automation asia | June/July 2010
ISSUES & INSIGHTS
in efficiently and securely connecting these devices to their associated applications.
The architecture will enable continued innovation in Smart Grid applications such that a solution launched in 2017 can communicate with a device deployed in 2009. Utilisation of ‘middleware’ connectivity management solutions is a significant component that enables continued innovation in these deployments.
Why Does A Consumer Care?Most people are well informed about some forms of energy use, and completely blind to others. If you ask a person what kind of mileage their vehicle gets, they can likely provide an answer. Ask them what the price of gasoline is, and again they can offer a fairly quick and accurate response.
Consumers clearly understand the cost of driving and the impact it has on their wallet and the environment. To help manage this, automakers provide a dashboard that indicates fuel levels and in newer vehicles even consumption data. This information allows the consumer to actively participate in managing their energy usage.
If we turn the discussion to the person’s home, the responses are very different. How many kilowatt hours do they use in their home? Very few people can respond. What do they pay per kilowatt hour? Again, few can answer. How much money do they save if they raise their thermostat two degrees in the summer?
If their entire neighborhood purchased a plug-in Hybrid Electric Vehicle (PHEV), would their lights dim when everyone returned home from work and plugged them in? These are questions few people are comfortable discussing.
One of the key goals of the Smart Grid is to allow energy consumers to participate in decisions regarding their usage. Whether the goal is to save money or to help the environment, the system must provide near real-time communications and control services.
Implementing an application does not mandate use of any specific communication technology. The core requirements are not defined by a 3G cellular network, a ZigBee radio, or any other network technology. They require a consistent and reliable means of passing information from the application to the associated devices.
Digi launched a product called iDigi Energy to provide this information pipeline. The goal of this system is to remove the complexities of the network technology, topology and management away from the core energy application. This allows new services and communication technologies to be rapidly adopted – enabling the Smart Grid to gracefully evolve through continued innovation
These energy dashboard solutions not only provide consumers with a heightened awareness of their energy usage, but as the Smart Grid matures, time-based rates will become much more prevalent.
If the environmental and convenience benefits are not sufficient enough to drive market adoption, the economic motivators of time-based energy rates will ensure wide-spread usage of these tools.
M a n u f a c t u r e r - s p o n s o r e d s t u d i e s h a v e demonstrated an 11-20 percent reduction in energy consumption through the use of an in-home display or other energy management portal. Benefits to the grid include both a reduction in peak-load and load shifting – both are key benefits provided by the Smart Grid.
Consumers understand the cost of driving and the impact it has on their wallet and the environment

June/July 2010 | industrial automation asia 25
ENQUIRY NO. 4202
Why Does A Utility Care?Many utilities today define several groups or divisions that manage software, communications and grid measurement/control solutions optimised to deliver results for their specif ic depar tment. Sharing information on a real-time basis between each of these technology ‘silos’ is extremely difficult, impractical or simply impossible.
One of the key objectives of the Smart Grid is to integrate all systems onto a single operational service bus – such that data can be shared and the information captured is actionable across the entire utility infrastructure.
By implementing this transition, a utility can leverage real-time meter consumption data to facilitate intelligent decisions on grid level control circuits. If the metering system reports that the load of 10 meters served by a distribution transformer exceed the rating for that device, then the Smart Grid could elect to shut down (curtail) consumption from selected appliances.
This action improves the safety and reliability of the affected transformer. This is just one example of the operational benefits these systems are envisioned to provide.
Today, utilities offer demand side management programs to many customers. Through these programs, a customer will receive a reduction in their energy bill in exchange for allowing high use appliances to be turned off by the utility periodically.
The consumer has little say as to when where, or how these actions are taken and the utility applies these load control events on a system wide basis – not targeted to specific areas of the grid that are running at peak capacity.
By improving the communication backbone of the grid and by integrating the metering, load management and distribution automation functions, intelligent controls can be performed. The utility can use interval meter data from the AMI system to determine regions that are nearing maximum load.
Software can optimised to review energy factors of a home enabling the utility to pre-cool in advance of a peak load condition or perform other functions to shift load to different times of the day.
Consumers can be notified through email, web-portals or in-home displays of pending events – and take action to help shift loads and minimise their energy bill. This might include turning off a pool pump, water heater or PHEV charging system.
Each of these actions requires communication, control and integrated software solutions. These are the defining elements of the Smart Grid and the focus of innovation in the coming years.
Time Equals MoneyThe combined forces of all networking technology utilised in the Smart Grid are aimed at time-sensitive collection of energy consumption data. Whether utilising power-line carrier, fibre, cellular or proprietary wireless communications, the goal is to determine what energy is being used, and more importantly, when!
If I commute to the office during rush hour, I use far more gas than in the middle of the day; hence my costs (environmental and economical) are much higher than if I try to shift my driving patterns.
The same is true for energy consumption. If I use electricity during the ‘electrical rush hour’, the cost to the utility is significantly higher – yet in most cases they are unable to pass that extra cost on to the consumer.
The Smart Grid is the first broad reaching initiative enabling utilities to better map costs to price, which in turn will strengthen support and adoption of time-based rate structures. This will greatly increase the need for ‘energy dashboard’ tools communicating rate and consumption data to consumers, and will rapidly expand the number of people actively participating in load shifting programs.
Once again, these challenges do not define a specific networking technology – but rather an information and control ecosystem that will utilise many networks – both wired and wireless – to promote an interactive, reliable and efficient energy delivery grid.

26 industrial automation asia | June/July 2010
CONTROL POINT
&
Automation engineers are beginning to seriously consider wireless solutions for all or part of their applications. By Jean Femia, information architect, Opto 22
PACs & I/O
Go Wirelessseveral concerns remain. Among them are security, network performance and reliability, availability and cost of I/O components, and the necessity of choosing between wired and wireless solutions up front.
SecurityWireless network security has been notoriously easy to compromise. Just stand outside an apartment building with a laptop and check the available wireless networks. How many can you access without even a password?
But while personal wireless networks often remain insecure, security standards for business, industrial, and government use have been developed over the last several years and adopted by most organisations.
The earlier WEP (Wired Equivalent Privacy) security algorithm, which was found to have serious flaws, has been superseded by much stronger and more secure transmission algorithms.
Wi-Fi Protected Access (WPA), including the Temporal Key Integrity Protocol (TKIP), replaced the older WEP algorithm in 2003. The more recent WPA2, introduced in 2004, uses the even more secure Advanced Encryption Standard (AES) 802.11i algorithm.
Go WirelessPACs & I/O
Go WirelessPACs & I/O
T he automation industry increasingly finds wireless attractive, and for several reasons:
• Running a wired network incurs signifi cant labour and material costs, while wireless networks cost far less
• Wireless off ers connectivity for remote areas or areas not currently served by wired networks
• Wireless controllers and I/O can manage devices and processes even in inaccessible areas, or areas where network wiring is diff icult or impossible to install
• And wireless can off er a way to provide proof-of-concept for a new project before incurring the expense of a wired network
For all these reasons, automation engineers are beginning to seriously consider wireless solutions (specifically WLAN, wireless Ethernet, or Wi-Fi) for all or part of their applications.
But with all these good reasons to use wireless,

June/July 2010 | industrial automation asia 27
WPA2’s AES algorithm is compliant with National Institute of Standards and Technology (NIST) FIPS 140-2, required by some government agencies and corporations. These standards can protect a robust communication system. For secure communications, WPA2-compliant products should be used for industrial wireless implementations today.
Network Performance & ReliabilityThe reliability of a wireless network depends on a number of things, including network size, physical environment, number of network users and how heavy their use is, and interference from other devices.
For a small all-wireless network, devices may perform well in ad hoc mode (peer to peer), where each device can detect and communicate with any other similarly configured device within range. This mode requires a smaller expenditure on network hardware and can be especially useful for a temporary wireless network.
For a larger network, infrastructure mode is usually more suitable. Infrastructure mode routes communication through one or more wireless access points (APs).
Since wireless communications are based on radio signals that travel through air, physical environment plays a clear role in how well the network performs. Any obstacle - wood, metal, concrete – will impede the signal as it travels.
The solution is to strategically place APs, wireless routers, and wireless repeaters as needed to cover the entire area requiring wireless transmission.
Network reliability also depends on the number of network users and the nature of their use. Simple data transfer usually requires little bandwidth; heavier use, such as transferring large files or interacting with multimedia, can slow network traffic considerably.
Networks using the 802.11a or g standard are faster (maximum 54 Mbps) than those using 802.11b (maximum 11 Mbps).
RF (radio frequency) inter ference and EMC (electromagnetic compatibility) problems reduce network reliability when other devices—such as cordless phones, Bluetooth devices, even microwave ovens—interfere with wireless signal reception.
Reducing interference from other devices may involve changing channel frequency within a range or moving into a less crowded frequency.
Wireless networks compatible with 802.11b and g standards, for example, use 2.4 GHz, a frequency shared by many devices. Moving to an 802.11a-compatible system, which uses 5 GHz, might offer less interference, although range may be shorter.
Wireless standards also differ in the number of non-overlapping channels they allow: 802.11b and g allow only three, so frequencies must be reused when more
than three APs are required in the same system. More channels are available in 802.11a.
Availability & Cost Of I/O ComponentsWhile concerns ab out wire less se cur i t y and performance are generally shared by users of all wireless networks, the concern about availability and cost of I/O components is unique to the automation industry.
Currently, most automation manufacturers who supply wireless products offer product lines that differ substantially from their regular lines.
A wireless solution may have been acquired by purchase or developed by a separate division, for example. Or a subset of the regular product line may be adaptable for wireless use by module carriers or similar devices. However, these solutions can cause problems for the automation customer.
As part of a separate wireless line or as a subset of regular products, wireless I/O may not include features the application requires - or features that just make design easier, such as simpler methods of wiring to field devices.

28 industrial automation asia | June/July 2010
CONTROL POINT
If an application needs specific signal inputs or channel-to-channel isolation, for example, the wireless I/O product line may not include them. Limited availability may mean costly workarounds or even eliminating wireless as a possibility.
To set up any size wireless network, automation engineers usually find they must buy special wireless components, such as module carriers, I/O modules, racks, and terminations. In nearly all cases, customers who install a wireless network for automation must carry a separate inventory of spares in addition to those required for their wired systems. Special components and additional spares increase the cost of a wireless system.
The best solution is to look for a manufacturer whose wireless line encompasses a large array of reliable I/O and requires very few extra components. Ideally, look for a manufacturer whose I/O line is independent of network type.
Necessity Of Choosing Solutions Up FrontAnother concern of automation engineers in using wireless technology stems from the availability and cost issues just discussed: if the wireless version of their vendor’s product line is different, engineers must choose at the beginning of a project whether to use wired or wireless communications. They must specify components and commit to a networking method up front.
Having to commit to a network in the early days of a project sets in stone portions of the system design, from overall approach to details of field connections.
If the chosen method proves disappointing, changing it means significant additional time and expense not only to buy, install, and configure new components, but also to redesign.
And these additional costs often include more than just I/O and network hardware components; they may also include software costs for licensing, training, and programming wireless I/O.
Ideally, wireless I/O from automation manufacturers would act more like the typical laptop computer, which includes both wired and wireless capability and can therefore adapt to a wired or wireless network, while offering the same functions and using the same software with either method. Long after you purchase the laptop, you can choose the network type or change from wired to wireless as circumstances dictate.
Addressing Wireless ConcernsAutomation manufacturers could go a long way toward addressing engineers’ concerns about wireless if they could do just four things:
• Include broad support for wireless standards - not just 802.11b - to give engineers options to improve individual system reliability
• Include support for the best available security standards
• Offer a full range of wireless I/O - ideally the same product line used for wired networks - and reduce the number of extra components or adapters needed for a wireless installation
• Design controllers and I/O that can communicate with both wired and wireless Ethernet networks, as needed
Although wireless solutions provide many advantages, several concerns still remain
For real flexibility, wireless controllers and I/O should support both wired and wireless communication, just like a laptop computer

June/July 2010 | industrial automation asia 29
Broad Support For Wireless StandardsIncluding broad support for wireless standards, manufacturers could go beyond 802.11b and give automation engineers additional options to address their individual wireless applications.
If support were included for all three of the most commonly used wireless standards in the world today - IEEE-802.11a, b, and g - engineers could use wireless access points, routers, and repeaters from nearly any vendor to build their wireless networks.
Depending on system needs, they could choose the higher 5 GHz band to avoid interference from other devices, or they could choose a faster standard for higher throughput. They could also choose between ad hoc and infrastructure modes to suit the size and design of the network.
Support For The Best Available SecurityFor system security, WEP is no longer sufficient, and even WPA is less than ideal. WPA2 encryption algorithms with 802.11i AES provide the robust protection industrial wireless applications normally require.
However, since some applications may use an older standard or not require highly secure transmissions, support for all three standards - WEP, WPA, and WPA2 - should be included for backwards compatibility.
From the automation engineer’s viewpoint, a separate product line for wireless - or a subset of the normal wired product line - is difficult to work with. But being able to use the same I/O components in both wired and wireless networks would save time and money during design, implementation, and use.
• In the design phase, the engineer could specify I/O with confidence, knowing that he could use any I/O in the product line and that it would work with either network.
• During implementation, the same methods and costs for installing I/O and wiring to field devices would apply to both networks; there would be no need to retrain technicians. If communication is changed from wireless to wired at any time in the project, no additional costs would be incurred for I/O or field wiring.
• During system use, just one set of spares would need to be stocked for maintenance, even if both wireless and wired I/O were in place.
In addition, wireless would be considerably more attractive if manufacturers required fewer wireless components overall. Both initial system costs and the cost for stocking spares would be lower. ENQUIRY NO. 4301
Wired & Wireless SupportFor real flexibility, wireless controllers and I/O should support both wired and wireless communication, just like a laptop computer. If they can be used either wired or wirelessly - or, even better, both at the same time - difficult network decisions won’t have to be made at the beginning of a project. If an engineer designs a project using wireless technology and then discovers a wired network would be better, he can still use the same hardware.
Adding a wireless interface to wired controllers and I/O also offers new options for segmenting networks. For example, critical I/O and controller traffic could use the wired network interface, while less critical maintenance, troubleshooting, or local HMI tasks could be done wirelessly with a similarly configured laptop computer.
As in a laptop computer, the functions available in the controller and I/O should remain the same, no matter which network is being used. Only the physical medium would be different, so all I/O features and supported protocols would be the same.
Even software would not have to change. Because control and HMI programs would run on wired and wireless networks with no modification, there would be no additional cost involved for licensing, training, programming, and maintenance.

