Embed Size (px)
Citation preview

IS relatively new science offers some attractive options for recovery of low-grade, complex and small-body ores, and readily lends itself to outomation.
WINNING METALS WITH WATER J. H. Canterford, Commonwealth Scientific a n d Industrial Research Organization
xtractive metallurgy, the science of recovering metals and non-metals from their ores, may be divided into hydrovietallurgy and pyronietallur- gy. Whereas in pyrometallurgy, heat plays a major role, in hydrometallur- E gy, solution in water (or, in certain cases, solvents other than water) is an
essential feature. Thus, hydrometallurgy generally involves converting the desired metal or
metals in an ore, concentrate or intermediate product into a water-soluble form, followed by recovering from solution a more highly refined product. In certain cases, however, hydrometallurgy is used to remove easily-soluble waste or gangue minerals from an ore, leaving an insoluble concentrate.
As Wadsworth [I] has pointed out, hydrometallurgy, with a history dating back some ti00 years, has only recently attained the status of a science. This compares with a 6,OOO-yew history for pyrometallur~T. Because many hydro processes require the use of electrical energy, the widescale commercial use of hydrometal- lurgy dates back only some 120 yews.
The significance of hydro processes can be well illustrated by reference to the wide range of papers presented at the Third International Symposium oti Hy(Irometd1urg-y , held in 1YX3 I.! 1. Annual reviews, including those of Warren I .I 1, provide useful data on cun’ent de\c.loi)”irnts, while the personal viewpoints of i3urkin 14 I, Habashi 151, I’icketi~g and Canterforti I(;], and Weir arid Masters I;] may give those associated with research and development of hydro processes a new slant on their problems.
I3ecause hydro processes are can-ied out at relatively low temperatures (2(L

250°C) compared with pyro processes (600-2,0OO0C), rates of reaction are much slower and, in most cases, control the productivity of a given size of plant. Wadsworth and Miller [SI provide an excellent review of the rates of a wide range of hydro reactions.
Conventional hydro processes consist of three basic steps: 1. Dissolution (leaching) of the wanted constituents. 2. Purification of the metal-containing solution (leachate). 3. Recovery of the dissolved metals.
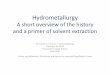
Fig. 1 shows a simplified flowsheet of a typical hydro pro- cess. As can be seen, there are numerous methods applicable for each of the basic processes, the actual combination cho- sen depending on many factors. (Cementation is a process of surrounding a solid with a powder and heating the whole so that the solid is changed by chemical combination with the powder; electrowinning is the recovery of a metal via electrolysis.)
Why choose hydrometallurgy? There are a number of metals, alloys or oxides that can be produced only by a hydro or a pyro process. Uranium oxide (U,O,) and steel, respectively, are good examples. How- ever, there are many ores and concentrates that can be treated by a variety of both hydro and pyro techniques.
The choice between hydrometallurgy and pyrometallurgy, and indeed between several alternative hydro processes, involves consideration of many factors, some of which be- come apparent only during pilot-plant operations. Non-met- allurgical factors - including geographical location, avail- ability of manpower, water and power, and market requirements - have a marked influence on the choice be- tween two competing processes.
The situation is not normally one of hydrometallurgy versus pyrometallurgy, but one of establishing the most favorable process for a given ore in a given location. As we are required to process lower-grade and more-complex feed materials, as energy costs continue to spiral, and environ- mental constraints become more severe, many of the new- generation processes will tend to incorporate both hydro and pyro stages. The roastileach/electrowin (RLE) process for recovering metallic zinc from zinc sulfide concentrates repre- sents one of the best-known examples of a process with a pyro “front end.”
At the present time, hydro and combined hydrolpyro processes are used to recover a wide range of metals and nonmetals, including the following: uranium, gold, alumina, zinc, nickel, cobalt, copper, the platinum-group metals, tita- nium, niobium, tantalum, zirconium, molybdenum, tung- sten, beryllium, the rare earths, boron, halite (NaCl), car- nallite (KMgCl3-6H20), and sulfur.
I t is generally recognized that one of the advantages of hydrometallurgy compared with pyrometallurgy is that the former can be used to process relatively small ore deposits, using relatively small processing plants. Hence it is possible to design and economically operate a portable, trailer- mounted hydro plant. Good examples are the so-called PURE (Portable Uranium Recovery Equipment) plant de- signed by Dravo [9 ] , and the solvent-extractiodelectrowin- ning unit developed by Holmes and Naver Inc. [ I O ] .