30 industrial automation asia | June/July 2010
SOFTWARE & NETWORKS
Automation IT couples industrial networking with Office IT innovation cycles to create a uniform, shared communication platform for all applications in manufacturing companies. By Andreas Huhmann, Strategy Consultant Connectivity & Networks, Germany, Harting Technology Group
Setting Pace
C o n v e r g i n g I T w o r l d s : H e re, a uni f o r m , share d communication platform for
Office IT and industrial automation forms the basis for an effective and efficient Automation IT network.
W i t h t h e i n t r o d u c t i o n o f Automation IT, the role of the network in the automation world changes. It is no longer the sole component of the application. The greater integration of all applications creates a shared communication platform, resulting in more efficient company processes in conjunction with network cost savings and higher speeds, matched by greater flexibility in manufacturing.
Instead of t wo re dundant n e t wo r k s that e x is t s i d e by side without interconnection, in this world, there is only one communication and transmission standard. And here, the pace is dictated by the Office IT.
This has consequences for the entire network infrastructure including active network components and cabling. The cabling has a key function. Only when the cabling can be used by all applications is the comprehensive use of uniform, active network components possible.
10 Gigabit CablingC a b l i n g w i t h a 10 G i g a b i t transmission rate is cer tainly n o t a n i m p o s s i b l e d r e a m . Applications such as RFID require a connection to the control unit and to ERP systems.
Thanks to the performance of these devices, many RFID devices, c a m e r a s a n d i n d u s t r i a l P C s available today are equipped with Gigabit Ethernet.
A new standard is already foreseeable and this allows us to make assumptions about future development. This means that restric ting cabling to Gigabit Ethernet would not give the user sufficient investment security for future projects.
Another argument is mutual
The
acceptance, namely in the IT areas and in automation. For IT, the EN 50173-x and ISO/IEC 11801 series of standards are an absolute given for universal use in applications.
As this infrastructure cabling is designed for a l i fec ycle of approximately 15 years, there is general consensus in the Office IT environment that the installed cabling should always be one class above the current broadband requirement.
As today’s applications in the LAN area require at least category 5, new cabling is consistently category 6. Consequently, a 10 Gigabit data rate is possible without changing the cabling.
From the point of view of a convergent Automation I T network, there are good reasons for following this practice for data requirements and this is, in part, already happening.
In industrial networks that are the responsibility of IT decision makers, office technologies are therefore used as a compromise solution that do not conform with ambient environments – in order to prevent reduced data processing performance.
An automation environment has different cabling requirements to those in the office area. On the one hand, the connectors, cables and other passive components used in the office cannot be used reliably in an industrial environment. On the other hand, in many cases, the topologies and channel models do not meet automation requirements.
Automation often requires the direct connection of two devices. The end-to-end link was defined for this. This, in turn, requires plugs that can be assembled in the field and not the jacks used in the Office IT.
Protection can only be achieved

You Know Cognex Vision
Want to know more? www.cognex.com/plusid
Quick, powerful, and reliable ID code reading requires
innovation that only Cognex® can deliver. Based on
our world beating vision technology, DataMan®
Industrial ID Readers and Verifiers offer unsurpassed
read rates for 1D bar codes and 2D data matrix codes.
DataMan can read virtually any code, even degraded
or low-contrast codes on dies, substrates, components,
encapsulated packages and PCBs. Simple to use and
easy to integrate, Cognex ID provides the perfect
answer to all your identification and traceability needs.
Do You Know Cognex ID?
Cognex Singapore Inc. 10 Anson Road, #30-06, International Plaza, Singapore 079903 Tel: +65 63255 700
June/July 2010 | industrial automation asia 31
in tough ambient conditions with suitable casings in IP 65/67 or with an alternative connector concept (approximately M12).
Convergence At High Requirement LevelIn order to achieve the close connection and interaction of Of f ice IT and automation, the requirements of both sides have to be taken into account to ensure that there are no limits in terms of data technology.
W ith e x is t in g te chn o l o g y, m a n u f a c t u r e r s o f n e t w o r k technologies continue to come up against limits. For example, in the past, the cable connection was always inseparable from the connector. This restricted the use of connection technologies unnecessarily.
A change in the mating face, for example, always involved a new installation. In turn, the available connection technologies differed in the various network areas. As Harting separates the mating face from the cable connection, the preLink technology in the application enables a previously unknown, unlimited flexibility.
In addition to the office RJ45, the M12 is supported in the two and four-pair variant. Depending on the environment, the plug or jack is simply snapped onto the cable providing either IP 20 or IP 67 protection. Thanks to the 10 Gigabit compatibility, the pre-assembled preLink always has a performance reserve.
A High Performance FutureA convergent Automation IT network also has to offer automation new possibilities. Above all, it has to move away from the impasse of two-way cabling since only four-pair cabling is capable of removing the performance restrictions to fast Ethernet (100 Megabit). Today’s standards for the automation profile (as per IEC 61918) reflect
generic industrial building cabling.Four-pair cabling affects both
the cable and the individual connectors. Consequently, Harting uses a fourpair construc t ion with contacts that are screened in pairs for the M12. This mating face is therefore suitable for the highest data rates with maximum transmission reliability.
T h is s t a n d a r d is e d v a r i a nt provides device manufacturers and users with future-proof solution that will outlast generations of devices. For devices that still employ the two-pair M12 connectors, preLink technology is ideal for ensuring the downward compatibility of the mating face.
ENQUIRY NO. 4401
ENQU
IRY
NO.
119

32 industrial automation asia | June/July 2010
SOFTWARE & NETWORKS
A Variable Frequency Drive (VFD) regulates the speed of a 3-phase AC electric motor by controlling the frequency and voltage of the power it delivers
to the motor. Today, these devices (also known as Adjustable
Speed Drives or Variable Speed Drives) are becoming prevalent in a wide range of applications throughout the industry, from motion control applications to ventilation systems, from wastewater processing facilities to machining areas, and many others.
VFDs offer many benefits; principal among them the ability to save a substantial amount of energy during motor operation. In that sense, these devices
Selecting an appropriate VFD cable can improve overall drive system longevity and reliability by mitigating the impact of refl ected waves. By Brian Shuman, RCDD, senior product development engineer, Belden
SystemVFD
Cabling A Reliable
represent both an attractive, ‘green’ engineering solution, and an economical choice. Other benefits include the ability to:
• maintain torque at levels to match the needs of the load
• improve process control
• reduce mechanical stress on 3-phase induction motors by providing a ‘soft start’
• improve an electrical system’s power factor
The way in which VFD -based systems are constructed and operated will have an impact on both the longevity and reliability of all the components of the system, as well as nearby or adjacent systems. This article focuses on the motor-supply cable in the VFD/motor system. It looks at some fundamental cable design considerations, and presents suggestions for installation.
Evaluation Of Cable Types Used For VFDs The most commonly recommended cables for VFD applications have been studied by Belden, in both a lab and a working application. Some wiring methods were not examined, such as THHN building wire in conduit, since their use has been shown to have detrimental eff ects, as outlined in other studies.
An exception to this exclusion was the use of PVC-Nylon insulated, PVC jacketed tray cables. These cables are the most commonly-installed type of industrial control cable, and though they are often misapplied for use in VFD applications, they were included in the tests for purposes of comparison.
In the testing, the following five cable designs were evaluated:
• XLPE (cross-linked polyethylene) insulated, foil/braid (85 percent) shielded, industrial PVC jacketed cable designed for VFD applications (600V/1000V rated)
• XLPE insulated, dual-copper tape shielded, industrial PVC jacketed cable designed for VFD applications (600V rated)
• XLPE insulated, continuously welded aluminum armored, industrial PVC jacketed cable designed for VFD applications (600V MC rating)
• PVC-nylon/PVC type TC (unshielded)
• PVC-nylon/PVC foil shield type TC

June/July 2010 | industrial automation asia 33
Figure 1: Schematic of a VFD setup
The cables investigated were used to interconnect a VFD to the AC motor. All testing was conducted using a current generation, IGBT-based, 480VAC, 5HP VFD, an inverter-duty rated AC motor, and relevant lab equipment, such as an LCR meter to characterise the cables and an oscilloscope to make voltage measurements.
Impact Of Cable Design On Motor & Cable Life Reflected waves caused by a cable-to-motor impedance mismatch are prevalent in all AC VFD applications. The magnitude of the problem depends on the length of the cable, the rise-time of the PWM (pulse width modulated) carrier wave, the voltage of the VFD, and the magnitude of the impedance difference between the motor and cable.
Under the right conditions, a pulse from the VFD can add to a pulse reflected back from the motor resulting in a doubling of voltage level, which could damage the cable or the components inside the drive.
A solution is the use of an XLPE cable insulation, a material with high impulse voltage breakdown levels. This makes the system more immune to failure from reflected wave and voltage spikes in a VFD application than a PVC material which is not recommended in these applications.
The impedance of the cable relative to the motor will be the primary mechanism outlined in this article. This is done because cable length is mostly determined by the layout of the application, rise times vary with the VFD output semiconductor and the voltage of the VFD is determined by the application.
First, let’s look at estimated motor impedance relative to motor size in HP over a range of horsepower ratings, as indicated in Figure 2.
Note that the cable impedance for 1 HP motor/drive combinations would need to be roughly 1,000 ohms to match the corresponding motor’s impedance. Unfortunately, a cable with such high characteristic impedance would require conductor spacing in excess of several feet. Obviously, this would be both impractical and very expensive.
In addition to other benefits, such as reduced capacitance, a more closely matched impedance can improve motor life. Table 1 lists the observed
line-to-line peak motor terminal voltages, as well as the impedance of the cables under test. The voltage measurements were taken using 120 ft cable lengths.
Table 1 shows typical impedance values for #12 AWG circuit conductors and is based on actual data. Cable impedance is influenced both by its geometry and materials used in its manufacture. The characteristic impedance of a cable is calculated using the following formula, where Zc = characteristic impedance, L = cable inductance, and C = cable capacitance: Zc = vL / C
Also in Table 1, note the inversely proportional relationship between the cable’s impedance and the peak motor terminal voltage: cables with higher impedance tended to result in lower peak motor terminal voltages. A cable’s design for impedance also impacts its useful life. Lower voltages across the motor terminals translate into the cable being exposed to lower voltages, increasing its life expectancy.
In addition, this reduces the likelihood of either the cable or the motor reaching its corona inception voltage (CIV). That ’s the point at which the air gap between two conductors in the cable, or two windings on the motor, breaks down via arcing or a spark under the high potential difference. If the CIV is reached, insulation failure can occur in the windings of the motor.
Corona discharge occurring between conductors of the cable can produce very high temperatures. If the insulation system of the cable is a thermoplastic material such as PVC, the phenomenon can cause premature cable burn-out or a short circuit due to a gradual, localised melting of the insulation. For this reason alone, thermoplastic insulations should not be used for VFD applications.
Figure 2: Motor impedance relative to motor size

34 industrial automation asia | June/July 2010
SOFTWARE & NETWORKS
On the other hand, thermoset insulation systems such as those based on XLPE are ideal materials for these applications because of the high temperature stability they exhibit. In their case, the heat generated from corona forms a thermally-isolating charred layer on the surface of the insulation, preventing further degradation. All cables used for VFDs should use a thermoset insulation system as a precautionary measure.
Understanding & Mitigating Radiated NoiseNoise radiated from a VFD cable is proportional to the amount of varying electric current within it. As cable lengths grow, so does the magnitude of reflected voltage. This transient over voltage, combined with the high amplitudes of current associated with VFDs, creates a significant source of radiated noise. By shielding the VFD cable, the noise can be controlled.
In the tests presented in this article, relative shielding effectiveness was observed by noting the magnitude of noise coupled to 10 ft of parallel unshielded instrumentation cable for each VFD cable type examined. The results of the shielding effectiveness testing are documented in Figure 3.
As demonstrated by its trace in that figure, foil shields are simply not robust enough to capture the volume of noise generated by VFDs. Unshielded cables connected between a VFD and a motor can radiate noise in excess of 80V to unshielded communication wires/cables, and in excess of 10V to
Figure 3: Noise coupled from VFD cables to unshielded instrumentation cable
Table 1: Impedance impact on motor terminal voltage using 120 ft of cable
shielded instrumentation cables. Moreover, the use of unshielded cables in conduits should be limited, as the conduit is an uncontrolled path to ground for the noise it captures.
Any equipment in the vicinity of the conduit or conduit hangers may be subject to an injection of this captured, common-mode noise. Therefore, unshielded cables in conduit are also not a recommended method for connecting VFDs to motors.
If radiated noise is an issue in an existing VFD installation, care should be taken when routing instrumentation/control cables in the surrounding area. Maintain as much separation as possible between such cables and VFD cables/leads. A minimum of one foot separation for shielded instrumentation cables, and three feet for unshielded instrumentation cables, is recommended.
If the cables must cross paths, try to minimise the amount of parallel runs, preferably crossing the instrument cable perpendicularly with the power/VFD cable.
If noise issues persist after these precautions are taken, use a non-metallic, vertical-tray flame rated fiber optic cable and media-converters or direct-connect fiber communication equipment for the instrumentation circuit.
Other mitigation techniques may also be required, such as, but not limited to, use of band-pass filters/chokes, output reactors, motor terminators, and metallic barriers in cable trays or raceways.
Figure 4: Shield/ground impedance of the various cable types

Singapore (South Asia Pacific Headquarters) Tel: 65-6442 1000 Email: [email protected] Malaysia: Kuala Lumpur Toll-free: 00-800-9898 8998 Email: [email protected] Penang Tel: 60-4-397 3788 Email: [email protected] Thailand: Bangkok Tel: 66-2-248 3140 Email: [email protected]: Melbourne Tel: 61-3-9797 0100 Email: [email protected] Sydney Tel: 61-2-9482 2999 Email: [email protected]
NEW
© 2010 Advantech Co. Singapore Pte Ltd www.advantech.com
Robust HMI for Harsh Environment
Various HMI Solutions for Industrial Application
Display size from 3.5” to 19.0” NEMA4/IP65 Compliant Front Panel Tempered Glass Screen Touchscreen Capability Diverse Installation Options Supports the following Microsoft Windows OS: - 2000/XP Professional - XP Embedded - CE.Net
■
■■
■
■■
TPC Series> Ultra-slim> All-in-one Fanless Touch Panel Computer with Comprehensive I/O ports
IPPC Series> All-in-one Industrial Panel PC with PCI Bus Slots expansion
FPM Series> Industrial Flat Panel Monitor with Sunlight Readable TFT LCD
Singapore (South Asia Pacific Headquarters) Tel: 65-6442 1000 Email: [email protected] Malaysia: Kuala Lumpur Toll-free: 00-800-9898 8998 Email: [email protected] Penang Tel: 60-4-397 3788 Email: [email protected] Thailand: Bangkok Tel: 66-2-248 3140 Email: [email protected]: Melbourne Tel: 61-3-9797 0100 Email: [email protected] Sydney Tel: 61-2-9482 2999 Email: [email protected]
NEW
© 2010 Advantech Co. Singapore Pte Ltd www.advantech.com
Robust HMI for Harsh Environment
Various HMI Solutions for Industrial Application
Display size from 3.5” to 19.0” NEMA4/IP65 Compliant Front Panel Tempered Glass Screen Touchscreen Capability Diverse Installation Options Supports the following Microsoft Windows OS: - 2000/XP Professional - XP Embedded - CE.Net
■
■■
■
■■
TPC Series> Ultra-slim> All-in-one Fanless Touch Panel Computer with Comprehensive I/O ports
IPPC Series> All-in-one Industrial Panel PC with PCI Bus Slots expansion
FPM Series> Industrial Flat Panel Monitor with Sunlight Readable TFT LCD
> All-in-one Fanless Touch Panel Computer with Comprehensive I/O ports
ENQU
IRY
NO.
137
June/July 2010 | industrial automation asia 35
Impact Of Common Mode NoiseRadiated noise from a VFD cable is a source of interference with adjacent systems that is often easier to identify and rectify than common mode noise. In the latter, high levels of noise across a broad frequency range, often from 60 Hz to 30 MHz, can capacitatively couple from the windings of the motor to the motor frame, and then to ground.
Common-mode noise can also capacitatively couple from unshielded motor leads in a conduit to ground via conduit ground straps, supports or other adjacent, unintentional grounding paths. This common-mode ground current is particularly troublesome because digital systems are susceptible to the high-frequency noise generated by VFDs.
Signals susceptible to common-mode noise include those from proximity sensors, and signals from thermocouples or encoders, as well as low-level communication signals in general. Because this type of noise takes the path of least resistance, it finds unpredictable grounding paths that become intermittent as humidity, temperature, and load change over time. ENQUIRY NO. 4402
One way to control common-mode noise is to provide a known path to ground for noise captured at the motor’s frame. A low-impedance path, such as a properly designed cable ground/shield system, can provide the noise with an easier way to get back to the drive than using the building ground grid, steel, equipment, etc.
In the study presented here, tests were conducted on the five cable types to determine the ground path impedance of the shield and grounding system of each cable. The tests were conducted across a broad frequency spectrum. Results are outlined in Figure 4. Lower impedance implies a more robust ground path, and therefore relatively lower noise coupled to the building ground. Lower building ground noise means a reduced need for troubleshooting of nearby adjacent systems and components.
What this testing illustrates is that a cable should never be the weak link in a VFD system. The cable must be able to stand up to the operating conditions, and maintain the life of other components in the system.