On the other hand, to be economic, most pyro processes
42 CHEMICAL ENGINEERING/OCTOBER a. iw
lust be carried out on a large scale, and addition of extr; rocessing capacity is very costly. Another advantage of hydrometallurgy is that it is we1
uited to low-grade and more-complex ores. This is impor ant, because the world’s high-grade ores that are readill eneficiated into concentrates suitable for pyrometallurg re becoming depleted. A good example is nickel: Although about 70% of thc
rorld’s production is presently derived from sulfide ores iainly by pyro techniques, the sulfide ores account for on11 bout 30% of the known land-based reserves. I t is obvioui hat nickeliferous (containing nickel) laterites will becomc icreasingly used as the source of nickel. Other advantages of hydrometallurgy are: Processes arc
eadily carried out on a continuous basis, leading to readj utomation and control; and sulfides can be eliminated in tht lemental form, rather than as sulfur dioxide. Of course, hydro processes suffer from several importan!
isadvantages. One d the most important is that they art nergy-intensive. Other disadvantages are: They involvt andling large volumes of often dilute but corrosive an( ?metimes poisonous solutions; and they produce residue: iat are difficult to filter, wash and dispose of in an environ ientally acceptable manner. During the late 1960s and early 1970s, much of the impetus
)r the development of new hydrometallurgical routes cam( -om the need to treat nonferrous metal sulfide concen. mates. Pyro treatment of these concentrates leads to tht roduction of large volumes of sulfur dioxide. If this is no1 xovered and converted to sulfuric acid, then the potentia nd real environmental problems associated with the gener.
Solvent extraction, ion exchange, Cementation, precipitation, crystallization
Cementation, gaseous reduction, electrowinning
Waste purificaoon
igure 1 - The basic concepts of a hydrometallurgical rocessing route are shown in this hypothetical flowsheet
lition of extra
that it is well This is impor- at are readily wometallurgy
t 70% of the sulfide ores,
mount for only I t is obvious
l will become
9ocesses are ling to ready unated in the
.a1 important hat they are 'hey involve mosive and uce residues I an environ-
'the impetus routes came lide concen- leads to the f this is not he potential I the gener-
I
t
ation of acid rain from the emitted SO2 cannot be ignored. Many metallurgists, process engineers and corporate
managers believed that alternative routes based on hydro- ~netallurgy would solve many of the problems, particularly it1 view of the fact that it was known that some of these routes were capable of converting sulfides to the more environmentally acceptable elemental form of sulfur.
Some went so far as taking the view that hydrometallurgy kvas the panacea of all environmental ills associated with the extractive metallurgical industry. In reality, the situation is not clear-cut. On one hand, there have been significant improvements in sulfur dioxide recovery procedures; on the other hand, hydro routes often produce solid and liquid residues that are difficult to dispose of, as discussed previously.
Process selection At a first glance, Fig. 1 might suggest that the hydrometal- lurgist is faced with (a> a difficult choice to be made between the numerous alternatives available for each stage, or (b) the advantage of having a wide range of alternatives that could be used for a given ore in a giien location.
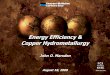
In reality, the position is somewhat different. For any given ore, there are normally only two or three reagents that are commercially applicable for, say, leaching. The type of ieuchant that can be used is largely determined by the mineralogical form in which the desired metal occurs, by the mineralogical form of the gangue minerals, the cost and ease of reagent regeneration, and the types of metal recovery procedures that are appropriate.
In some cases, it is necessary to carry out a pre-leach pyro
j 1
treatment to convert the desired metal into a leachable form, or to reduce gangue mineral dissolution, that is, increase selectivity. For example, ammoniacal ammonium carbonate leaching of nickeliferous laterites is carried out with pre- reduced feed.
Research is continuing on the development of alternative leachants, purification reagents and operating procedures. For example, there are several groups investigating the use of thiourea as an alternative to cyanide for the dissolution of gold from a range of ores, concentrates, secondary products and residues. Many would regard the replacement of envi- ronmentally unacceptable cyanide with thiourea as a very desirable change.
Electrowinning is energy-intensive, and considerable ef- forts are being directed towards the development of alterna- tive routes - particularly hydrogen reduction of the dis- solved metal on a continuous basis. Solvent extraction and ion exchange have been used for many decades in analytical chemistry, but were only adopted in hydrometallurgy about twenty years ago. They are now regarded as standard hydro unit processes.
In fact, these various hydro technologies have advanced to the stage that some reagents (extractants and resins) are now being manufactured for a specific hydro feed-solution. This contrasts with the position about 10 years ago, when a process had t o be designed to produce feed solution that was compatible with the reagents then commercially available.
The table gives a selection of the leachants now in com- mercial use, together with the solution purification and metal recovery procedures applicable. The versatility of hydrometallurgy is immediately apparent.