36 industrial automation asia | June/July 2010
INSTRUMENTATION & MEASUREMENT
M e a s u r e m e n t t a s k s i n i n d u s t r i a l p r o c e s s e s involving fluids are still often
considered from the traditional process automation point- of-view. Although this offers clearly recognisable added value for the user – mostly involving solutions f o r h i g h l y co m p l e x p r o ce s s automation applications developed for the chemical and petrochemical industry – given the applications in factory automation (such as hydraulic processes, cleaning and degreasing processes, or cooling lubricant circulator y systems) such sensor solutions are typically already ‚over-engineered’ in the basic device concept.
Differences between customer requirements in process and in factory automation have led to innovations in fluid sensors for the latter. By Christoph Mueller, business unit manager, Industrial Instrumentation, Sick AG
Future
Factory Automation’s
This is why, examined from a cost/benefit point-of-view, they are generally impossible to use in the typical applications found in mechanical engineering, automobile production, the packaging industry, or even in the wet areas of the electronics industry.
Moving With The TimesThe trend in factory automation is away from needing solutions for ex treme temperature and high pressure activities; away from very high device variability with numerous special materials, electronic variants and process connections; and away from the large number of approvals necessary
for many individual applications. Instead, the focus is on topics
such as keeping housings as small as possible; providing universal and f lexible use with greater standardisation; and the resultant appropriate price-performance ratio.
This strained relationship has led to fluid sensors used in factory automation exhibiting a trade-off between the desired measurement performance and robustness of the technology on the one hand, and the sensor and the budget available for potentially affordable sensor technology on the other.
The inevitable consequence of this conflict of interests is that prac t ical f ac tor y automation has in the past been dominated by a n u m b e r o f a p p a r e nt l y m o r e r e a s o n a b l y p r i c e d electromechanical measurement p ro cess es (su ch as f l o at in g -level switches or rotating-vane meters) and technologies that offer only limited use or involve fo l low - up e xp enses (such as electromagnetic sensors or those based on electrical conductivity) that continue to play a leading role – instead of the generally more modern technologies frequently used in process automation.
This is not just problematic because the performance capability of these technologies is no longer state-of-the-art when compared with today’s standards but, above all, because it is counter-productive – due to the generally considerably more rapid regulatory circuits and process times in factory automation applications compared to those in process automation.
It also means that, in many of these task s , the outdated measurement technology has meanwhile become the limiting f a c to r f o r f u r th e r i n c r e as e d machine performance and reduced process costs.
In a d di t i o n , co mp are d to e l e c t r o m e c h a n i c a l d e v i c e concepts, non-moving systems

Your One-Stop Process Control System Integrator
Plant Werx is a System Integrator for PLC, SCADA/HMI and Customized Software in the Process Industries. We are a Wonderware Certified System Integrator including the much accredited ArchestrA Certification.
Our experience includes: • PLC, DCS and SCADA Programming
• Plant Database System and Analysis (SQL database and customized programming)
• Production Reporting Systems including Product Tracking
• Food and Dairy & Beverages Processes (CIP, UHT, Pasteurizers etc…)
Hong KongTel: +852 2836 3031 Fax: +852 2836 3089
MalaysiaTel: +60 3 7806 2316 Fax: +60 3 78806315
ThailandTel: +66 2992 5870 Fax: +66 2992 5869
Visit us at www. plantwerx.com.sg
Email: [email protected]
• Edible Oil Processes (Fractionation, Refining, etc…)
• Water Treatment Industries
• Chemical and Oil & Gas Industries
Head OfficePlant Werx Pte Ltd
51 Bukit Batok Crescent, #07-16 Unity Centre, Singapore 658077 Tel: +65 6316 6560 Fax: +65 6561 2210
ENQU
IRY
NO.
136
June/July 2010 | industrial automation asia 37
typically offer considerably lower parameterisation and maintenance costs than technologies limited to individual applications and, as a result of their universally applicable measurement principle, they result in decreased stock-keeping costs and installation effort.
Need For InnovationFuture-oriented fluid measurement technology in factory automation t h u s r e q u i r e s i n n o v a t i v e m e a s u r e m e n t t e c h n o l o g i e s . Conversely, there must be a transfer of these technologies to factory automation against the background of experience in factory automation applications, emphasising different device concepts that are more greatly adapted to the needs of these sectors.
The first and most important step here is selection of the correct basis technologies. On the one hand, these must have universal applicability, ie the measurement principle must function with the same structure in all media, ideally without calibration or media adaptation – regardless of whether oil or water-based liquids are used in the customer application, or even mixtures or sequentially varying media.
O n t h e o t h e r h a n d , t h is technology must be proven in the field, robust and offer scalable prices for factory automation applications. In the area of in-contact filling level measurement, technologies that pass this litmus test include, for example, TDR technology (‘guided radar’) as well as the tuning fork principle employed for limit level measurements.
About TDRTDR (Time Domain Reflectometry) is a time-of-flight process in which a microwave pulse is emitted from a probe. When the pulse encounters a change in the dielectric constant (such as at the surface of the medium), some of the energy is reflected and, on the basis of the time-of-flight of
this signal, the distance to the point of reflection is determined.
By evaluating the time-of-flight, the process is unaffected by the properties of the medium and thus requires no adaptation. The only medium property that can influence the quality – though not the applicability – of the measurement principle is the dielectric constant
εr (the absolute permittivity) of the medium, which affects the strength of the reflective signal on the boundary surface.
With its TDR Level Sensor for fluids, there is a universally applicable solution that functions in liquids with a dielectric constant of at least 1.8 – and thus in all common oil- and water-based liquids.

38 industrial automation asia | June/July 2010
INSTRUMENTATION & MEASUREMENT
At the same time, the sensor’s structure, with a coaxial stainless steel probe, has been selected in such a way that neither the properties of the installation location nor environmental influences can affect the measurement signal.
As a result, the device measures both in plastic tank s as well as directly mounted on the tank wall because neither the material used for the tank nor supporting structures, tank inserts or other installation conditions can influence the measurement signal.
Retroactive changes to the mounting situation, such as inserts or deformation, pose no problem. As a result of the considerably better signal compared to single-probe systems, due to its coaxial design the TDR Level Sensor for fluids not only offers considerable robustness (for example against foams, layer formation and condensate), but also an accuracy of 3 mm over the entire measurement range even with media that contain oils.
T h e s e n s o r p r o v i d e s measurement results via up to four switching contacts in a single device or, alternatively, one analogue output combined with up to two switches.
The tuning fork principle for limit level measurement, which detects changes in the frequency o r a m p l i t u d e o f o s c i l l at i o ns generated piezoelectrically and transmitted through liquids or
bulk materials from a protruding fork within the container, is just as universal and robust.
Unlike limit level measurement by means of floats or capacitive switches, this technology is always easy to install, is almost entirely independent of medium properties, a n d i s ve r y r o b u s t a g a i n s t contamination.
T h e s t a i n l e s s s t e e l f o r k withstands pressures of up to 64 bar and temperatures of up to 150°C and is thus CIP- and SIP-enabled. The device is also available in an extended tube variant, Tuning Fork with Tube Extension for fluids series for vertical mounting for a switching distance of up to 6 metres from the ceiling height.
The level sensors of the LFV300 series are universally usable limit switches that detect predefi ned fi lling heights in liquid systems with millimetre-accuracy – even under diffi cult operating conditions.
A tube-extended variant for vertical mounting with up to 6 metres switching distance to the top of the container is also available – the LFV330. A wide selection of fl ange, threads and hygienic connections allow customer-specifi c solutions.
The device is suitable for hygienic applications and can be cleaned using SIP and CIP processes. There are also variants for use in potentially explosive atmospheres, to prevent overfi lling (in compliance with WHG), and with marine certifi cation.
Sick: Level SensorsThe level sensors of the LFV300 series are universally usable limit switches that detect predefi ned fi lling heights in liquid systems with millimetre-accuracy – even under diffi cult operating conditions.
Sick: Level Sensors
under diffi cult operating conditions.
mounting with up to 6 metres switching distance to the top of the container is also available – the LFV330. A wide selection of fl ange, threads and hygienic connections allow customer-specifi c solutions.
The device is suitable for hygienic applications and can be cleaned using SIP and CIP processes. There are also variants for use in potentially explosive atmospheres, to prevent overfi lling (in compliance with WHG), and with marine certifi cation.
systems with millimetre-accuracy – even under diffi cult operating conditions.
In addition to the in-contact measuring technologies, non-contact measuring systems on an ultrasonic or optical basis also offer interesting solutions for fluid applications in factory automation, particularly in the case of difficult installation situations, heavy contamination or aggressive media.
Here, grossly generalised, factory automation customers are focusing on reasonably priced devices for low ranges – ultimately the average container depth in factory automation is significantly smaller than in process automation.
Meeting DemandsOverall, it can be seen that there is a great demand for modern device concepts for fluid sensors in factory automation. Innovations in fluid sensors for factory automation are clearly a response to the differences between customer requirements in process and in factory automation.
The universal applicabil it y and more robust technologies of process automation have thus – in general terms – been transferred to the simpler, typically smaller, and above all more user-friendly devices and operating concepts of factory automation, with optimised price-performance ratios.
ENQUIRY NO. 4501
ENQUIRY NO. 4502

Advertising is all about reaching out to the right people, with the right message, and at the right price.
Through print advertisements, direct email blasts, and a strong online presence, we guarantee you more exposure and more leads.
Want to know more? Contact us for the 2010 media kit now, and make your advertising budget work harder for you.
COST EFFICIENCYwhen you advertise with IAA
maximiseYOUR ROI WITH LESSER $$$
email: [email protected] • tel: (65) 6379 2888 • fax: (65) 6379 2805

40 industrial automation asia | June/July 2010
INSTRUMENTATION & MEASUREMENT
S u p p l y i n g p a r t s t o t h e world’s leading automotive companies leaves no room
for error. That is why Miniature Precision Components (MPC) uses three vision sensors to error-proof the automated assembly of oil-caps at its Prairie du Chien, Wisconsin (USA) facility.
With 41 moulding machines ranging in size from 25 to 550 tonnes, this 100,000 square foot facility employs about 450 people. The company’s four manufacturing plants generate approximately US$167 million per year supplying the automotive and commercial industries with high-quality injection-moulded parts and assemblies.
In addition to oil caps, the facility manufactures a host of other thermoplastic parts and assemblies including PCV valves, thermostat housings, and quick-connect ports for emission control systems.
A system integrator based in the US prevents assembly defects and improves productivity with vision sensors. By Didier Lacroix, senior VP, International Sales & Services, Cognex
VisionVisionHaving
The
Making Oil Caps By The MillionsThe MPC oil-cap assembly system installs o-ring seals into moulded thermoplastic caps, and then prints on top of the caps. The system uses two vibratory bowl feeders, about four feet in diameter. One feeds o-rings and the other feeds oil caps into the process.
A vibratory bowl feeder consists of a large bowl with a spiral ramp up the side. As the bowl vibrates, the parts work their way singly up the ramp, to an inline conveyor. At the end of the inline conveyor a pick-and-place arm transfers o-rings to the first station on a rotary assembly dial.
After an o-ring is loaded onto the dial fixture, it indexes to the second station. There, another inline conveyor feeds blank caps from the other vibratory bowl feeder to a second pick-and-place arm that presses the caps on top of the loaded seals.
Quality Through Automation“ We achieve qual it y through automation, and machine vision has been a key component of our automation strategy for the last seven years,” explains Shane H a r s h a , M P C m a n u f a c t u r i n g engineering manager.
A n a u t o m a t e d o i l - c a p a s s e m b l y s y s t e m i s a c a s e in point. MPC automation and tooling engineer Brian Champion recently augmented traditional tooling and sensor technology with Checker vision sensors from Cognex.
“ B e c a u s e C h e c k e r v i s i o n sensors are simple to set up and easy to install, they o� er a very cost-effective solution for inspections where traditional sensors are not reliable and a full-blown vision system is too expensive,” explains Mr Harsha.

June/July 2010 | industrial automation asia 41
Then the assembled cap and seal continue on the rotary dial through the pad printing and final inspection stations to complete the process.
Control Part OrientationTight control of o-ring and cap orientation is critical to ensure the seal is properly installed so that the finished oil cap will function as intended. The cap must also be in the right orientation prior to pad printing in order to meet stringent quality requirements.
Because the hard tooling and traditional sensors in the cap assembly system proved unreliable, MPC selected three Checker 202 vision sensors to ensure proper o-ring and cap orientation.
The first detects inverted o-rings between the vibratory feeder bowl and inline conveyor. A second vision sensor checks that the o-ring is positioned properly on the dial � xture before the cap is pressed on. A third ensures cap orientation is correct prior to assembly and printing.
Eliminate Flipped O-RingsEach o-ring has a sealing bead on one side. The bead must be placed face down when the seal is loaded onto the assembly dial. If it is not, the machine shuts down. The operator must then access and reposition the seal before restarting the machine.
Mechanical tooling on the feeder bowl was designed to prevent inver ted o -rings from entering the process. However, the tooling was unreliable, according to Mr Champion. O -rings that were very slightly warped or not perfectly flat occasionally made it past the tooling, and were loaded upside down causing the machine to shut down.
“Having the operator flip these seals and restart the machine was really eating into our efficiency,” says Mr Harsha. “If the production rate dropped from 360 to 200 caps per hour, it will cost us about US$20,000 a year in downtime.
As we approach full production volumes, that cost could increase to as much as US$120,000 per year.”
Simple Set Up Using Checker is as easy as selecting the built-in part finding sensor, and then placing inspection sensors on the features to inspect. The device includes three types of inspection sensors that can address a wide variet y of applications across many industries:
• Brightness sensors look for light and dark areas
• Contrast sensors checkfeatures that contain light and dark areas, such as date codes, threads and barcodes
• Pattern sensors are trained toknow what a feature looks like and then signal when it is spotted.
To detect the inverted o-rings in this application, Mr Champion set up the Checker 202 by first training the part finding sensor to look for the o-ring in the image. Then he positioned a pattern sensor in the correct location to verify the presence or absence of the sealing bead.
The pattern sensor looks for the pattern of the sealing bead on the o-ring and then signals when it is detected. The pattern sensor remains in a fixed position relative to the part-finding sensor so that it is always in the correct location to look for the shape of the sealing bead.
If the sealing bead is missing, the vision sensor sends an output through an optic coupler to a pneumatic solenoid that blows the inverted o-ring off of the line and back into the feeder bowl to be recirculated.
Because it was such an easy and cost-effective solution and took less than an hour to set up and install the first vision sensor, Mr
Champion decided to completely error-proof the oil cap assembly process by adding two more.
Both are used at the nex t station where the cap is pressed onto the loaded o-ring. One is mounted on the moving pick-and-place arm. The other is fixed above the inline conveyor that feeds caps to the process.
Two More Vision SensorsMr Champion set up the vision sensor on the moving arm pretty much the same way he set up the one looking for inverted o-rings coming out of the feeder bowl, first using the part � nding sensor to look for the o-ring in the image, then a pattern sensor to verify the presence or absence of the sealing bead. This allows the vision sensor to ensure the o-ring is properly loaded before the cap is pressed on.
The final vision sensor mounts above the inline conveyor feeding caps to the process, just upstream of the pick-and-place arm that presses caps onto the loaded o-rings on the assembly dial.
This vision sensor checks cap orientation. However, it was set up in much the same way by first training the part finding sensor to recognise a corner radius of the oil cap, then training two pattern sensors to recognise the oil-can handle and oil drop graphics.
By training on two patterns, the vision sensor can determine cap orientation. If it is not in the correct orientation for installation, the vision sensor signals the pick-and-place arm controller to rotate the cap 180 degrees before placing it on the assembly dial.
“Checker vision sensors have helped us achieve zero-defect rates in the manufacturing process,” notes Mr Harsha, “while lowering scrap. They are the solution for many of our inspection and error-proo� ng applications.”
ENQUIRY NO. 4503

Machines
Building
Machines
BuildingGreenMachine engineering can be a key source of improvement in the energy consumption of machines. By Marc LeSaux, Schneider Electric
T he State of the Machine Builder industry: Recent studies show that OEMs are well-aware of the available energy efficiency technologies for improving the
effi ciency of their equipment and machines. But while many OEMs are conscious of the growing
pressure and demands coming from the market, they are reluctant to make changes due to the perception that new technologies will make their machines more expensive to sell.
In fact, companies that endorse energy efficiency and sustainability in their thinking experience stronger loyalty from their customers, produce better quality machines with improved machine performance, and fi nd more opportunities for new business even in a tough economic environment.
This document will discuss how adopting an energy efficiency strategy concerning automation and control systems can help OEMs develop more sustainable and energy efficient machines, as well as how these new technologies bring benefits and new values to end users that OEMs can use to diff erentiate their off er.
The manufacturing industry (consumer goods and life sciences) tries to manage production through a key methodology: OEE (Overall Equipment Effectiveness), and the key principal is tracking metrics from machines/ lines between:
- Availability: measures productivity losses from downtime - events which entirely stop production,
- Performance: measures losses from slow production cycles -processes not working at maximum speed, and
- Quality: measures losses from production not achieving established quality levels.
The OEE score measures manufacturing efficiency and effectiveness and is closely linked to sustainability: Better quality means less waste, greater availability means better energy effi ciency.
The constraints of cost reduction, usage of resources and energy reduction are becoming key drivers in the industry as consumers require manufacturers to be more ‘green’. End users understand the new challenges and have developed strategies to reduce the energy for their production and to become sustainable companies.
Machine builders are now in the front line to design, provide and innovate for this new demanding market. Some solutions already have proven their effectiveness and benefits. They bring new added value to their equipment and a truly competitive advantage through this new diff erentiation.
It is at the design level that all the benefits of an energy efficiency approach can be implemented. The following is a review of key highlights that can benefi t the energy efficiency objectives of your customers and offer an advantage for your machines/equipment, depending on their applications.
Machine Design & Energy Effi ciencyAll too often machine actuators are over-sized (electrical motors, pneumatic actuators etc). This leads to machines that consume more energy than necessary, something which can easily be avoided through proper design.
Applications need to be carefully evaluated to consider how robust and reliable a machine must be, as well as what future evolutions of the machine might be needed.
Experience shows that from an energy efficiency perspective, using motors that are precisely matched to an application rather than simply using motors
42 industrial automation asia | June/July 2010
SECTOR SPOTLIGHTSECTOR SPOTLIGHT

with ‘more than enough’ power optimises energy consumption. This basic recommendation can lead to an average savings of 3 - 4 percent. At the same time, it can impact in reduction/ sizing of the power control system.
Better sizing brings cost reduction in the run-time with some impact in lowering machine costs.
Usage Of High-Efficiency MotorsHigh-efficiency motors have proven their effectiveness and typically have a pay-back period of only 1-2 years. The standard IEC classification for high efficiency motors specifies 4 categories.
The additional benefit is that the longer machine life of high-efficiency motors contributes to sustainability – and a benefit of about 10 percent energy savings can be expected.
Thinking About Motor StartersFor applications with variable loads, the use of speed drives can bring immediate benefits and up to 50 percent in energy savings (pumps, ventilation fans, and compressors are obvious applications).
At the same time, any application which requires repetitive starting, the choice of speed drives over
conventional contactors limits starting current and therefore reduces losses and load peaks.
The instant benefits for end users such as cost savings in their electrical bill can be highlighted by a pay-back in less than 1 or 2 years.
Some applications, such as hoisting and lifts can benefit from regenerative devices like regenerative drives.
Introducing MechatronicsMotion solutions enable the mastering of movement. Every time there is a transfer or a movement, motion technologies (servo motors, motion controllers) bring incredible advantages. When associated with synchronous motors, they bring significant energy advantages.
Besides the key advantage of improved performance of up to 60 percent in energy savings, faster machine cycles increase output and their more precise positioning means fewer defects.
The technology of synchronous motors (yield of 95 percent) outperforms asynchronous motors. The calibres of motors are smaller as well.
Synchronous motors provide energy efficiency benefits of up to 10 percent compared to asynchronous motors, thanks simply to the technology (no losses in rotor).
ENQU
IRY
NO.
113
June/July 2010| industrial automation asia 43

Motion solutions substitute as well other technologies and are bringing significant advantages in terms of energy efficiency:
- Mechanical for synchronisation of movement (cams, gears, etc)
- Pneumatics and hydraulics; eg pneumatic substitution reduces energy use, as losses and leakage are significant and seldom avoidable
Benefits for end users: - More productive machines - Less waste - More flexible production - More compact machines - Less energy used
Benefits OEMs as well: - Fewer mechanical - Fewer components - Optimised power and smaller control panel
Clearly, motion control is a field of innovation that benefits the industry and brings new machine value to machine builders.
Monitoring Operating Modes & Status End users do not always use the full capacity of their machines and equipment, depending on their production objectives. Some key areas are frequently stopped intentionally in order to activate only the needed resources.
These techniques can be efficiently applied in conveying such as becoming active only when the load arrives rather than running continuously.
Stopping or idling or on-hold functions are deactivating the actuators, and should be integrated in the programming to generate further energy efficiency for the benefit of end users.
Studies have demonstrated that machines are rarely in production 100 percent of the time, and it is estimated that consumption could be reduced nearly 37 percent if machines were properly managed during these idle periods, for example by simply powering them off.
Safe stopping and safe restarting conditions should also be considered as a source of energy efficiency, such as avoiding keeping the control system and communications bus under power when switching off the machine.
This is possible when parameters are saved upon stopping and re-enabled upon restarting under the previous state. Sometimes the solution is not completely obvious, such as for constraints on safety or quick restarting of the line; end users preferably choose to maintain the control system under power.
Some optimisation and benefit can be reached as well in managing the starting of machines. By using sequential starting you are able to minimise the starting current and avoid peaks that generate penalties by the power utilities in some countries.
Implementing The Right Automation Architecture, Control & Power SystemThe automation control system also consumes power (not at the level of actuators), but optimisation can be implemented by picking the right offer and making the right decision.
• Automation ArchitecturesDepending on the application, the right automation architecture can have a favourable impact on energy consumption of the overall control system. For example, a decentralised architecture can double the consumption of a centralised architecture.
Of course, depending on the size of the application, as well as safety and performance criteria, the choice of a decentralised architecture is sometimes necessary.
Also, optimising the number of 24V power supplies can induce energy saving up to 25 percent by avoiding numerous power supplies and their associated losses.
Up to 37 percent in savings realised in an automotive production line through the proper management of control systems when machines are idle or stopped
44 industrial automation asia | June/July 2010
SECTOR SPOTLIGHT

• Choice Of ContactorsWhen using contactors, some simple choices can significantly reduce power consumption. Today the use of low consumption contactors or contactors for specific functions (ex: latching relays), in a combination of properly selected contactors can reduce power consumption up to 4x thanks to the lower energy loss attributed to fewer connections.
• Choice Of HMIThe management of backlights in HMI panels can save 65 percent of the power they consume, for example by powering off the display when the machine is in idle mode.
• Use Of LEDsLED technology of fers a low-consumption alternative to incandescent lights in push buttons and indicator lights, and should be applied systematically.
• Controller SizingControllers that are properly sized to the application at hand will also help reduce energy consumption.
• Power Factor CorrectionIn order to compensate the reactive power, eventually eliminate it , the best is to be positioned closer to the source. This will optimise the energy usage of machine and benef it end users to avoid penalties and pollution in its Electrical network.
Monitor & Control During LifetimeExperience shows that simply an active approach to energy efficiency will help bring an additional 8 percent of savings by detecting early on any discrepancies in the operation or ongoing life-cycle of a machine.
Operators, maintenance personnel, and production management teams can all take quick action to alleviate any conditions that might be negating the machine’s energy efficiency.
Electrical Signature Of MachineThis basic measurement can be considered as the ‘Electrical Signature’ of a machine and it can become the benchmark for future improvements and improved machine efficiency. In addition, it is a strong benefit for the end users strategy.
This can be achieved quite simply today, such as with the Compact NSX Micrologic, which has the capability to measure incoming of power, or by the monitoring of power through a separate power meter such as the PM800.
Creating InnovationAs seen by the new design and introducing new technologies OEMs are able to bring new values and contribute strongly to the sustainable approach that end users are now implementing.
Automation and control functions are bringing a wide range of possibilities to improve energy efficiency and reduce waste, therefore should be considered systematically. The active approach to energy efficiency gives end users the possibility to optimise the energy consumption of their production investments for both immediate and long-term savings.
ENQU
IRY
NO.
141
...4xd60
mio
...
Chainflex® CF98.INI... sensor/actuator cables... radii of 20 mm... 60 mio.cycles tested... 100 m/s2... 10 m/s... M8/M12 molded on, straight or angled...IP69K... ex-stock.
/60mioChainflex® lasts ... lifetime, harnessing, online shopping
igus® Singapore Pte Ltd No.15 Shaw Road, #03-02 Singapore 367953Phone +65-6487 1411 Fax +65-6487 1511 [email protected]
SI-697-CF98INI 85x114 16.05.2007 12:06 Uhr Seite 1
June/July 2010| industrial automation asia 45
ENQUIRY NO. 4601

46 industrial automation asia | June/July 2010
ENERGY
R enewable energy technologies such as wind power have received a huge boost with the increasing impact of greenhouse gas emissions
and the need to mitigate their effects on the environment.
Governments are increasingly seeking energy security and they have realised that using indigenous sources of fuel not only improves their self-sufficiency, but also provides better national security.
The Asia Pacific wind power markets earned revenues of US$1.95 billion in 2009 and is estimated to reach US$4.02 billion in 2016.
Seeking Alternative EnergyThe global financial downturn in 2008 and 2009 compelled governments to offer several economic stimulus packages for companies that invested in renewable energy. Moreover, the volatility of oil and gas prices has intensified nations’ need to reduce their dependence on imported fuels for power generation.
Buoyed by the need for renewable energy sources, the Asia Pacifi c wind power market is set to grow even further. By Suchitra Sriram, program manager, Frost & Sullivan
Asia Pacifi c Wind Power Markets
Hoist Its Sails
These issues have presented wind power generators with ample opportunities to harness the untapped wind reserves in the region. This considerable unexploited potential, along with government support, has stoked significant interest among the utility companies and private project developers.
Small wind turbines are gaining market acceptance for sustainable onsite power generation in urban areas, whereas medium and large wind power systems generate clean electricity that is supplied through the utility grid. Meanwhile, the limited availability of onshore wind power sites is a compelling argument in favour of offshore wind power systems.
Wind BreakersHowever, wind power project developers are still unable to make the most of these opportunities due to the presence of inconsistent zoning codes, requisition of several approvals, inefficient bureaucracy, and transmission bottlenecks. These challenges not only
Market Report:
John
Nyb
erg,
Den
mar
k

June/July 2010 | industrial automation asia 47
consume time, but also involve significant costs at every stage of development.
Moreover, the preference for low-cost electricity from utilities, the established market for proven diesel-fired generator sets and the spotlight on solar photovoltaic systems restricts the market penetration of wind power. Hence, like any other renewable energy technology, wind power market development is highly dependent on government incentives and subsidies to keep costs under control.
Zoning, siting, and permitting issues obstruct large-scale deployment of wind turbines, while grid interconnection issues restrain market development in other cases. Moreover, in countries with extensive utility grid coverage and low electricity rates, high initial investment outlays dissuade the uptake. Regional- and state-specific incentives and subsidies from governments can solve these restraints.
Introduction of consistent zoning policies as well as simplifying and streamlining the approval procedures are expected to attract more investments in the wind power market, especially from private project developers. Timely information dissemination on existing technical guidelines and approval processes will also go a long way in increasing the uptake of wind power systems.
ENQUIRY NO. 4702
The total installed wind capacity in China is expected to advance at an annual pace of 30 percent through 2013. By The Freedonia Group
Demand for wind turbine systems in China is forecast to rise 5.3 percent annually through 2013 to 62.3 billion yuan (US$9 billion). Increases will be driven by a variety of factors, primary among them government policies that encourage the use of renewable and nonpolluting electric power sources such as wind.
Such policies include favourable pricing of wind power generated from wind farms, tax incentives and subsidies. Although somewhat modest by China standards, growth through 2013 is impressive, considering the high base from which it comes.
Demand for wind turbine systems exploded from less than 1 billion yuan in 2003 to more than 48 billion yuan in 2008. This torrid growth was in large part a result of investment decisions made by state-owned enterprises motivated more by political incentives to meet national renewable energy targets than by profit motives.
Installed wind energy capacity in China reached 12.2 gigawatts in 2008, trailing only the US, Germany and Spain. Given China’s tremendous potential for additional growth, the total installed wind capacity is expected to increase
significantly, advancing at an annual pace of 30 percent through 2013.
Utility-scale electric power generation applications will continue to account for virtually all demand in 2013, reflecting government incentives to encourage utilities to use renewable energy to generate electricity, as well as manufacturer efforts to develop larger and more efficient turbine systems geared toward utility-scale energy production.
John
Nyb
erg,
Den
mar
k
ENQUIRY NO. 4701
Demand For Wind Turbines In China To Exceed US$9 Billion In 2013
CEJN Products Far East Pte Ltd70 Bendemeer Road #03-03 Luzerne (Hiap Huat House) Singapore 339940
Tel: +65 6748 6434 Fax: +65 6747 0375Website: www.cejn.com www.cejnsafety.com Email: [email protected]
You Know You Get Quality When It Say’s CEJN!
The Global Quick Connect Specialist
CEJN Energy Conservation Couplings
CEJN is a world leader in designing and manufacturing quick connect couplings that provide reliable connections in breathing air, gas, fl uid, pneumatic, hydraulic and high pressure hydraulic applications.
We offer diverse accessory products including adapters, fi tting, hose, hose reels, air preparation units and blowguns.
✓ Are you tired of paying too much on your electrical bill?
✓ Is your supply of compressed air always insuffi cient?
✓ Does you machine or pneumatic too performing poorly than it should?
✓ Did your compressor worked over-time just to compensate losses on the pneumatic lines?
Compressor Compressor
If you have encountered the said problems, give us a call and we will show our CEJN Energy Conservation Programs!!!
ENQU
IRY
NO.
836

48 industrial automation asia | June/July 2010
FEATURES
A n Intel Atom processor-based panel PC with stainless steel housing has been implemented as a visualisation client and HMI (Human Machine
Interface) into a new ultrasonic measurement system, which has been developed for pipe centring to achieve optimum wall thickness.
With this new measurement technology, the die head used to produce large-sized and thick-walled pipes can be quickly centred, reducing start-up scrap and saving considerable costs. When faced with the choice of an appropriate HMI, a robust, fanless, and completely-sealed IP66 design was particularly important.
An Intel Atom processor-based panel PC has been implemented as a visualisation client and HMI into a new ultrasonic measurement system. By Ingrid Hildebrandt, HMI product marketing manager, Kontron
PowerAt mic