Table - Hydrometallurgical processes exist for a number of ores, with various leachants, purification and recovery procedures
Ore type Leachants PurNficatfon and recovery
Bauxite Cu oxide ores Cu sulfide concentrates' Cu sulfide wastes Cu dross Co sulfide concentrates Co-Ni sulfide concentrates Gold ores
Mo-W concentrates Ni sulfide concentrates Ni laterites' Ni laterites PGM* concentrates Rare earths Ti oxides Zn sulfide concentrates* Zn sulfide concentrates U ores
U ores Na2C0,
'Pre-leach roast required. 'Prsleach reduction required. 'Platinum group metal
Precipitation, crystallization Cementation, solvent extraction, electrowinning Electrowinning Cementation, solvent extraction, electrowinning Solvent extraction, precipitation, electrowinning Solvent extraction, electrowinning Solvent extraction, electrowinning Activated carbon, ion exchange, solvent extraction, electrowinning Solvent extraction, precipitation Hz reduction Precipitation, calcination, HI reduction Hz reduction, precipitation Solvent extraction, ion exchange Solvent extraction Precipitation, reduction Electrowinning Electrowinning Solvent extraction, ion exchange, precipitation, calcination Solvent oxtr8ction, ion exchange, precipitation, calcination

Process examples In this section, three recently developed hydro processes will be outlined, one (solution mining) being a general con- cept, the other two being specific operations. The wide applicability of modern hydro practice is described in detail elsewhere [ I ,3,5,11].
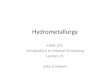
Solution mining - Also known as in-situ leaching, solu- tion mining involves direct dissolution from an orebody. Hence it avoids conventional mining procedures, where the ore is mined by open-cut or undergr,ound techniques and is brought to the surface, where it is processed.
Fig. 2 shows an idealized representation of the concept of solution mining. The leachant is pumped into the ore zone, where it dissolves the appropriate minerals. The leachate is then pumped to the surface, the metal recovered, and the leachant is regenerated and returned underground.
The advantages of solution mining compared with conven- tional processes can be summarized as follows:
Capital and operating costs are reduced because the technique is not labor- or equipment-intensive.
Solution mining is applicable to deposits that cannot be economically treated by other routes because of the small- ness or location of the deposit.
Solution mining can be used to recover the remnants from previously worked orebodies, as well as low-grade deposits, so that it is significant from the efficient-use-of- resources point of view. Because large tonnages of ore are not brought t o the surface, there is only limited surface disturbance, and this is returned to its original state quite readily.
I I Recovery
circuit I - I
Figure 2 - Leachant is pumped into the ore zone where it dissolves the appropriate minerals in a confined permeable layer
44 CHEMICAL ENGINEERING/OCTOREH W. 19%
Occupational health and safety factors are substantially better. Although a large volume of water is used, it is continuously recycled with only minimal losses; water con- servation is thus a significant factor in the use of solution mining.
Establishment times (required for planning, installation and commissioning of plant) are relatively short.
On the other hand, solution mining is not without its problems and disadvantages:
1. Scaleup factors are difficult to establish. 2. Prolonged operational periods are required because of
the low rates of mineral dissolution. 3. Recovery is incomplete because of contact problems;
most orebodies are highly irregular in geometry. 4. There is the possibility of contamination of the ground-
water outside the ore zone. The last point is of concern, especially to many of the
general public who do not have any technical training, partic- ularly in the field of hydrology. In reality, solution mining is no more, and probably less, environmentally hazardous than other forms of mining and a wide variety of other industrial activities.
Although commercial solution mining is presently restrict- ed to the recovery of copper, uranium, sulfur, trona (sodium carbonate), carnallite (a double chloride of potassium and magnesium), and halite (sodium chloride), it will become more diversified in the future. Feasibility and technical-scale studies are now in progress for the recovery of gold, nickel, cobalt, zinc, vanadium, manganese, colemanite (calcium bo- rate), and other minerals. The concepts and potential of solution mining are well described elsewhere [1,18,13].
Uranium leaching - An oxidant is normally required in the acid dissolution of uranium ores. This is because the uranium in the ore minerals is mainly in the acid-insoluble tetravalent form. Dissolution involves oxidation of the urani- um to the water-soluble hexavalent form. Ferric iron is the normal oxidant.
U02 + 2Fe3' -+ UO;' + 2Fe"
As can be seen, ferrous iron is a product of this reaction. In order to maintain the progress of the uranium-ore dissolu- tion reaction, it is necessary to re-oxidize the ferrous iron.
The most common oxidants for this purpose are sodium chlorate and manganese dioxide (pyrolusite). Both of these oxidants, while quite efficient for ferrous iron oxidation, can lead to environmental problems.
The products of the oxidation reactions, sodium chloride and manganous sulfate respectively, are discharged to the tailings dam with the leach residue. Although the manga- nese concentration of the tailings liquor can be reduced by neutralization with lime, this is not the case with the chloride ion. The final disposal of the excess liquor from the tailings dam can pose significant problems.
Over the last 10 years or so, Caro's acid (permonosulfuric acid, H,SO,) has attracted much attention as an alternative oxidant. I t has several important advantages over the solid oxidants. I t is a liquid that can be readily stored and metered and, most importantly, the product of its reaction is water, i.e., it is environmentally attractive.
I t is also economically attractive because, although sulfu-

:er the solid ind metered on is water,
,jc acid still has to be added for ferrous iron oxidation, the sulfuric acid consumption is only half what it would be if manganese dioxide, the most common oxidant, were used. filoreover, the amount of lime that is needed for leach psidue neutralization is also significantly reduced.
Numerous laboratory leaching programs and several plant trials have now been carried out using Caro’s acid as an oxidant for uranium leaching and a number of other applica- tions, including the oxidation of manganese in zinc electro- winning circuits.
One of the first full-scale commercial plants using Caro’s acid is a t the Queensland Mines uranium processing opera- tion at Nabarlek, Australia. Lucas and eo-workers [14] pro- vide an excellent description of the plant trials, and discuss the reduced capital and operating costs. The cost compari- sons are realistic because the Nabarlek operation was origi- nally based upon the use of manganese dioxide as the oxi- dant. Complete conversion to Caro’s acid was carried out by mid- 1983.
Although the overall Nabarlek circuit is not substantially different from those of numerous other uranium leaching plants using sulfuric acid, the Nabarlek trials are of interest in that they describe another facet of hydrometallurgy. That is. they are concerned with the development and commer- cialization of a new reagent (Caro’s acid), rather than the development of a totally new flowsheet. This type of devel- opment is very important in helping to reduce capital and operating costs.
Zinc pressure leaching - Pressure leaching of zinc sul- fide has been studied on both laboratory and commercial scale for more than 30 years. Part of the incentive for this
research and development has been to avoid the discharge of sulfur dioxide to the atmosphere when the concentrates are processed by pyro or combined pyrolhydro processes.
However, sulfur dioxide recovery routes have been sub- stantially improved over the same period. The cost of this recovery and the need to market the sulfuric acid are addi- tional factors that must be taken into account in evaluating the potential of an orebody and its development (see Fig. 3).
Despite an extensive amountlof research and develop- ment, commercial operation of a zinc-sulfide-concentrate/ oxygen-pressure-leach plant did not commence until 1981 [151. Some might conclude that this extended period of non- commercialization is inaicative of misplaced confidence in the viability of hydro processes. Hydrometallurgists would dis- agree with this outlook and would point to conservatism in the application of new technologies and to market forces as more significant in determining the time scale of implementation.
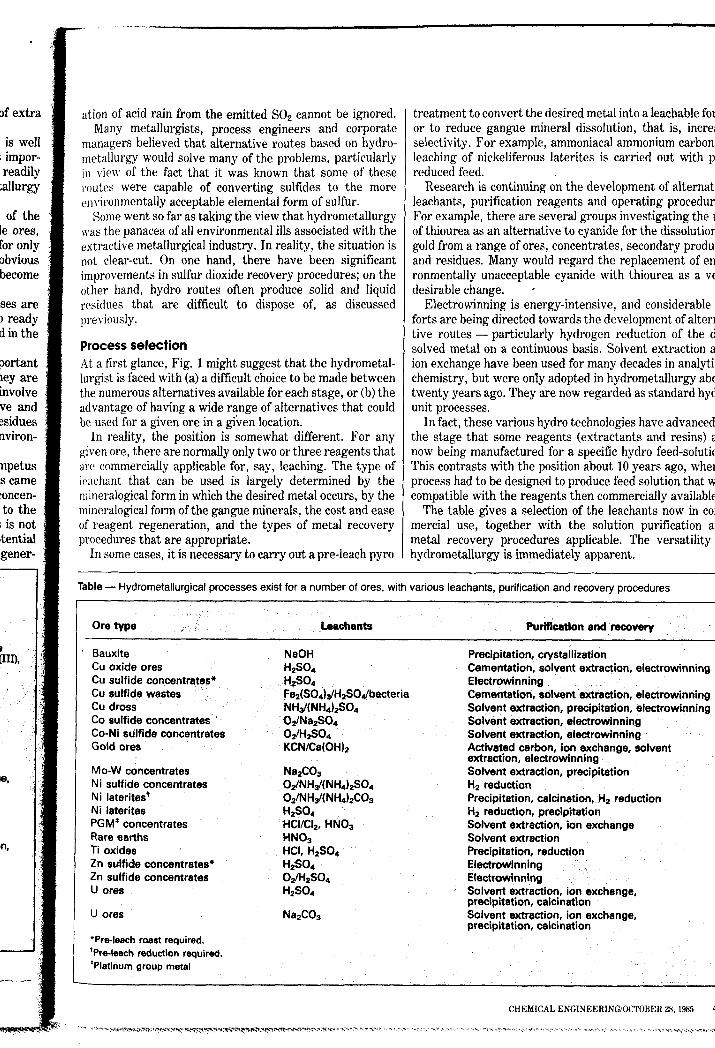
Fig. 4 shows a simplified flowsheet of the Cominco zinc- sulfide-concentrate/pressure-leach process, as practiced at Trail, British Columbia (photo, p. 41). Leaching is carried out a t 145-155°C and a total operating pressure of 1,300 kPd (750 kPa oxygen). The continuous discharge from the four- compartment autoclave consists of three phases: an aqueous acidic zinc sulfate solution; molten sulfur; and a solid phase consisting of leach residue, unreacted sulfides, reaction products [particularly plumbojarosite, PbFes(S04)4(0H),,], and some sulfur.