June/July 2010 | industrial automation asia 49
To produce large pipes, granulate material or powder is heated in an extruder and pressed through an extrusion die. Depending on the pipe diameter, production speed is only a few metres per minute. Such extrusion lines can reach lengths of up to 60 metres.
Previously, there had been no way to directly measure the wall thickness of a pipe in a vacuum tank during the extrusion process. Only after the pipe had been extruded and cooled could it be measured and any necessary adjustment of the die head take place. This process wasted a great deal of time and material, and one was not always sure whether the die was set precisely upon the second attempt.
This has now changed with the introduction of the new Ecco centring unit from iNoex. The system is suitable for pipes made of PE, PP, and PVC, and can be used for pipe diameters starting at 90 mm and wall thicknesses from 1.8 mm to 120 mm.
It can be installed both with the vendors calibration sleeve as well as with any other customer-available calibration sleeve. The ultrasonic sensors are mounted directly on the calibration sleeve. The measurement is performed automatically, without any necessary operator input. The wall thickness
With the new measurement method, the die head used to produce large-sized and thick-walled pipes can be quickly centred, reducing start-up scrap
ENQU
IRY
NO.
079
Hitachi Variable Frequency Drives
WJ200 Series (Dual Rating)
• 0.1~2.2kW (1-phase 200V class, CT)• 0.1~15kW (3-phase 200V class, CT)• 0.4~15kW (3-phase 400V class, CT)
Tel: +81 3 4345 6063
Hitachi Asia Ltd 24 Jurong Port Road, #03-05 Offi ce Block, CWT Distripark Singapore 619097 Tel: +65 6305 7400 • Fax: +65 6305 7401 • URL: www.hitachi.com.sg • Email: [email protected]
Pursuing the Ideal Compact InverterPursuing the Ideal Compact InverterPursuing the Ideal Compact Inverter
WJ200 WJ200 WJ200 SeriesSeriesSeries
SJ700 Series (SLV)0.4~55kW (3-phase 200V class)0.75~400kW (3-phase 400V class)
X200 Series (V/f)0.2~2.2kW (1-phase 200V class)0.2~7.5kW (3-phase 200V class)0.4~7.5kW (3-phase 400V class)
L300P Series (V/f)11~75kW (3-phase 200V class)1.5~132kW (3-phase 400V class)
Also available:
User-friendly
Designed for Excellent Peformance& &
User-friendly &
User-friendly
Designed for Excellent PeformanceCompact Inverter

50 industrial automation asia | June/July 2010
FEATURES
The System In Detail
With the introduction of the ‘low budget’ segment for x86 processors, the use of a complete x86 panel PC as a visualisation HMI without additional functionality is growing.
This is due to its fl exible architecture which allows great freedom in the design of individual interfaces, and also because, especially in the fi eld of visualisation, software developers are keen to develop for the x86 platform so the newest innovations are always available.
Therefore, developers who wish to meet the highest standards in the fi eld of visualisation and at the same time steadily update their HMIs with the latest graphics features are advised to choose an open x86 platform.
In the case of iNoex, open source Linux and Java were used. The Ethernet interface between the central data server and the panel PC ‘monitor’ allows the panel to be fl exibly implemented, both in regards to its installation site
as well as in its use. Such a modular design is future proof and also makes the development of other versions more effi cient because its ports are open and standardised.
Moreover, the customer is ensured the long-term availability of an installation. The ‘visualisation’ component is easily upgradeable at any time, even if the current system has been discontinued.
The Kontron Nano Client is currently used in the 10-inch version. It is equipped with a 45nm Intel Atom Z5xx processor and the Intel System Controller Hub US15W, and offers up to a 1.6 GHz CPU and a maximum of 1024 MB of soldered RAM.
With 1 x Gigabit Ethernet and 1 x USB 2.0, it offers all required interfaces
for HMI or terminal applications. Essential for pipe extruding equipment is the Compact Flash solution for data storage, which features no moving parts and excellent shock and vibration protection. The 24-volt DC power supply rounds out the industry-standard feature set.
A Complete Pc Used Only As A Computer Screen?
distribution data is then displayed on a 10-inch monitor. Thus, the die settings can be quickly and accurately adjusted to compensate for pipe sections that are too thick or too thin.
In this way, the pipe is exactly centreed after only a few metres and the production process can continue precisely under the desired conditions. The fast star t-up process and prevention of start-up scrap reduce costs signifi-cantly allowing the ultrasound measurement system to pay for itself after only a few months.
A Client With JavaFor this human-machine interface, the vendor looked for a rugged, cost-effective client that would function reliably for many years in the typical dusty industrial environment.
A 10-inch monitor was already a requirement, to e nsure eas y rea dab i l i t y eve n f ro m sh o r t d i s t a n c e s . I n a d d i t i o n , t h e s y s t e m s h o u l d s u p p o r t L i n u x a n d J av a , b e c a u s e t h e d a t a t h a t a r e l o g g e d a n d t r a n s f e r r e d f r o m t h e actual ultrasonic data sensor are stored centrally on this measurement device.
ENQUIRY NO. 4703
ENQUIRY NO. 4704
ENQUIRY NO. 4705
x86 Effi ciencyIn the standard version, the data are transferred via Ethernet to an Intel Atom processor-based panel PC. With good performance and low power requirements, this processor technology fits perfectly into Java- and Linux-based software environments. Due to less heat generation, it also allows for robust, fully-enclosed system designs.
Compared to previous generations of x86 systems with similar per formance, the system features improved power dissipation and therefore runs much cooler. Additionally, Atom-based system designs can be fl atter and more compact.
Co ns e q u e nt l y, t h e I nte l Ato m p r o ce ss o r technology offers many improvements for open HMIs based on x86 processor techno-logy. Moreover, the benefi t arguments of power and cost savings that up until now favoured the use of RISC-based HMIs are today also arguments for the new x86 SFF processors, because they now feature all these same strengths, too.
iNoex opted for the Kontron Nano Client, which the company began implementing into the new centring tool while the IPC vendor concurrently handled the system development.

www.siemens.com/simatic-pcs7
Design and Engineering
AdvancedProcessLibrarywithextendedfunctionality*
Changemanagement(VersionTrail,ChangeLog,etc.)
Concurrent(Multi-user)engineeringcapability
FullmaterialtransportwithSIMATICRouteControl
Newoperationmodes(Program,OutofService,Local)*
Centralizedvisualizationschemas*
CauseandEffectsafetyrelatedprogramming
IntegratedcontrolofwidelydistributedsystemswithTeleControl*
Powerfulcontrollerswithscantimesaslowas10ms
Redundancy(controller,I/Omodule,field/plantbuses)
AdvancedProcessControlfunctionality
BulkengineeringfunctionsincludingCAE/CADconnections
IOModulesforhazardousareas
CommonhardwareplatformforProcessSafety
Drag-and-dropAS-AScommunication*
MoreadaptableCFCfunctionblocks*
SIMATICPCS7ASRTXMicroboxforeconomicsolutionsforlabs, pilotplantsandprocessOEMs
EngineeringCompendiumwithEngineeringbestpractices*
Installation and Commissioning
HARTandFFfullyintegratedintoPROFIBUSDP
TÜVSIL3-certifiedcommunicationwithPROFIsafe
RedundantconfigurationofPROFIBUSandHART
Sequenceofeventsandtimestampingdownto1ms
Fiber-opticswitchingtechnology
Checklistsforcommonandrelevantengineeringtasksforfaster, moreeffectivedocumentation*
IntrinsicallysafeapplicationsallthewaytoExzone0canbehandled byET200iSPI/Omodules
ForcingofconnectedCFCinputparameters*
Exceeding the Requirements of the Process Automation Market: SIMATIC PCS 7 – more than just a process control system
Operation
Advancedalarmmanagement
Redundantarchivemanagement
Extensiveindustrialsecurityarchitecture
Easydataexchangebetweenauxiliarysystems
Modernandergonomicuserinterface*
DirectExcellinktoreal-timeandhistoricaldata(DataMonitor)*
FullOPCsupport
BatchandRouteControlfullyintegratedintotheOS
Enhancedtrendingboastingcontinuousx-yzoom,multipletrends andauto-scaling*
User-specificalarmfiltering*
Wide-screen16:10and16:9resolutionsupport
Scalableclient/serverarchitecture,includingapowerfulwebclient
Straightforwardnavigation(Loop-in-alarm,sourceofinterlocking, bypassidentification,jumptofaceplate)*
Automaticsignalqualitydetermination*
Maintenance
Central,system-widevisualization,diagnosticsandmaintenance ofallprocesscontrolcomponents
Conditionandplantperformancemonitoring
System-widemaintenancedocumentmanagement
Predictivemaintenancefeatures
Integrateddiagnosticswithintelligentfielddevices
Hotswappingofmodulesduringoperation
Modernization and Upgrade
Step-wisestrategiesformodernizingexistingsystems
Onlineexpandability
Inquiry:[email protected]
New Perspectives with SIMATIC PCS 7 Process Control System
DP / FF Link
FF-H1
AS-Interface
INTERNET
INTERNET SAPData Monitor
SIMATICPCS 7 Box
PROFIBUS PA
SIMATIC ET 200M
SIMATIC IT
SIMATIC ET 200S
SIMATIC ET 200pro
PROFIBUS PA
SIMATIC ET 200iSP
MTA
COx, NOx
SIMATIC PCS 7 AS RTX
PROFIBUS PA
SIMATICET 200M
PROFIBUS DP-iSPROFIBUS DP
PROFIBUS PA
SIMATICET 200iSPHART
SIMATICET 200S
SIMATIC ET 200M
Office LAN, Ethernet
Active Field Splitter
Active Field Distributors
DP / PA-Linkmit redundantenDP / PA-Kopplern
DP / PA-Link
Integrated Drives
HochverfügbareAutomatisierungs-systeme
SIMATIC ET 200Msingle / redundant
SIMATICET 200Mmit CP 341
DP / PA-Link
Y-Link
Modbus, serielle Kopplung
DP / AS-Interface Link
SicherheitsgerichteteAutomatisierungs-systeme
SIMATIC ET 200M
Standard-Automatisierungs-systeme
Industrial Ethernet, single / redundant
OS / Route ControlServer
Batch- / Archiv-Server
Management Information /Manufacturing Execution SystemWeb Client
– Bedienen und Beobachten
– Maintenance
Web Server /OpenPCS 7
SecurityModule
Terminalbus, single / redundant
OS / Batch / Route Control / TeleControl Clients EngineeringStationen
Netzwerk-drucker
Maintenance Station Client
Maintenance Station Server
OSSingle Station
Standard- undF-Baugruppen
SIMATIC ET 200MF-Baugruppen
Wägesysteme
Zone 1Zone 2
DP / PA Link
Ex-Bedien-terminalEx-I/O, HART
SIMATICS7-300
SIMATICS7-400
SIMATICS7-400
SIMATICS7-400
SIMATICS7-300
SIMATICET 200SPN-CPU
SIMATICET 200SPN-CPU
Fremd-RTU
Fremd-RTU
Modem
SIMATICS7-300
weit verteilte TeleControl- Außenstationen
TCP / IP-WAN-Router
TCP / IPseriell
WAN
WAN
TeleControl OS Server(dediziert oderzweikanalig)
SINAUT ST7
zentralesSINAUTTIM
TeleControl zugeordnete Komponenten
PROFIBUS DP PROFIBUS DP PROFIBUS DP
Industrial Ethernet, Protokoll IEC 850-5
Modbus
SIMATIC PCS 7 ad_IAA_portrait.indd 1 4/27/2010 11:07:10 AM
ENQUIRY NO. 133

52 industrial automation asia | June/July 2010
FEATURES
James Riccardi, MD of RoviSys Asia, talks about the benefits of using Siemens systems
UnitedStanding
we handled so far. Towards the end of this project, the company was incorporated and became a private limited in Singapore.
Soon after, we were awarded t h e R EC (R e n e w a b l e En e r g y Corporation) project in Singapore that enabled us to establish, grow and maximise the local talents.
When you talk about systems integration we are independent. We provide the products and the systems that will fit and benefit the customer’s requirements.
When you look at RoviSys Asia, we are established in the vertical industr ies of pharmaceutical , power and energy. Then there is the glass industry, with glass projects in Taiwan, South Korea and Japan. We are also getting into oil and gas, which is a big part of what we do in the US.
What makes RoviSys different is that we will go from the ground up through the control layer, through the transmitters and the control platform up to the business IT systems. At the production level, we do functional specifications, electrical design and installation, controls, programming and then we move into the MES layer, where we will do all the functions associated with MES.
Our Abbott project had a major MES installation, which was an integration of their SAP system through a batch engine to the Simatic S7 system.
IAA: WHY DO YOU USE SIEMENS PRODUCTS?
JR: If there is something that Siemens has – it is everything! They have products and solutions that are available from bottom-up! Siemens offers diversity; with the Siemens portfolio of products, they have the scale for what you need for the application and the flexibility to do what you need to do.
Our clients are generally aware of the big players. Sometimes there
IAA: COULD YOU TELL US MORE ABOUT ROVISYS?
James Riccardi: R ov iSy s i s a systems integration company. Our parent company is based in the US. We are a charter member of the control systems integrator association, and are gold partners with most of the big brand control and automation companies.
We have 20 people in Singapore and about 200 in the US, of which 80 percent are control engineers.
Our company (Rovisys) came to Singapore in year 2006 for the Abbott Nutrition project. We supplied the Siemens automation s o lu t i o n e quip m e nt su ch as Simatic S7-300 and 400 PLC’s for Abbott. This is one of our biggest Siemens integration project that

June/July 2010 | industrial automation asia 53
ENQUIRY NO. 4706
is a preference, sometimes none. I can’t really think of a time when a customer said “Don’t use Siemens”. They are always part of the list. Even if the clients don’t come specifically for Siemens, Siemens is always on the shortlist.
IAA: TELL US ABOUT YOUR EXPERIENCE WORKING WITH SIEMENS?
JR: They are here for us when we need them. We have a very good experience with Siemens and we are one of their preferred system integrators. And right now Siemens is our biggest automation control platform for projects.
T h e r e ’ s g o o d s u p p o r t , particularly here in Singapore. There have been a few occasions when we needed some serious support and they were there. In fact, I probably talk to Colin (Siemens’ Singapore sales manager Colin Quek) weekly.
Also, we are satisfied with the Simatic PCS 7 process control system. It gives us – both Rovisys and the customer, the flexibility to do anything when needed so. I think that is something that is worth stating. For some control systems you just get locked and restricted to do anything.
IAA: COULD YOU GIVE US AN EXAMPLE OF A PROJECT USING SIEMENS PRODUCTS?
JR: We supplied the Siemens automation and control systems for th e Faci l i t y M anagem ent C o n t r o l S y s t e m f o r R E C i n Singapore.
It was a major Simatic PCS7 installation comprising of three redundant operating systems and a redundant single mode fi bre optic network for long distance data communication connected to 34 remote IO panels. It allows the connectivity and communication of the remote IO’s that is spread out over a half-mile by half-mile site.
T he Simatic PC S 7 is the central station that interfaces to all the production areas which encompasses the f ire system, power monitoring system, and other utility systems in the plant.
IAA: WERE THERE ANY SPECIAL REQUESTS?
JR: What REC requested was no outages. None. Zero. It can’t go down! This place is a continuous operating facility and they can’t r isk shutdown. I f the uti l it ies are to shutdown, there will be
signif icant mechanical impacts on their production and that is the reason why we use Siemens redundant Simatic PCS 7 process control system to handle this requirement.
IAA: WHAT PROBLEMS DID YOU ENCOUNTER AND HOW DID YOU SOLVE THEM?
JR: The inter faces to al l over the plant just evolved over the course of the project. We started to load down one of the servers to the point where it caused system overload.
W i t h S i e m e n s ’ h e l p , w e t e c h n i c a l l y d i a g n o s e d a n d discussed the problem with their team of technical experts from Singapore and Germany. They really worked on the case and came back with some recommendations which we implemented.
The basic solution was to add more servers to handle the additional load. The challenge was, we had to put these new servers in and reroute the communication t r a f f i c a n d i m p l e m e n t t h e changes without disrupting the plants’ operation. And this was accomplished.
Mr Riccardi (on RoviSys Asia): “We are established in the vertical industries of pharmaceutical, power and energy.”