As can be seen from Fig. 4, sulfur recovery is by a combination of crystallization and flotation. The leach resi- due is processed in other portions of Cominco’s operations,
Is thfjre a market for acid?
Consider hydrometallurgy or sell to custom smelter
Figure 3 - Decision tree for processing a complex lead-zinc-copper sulfide ore leads to SIX possible courses of action
CHEMICAL ENGlNEERINCiOCTORER 28,1985 45 .. ~ .j .-. -. ~T

while the spent electrolyte from the zinc electrowinning circuit is used to slurry fresh feed.
The Trail operation is the first hydro operation where sulfide sulfur is converted to the elemental state, and recov- ered and sold as such. In the other processes that directly produce elemental sulfur - for example, the Duval CLEAR process [I61 - no attempt is made at this stage to recover the elemental sulfur in a usable form.
Work by Cominco indicates that, as well as being applica- ble to “pure” zinc sulfide concentrates, the general concept can be applied to “dirty” zinc sulfide concentrates with significant iron, copper and lead sulfide (pyrite, chalcopyrite and galena) contents.
Materials of construction Refractory bricks provide excellent protection for contain- ment vessels in pyro processes, but in hydro operations there is no universal construction material. A material such as mild steel is perfectly satisfactory where the conditions are such that a chemically-inert oxide film is formed on the surfaces of the vessels, pipes, etc. But under different conditions, an inert film may not form, and the mild steel will be rapidly corroded. An alternative construction material must be found in such a case.
Extensive use is now made of various plastics, ranging from PVC to butadiene rubber and fiberglass-reinforced polymers. These materials are used for pipes, leaching ves- sels, holding tanks, solvent extraction mixerlsettlers, elec- trowinning cells, etc., both in the solid form and as liners.
Titanium metal, although costly, is suitable for autoclaves when acidic, oxidizing chloride-based leachants are used. It should be pointed out at this stage, however, that not all hydro operations require advanced materials of construc- .tion, and there are numerous operations in which concrete, or even bitumen-coated wood, is satisfactory.
Hydro plants are characterized by the substantial number of pumps of various capacities that are required for trans- porting large volumes of corrosive and erosive solutions and slurries. This means that pump design and sizing, as well as materials of construction, are vital. Heflin and Stone [I71 provide an excellent review on pump selection.
Cost reduction As would be expected, small improvements in reducing capital and operating costs are not going to influence manag- ers to change from known pyro or hydro processes to a commercially untested hydro route. This means that major economic incentives must become available before hydro- metallurgy will gain widespread acceptance for oreskoncen- trates that are readily processed by pyro routes. How can this be done?
As discussed elsewhere [6], the major costs associated with hydro processes are largely controlled by three fac- tors - reaction rates, solidfliquid separation, and energy consumption. Thus, a significant amount of hydro research and development is, or should be, directed towards the following goals:
Increasing the reaction rate Reducing gangue (waste) mineral dissolution Reducing reagent costs and consumption rates, particu-
46 CHEMICAL ENCINEERING~OCTOBER a, IWS
larly by improving regeneration and recycling techniques Developing reaction conditions that produce an easily
filtered residue Improving “in-pulp” techniques (without separation of
leach residue) Recovering all by-products Ensuring that environmental problems are minimized Developing alternative concepts.
Environmental considerations Even though hydro operations for recovery of metals from primary sources do produce a range of liquid and solid effluents that must be disposed of in an acceptable manner, hydrometallurgy plays a significant role in a wide range of effluent treatment procedures. These involve ion exchange, solvent extraction, electrowinning, and selective as well as bulk precipitation.
Not only do these procedures ensure that effluents do not become an environmental !ability, they also generate in- come, since they actually represent a method of resource conservation. I t is also interesting to note that hydro proce- dures are used to treat effluents arising from all mining and metallurgical operations. For example, the techniques avail- able to the hydrometallurgist are used to treat mine waste- water, off-gases and waste streams from many pyro opera- tions, and in secondary and tertiary metal-fabrication processes.
I t is not possible or appropriate here to discuss in detail effluent treatment by hydro procedures. The literature is extremely extensive, but the readerjs directed to Refs. 18- 20 for some typical examples. Ref. 20 is of interest in that the
Purified sulfur -
I
Leach residue
Figure 4 - In pressure leaching, zinc and sulfur are seoarated from sulfide concentrates at a Dressure of 1.300 kPa
I
Rese
l’hesa sciencc ment simp11 use a proce used ment
In aitlzdl appra have zinc-a menc: ment, evalu searc: encou
A t hdru ar1d c3 turn:
Mii solid valua
H ) t l l
- CO-U
si1
11 hydnr
I I
- Figu can t -

process uses casein (itself often a troublesome waste produ from the dairy industry) as an ion-exchange “resin,” after is cross-linked with formaldehyde.
Research Hydrometallurgy research is carried out with multiple aim These include the development of an understanding of ti science of a particular process, and the commercial develo] merit of a process applicable to a particular ore type. 1 simple terms, the first approach anticipates the long-ten use of the scientific knowledge in the development of process, whereas in the second case, scientific knowledge used to solve a particular problem associated with the trea ment of particular ore in a given process.
In commercially guided research, process choice may t aided by the use of a decision tree. A good example of such a approach is that of Barbery, Fletcher and Sirois [21], wh have discussed the options for processing a complex lea( zinc-copper sulfide ore. They consider that prior to con mencement of large-scale commercial research and develol ment, the decision tree shown in Fig. 3 must be carefull evaluated. Those carrying out the more fundamental rt search have a greater freedom of direction. Their work 1 cncouraged and used by the more applied researchers.
At this time, there are three main productive areas (
l~ydrometallurgy research - mineralogy, thermodynamic and computing. Let us look briefly at each of these fields i turn:
Mineralogy - Mineralogical characterization of all th solid phases associated with hydro processes provides ir valuable information that the chemical engineer needs t
__I solii/liquid Residue separation
I Ironoxidation Oxidant
Alkali
Solid/liquM Vdroxide cake
1
solvent - extracton
circuit Spent electrolyte t- Co-Ni metal Electrowinning
circuit
have when designing, commissioning and operating a com- mercial plant.
Because hydro processes are often applied to low-grade and/or complex ores, the feed material is often more complex in chemical and mineralogical terms than the concentrates used in pyro processes. Moreover, because rates of leaching reactions are slow, the influence of the relative reactivities of the ore and gangue minerals is critical in determining opti- mum processing conditions. In order to maintain process materials balance, the feed should be as uniform as possible.
In order to fully appreciate the reactions being studied, the hydrometallurgist has to have a close working relation- ship with the minefalogist. The latter will have as tools X- ray diffraction (XRD), differential thermal and thermogravi- metric analysis (DTA/TGA), image analysis, and optical and electron microscopy.
Thermodynamics - Thermodynamic calculations are used by all metallurgists and chemical engineers to deter- mine a wide range of properties, including heats of reaction, solubilities, phase stabilities, etc. Use of properties such as activity coefficients, equilibrium constants, distribution co- efficients, Gibbs free energies, etc., allow the hydrometal- lurgist to predict, for example, which particular reaction will proceed under a given set of conditions.
The equilibrium chemical relationships of species that make up a given system are best represented in two- or three-dimensional plots, commonly known as predomimnce- area or stability diagrams.
A number of computer programs have been developed over the last 10-15 years to assist with the calculation and plotting of the necessary data. In addition, computer banks of thermodynamic data are continually being upgraded.
All of the thermodynamic studies, but particularly the stability diagrams, clearly demonstrate the complexity of the various phases that the hydrometallurgist works with.
Computing - Hydrometallurgists make extensive use of computing facilities to analyze their results, develop reaction models, and design and control plants. For the latter, mass and heat balances are complicated by the fact that most processes incorporate countercurrent flow paths including recycling in order to maximize product recovery.
There are some tens of computer-based models that de- scribe various hydro unit operations, particularly leaching [1,2,8]. Most are based on careful analysis of experimental data derived from laboratory-scale studies. Correlation with commercial-scale operations is considerably more complex. This is a reflection of the reduced control the experimenter has over the operation, and the influence of other non- measurable factors.
Another recently introduced use of computers into hydro processes is online control of a specific unit operation. Al- though flowmeters and belt scales have been used, the introduction of online control into hydro plants has been hampered until recently by the lack of suitable probes that provide reliable measurements in corrosive and abrasive environments. (See Refs. 22-25 on computers and control.)