54 industrial automation asia | June/July 2010
FEATURES
COULD YOU GIVE US A SHORT PROFILE OF FESTO, SPECIFICALLY IN PROCESS AUTOMATION? WHY IS FESTO NOW ALSO IN THE FIELD OF PROCESS AUTOMATION?
Dr Roos: We see a clear change in the required market concepts for automation. The market nowadays needs more than just pneumatic solutions. For that, Festo already changed our strategy few years ago, based on customer demands, from a pneumatic supplier to a provider of automation solutions for Factory Automation (FA) as well as Process Automation (PA) applications. Our intention is to be the world’s leading company within our industry for automation with pneumatic and electrical components as well.
Our roots are for several decades in FA. Why now the extension to PA? A lot of our components and solutions for FA can also be utilised within PA applications. Some examples for that are valve terminals, quarter turn actuators, air preparation units etc.
This enables Festo to utilise synergies in the development and production of these components for both industries. Of course, PA specif ic requirements have to been taken into consideration like special safety features, eg SIL (Safety Integrity Level) Certificates or features match requirements of explosion protection.
But besides the synergies in the research, development and testing, we are also able to serve the customer base in the process industries with all our global infrastructure with respect to production, logistics, sales and marketing. This enables us to be for our global customers a global partner ensuring to deliver standardised solutions all over the world with the same quality in the required quantities with short delivery times.
Dr Eckhard Roos, head of Business Centre, Process Automation, Festo reveals the company’s intentions in entering the process automation market
Dr Eckhard RoosFor:
Questions5

June/July 2010 | industrial automation asia 55
The overall turnover of Festo with process industry customers is fast increasing. Certainly, Festo want s a lso to b e come more in d e p e n d e nt f ro m e co n o mic up- and down-turns of the FA market and PA gives an excellent opportunity to achieve this goal based on a strong base of existing c o m p o n e n t s a n d s y n e r g i e s between PA and FA infrastructure.
WHAT ARE SOME OF THE CORE INDUSTRIES THAT FESTO CATERS FOR IN PROCESS AUTOMATION IN THE WORLDWIDE MARKET, AND HOW DOES FESTO POSITION ITSELF IN THE ASIA PACIFIC REGION? ARE THERE ANY PARTICULAR INDUSTRIES YOU ARE PREPARING TO GO IN, IN THE NEXT 5 YEARS?
Dr Roos: The core industries Festo is addressing are the industries where we have the best synergies to the FA applications like Bio/Pharma, Food Processing and in addition the Water/Wastewater segment as well as Chemical/Petrochemical and Oil and Gas.
Based on our large histor y in FA business, the Chemical/Petrochemical and Oil and Gas business with the related special product requirements are new to Festo, but this segment already represents 10 percent of Festo’s PA turnover in total with a strong increasing trend.
And our new developments for next few years will mainly be in this area, to close the product gaps and to fulfil special certification requirements of dedicated regions in the world.
The above mentioned focus s e g m e n t s w i l l r e m a i n o u r global focus segments, but we will concentrate in addition in de dicate d re gions to fur ther segments like palm oil especially in Asia as well as Energy. The
e n e r g y d e m a n d i n A s i a w i l l increase far above the average global growth rate. And we will of course take this into consideration in our PA strategy definition.
WHAT ARE THE MAIN TECHNOLOGIES AND SERVICES FESTO PROVIDES IN THE FIELD OF PROCESS AUTOMATION? CAN YOU GIVE US SOME SHORT EXAMPLES? HOW ARE YOUR EXPERIENCES WITH CUSTOMERS IN ASIA PACIFIC?
Dr Roos: We offer support for our customers from basic engineering to the disassembly of the plants. We of fer all components and solutions for valve actuation and flow control in process industry plants. The portfolio ranges from process valves, actuators, sensor boxes, valve terminals, solenoid valves, air preparation units to remote I/O systems, PLC and in few cases also SCADA systems.
F o r e x a m p l e , i n w a t e r applications, we are able to deliver the whole automation solution out of one hand including the SCADA system. We would not go in the same direction means delivering SCADA systems for Petrochemical or Bio/Pharma plants due to the complexity of these systems in these business segments.
O ur w ate r cus to m e r s c an
i m p l e m e n t a o n e - s t o p - s h o p philosophy and gain all related benefits in cost savings out of this strategy implementation. We deliver not only components and systems to the market. During the lifecycle of a plant we improve the productivity by executing energy saving studies or further consultancy activities with respect to increase the OEE (O veral l Equipment Efficiency) index.
In Asia, we are successful with damper solutions for Chemical and power plants. Also we are able to support our customers across borders. In the latter example our customers (OEMs) are located in one Asian country, but the power plant is located in another country. Based on Festo’s global presence we are able to support our customers not only during the buying phase, but also according the requirements of OEMs and end users cross border during the life cycle.
FESTO’S PHILOSOPHY IS INNOVATION AND QUALITY. CAN YOU ELABORATE MORE ON THIS AND HOW THIS CAN BENEFIT YOUR CUSTOMERS IN THE FIELD OF PROCESS AUTOMATION?
Dr Roos: One example is in Bio/Pharma production. The whole p r o d u c t i o n c h a i n i n a B i o /

56 industrial automation asia | June/July 2010
FEATURES
ENQUIRY NO. 4707
Pharma plant can be separated into the primary production (API-production) and the secondary production (fi lling, packaging).
One of our customers asked us during the basic engineering for a new automation concept to save costs in investments, but also during the operation phase. We offered him an integrated solution by standardised components and pre-assemblies for the primary and secondary production sectors, which enabled him to save costs for spare parts, training, failure fi xing and as a result of that lead to improved productivity.
Another example is based on an application in the water treatment plant. By integrating t h e p o s i t i o n e r f u n c t i o n a l i t y of control valves into a valve terminal solution a lot of benefits were gained by the end user.
Besides the cost savings, the customer is now able to operate the valve and control the plant on a manual level using our pneumatic solution, even when all electrical energy is not available. Further benefits are higher flows, when controlling the outlet valve of this plant as well as less sensitivity to harsh environmental conditions.
ARE THERE ANY PLANS TO INTRODUCE NEW PRODUCTS OR ACTIVITIES?
Dr Roos: Yes, there will be new products and related activities from Festo in the market. Recently we launched our quarter turn
actuator with USPs in the market. This actuator is suitable for both t ypes of valves, eg but ter f ly valves, left-turn to close or right-turn to close. This means only one ordering number and kind of actuator for both valve types. Also this actuator was certif ied by German TUEV for applicability up to SIL 3 level, which covers most of the safety applications in Chemical/Petrochemical and Oil and Gas plants.
In addition, the pilot valves VOFC and VOFD were introduced to the market applicable for safety loops up to the highest safety requirements, means SIL Level 4. These valves are also certificated for applications in plants with explosion proof requirements. Festo has now a complete safety package for valve actuations. This package will be shown at the AchemAsia in Beijing in June 2010.
Also, Festo will show our ability to deliver integrated solutions during the Singapore International Water Week in 2010. Besides products, we will demonstrate the benefits by integrated automation solutions with respect to asset management and diagnosis.
The latter enables to identify problems in the plant earlier and avoid unplanned plant shutdowns or in c ase of a f a i lure give information about the problem in close context to the failure. Both lead to improved productivity and lower operation costs.
We tr y to br ing al l these technology and service information directly to the customer sites via several local events as well, such as Mini Expotainer Tour around Malaysia and City roadshow in Indonesia.
ENQUIRY NO. 4708
Festo: Pilot ValvesPilot valves VOFC/VOFD from Festo are sturdy, corrosion-resistant and reliable. They are used as pilot valves for actuators and on butterfl y or ball valves in, for example, chemical and petrochemical
plants as well as in pharmaceutical production plants. The German Technical Control Board
(TÜV) certifi cate makes them suitable for use in safety-oriented systems up to SIL4.
The pilot valves VOFC/VOFD actuate linear, diaphragm and quarter-turn actuators. They can be mounted directly on the actuator via the fl ange hole pattern as per Namur, thus reducing technical risks and installation effort.

June/July 2010 | industrial automation asia 57
ENQUIRY NO. 4709
A lthough over half of consumers globally reported that protecting the environment is significantly more important to them now than two years ago,
this does not translate into their grocery purchasing behaviour except when it comes to packaging.
Indeed, 57 percent of consumers thought that it is important to buy ethical or socially responsible products but only 42 percent reported altering their habit s to do so, reveal ing a s ignif icant disconnect between what consumers perceive as important to their purchasing habits, and what they actually buy.
Packaging The KeyHowever, exactly the same proportion of consumers said packaging was a key consideration in their purchase decisions, to those who changed their buying habits to include products with reduced packaging.
The more tangible nature of packaging allows consumers to actually see and feel the difference they are making. Sustainable packaging is a claim that can be physically substantiated, rather than just supported by a stamp or logo which can draw considerable scepticism.
Buying products with reduced packaging has obvious ethical implications, so this is becoming an increasingly popular way for consumers to translate their good intentions into action - a marketing technique that brands will need to continue to tap into if they wish to establish ethical credentials.
Adding Credibility To ClaimsSustainable packaging can also serve to validate other ethical claims. In the case of natural and organic products for example, the benefit of reduced or biodegradable packaging can add signi� cant credibility to any other environmental or sustainable credentials.
PackagingLeading
‘Green’ AgendaFor Consumers
Getting packaging right can help convince a cynical consumer that a product’s ethical claims are real. By Katrina Diamonon, Asia Pacifi c consumer insight analyst, Datamonitor
Market Report:H
enk
L, N
ethe
rland
s
ENQU
IRY
NO.
142
It is clear that although consumers place a great deal of importance on protecting the environment, when it comes to actually changing their behaviour, the most common changes are those which require minimal effort or planning. Seeking recyclable and sustainable packaging is a relatively simple measure consumers can take to � ght climate change.
/easy
... lightweight, low-price EasyChains®: simply push the lines in placeby hand, fill from the inside or outside. Short installation time! Now evenmore sizes and versions available: inner height from 5 to 45 mm, inner widthfrom 5 to 140 mm, with multi-chamber system for separate line tracking.
igus® Singapore Pte Ltd No.15 Shaw Road, #03-02 Singapore 367953Phone +65-6487 1411 Fax +65-6487 1511 [email protected]
plastics for longer life®
Really easy...SI-701-EasyChain 85x114 18.04.2007 15:29 Uhr Seite

58 industrial automation asia | June/July 2010
FEATURES
A utomation supplier revenues continued to fall throughout 2009 as compared to 2008. ARC expects that year-on-year comparisons between
2008 and 2009 will experience a decline, with modest growth in 2010. ARC sees signs that the manufacturing recovery has begun but its continued success depends on the ability of the financial markets to return to normal functioning.
Small, medium, and large businesses have all been strained by the inability to access short-term capital. Moreover, many businesses have simply delayed capital equipment expansions, particularly if they manufactured components in the automotive supply chain.
Although the short-term forecast for the global automation expenditures for the process industries looks bleak, ARC expects moderate market growth to resume during the latter part of the five-year forecast period.
Once the economic turmoil settles, the globalisation environment will resume, which will once again cause manufacturing companies to invest in capital expenditures.
Manufacturers will continually face challenges to raise productivity, lower product costs, reduce plant operating expenses, and increase return on investment (ROI) to compete in the global market.
The manufacturing recovery has begun but its continued success depends on the ability of the financial markets to return to normal functioning. By David Clayton, senior analyst, ARC Advisory Group
But Is It Sustainable?The Manufacturing Recovery Has Begun
Market Report:
Wagner Magni, Brazil
Consequently, capital investments for automation should resume across many industries.
Downward Pricing Pressure AcceleratesIt is not often that price erosion becomes a major concern in the automation sector. However, industry veterans have experienced double - digit price decreases. There are several reasons for this, but the net effect is that the market will have difficulty growing even in the high single-digit range over the next five years.
One element contributing to the price erosion is that controllers are rapidly becoming an automation commodity in some sectors. Differentiation between products, capabilities, and performance factors is rapidly diminishing. A large percentage of the suppliers in the market can compete very effectively from a performance criterion across many markets. This increases price competition.
Increase Services Component Of BusinessWith the commoditisation of control equipment, many automation suppliers are dif ferentiating themselves by broadening the scope of services offered to include front-end engineering and design,

June/July 2010 | industrial automation asia 59
ENQUIRY NO. 4710
operations, outsourced maintenance, and performance improvement.
Users and suppliers alike benefit from a more collaborative relationship. Users can leverage the expertise of suppliers to help manage plant assets across their entire lifecycle. Suppliers can go beyond being just automation providers, enhance their overall project revenues, and enjoy long term revenue streams through customer service relationships.
With the global economic uncertainty and ongoing lack of consumer demand, manufacturers are putting more thought into whether they should replace or simply repair their automation equipment.
Since automation repairs are often less expensive than replacement, it is reasonable to expect to see a jump in repair business during an economic slowdown.
To take full advantage of this opportunity, suppliers should make sure that they are in a position to provide repair and maintenance services, not just on their own products, but also on products manufactured by other suppliers.
Leverage High Growth Global RegionsTo take full advantage of the relatively high level of industrial and infrastructure growth in regions, such as China, India, the Middle East, and Eastern Europe, suppliers should continue to invest in improving their distribution channels, including production facilities, sales, service, and repair locations in developing regions.
This can open new markets for conventional and low-cost automation options, breathing new life into these older-generation products, which have been steadily declining as sales of intelligent solutions continue to grow.
Manufacturers are putting more thought into whether they should replace or simply repair their automation equipment
John Nyberg, Denmark
ENQU
IRY
NO.
093
Leverage EmergingGrowth IndustriesThe change in leadership in America, dwindling oil and gas reserves, and environmental concerns are providing an environment ripe for alternative fuels. Revival of the nuclear industry and LNG liquefaction and gasification plants, commercialisation of clean coal and cellulose ethanol are all possible. Suppliers should keep abreast of these markets by helping them solve measurement problems with industry specifi c solutions.