The future The rapid development of technology in general means that many components of modern equipment quickly become
CHEMICAL ENGINEEHINGKKTOBER W , 1985 47

outdated. For example: the electronic components industry uses many metals, ranging from copper to gold; jet engine turbines are made from cobalt-containing superalloys; while many industries use catalysts based on the platinum-group metals.
The catalysts become “poisoned” and lose their activity, and so must be replaced. There are also wastes generated when the above components are fabricated, such as metal- containing etching solutions, sludges, turnings, and unus- able castings. ‘h this list can be added the large volumes of primary metallurgical wastes, including slimes, fumes, filter cakes, etc. [2,11,26]. Fig. 5 shows how sludges from super- alloy milling-machine operations can be processed to sepa- rate Co, Ni, Cr and Fe.
The recovery and recycling of various metals from “wastes” of the primary and secondary metallurgical indus- tries is becoming widespread. The techniques used range from the very simple, such as physical recovery of scrap tinplate as a source of metallic iron for copper cementation, to complex pyro and hydro processes.
The types of procedures that can be economically used depend on three main factors - volume, metal value and transportation costs. 7% these must be added a consideration of the availability of indigenous primary sources. Obviously, the recovery of copper is less advantageous than is the
recovery of cobalt or gold, simply on a basis of metal value. There is no doubt that hydrometallurgy will continue to
play an expanding role in various aspects of extractive metallurgy. There are many fundamental areas that require further examination, particularly under conditions that ap- ply to commercial operations. Thus we require much more reliable data on heterogeneous kinetics in multiphase sys- tems at high ionic strengths and at high temperatures. There is a need for improved solidfliquid procedures and improved recycling techniques, and most important of all, there has to be a reduction in energy consumption rates.
Hydrometallurgy involves many technologies: mineral- ogy; analytical, inorganic, organic, physical and surface chemistry; and thermodynamics; as well as several branches of engineering. Input from economists, environmentalists and social and political scientists also must be considered.
Acknowledgements The author would like to thank his many colleagues in the mining and metallurgical industries, research institutes and universities for their support and helpful discussions. In particular, he would like to thank Dr. Tom Scott, formerly of CSIRO, for his unveiling of hydrometallurgy as a science and as a career.
Kenneth J. McNaughton, Editor
References 1. Wadsworth, M. E., Hydrometallur Past, Present and Fu$re, in
Hydrometallur%Research, D e v e g G n t and Plant Practice, 0s- Asare K. and Iler, J. D. editors, AIME (Amer. Inst. of Mining, Metall’kg&al and &tmleum E‘ngineers), New York, 1983; pp. 348.
2. Osseo-Asare, K., and Miller, J. D., editors, “Hydrometallurgy: Researcii,
’,
Development and Plant Practice,” AIME, New York, 1983. 3.
Vol. 37, No. 4, 1985, pp. 59-62. 4. Burkin, A. R., Hydrometallurgy 1952-1982: A Quiet Revolution, Ch?+
I d , 1983, No. 18, pp. 690-695. 5. Habashi, I?, Hydrometallurgy, C k . Eiq. Nacs, Vol. 60, 1982; pp. 4%
58. 6. Pickering, R. W., and Canterford, J. H., Hydrometallur Present and
Future, in “Mineral Resources of Australia,’’ K e y , D. G d Woodcock, J. T, editors, Australian Academy of ’ k h n o l o g d Sciences, Parkville, 1979; pp. 226-238.
7. Weir, D. R., and Masters, I. M., The Interrelationship of Mineralogy, Mineral Dressing, and Hydrometallur in Process Selection, 85th Annual General Meeting, Canadian Institute o%iningand Metallurgy, Winnipeg, 1983.
8. Wadsworth, M. E., and Miller, J. D., H?rprometall ’cal Processes, in “Rate Processes of Extractive Metall Sohn, H.? and Wadsworth, M. E., editors, Plenum Press, New Y z l 9 7 9 ; pp. 133-244.
9. McGarr, H. J., and Dement, E., ‘PURE’ Mill Recovers Uranium from Small Deposits, Eng. Min. J., Vol. 179, No. 9, 1978; pp. 214-216.
10. W e y , J. N., and Faige, P. M., Can Electrowinning Replace Cement Copper?, E7q. Min. J., Vol. 173, No. 7, 1972; pp. 94-96.
11. Kuhn, M. C., editor, “Process and Fundamental Considerations of Selected Hydrometallurgical System,” AIME, New York, 1981.