60 industrial automation asia | June/July 2010
products & services
Cognex: Programmable Vision Devices
Enquiry no. 4804
Enquiry no. 4802
Enquiry no. 4803
Enquiry no. 4801
Cummins Power Generation: Diesel Generator Set
Cummins Power Generation have launched a DQLD (2,750 kW) model which is powered by the QSK78-G8 diesel engine.
An extension of the QSK78 Series, the DQLD excels in terms of performance and quality in the work field. Applied with the next generation of complete electronic control, this eco-friendly generator meets the environmental regulations of US EPA and CARB Tier 1.
The DQLD is enhanced with added features like power density, fuel efficiency and a compact exterior look.
Cognex’s Advantage Image Engines is a family of programmable vision devices for OEMs. Advantage Image Engines offer superior 1D barcode and 2D Data Matrix code reading, plus a full suite of industry-proven Cognex vision tools that make it possible to solve even the most challenging inspection applications reliably. Advantage Image Engines are designed for easy integration into commercial and industrial equipment and feature a modular design that provides more user control over lighting, communication, and optics.
Advantage Image Engines use the same code reading algorithms found in Cognex industrial ID readers.
Fluke: Insulation Testers
Fluke’s 1555 and 1550C insulation resistance testers are designed for a wide range of diagnostic and predictive maintenance programs.
These testers offer digital insulation testing up to 10 kV (Fluke 1555),
making them ideal for testing a wide range of high voltage equipment
including switchgear, motors, generators and cables.Fluke insulation testers can conduct the entire range of test
voltages specified in IEEE 43-2000 with a three year warranty and CAT III, 1000 V, CAT IV 600 V safety rating. With measurement storage and PC interface, they are perfect tools for long term equipment monitoring.
Fujitsu Semiconductor: Low-Voltage Operation Microcontrollers
Fujitsu Microelectronics Asia have developed three additional series in its F2MC-8FX family of 8-bit microcontrollers with embedded flash memory.
The products, which feature very low voltage requirements operating on just 1.8V of power, will be available in sample quantities from early May 2010 and in production from July 2010.
The products include six models with embedded LCD controllers in the 64-pin MB95370L series, six models in the 80-pin MB95310L series, and six with an I2C interface that has up to two channels in the 24-pin MB95350L series, for a total of 18 models in the three series.

June/July 2010 | industrial automation asia 61
products & services
Enquiry no. 4808
Enquiry no. 4806
Enquiry no. 4807
Enquiry no. 4805
GE Intelligent Platforms: Unsolicited Reporting Feature
HMS: Intelligent Gateway
The Anybus X-gateway from HMS Industrial Networks enables system integrators to easily transfer I/O data between two different PLC systems and networks. The X-gateway is a configurable stand-alone gateway that allows plant-floor devices on a Profibus network to communicate with the devices on a Modbus-TCP network and vice versa.
The X-gateway is a compact device for standard DIN rail mounting and 24 Volt industrial power supply. It functions as a server (slave) on the Modbus-TCP network and as a master on the Profibus side. The Profibus master functionality is configured with HMS´ Anybus NetTool for Profibus.
Harting: Modular Connector
Harting’s Han-Yellock is flexible, offers utmost safety and reliability, unburdens highly complex technical components such as switch cabinets and requires practically no tools for assembly. This design is an expression of functionality – the Han-Yellock offers connection technology that matches the surface to the functions.
The housing has a split on the cable side. The surface and add-on parts have been designed with an eye to harsh industrial requirements, such as those found in the machine construction industry, energy technology and plant construction.
GE Intelligent Platforms have introduced an upgrade feature for its PACSystems controller platform. The modules feature DNP 3.0 Unsolicited Reporting to address speed and efficiency in SCADA applications that employ numerous remote terminal units (RTUs). DNP 3.0 was originally developed for the Power Utility industry and is now widely used in Water/Wastewater and Oil & Gas.
As applications become larger, they require more distributed I/O and more information flowing through them. Obtaining insight through information means that they need the most up to date information possible.
igus: CC-Link Compatible Cable
The data transmission properties of the ‘Chainflex CFBUS.035’ cable correspond to the CC-Link specification and have been tested by the global coordinating office CC-Links Partners Association (CLPA) in Japan.
The 3-wire shielded bus cable has been developed to meet the highly dynamic conditions found in energy chain applications, by careful design of cable structure and materials used. With an abrasion-proof TPE outer jacket, a gusset-filled extruded inner jacket and an optimised short pitch length, millions and millions of bending cycles are possible in energy chain systems, from 85 mm bend radius (10xd).

62 industrial automation asia | June/July 2010
products & services
Omron: Programmable Controller
Omron’s CJ2M range of programmable controllers have consistent architecture across the whole range and up or down-scaling the applications are fast and easy, with capabilities to upgrade support for function blocks.
CPUs in the CJ2M range are available to suit any task, starting at 5K steps program capacity plus 64K words memory. The CJ2M models offer up to 60K steps and 160K words. All versions have a USB port to provide convenient access for programming, maintenance and troubleshooting.
Enquiry no. 4812
Enquiry no. 4810
Enquiry no. 4811
Enquiry no. 4809
Metso: Intelligent Control Valves
Metso’s iCV are fully suited to both general a n d d e m a n d i n g
applications, especially in hydrocarbon processing
plants. They help process plants to meet environmental regulations by using control valve constructions that provide
superior performance, reliability and control accuracy.
Metso’s iCV control valve offering consists of eccentric rotary plug
valves, V-port segment valves, Neles RotaryGlobe valves, high-performance
eccentric disc valves and top-entry rotary control valves. Metso’s iCV rotary control valves provide the key to reducing
fugitive emissions by eliminating the gland-packing leakages often associated with rising stem globe valves.
Moog: Gigabit Ethernet Supported Slip Ring
The AC6815 is a through-bore, multi-platter design slip ring supporting the gigabit Ethernet standard for high-speed communications.
The AC6815 uses patented ‘broadband’ slip ring technology enabling a large number of power and analog signal circuits to be combined with a digital high-speed signal circuit for error-free data communication and increased circuit density.
Up to six types of power and analogue signal platters can be mixed to provide the number and type of circuits required, and the slip ring can be pre-wired for any of eight different high-speed communication standards.
Nord: Configurable Control Cabinet Inverters
Six s izes of the N o r d S K 5 0 0 E s e r i e s c o n t r o l cabinet inver ters are available, with outputs from 0.25 kW to 22kW. Once the output range has been set, whether the basic model or a fully-equipped package of functions, the external dimensions
of the unit are identical. Especially for conversions or extensions of functions, the uniform space requirements regardless of the options selected makes life easy for users.
All versions are equipped with brake management, brake chopper and mains filter – and provide sensorless current vector control, PID controller for process control as well as switchable parameter sets.

June/July 2010 | industrial automation asia 63
products & servicesproducts & servicesproducts & services
Vega: Radar Level Measurement
Yokogawa: Waveform Recording Instruments
The VegaPuls instrument series enables faster, more accurate and intelligent signal evaluation, with improved an tenna sys tems and additional housing versions to round out the series. Demanding applicat ion areas such as the chemical, petrochemical, bulk solids and power genera t ion industries can benefit even more from the advantages of using non-contact VEGA radar for level measurement.
Through faster hardware and ‘intelligent’ signal evaluation, VegaPuls offers quality in radar signal analysis. Detection of the level echo movement improves the differentiation of wanted and unwanted signals. For the user, this means higher measuring certainty and increased reliability, even in the most critical applications.
The standard DL850 ScopeCorder model succeeds the DL750 ScopeCorder released in 2002 and features a number of significant enhancements. The DL850V Vehicle Edition is a special model that includes added functions for use in automotive research and development.
With the ability to capture high-speed signals, both of these models can accurately measure the signal waveforms from inverters, which play a key role in reducing energy consumption. Both are capable of performing multi-channel waveform recording over extended periods.
Enquiry no. 4816
Enquiry no. 4814
Enquiry no. 4815
Enquiry no. 4813
Rockwell Automation: Digital Consultant Resource Catalog
ProSoft Technology: Industrial Hotspot Radios
A digital tool helps make it faster and easier for consulting engineers to specify products and solutions from Rockwell Automation. The Heavy Industries Consultant Resource Catalog (CRC) helps reduce engineering time and costs for the consultant by providing the information and tools to help make the right product decisions and produce professional project procurement specifications.
The catalog also helps consultants adhere to LEED requirements and specification standards in the Water Wastewater, Mining, Minerals and Cement, Oil and Gas, and Power Generation and Infrastructure industries.
ProSoft Technology’s RLXIB-IHxN series of radios provides plant-wide network integration and easy deployment in the field using a single webpage setup.
The 802.11n Industrial Hotspot solutions provide premier performance for high-capacity networks and offer a wireless solution to applications with moving, and obstructed environments that are traditionally difficult to solve with wireless technology. The 5 GHz band introduces to users another 23 channels which can operate simultaneously with each other and not conflict with pre-existing wireless applications operating on the 2.4 GHz band.

World Asia
64 industrial automation asia | June/July 2010
EVENT rEViEw
ENQUIRY NO. 4901
Sunny weather and posit ive economic outlook for the year accompanied RFID World Asia 2010 Conference and Exhibition as it swung open its doors for the seventh time at Suntec Convention Centre from April 19 - 23, 2010.
undaunted by the then raging Mt Eyjafjallajokull, the ineffable Iceland volcano that grounded airplanes throughout Europe for over a week, over 250 exhibitors showed up with the best that current RFID technologies the world has to offer to 6,000 local and international visitors that came to the show.
RFID AwardsAmong the show’s highlights were the three awards in recognition of RFID excellence: the RFID Champion Award for an individual who is recognised as a leader, innovator, and pioneer of RFID technologies in the Asia-Pacif ic region; the Best RFID Implementation Award, given to end-user companies in Asia Pacif ic for successful implementation of the technology in business operations; and the
Most Innovative RFID Solution, given to RFID manufacturers who released the most effective product or solution.
RFID International Business A s s o c i a t i o n p r e s i d e n t ( A s i a Pacific) Frank Dorrian, speaking at the opening remarks, stressed the technology ’s potential in contributing to a reduced carbon footprint as the next step, calling on enterprises to develop ways to employ RFID in the implementation of this goal.
“RFID can provide the solution that enables businesses and individuals to ‘see’ their energy and emissions in real time, and provide the means for optimisting systems and processes to make them more efficient,” said Mr Dorrian.
RFID Going GreenSpeaking to Industrial Automation A s i a ( IA A), Pat r i c i a Ch e o n g , general manager of show organiser Terrapinn Singapore, said that the application of RFID towards green technologies has only recently caught on among exhibitors, and that it is one of the show’s aims to
April 19 - 23, 2010Suntec International Convention CentreSingapore
raise awareness of the technology in this field.
She added that this year ’s upbeat economic outlook have been encouraging companies in investing interests to finding solutions in this regard.
The 250 exhibitors included businesses f rom the f ie ld of n e t wo r k in g , s e ns o r s , s ys te m integrators, auto detection and identification control, data capture hardware and software, printers, tags, labels, and chips.
The exhibition was held in conjunction with the 15th Annual Cards Asia and the 4th Annual Retail Solutions World, also at the same venue.
RFID

June/July 2010 | industrial automation asia 65
ENQUIRY NO. 4902
THE 16th Metaltech 2010 ended on an encouraging note for the manufacturing industry with 21,923 global visitor and buyers. With most exhibitors reporting better than expected sales and business transactions, the sales generated at the event are estimated to be well over RM700 million (US$213 million).
B o t h t h e o r g a n i s e r s a n d e x h i b i t o r s w e r e p l e a s a n t l y su r p r is e d w i t h t h e u p s w i n g demand for machineries and tools, after a cautious business outlook in the midst of the economy recovery. The event was held from 5 to 9 May 2010 at Putra World Trade Centre, Kuala Lumpur.
Better Than Expected ResultDato’ Jacob Dungau Sagan, deputy minister of international trade and industry commented: “The better than expected global and domestic recovery is ref lected in the response to MTA and Metaltech. These exhibitions have attracted stronger participation from industry players and resulted in a 33 percent growth in exhibition size to 30,000 sq m. The fact that
foreign participation accounts for 55 percent of the 1,200 participating companies from 22 countries is heartening and points towards an upside economy potential.”
Albert Lai, MD of Trade-Link Exhibition Services added: “This year, exhibitors have been happy with the sales achieved at the show. We are proud to announce that the show not only raked in a substantial amount of sales but have also attracted stronger crowd of visitors comprising of owners and decision makers from the manufacturing industry.”
Exhibitors’ VoiceCommenting on this year’s event, Yap Sun Heng, sales manager of Tungaloy Malaysia said: “ This exhibition is a prestigious one in our f ield and through the event, our company was given the opportunity to be exposed to the relevant market plus getting genuine business leads . This won’t be the first and last time for Tungaloy to exhibit here, we are looking forward to coming back in 2011.”
Stella Shim, assistant sales manager of Torq-On Technologies (M) said: “Our company deals with the assembly industries and through this exhibition we were able to promote our brand to the proper target audience and at the same time getting brand recognition. We are happy with the crowd turnout at the event.”
David Wee, assistant manager of Winsaw Engineering Supplies said: “We are pleased to be back at Metaltech 2010. It has been the platform for us to meet new customers and we have been exhibiting for at least 11 years now, and through this event our company managed to expand our business.”
Held alongside MTA, Metaltech 2010 is endorsed by Malaysia E x te r nal Tr a d e D eve l o p m e nt Corporation (MATRADE) and the Global Association of the Exhibition Industry (UFI) amongst others.
The exhibition is also supported by SME Corporation Malaysia, Malaysia’s Hardware, Machinery & Building Materials Dealers’ Association (MHMBA), Singapore Manufacturers’ Federation (SMa), Singapore Industrial Automation Association (SIAA), Small and Medium Enterprises Association (SAMENTA) and Taiwan Machine Tool Builders’ Association (TMBA), just to name a few.
The next exhibition will be held from 4 to 8 May 2011 at PWTC. It is the event for manufacturers and metal industry players from around the world to showcase and source for metal work, machine tools, CAD/CAM, metrology, mould and die, surface and heat treatment, s u b - c o n t r a c t i n g , f o u n d r y , industrial automation, robotics, precision engineering and welding technology and products.
May 5 – 9, 2010Putra World Trade CentreKuala Lumpur, Malaysia
Metaltech 2010

66 industrial automation asia | June/July 2010
EVENT REVIEW
ENQUIRY NO. 4903
EcoStruxure
T H E S c h n e i d e r E l e c t r i c ’ s EcoStruxure launch at Suntec Convention Centre opened its doors to more than 1,100 visitors that included entrepreneurs, property developers, engineers, architects, contractors, and other industry professionals and managers from 13 Asian countries.
The event, which ran for two days on May 4 and 5, picks up from the firm’s aim of promoting energy ef f iciency at a time when the world is grappling with resource management issues.
A Commercial ConceptD e s c r i b e d a s a c o m m e r c i a l concept that integrates a number of systems to maximise energy management, EcoStruxure focuses on five key areas, namely those of power, white space, process and machines, building control, and physical security.
The launch featured an exhibit of the new product ’s various applications in several industries including water systems, process automation, power generator s y s t e m s , I T, h o t e l s , o f f i c e s , h osp i t a ls , an d l i f e s c i e n ce s , displayed alongside miniature replicas of the applications they represent. Lunch and tea breaks provided visitors with ample opportunities for networking and swapping business cards.
Among the speakers in the p ro du c t laun ch we re Stuar t Thorogood, the company’s senior vice president for Southeast Asia; Dan Vlasceanu, director of launch and country support; and Ang Koon San, vice president for industry business in Singapore.
Nelson Yeap, president of Schneider Electric Singapore, gave a brief presentation on the firm’s history, while David Blumanis, the company’s data centre adviser for IT business in Asia Pacific and Japan, gave a presentation on the system’s implication for players in the IT industry.
Energy DilemmaThe planet’s delicate balancing act between increasing demand and supply clean energy--termed as the ‘energy dilemma’--is here to stay, said Mr Thorogood.
He adds that the energy demand will have doubled by 2030, while carbon emissions should be reduced by half if the world is to avoid dramatic effects from a warming planet; hence, an immediately available solution for companies is for them to reduce waste and make the most out of already existing energy.
Changing Lifestyle, Increased EfficiencySimilarly, Mr Vlasceanu pointed to energy optimisation as one of the most readily available solutions to the dilemma, citing changing lifestyle trends such as the increase in mobile phone, internet, and data
consumption as one of the key drivers for soaring energy usage. Currently, an estimated 20 percent of the total industrial and commercial power usage goes to waste.
Meanwhile, in the process automation sector, Ms Ang noted how customised platforms such as the ‘Plant Struxure’ and the ‘Machine Struxure’ systems for automation industries could contribute to increased ef f iciency along the production line without sacrificing output quality or quantity.
E c o S t r u x u r e r e f e r e n c e a r c h i t e c t u r e s w i l l r o l l o u t throughout 2010.
May 4 - 5, 2010Suntec International Convention CentreSingapore
Schneider Electric
Debut