12. Canterford, J. H., Solution Mining - General Principles and Australian Practice, in “Jobson’s Minin Year Book 1W84,” Dun and Bradstreet, Melbourne, 19%; pp. 215-22f
13. Schlitt, W. J. , and Hiske J. B., editors, “Interfacing Technologies in Solution Mining,” AIME, h e w York, 1W.
14. Lucas, G. C., Fulton, E. J., Vautier, F. E., Waters, D. J., and Ring, R. J., Queensland Mmes Plant W s with Cam’s Acid, Pmc. A~tmlou. Zrcsf. Mi9i. Mefallutgy, No. 287, 1983; pp. 27-34 Farker, E. G., McKa , D. R., and Salomon-DeFrieberg, H., Zinc Pressure Leaching at C O M I N ~ O S ’hail Operation, in “Hydrometallur~ Research, Development and Plant Practice,” OsL-Asare, K., and Iller, J. D.. editors, AIME, New York, 1983; pp. %-NO.
16. Atwood, ,G. E., and Livingston, R. W, The CLEAR Process, A Duval Corporation Development, En?neta/l, Vol. 33, 1 W ; pp. 251-255.
17. Heflin, T R.. and Stone, D. B., H ~ d r q m e t ; r l l y d Pumps - Materials and Design, Cailodian Znstztutt? z 7 w q Meta lulgy Bullehn, Vol. 72, No. 809, 1979; pp. 122-127.
Warren, G. W., Hydrometallurgy - 1984, Review and Preview, J.
15.
Gilmore, A. J. , The Recovery of Zinc from a M,he Water Con$$ng Small
/ulgicalBu/Lefin, Vol. 70, No. 780, 1977; pp. 142-146. Slater, M. J., Lucas, B. H., and Ritcey, G. M., Use of Continuous Ion
Amounts of Alkali and Heavy Metals, Cmadmrr lt~tztide Mraz9q Me&-
Exchange for Removal of Environmental Contaminants from Waste ,Streams, Cailadiaii Znstifute Miriirq Metalluculyical BuUetiii, Vol. 71,
20.; Davey, P. ‘E, Houchin, M. R., and Wmter, G., Recovery of Chromium from Waste Electroplatin Liquors by Ion-Exchange on Casein, F h t 1,
,’ Pilot Plant Studies, J. 8kuicaL Tech~toOCosy Bzohchnology, Vol. 33A, 1983; pp. 164-170.
E l . Barbe G Fletcher A W, and Sirob, L. L., Exploitation of Complex Sulphiz D&osits: A h e w of Processing Options from Ore to Metals, in “Com lex Sulphide Ores,“ Jones, M. J.. editor, Institution of Mining and M e d u r g y , London, 1980; pp. 135-150.
22. k b u l l , A. G:, A General Computer Pro for the Calculation of Chemcal Equhhna and Heat Balances, CAf?%W, Vol. 7, No. 2, 1983, Pergamon Press, Elmsford, N.Y., pp. 137-147. McGrew, K. J., and Richardson, J. M., Com uter Analysis of Metallurgical Reactor Stage Capacity, J. Met.., Vol. 33, d. 12, 1981; pp. 26-30. Richardson, J. M., Coles, D. R.. and White, J. M., Fluor Mining and Metals Inpduces FLEXMET, a Computer-Aided and Flexible Metallur- gical ’khruque for Steady-State Flowsheet Analysis, Eng. Mrn. J., Vol. 182, No. 10, 1981; pp. 88-97. Brown, M. C., and Bhappu, R. B., Recent Trends in Instrumentation of Hydrometallurgical Plants, in “Hydrometall Research, Development and Plant Practice”, O m A s a r e , K., and M%r, J. D., editors, AIME, New York, 19%; pp. 739-757.
6 Warson D. Recovery of Cobalt from Metall cal Wastes, in “F‘mceed- ings In&rn&mal Conference on Cobalt,” AT$%r~s~els . Vol. 1, 1981; pp. 139-148.
/ NO. 796, 1978; pp. 117-123.
23.
24.
25.
,a Theauthor J. H. Canterford obtained B.S. and Ph.D. degrees in inorganic chemistry from the University of Mel- bourne. After four years on the staff of the Dept. of Inorganic Chemistry at that university, he joined the Commonwealth Scientific and Industrial Research Or- anization, Div. of Mineral Chemistry. PO. Box 124, ‘ia rt Melbourne. Victoria 8207, Australia. He is at
present principal research scientist and hydrometal- urgy group leader. Canterford is an associate of the Royal Australian Chemical Institute, a member of the
Soc. of Mining Engineers and The Metallurgical Society (both sections of the Amer. Inst. of Mining, Metallurgical and Petroleum Engineem), and a mem- ber of The Australasian Institute of Mining and Metallurgy.
48 CHEMICAL ENGINEERINGIOCTOBER B, iw
A prE ventiii be e:: be si;; causil am01 code are 5 terial eva I II corre