JULY
6 – 9 MTA Vietnam 2010Saigon Exhibition & Convention CentreHo Chi Minh, VietnamSingapore Exhibition ServicesEmail: [email protected]: www.mtavietnam.com
15 – 18 Eastpo 2010Shanghai New International Expo CenterShanghai, ChinaEastpo International ExpoEmail: [email protected]: en.eastpo.net
SEPTEMBER
1 – 3 HVAC Asia 2010Marina Bay SandsSingaporeIIR ExhibitionsEmail: [email protected]: hvacrseries.com
15 – 17 Industrial Automation VietnamSaigon Exhibition & Convention CentreHo Chi Minh, VietnamHong Kong Exhibition ServicesEmail: [email protected]: www.iavietnam.com
21 – 24 Automation 2010Bombay Exhibition CentreMumbai, IndiaIED CommunicationsEmail: [email protected]: www.automation2010.in
OCTOBER
5 – 7 ProcessCEM Asia 2010Marina Bay Sands Expo & Convention CentreSingaporeAssociation of Process Industry (ASPRI)Email: [email protected]: www.processcemasia.com
JUNE
15 – 17 Nepcon MalaysiaPenang International Sports ArenaPenang, MalaysiaReed ExhibitionsEmail: [email protected]: www.nepcon.com.my
15 – 18 CommunicAsia 2010Singapore ExpoSingaporeSingapore Exhibitions ServicesEmail: [email protected]: www.communicasia.com
16 – 19 Propak Asia 2010BITECBangkok, ThailandBangkok Exhibition ServicesEmail: [email protected]: www.propakasia.com
21 – 23 Vietnam Power Summit 2010Sheraton Saigon Hotel & TowersHo Chi Minh City, VietnamAsia Business ForumEmail: [email protected]: www.abf-asia.com
24 – 27 Intermold Thailand 2010BITECBangkok, ThailandReed TradexEmail: [email protected]: www.intermoldthailand.com
24 – 27 Assembly Technology 2010BITECBangkok, ThailandReed TradexEmail: [email protected]: www.assemblytechexpo.com
28 – July 1 World Cities Summit 2010SingaporeEmail: [email protected]: www.worldcities.com.sg
28 – July 2 Singapore International Water Week
Suntec SingaporeSingaporeSingapore International Water WeekEmail: [email protected]: www.siww.com.sg
Calendar of Events19 – 21 EP China 2010
China International Exhibition CenterBeijing, ChinaAdsale Exhibition ServicesEmail: [email protected]: www.epchinashow.com
25 – 28 CeMAT AsiaShanghai New International Expo CentreShanghai, ChinaDeutsche Messe AGEmail: [email protected]: www.cemat-asia.com
27 – November 4 Singapore International Energy Week
Suntec SingaporeSingaporeSingapore International Energy WeekEmail: [email protected]: singapore.iew.com.sg
28 – 30 India Chem 2010Bombay Exhibition CentreMumbai, IndiaFederation of Indian Chambers of Commerce & IndustryEmail: manojmehta@fi cci.comWeb: www.indiachem.in
NOVEMBER
30 – December 3 OSEA 2010Suntec SingaporeSingaporeSingapore Exhibition ServicesEmail: [email protected]: osea-asia.com
To be considered for inclusion in the Calendar of Events, send details of event (name, date, venue, organiser contact) to:
The Editor IAAEastern Trade Media Pte Ltd.1100 Lower Delta Road, EPL Building#04-02, Singapore 169206Tel: (65) 6379 2888 • Fax: (65) 6379 2805Email: [email protected]

64 Advertising Index | IndustrialAutomationAsia
ADVERTISINGI N D E X
ADVERTISER ENQ NOPAGE NO
This index is provided as an additional service. The publisher does not assume any liability for errors or omissions.
Recommend another industry professional to receive FREE copy of Industrial Automation Asia.
You only need to complete the below form and return it to our Singapore offi ce via fax: 65-6379 2806 or post:
EASTERN TRADE MEDIA PTE LTD 1100 Lower Delta Road #04-02 EPL Building Singapore 169206Attn: The Circulation Executive
Name: _____________________________________________________________________ Signature: ____________________________
Job Title: ____________________________________ Company: __________________________________________________________
Address: _____________________________________________________________________________________________________________
Tel: ____________________________________________________ Fax: ________________________________________________________
Email: __________________________________________________ Website: ____________________________________________________
Product / Services: ____________________________________________________________________________________________________
Free Qualifi ed Subscription
www.iaasiaonline.com
Free Qualifi ed SubscriptionFree Qualifi ed SubscriptionClick online for your
68 industrial automation asia | June/July 2010
ADVERTISING SALES OFFICES
HEAD OFFICESINGAPOREEASTERN TRADE MEDIA PTE LTD1100 Lower Delta Road #04-02 EPL Building Singapore 169206Tel: 65-6379 2888Fax: 65-6379 2805/6379 2806
SINGAPORE:[email protected]
MEDIA REPRESENTATIVESJAPAN: Ted Asoshina Echo Japan CorporationTel: 81-3-32635065 Fax: [email protected]
KOREA: Young-Seoh Chinn JES Media InternationalTel: 82-2-481 3411/3Fax: 82-2-481 [email protected]
TAIWAN:Robert Yu Worldwide Services Co LtdTel: 886-4-23251784 Fax: [email protected]
The closing date for placing advertisements is not less than FOUR WEEKS before the date of publication. Please contact our nearest advertising offi ce for more details.
ABB PTE LTD 7 138
ADVANTECH CO SINGAPORE PTE LTD 35 137
CARLO GAVAZZI AUTOMATION SINGAPORE PTE LTD 23 134
CEJN PRODUCTS FAR EAST PTE LTD 47 836
COGNEX SINGAPORE INC 31 119
DAIFUKU MECHATRONICS SINGAPORE PTE LTD 43 113
EXXON MOBIL ASIA PACIFIC 3 126
FESTO PTE LTD 1 135
FUJI ELECTRIC ASIA PACIFIC PTE LTD 5 070
HITACHI ASIA LTD 49 079
IGUS SINGAPORE PTE LTD 45 / 57 141 / 142
JJ-LAPP CABLE (S) PTE LTD 59 093
MITSUBISHI ELECTRIC ASIA PTE LTD (CC-LINK) OBC 130
NATIONAL INSTRUMENTS PTE LTD IBC 140
PLANT WERX PTE LTD 37 136
ROCKWELL AUTOMATION SEA PTE LTD IFC 120
SIEMENS PTE LTD 51 133
VEGA INSTRUMENTS PTE LTD 19 139

FAX
OR
PO
ST
FOR
INFO
RM
ATI
ON
MAIN INDUSTRY SECTOR✔ ❑ Tick one box only
❑ 610 Others (Please specify)
❑ 500 Semi-Conductor Foundry Services
❑ 505 Semi- Conductor Equipment Mfg
❑ 510 Electrical & Electronics Mfg
❑ 515 Automated Assembly
❑ 520 Precision Engineering & Sub-contracting
❑ 525 Aerospace
❑ 530 Automotive
❑ 535 Material,Storage & Handling
❑ 540 Systems Design & Programme
❑ 545 Building and Construction
❑ 550 Rubber & Plastic Manufacturing
❑ 555 Assembly/Packaging
❑ 560 Food & Beverage Processing
❑ 565 Pulp & Paper
❑ 570 Oil & Gas Production
❑ 575 Power Generation
❑ 580 Chemical and Pharmaceutical Manufacturing
❑ 585 Environmental Management
❑ 590 Water & Waste Water Management & Recycling
❑ 595 Shipbuilding & Repair
❑ 600 Trade Association/Institutions/Government Agency
❑ 605 Agents/Distributors/Representatives
MY JOB FUNCTION IS
Do you ❑ recommend ❑ decide ❑ specify on new product purchases?
❑ Tick one box only✔
THE NUMBER OF EMPLOYEES AT OUR COMPANY/FACTORY IS
1 ❑ 1-10 2 ❑ 11-30 3 ❑ 31-50 4 ❑ 51-100 5 ❑ 101-499 6 ❑ 500 or more
June/July 2010
To: The Circulation Executive, Circulation Department,
Name: (Surname) (Given names)
Job Title:
Company Name:
Business Address:
Country:
Telephone: Fax: E-mail:
ENTER INFORMATION CARD NUMBER(S)
TYPES OF PRODUCTS TO BE PURCHASED IN THE NEXT 12 MONTHS
❍ Motion & Drives ❍ Detection Instruments ❍ I/O Products ❍ PLM Products
❍ Automation Software ❍ Machine Safety ❍ Systems & Architectures ❍ Others
ATTACH
BUSINESS
CARD
Do you want to receive (continue to receive)
Industrial Automation Asia? ❑ YES ❑ NO(Not valid without signature)
Signature ___________________ Date__________
ENTER PRODUCT ENQUIRY NUMBERS HERE FOR FAST INFORMATION!Kindly enquire online @ www.iaasiaonline.com or complete and post to: Eastern Trade Media Pte Ltd, 1100 Lower Delta Road #04-02 EPL Building Singapore 169206 or fax to: 65-6379 2806 (Singapore)
YOUR READER REGISTRATION NO. www.iaasiaonline.com
❑ 72 Others (Please specify)
❑ 50 Executive Management
❑ 52 Maintenance Engineering
❑ 54 Manufacturing Engineering
❑ 56 Design Engineering
❑ 58 Packaging Engineering
❑ 60 Process Engineering
❑ 62 System Support Engineering
❑ 64 Testing & Inspection/Quality Control
❑ 66 Purchasing/Sourcing
❑ 68 Research & Development
❑ 70 Sales & Marketing

SUBSCRIBE TODAY!
❑ 001 1 – 10 ❑ 002 11 – 30 ❑ 003 31 – 50 ❑ 004 51 – 100 ❑ 005 101 – 499 ❑ 006 500 or more
YOUR JOB FUNCTION (Please tick)
YOUR BUsINess ACTIvITY (Please tick)
sIze OF COmpANY (Please tick)
❑ Credit Card ❑ Amex ❑ Visa ❑ Mastercard
I wish to pay by:
❑ Cheque - made payable to eastern Trade media pte Ltd
❑ Telegraphic Transfer Payment UNITeD OveRseAs BANK, sINGpORe BANK CODe : 7375 BRANCH CODe : 037 ACCOUNT NO : 921-343-851-0 COmpANY : eAsTeRN TRADe meDIA pTe LTD
❑ 560 Food & Beverage Processing
❑ 565 Pulp & Paper
❑ 570 Oil & Gas Production
❑ 575 Power Generation
❑ 580 Chemical and Pharmaceutical Manufacturing
❑ 585 Environmental Management
❑ 590 Water & Waste Water Management & Recycling
❑ 595 Shipbuilding & Repair
❑ 600 Trade Association/Institutions/Government Agency
❑ 605 Agents/Distributors/Representatives
❑ 610 Others (Please be specific)
❑ 500 Semi-Conductor Foundry Services
❑ 505 Semi-Conductor Equipment Mfg
❑ 510 Electrical & Electronics Mfg
❑ 515 Automated Assembly
❑ 520 Precision Engineering & Sub-contracting
❑ 525 Aerospace
❑ 530 Automotive
❑ 535 Material,Storage & Handling
❑ 540 Systems Design & Programme
❑ 545 Building and Construction
❑ 550 Rubber & Plastic Manufacturing
❑ 555 Assembly/Packaging
❑ 62 System Support Engineering
❑ 64 Testing & Inspection/Quality Control
❑ 66 Purchasing/Sourcing
❑ 68 Research & Development
❑ 70 Sales & Marketing
❑ 72 Others (Please be specific)
❑ 50 Executive Management
❑ 52 Maintenance Engineering
❑ 54 Manufacturing Engineering
❑ 56 Design Engineering
❑ 58 Packaging Engineering
❑ 60 Process Engineering
Mail or Fax this form to: Circulation Department, eastern Trade media pte Ltd 1100 Lower Delta Road #04-02 epL Building singapore 169206 Fax: (65) 6379 2806
Commencing From: ____________ (Year) ___________ (Month)
Cardholder’s Name ________________________________
Account Number
Expiry Date Signature
Name: (Surname) ________________________________________ (Given Name) ___________________________
Company: ______________________________________________ Job Title: _______________________________
Address: ________________________________________________________________________________________
Country: _______________________________________________ Telephone No: __________________________
E-mail:_________________________________________________ Fax No: ________________________________
■ Singapore/Malaysia S$60.00 ■ Asia Pacific/America/Europe/Others S$100.00(GST Applicable)
Receipt will only be issued upon request!
Security ID
www.iaasiaonline.com
ONLINE @ www.iaasiaonline.comORsUBsCRIpTION RATesAIRmAIL (1 YeAR – eIGHT IssUes)
–

>> Find out what else LabVIEW can do at ni.com/imagine/rf Toll-free 1800 887710
©2009 National Instruments. All rights reserved. LabVIEW, National Instruments, NI, and ni.com are trademarks of National Instruments. Other product and company names listed are trademarks or trade names of their respective companies. 0781
NI LabVIEWLimited Only by Your Imagination
PRODUCT PLATFORM
NI LabVIEW graphical and textual programming
NI LabVIEW Modulation Toolkit
NI Spectral Measurements Toolkit
NI PXI instrumentation platform
High-quality RF measurements on signals from -165 to +30 dBm
Parallel RF signal processing on multiple cores Up to 8 by 8 MIMO with
less than 0.5 degrees of phase error
Signal simulation and measurement from
DC up to 26 GHz One platform to prototype and test multiple protocols
From satellite communications to
cellular base stations, LabVIEW
graphical programming and NI PXI
hardware are helping engineers stay
ahead of the changing wireless
industry with a fl exible, low-cost
prototyping and testing platform.
RF
Medical
Robotics
Multicore
National Instruments ASEANni.com/asean ■ [email protected] 1800 226 5886 ■ Malaysia 1800 887710 Thailand 1800 345 555 ■ Philippines 1800 1888 3834 Other ASEAN Countries 65-6226 5886
2009-0781.indd 1 11/24/09 9:18:16 AM
>> Find out what else LabVIEW can do at ni.com/imagine/rf Toll-free 1800 887710
©2009 National Instruments. All rights reserved. LabVIEW, National Instruments, NI, and ni.com are trademarks of National Instruments. Other product and company names listed are trademarks or trade names of their respective companies. 0781
NI LabVIEWLimited Only by Your Imagination
PRODUCT PLATFORM
NI LabVIEW graphical and textual programming
NI LabVIEW Modulation Toolkit
NI Spectral Measurements Toolkit
NI PXI instrumentation platform
High-quality RF measurements on signals from -165 to +30 dBm
Parallel RF signal processing on multiple cores Up to 8 by 8 MIMO with
less than 0.5 degrees of phase error
Signal simulation and measurement from
DC up to 26 GHz One platform to prototype and test multiple protocols
From satellite communications to
cellular base stations, LabVIEW
graphical programming and NI PXI
hardware are helping engineers stay
ahead of the changing wireless
industry with a fl exible, low-cost
prototyping and testing platform.
RF
Medical
Robotics
Multicore
National Instruments ASEANni.com/asean ■ [email protected] 1800 226 5886 ■ Malaysia 1800 887710 Thailand 1800 345 555 ■ Philippines 1800 1888 3834 Other ASEAN Countries 65-6226 5886
2009-0781.indd 1 11/24/09 9:18:16 AM
ENQUIRY NO. 140

ENQUIRY NO. 130